Результат интеллектуальной деятельности: СПОСОБ ИЗМЕРЕНИЯ МОМЕНТА ИНЕРЦИИ
Вид РИД
Изобретение
Изобретение относится к машиностроению, а именно к способам измерения моментов инерции, и может быть использовано для измерения моментов инерции различных изделий.
Известен способ измерения моментов инерции изделий методом упругих крутильных колебаний, заключающийся в том, что изделие закрепляют на платформе колебательного устройства, приводят его в колебательное движение и измеряют период колебаний (см. Гернет М.М., Ратобыльский В.Ф. Определение моментов инерции. - М.: Машиностроение, 1969 г., стр.67-69).
Недостатком этого известного способа является сравнительно низкая точность измерения, обусловленная тем, что при реализации способа не учитывается анизохронность колебаний, что приводит к погрешности от допущения о независимости периода колебаний от амплитуды, которая в процессе измерений уменьшается из-за наличия внутреннего трения в материале упругого элемента.
Более точным является способ измерения момента инерции изделия методом упругих крутильных колебаний, описанный в вышеуказанном источнике информации на стр.84-85 (прототип) приведенной выше книги, заключающийся в том, что изделие закрепляют на платформе колебательного устройства, приводят в колебательное движение и измеряют периоды и амплитуды колебаний.
При использовании этого известного способа, являющегося наиболее близким аналогом предлагаемому техническому решению, в процессе затухающих колебаний от некоторой произвольной, но зафиксированной начальной амплитуды Ф0 измеряют времена t1 и t2, а также амплитуды Ф1 и Ф2 для некоторых чисел колебаний z1 и z2. Затем вычисляют коэффициент анизохронности q:
q=(z2t1-z1t2)/[t2ln(Ф0/Ф1)-t1ln(Ф0/Ф2)].
Период собственных колебаний, используемый для расчета момента инерции изделия, определяется по формуле:
T=t2/[z2+q·ln(Ф0/Ф2)].
Недостатком описанного способа является недостаточно полный учет погрешностей от анизохронности колебаний, так как он предполагает неизменность коэффициента анизохронности в пределах изменения амплитуды от Ф0 до Ф1 и от Ф0 до Ф2. Поэтому используемый для расчета момента инерции изделия период колебаний будет содержать погрешность от неполного учета анизохронности крутильных колебаний.
Другим недостатком прототипа является сравнительная сложность, связанная с необходимостью повторных измерений времени с измененным числом колебаний.
Техническим результатом настоящего изобретения является повышение точности измерения момента инерции изделий и упрощение его реализации.
Указанный технический результат обеспечивается тем, что в способе измерения момента инерции, заключающемся в том, что изделие закрепляют на платформе колебательного устройства, закруткой торсиона приводят устройство в колебательное движение, в процессе которого измеряют период и амплитуду колебаний, по которым проводят расчет момента инерции изделия, новым является то, что в процессе измерения периода и амплитуды колебаний, амплитуду колебаний поддерживают постоянной путем компенсации ее уменьшения компенсирующей закруткой торсиона на угол, равный разности начального значения и измеренных значений амплитуды колебаний, причем компенсирующую закрутку производят с помощью привода, установленного на корпусе и связанного с торсионом.
Отличительными признаками предлагаемого способа от прототипа являются дополнительные операции, заключающиеся в том, что амплитуду колебаний поддерживают постоянной путем компенсации уменьшения амплитуды, происходящего под действием сил трения, закруткой упругого элемента на угол, равный разности начального значения и следующих измеренных значений амплитуды колебаний, а компенсирующую закрутку производят с помощью привода, установленного между корпусом и упругим элементом.
Благодаря наличию этих отличительных признаков предлагаемый способ обладает сравнительно большей точностью и простотой в осуществлении.
Заявленный способ иллюстрируется, графическими материалами, на которых:
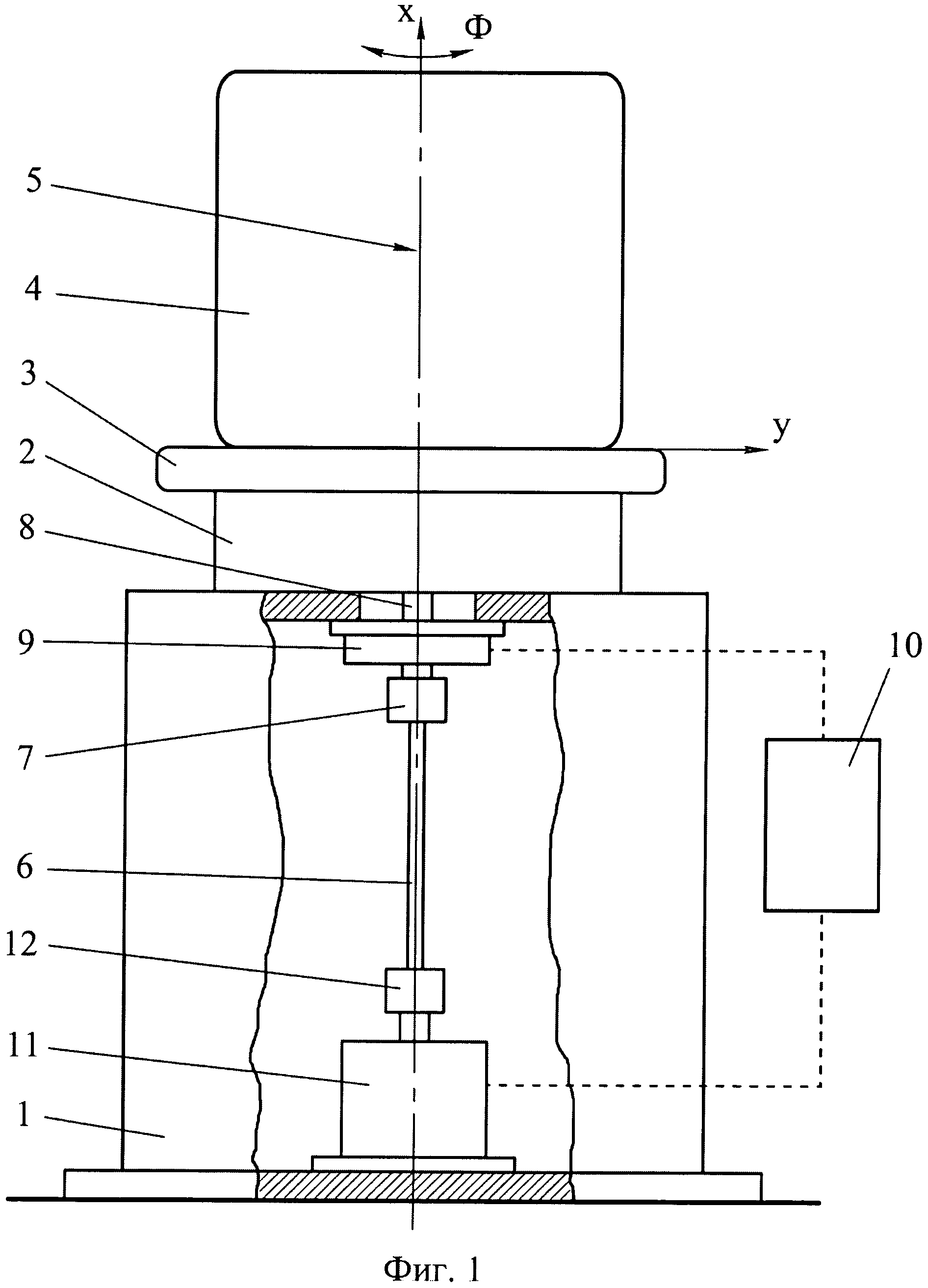
- на фиг.1 представлено устройство, реализующее способ;
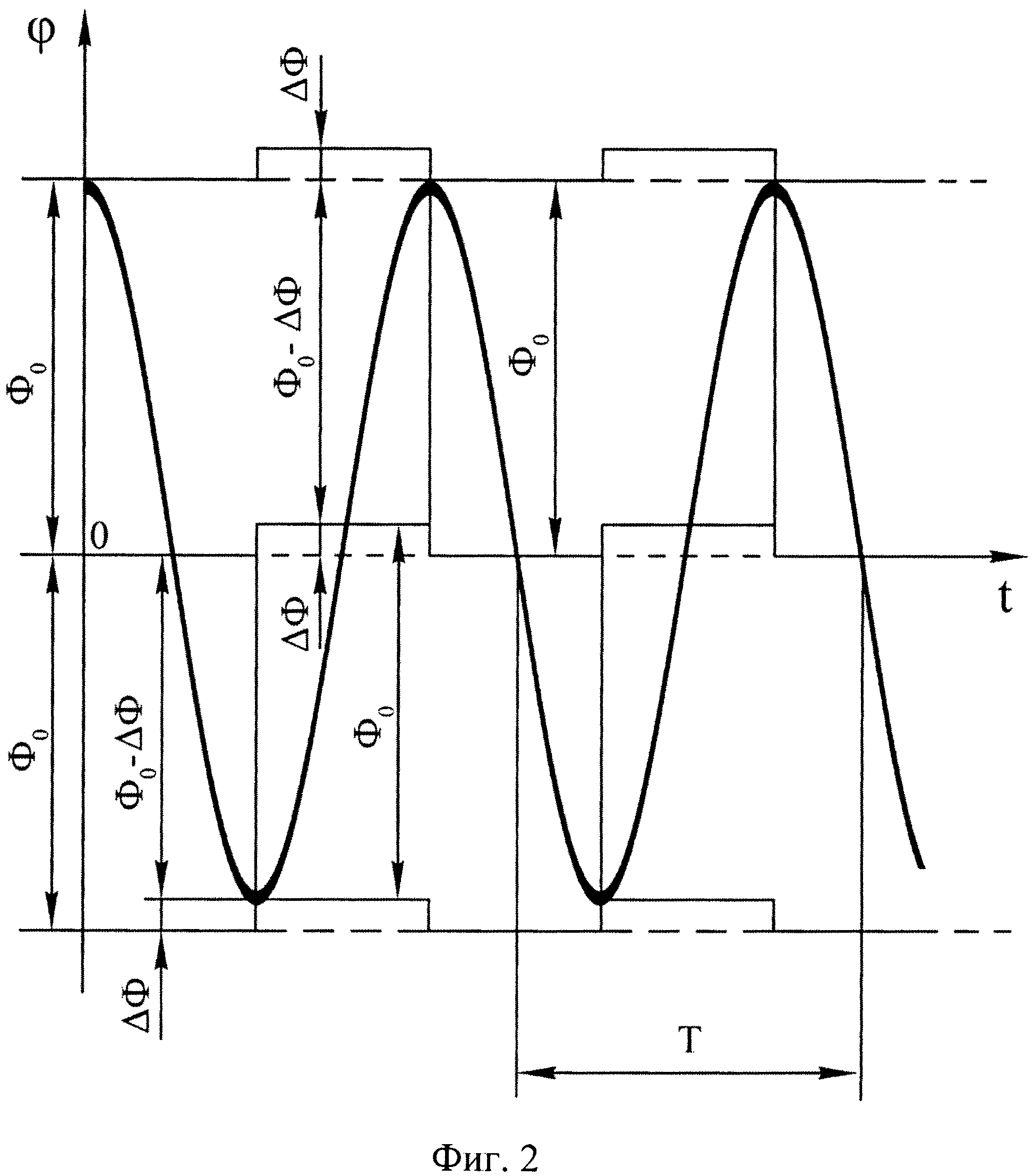
- на фиг.2 показан график, иллюстрирующий принцип поддержания постоянной амплитуды колебаний при осуществлении предлагаемого способа.
Устройство, реализующее заявленный способ, содержит установленный на корпусе 1 аэростатический радиально-упорный подшипник 2, верхняя подвижная часть которого является платформой 3 для установки изделия 4. При работающем аэростатическом подшипнике платформа 3 имеет возможность совершать на воздушной подушке с незначительным трением крутильные колебания вокруг оси 5 за счет упругости торсиона 6, который сверху соединен через муфту 7 с валом 8 платформы 3 аэростатического подшипника. Преобразователь 9 угловых перемещений статором закреплен на корпусе 1. Полый ротор преобразователя 9 прикреплен с помощью встроенной полой муфты к валу 8. Преобразователь 9 угловых перемещений служит для измерения амплитуды колебаний и для выдачи сигналов при прохождении колеблющейся системы через положение равновесия, по которым измеряются периоды колебаний. Преобразователь 9 электрически связан с блоком управления 10 для передачи информации об угловых параметрах колебаний. По сигналам с преобразователя 9 блок управления 10 рассчитывает параметры работы привода 11, соединенного с торсионом 6 с помощью муфты 12. Привод 11 производит закрутку торсиона на рассчитанный угол в заданном направлении.
Заявленный способ реализуют следующим образом.
Изделие 4 закрепляют на платформе 3, приводят аэростатический подшипник 2 в рабочее состояние подачей в него сжатого воздуха, при неподвижном равновесном положении платформы с изделием на аэростатическом подшипнике обнуляют показание преобразователя 9, поворачивают платформу с изделием от нулевого положения на угол Фо и отпускают. При этом платформа с изделием приходит в колебательное движение за счет упругости торсиона 6. График, иллюстрирующий зависимость изменения фазы φ колебаний от времени, приведен на фиг.2. В начальный момент времени амплитуда равна Фо. После отклонения подвижной системы в противоположную сторону от положения равновесия амплитуда колебаний в результате действия внутреннего трения в материале торсиона уменьшится на величину ΔФ. Величина ΔФ запоминается процессором блока управления 10 в момент смены направления изменения текущей амплитуды. В этот же момент блок управления 10 подает сигнал на привод 11, который производит компенсирующую закрутку торсиона на угол ΔФ, компенсирующую потерю потенциальной энергии колебательной системы на трение. В результате закрутки положение равновесия колебательной системы сместится на угол ΔФ, и относительного нового положения равновесия амплитуда станет равной начальному значению Фо. Закрутка производится в короткое время, практически в момент перевалки колебательной системы через максимум амплитуды, например, для периода колебаний, равного 1 с, время закрутки не превышает 0,01 с, за это время амплитуда изменяется не более чем на 0,2%.
Колебательная система, перейдя через новое положение равновесия, вернется в свое начальное положение относительно корпуса. В момент перевалки колебательной системы через максимум амплитуды, блок управления 10 подает сигнал на привод 11, который производит закрутку торсиона на угол ΔФ в обратном направлении и возвращает положение равновесия колебательной системы в исходное положение, при котором значение амплитуды становится равным начальному значению Фо. С этого момента приведенный цикл одного полного колебания с компенсационными закрутками повторяется необходимое количество раз для набора статистики измерений среднего периода колебаний. Колебания становятся незатухающими. Период колебаний определяется как временной интервал между двумя прохождениями колебательной системой одинаковых фаз колебаний, например прохождений нулевого значения показаний преобразователя 9.
В результате использования предлагаемого способа незатухающие колебания изделия с платформой эквивалентны колебаниям консервативной системы с некоторой неизменной жесткостью с (Фо) упругого элемента, соответствующей определенной амплитуде Фо колебаний. Для расчета момента инерции предлагаемым способом можно воспользоваться, например, методом использования эталонного тела, приведенным на стр.71 и 72 (пункт 3) в книге: Гернет М.М., Ратобыльский В.Ф. Определение моментов инерции. - М.: Машиностроение, 1969. Для этого при одной и той же амплитуде Фо измеряют периоды колебаний: пустой платформы - Tо, платформы с эталонным телом - Tэ и платформы с изделием - Tи, и подставляют в уравнения:
 ;
;
 ;
;
 ,
,
откуда момент инерции изделия равен:
 .
.
Таким образом, предлагаемый способ измерения момента инерции изделия с использованием упругих крутильных колебаний обладает большей точностью за счет уменьшения влияния нелинейности колебательной системы путем поддержания амплитуды колебаний постоянной компенсацией уменьшения амплитуды, происходящего под действием сил трения, закруткой упругого элемента на угол, равный разности начального значения и следующих измеренных значений амплитуды колебаний, а компенсирующую закрутку производят с помощью привода, установленного между корпусом и упругим элементом. Кроме того, способ обладает меньшей сложностью, так как для учета нелинейности не требуется повторных измерений времен, начальных и конечных амплитуд различных чисел колебаний.
Станок намоточный
Способ определения пластичности металлов и сплавов
Способ аргонодуговой сварки кольцевых стыков трубчатых деталей
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ определения прочности сцепления покрытия с металлической основой
Головка для орбитальной сварки трубопроводов
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Способ скручивания труб и устройство для осуществления способа
Способ изготовления волноводов сложной формы и устройство для осуществления способа
Станок намоточный
Способ определения пластичности металлов и сплавов
Способ аргонодуговой сварки кольцевых стыков трубчатых деталей
Установка для газовой изотермической формовки деталей из листовых заготовок
Способ определения прочности сцепления покрытия с металлической основой
Головка для орбитальной сварки трубопроводов
Штамп для пневмотермической формовки деталей из листовых заготовок
Способ резки проката и штамп для его осуществления
Способ скручивания труб и устройство для осуществления способа
Способ изготовления волноводов сложной формы и устройство для осуществления способа

