Результат интеллектуальной деятельности: УСТАНОВКА ДЛЯ ОБРАБОТКИ ТЕКУЧИМ АБРАЗИВОМ ОТВЕРСТИЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано для суперфинишной обработки текучим абразивом поверхностей отверстий длинномерных деталей в большом диапазоне их длин.
Известно устройство для гидроабразивной обработки внутренней поверхности труб (см. А.С. №1569208, В24С 1/08, В24В 31/116, 31/10, опубл. 07.06.90 г.), принятое за прототип. Устройство содержит две сообщающиеся рабочие камеры, между которыми в специальные гнезда их устанавливают обрабатываемую деталь. Камеры соединены с цилиндрами компрессора, обеспечивающими подачу сжатого воздуха поочередно в каждую из камер, при этом гидроабразив перетекает через обрабатываемую деталь из одной камеры в другую.
Недостатком прототипа является невозможность обработки поверхностей отверстий как внутренних, так и наружных длинномерных деталей в большом диапазоне длин последних.
Задача предложенного изобретения заключается в расширении технологических возможностей полировальных установок с целью обработки поверхностей длинномерных деталей, позволяющей повысить качество поверхности их.
Технический результат, на достижение которого направлено изобретение, заключается в создании специальной установки горизонтального типа с параллельным расположением рабочих блоков цилиндров и горизонтальным положением обрабатываемой детали, устанавливаемой между этими блоками, при этом направление потока абразивной массы перпендикулярно осям блоков цилиндров.
Указанный технический достигается тем, что в установке для обработки отверстий длинномерных деталей текучим абразивом, содержащей установленные на станине рабочие блоки цилиндров, оси которых параллельны друг другу и перпендикулярны оси обрабатываемой детали, размещенной между ними с обеспечением перетекания через нее потока абразивной массы из одного рабочего блока в другой, причем упомянутые блоки выполнены с возможностью изменения направления потока абразивной массы при осевом перемещении их штоков, новым является то, что один из рабочих блоков цилиндров установлен на станине неподвижно, а другой - с возможностью перемещения по направляющим станины на величину, заданную диапазоном длин обрабатываемых деталей, и фиксации его положения, при этом корпуса упомянутых цилиндров выполнены с боковыми отверстиями для абразивной массы и уплотнениями для торцов обрабатываемой детали.
Установка одного из рабочих блоков цилиндров на станине неподвижно, а другого - с возможностью перемещения по направляющим станины на величину, заданную диапазоном длин обрабатываемых деталей, и фиксации его положения позволяет обрабатывать поверхности отверстий длинномерных деталей.
Выполнение корпуса упомянутых цилиндров с боковыми отверстиями для абразивной массы и уплотнениями для торцов обрабатываемой детали позволяет повысить качество обрабатываемой поверхности.
Технические решения с признаками, отличающими заявляемое техническое решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявляемое решение является новым и обладает изобретательским уровнем.
Сущность изобретения поясняется чертежами, где:
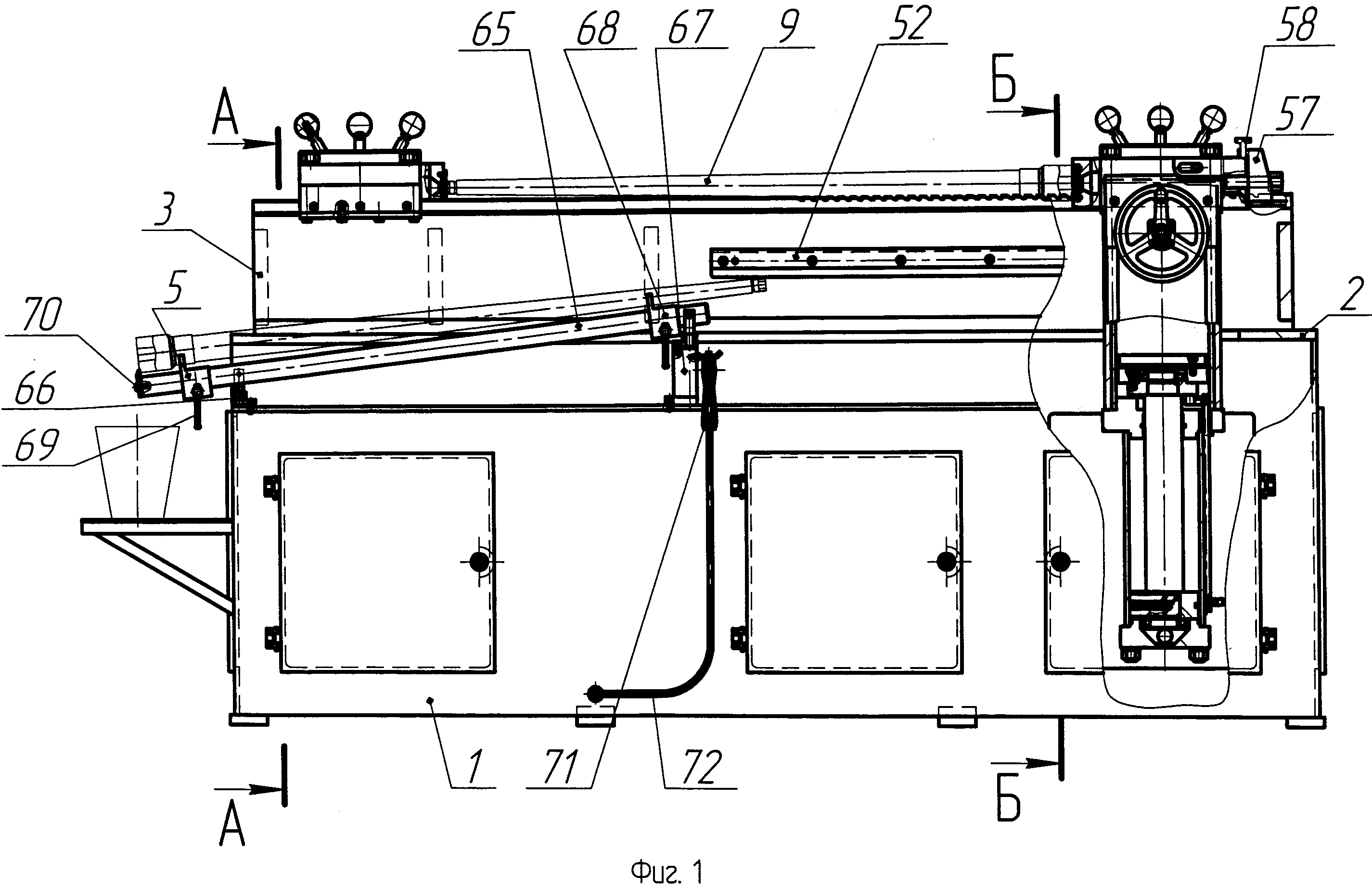
на фиг. 1 - установка для обработки текучим абразивом отверстий длинномерных деталей (главный вид);
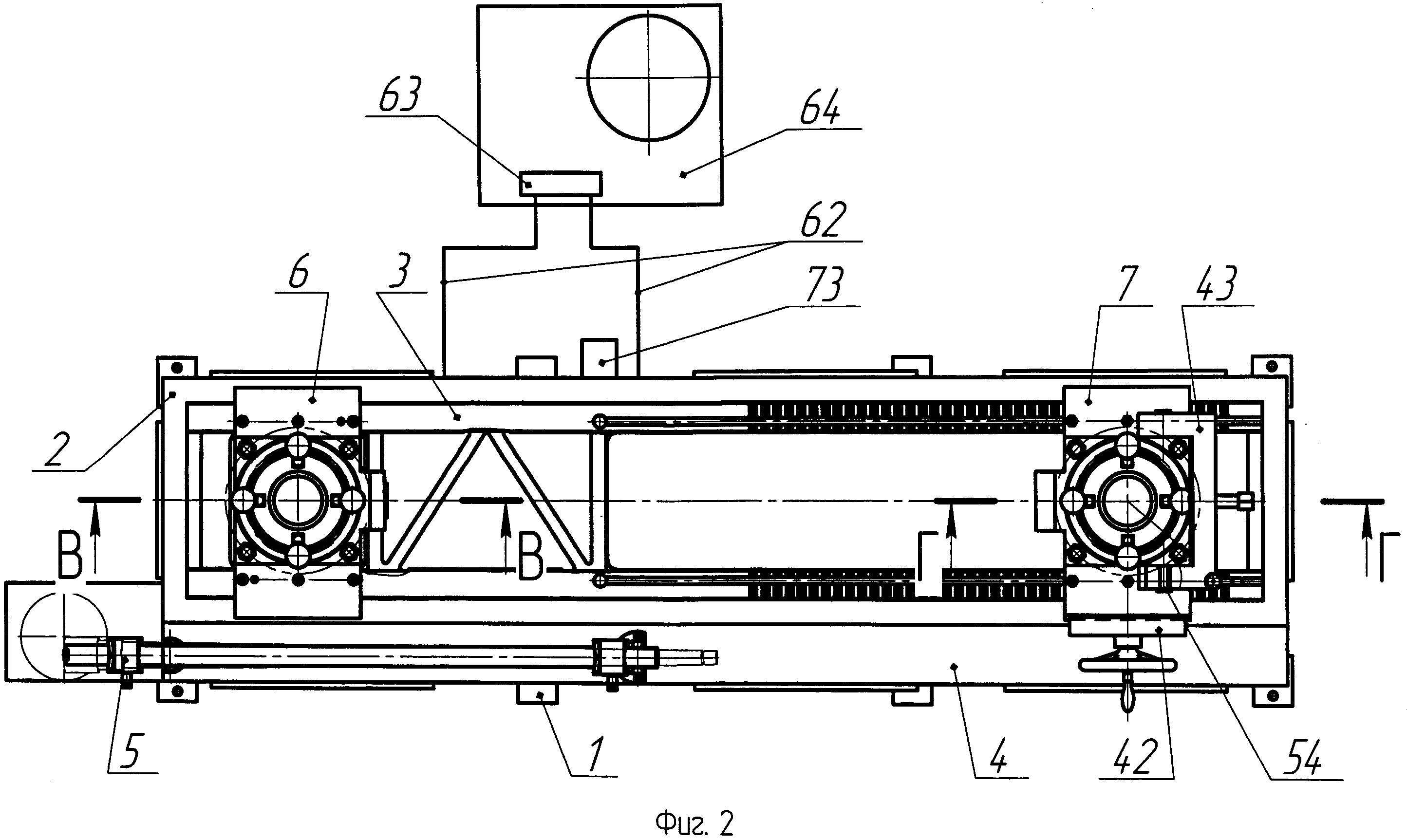
на фиг. 2 - установка для обработки текучим абразивом отверстий длинномерных деталей (вид сверху);
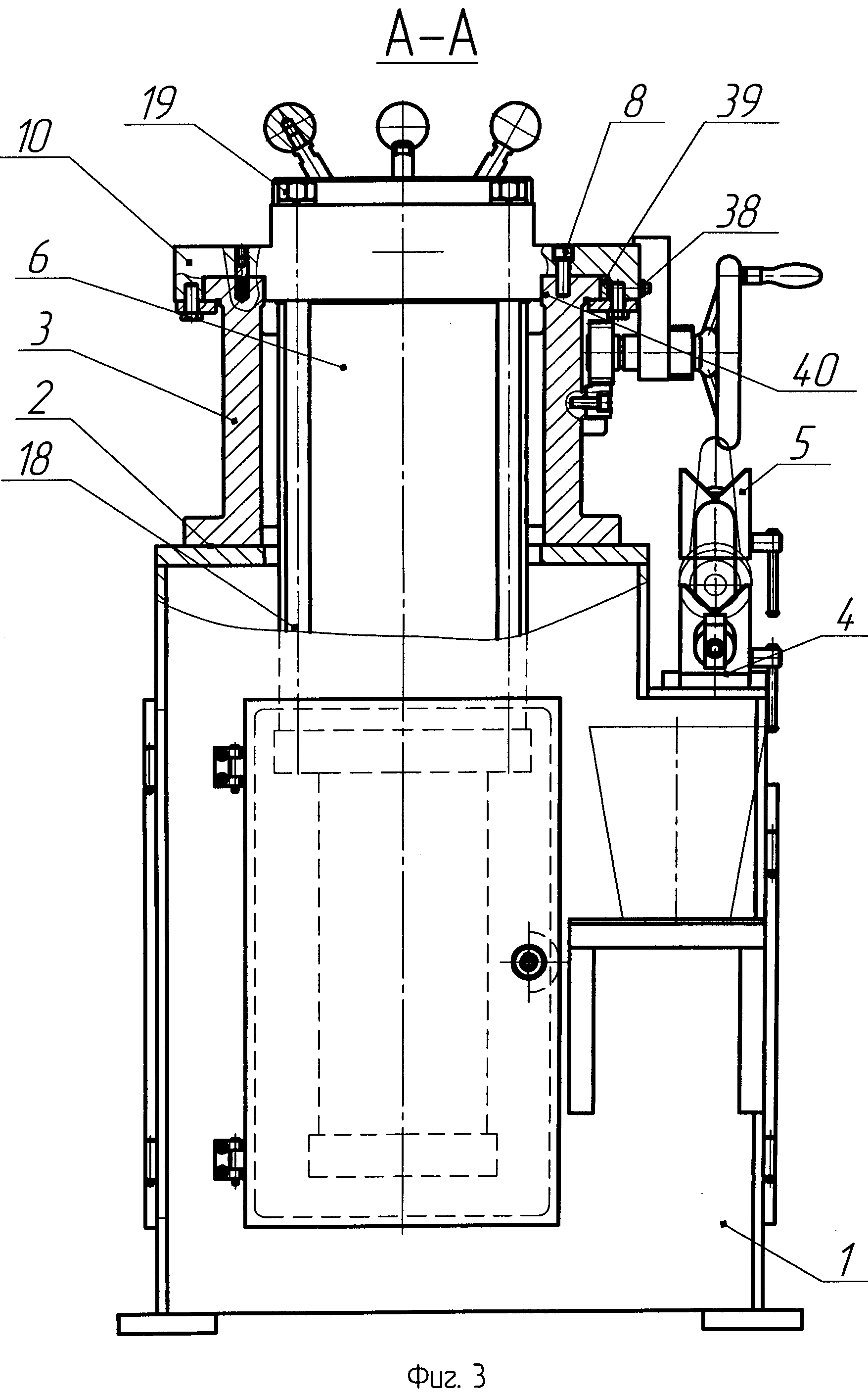
на фиг. 3 - сечение установки по А-А;
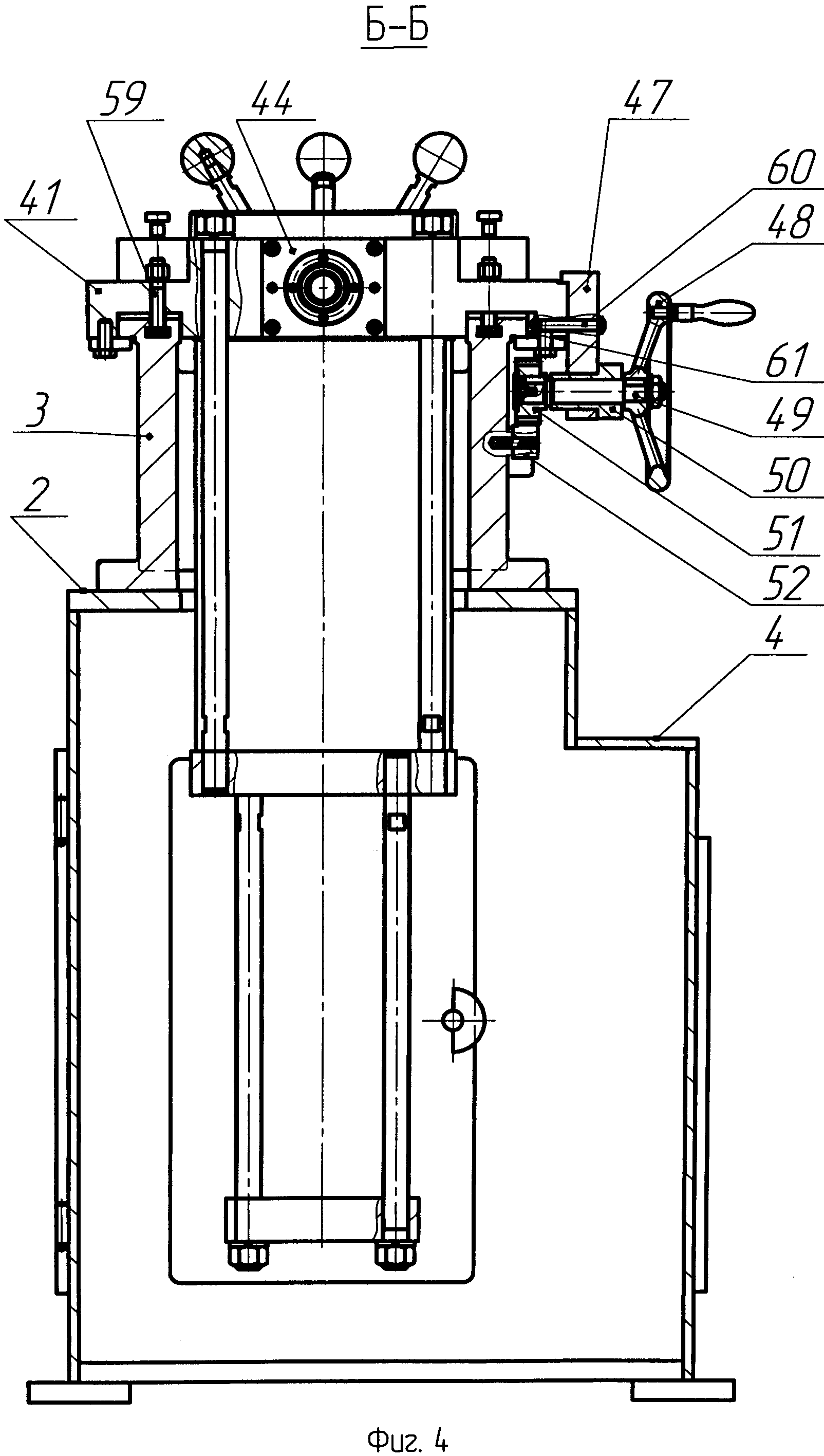
на фиг. 4 - сечение установки по Б-Б;
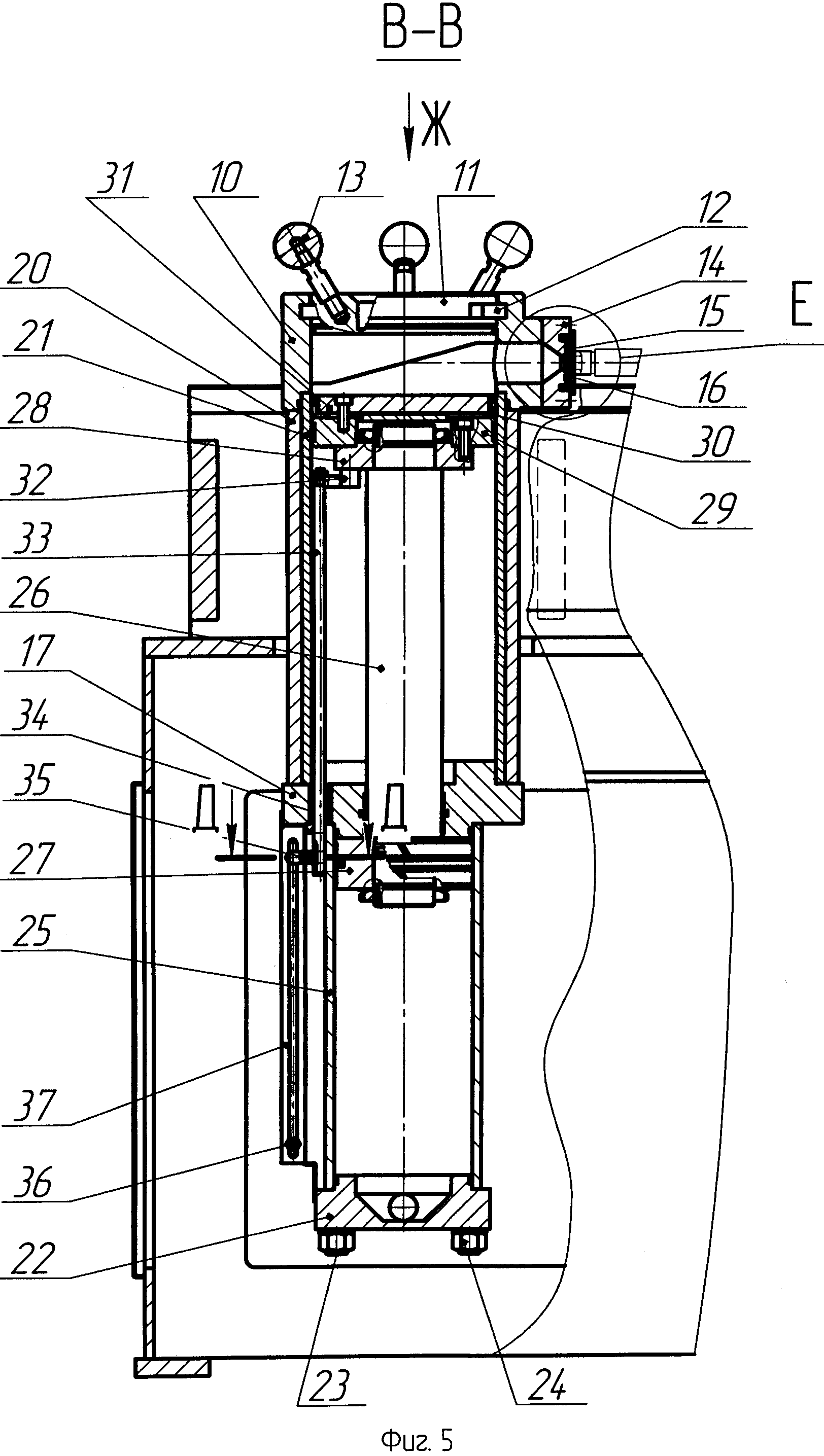
на фиг. 5 - сечение установки по В-В;
на фиг. 6 - сечение установки по Г-Г;
на фиг. 7 - сечение установки по Д-Д;
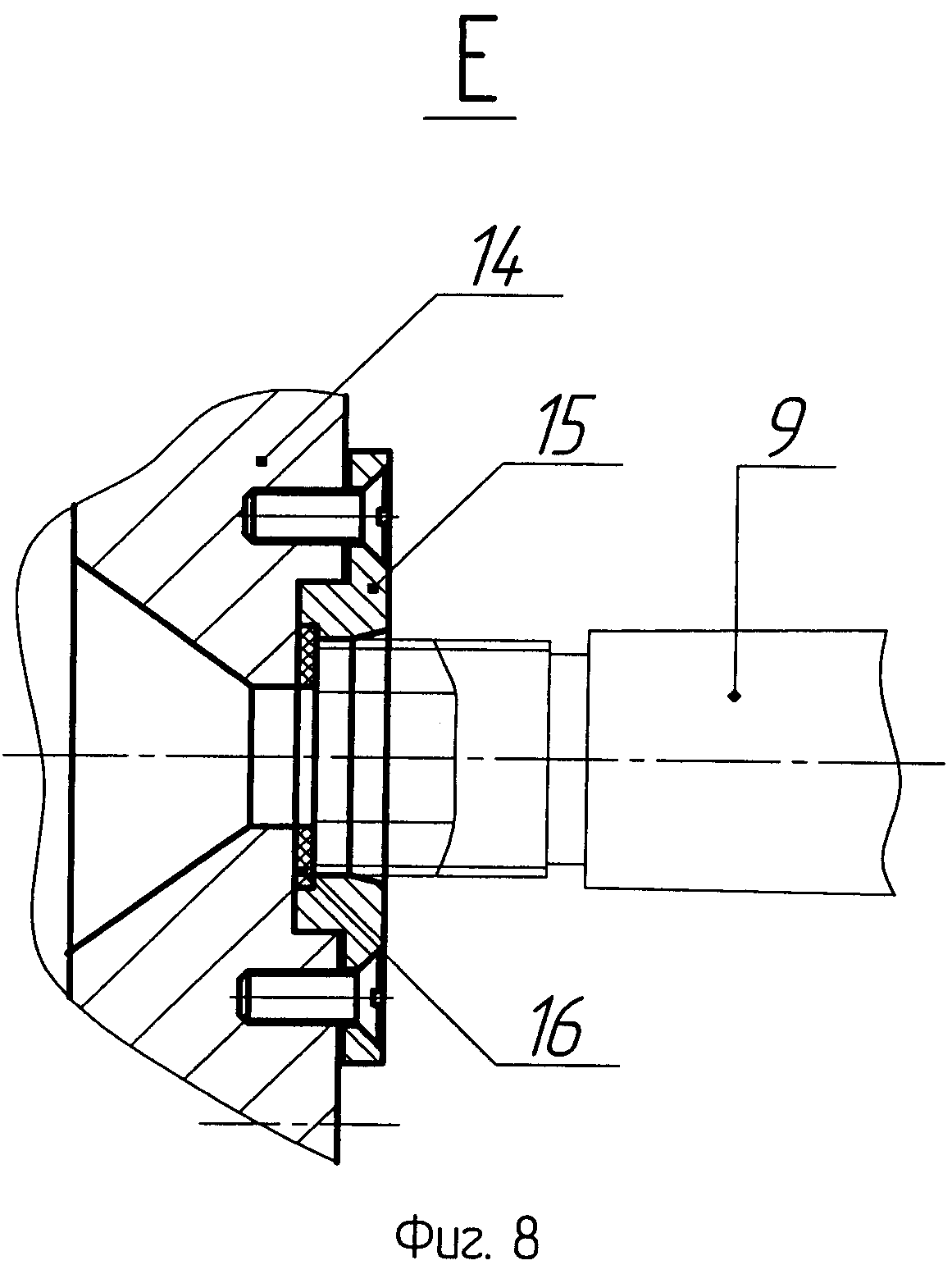
на фиг. 8 - вид Е.
Установка для обработки текучим абразивом отверстий длинномерных деталей состоит из основания 1 сварной конструкции, верхняя поверхность его выполнена ступенчатой формы. На верхней плоскости 2 установлена литая станина 3, а на нижней плоскости 4 установлено специальное приспособление 5 для удаления абразивной массы из отверстия обрабатываемой детали. На прямоугольных направляющих станины установлены два рабочих блока цилиндров 6 и 7, причем блок цилиндров 6 - неподвижный, жестко соединен с направляющими станины с помощью винтов 8, а блок цилиндров 7 - подвижный, имеет возможность перемещаться по направляющим станины на величину заданную диапазоном длин обрабатываемых деталей 9. Неподвижный блок цилиндров 6 состоит из корпуса 10, имеющего сквозное отверстие, которое закрывается сверху крышкой 11, которая вставляется в это отверстие и запирается в определенном положении с помощью байонетного замка 12 при повороте ее на 90° при помощи рукояток 13. На боковое отверстие корпуса жестко крепиться плита 14, несущая базовый фланец 15 с уплотнительной шайбой 16. Эти две детали являются сменными, их форма и размеры зависят от формы и размеров торца, обрабатываемой детали. Снизу к корпусу с помощью фланца 17 и шпилек 18 с гайками 19 крепятся цилиндр 20 со сменной гильзой 21, в свою очередь к фланцу 17 с помощью крышки 22 и шпилек 23 с гайками 24 крепится гидроцилиндр 25.
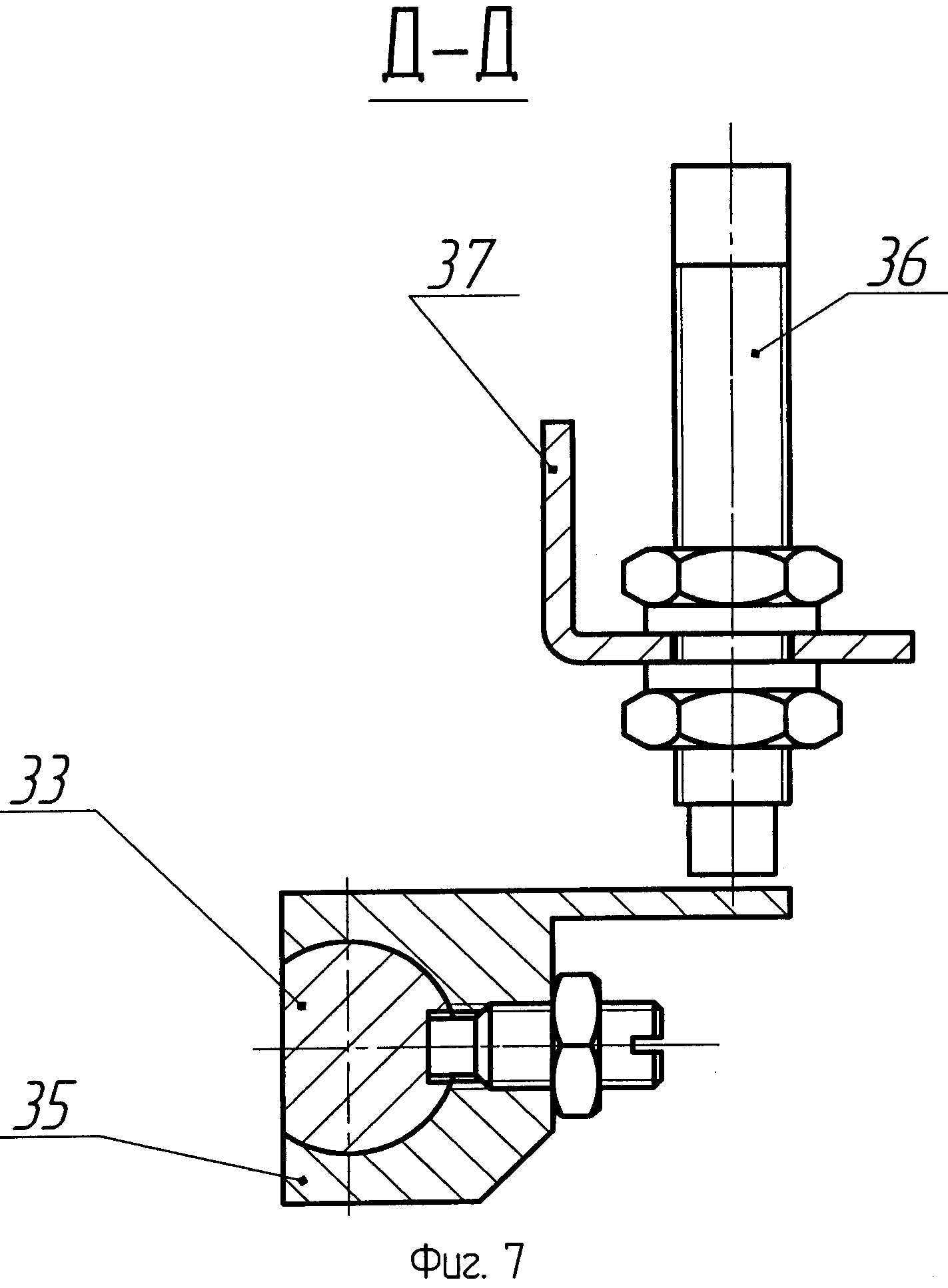
Внутри цилиндров имеется двухсторонний шток 26, имеющий два поршня - снизу поршень 27, а сверху специальный поршень для перемещения абразивной массы, который состоит из кольца 28 жестко соединенным с поршнем 29, который уплотняется со стенками гильзы специальным воротником 30 из износоустойчивого материала, диск 31 фиксирует воротник. К кольцу 28 снизу крепится кронштейн 32, в свою очередь на нем закреплен стержень 33, нижний конец которого выходит наружу из внутренней полости рабочего цилиндра через отверстие во фланце 17, в которое вставлена втулка 34 из антифрикционного материала. На конце стержня закреплен флажок 35, который выполнен с возможностью взаимодействия с бесконтактными датчиками 36, установленными на кронштейне 37, который крепится к фланцу 17 и крышке 22. Весь блок цилиндров устанавливается на станину 3 между ее прямоугольными направляющими, причем, с помощью установочных винтов 38 и регулировочной планки 39 полностью выбирается зазор между базовой поверхностью 40 станины и корпусом 10, что обеспечивает точное положение блока цилиндров на станине и соосность с подвижным блоком цилиндров 7. Подвижный блок цилиндров выполнен полностью идентичным неподвижному блоку цилиндров из одних и тех же комплектующих деталей и отличается только корпусом 41 по той причине, что он взаимосвязан с механизмом перемещения блока 42 и устройством фиксации 43. Корпус также имеет сквозное отверстие, закрываемое крышкой 11, на боковое отверстие жестко крепится плита 44 с торцевым уплотнительным кольцом 45, в кольцевой канавке которого установлено резиновое кольцо 46. К боковой поверхности корпуса крепится плита 47, несущая механизм перемещения 42, который состоит из маховика 48, установленного на оси 49, которая вставлена во втулку 50 - подшипник скольжения, на другом конце оси установлена шестерня 51, входящая в зацепление с рейкой 52, установленной и закрепленной на выступе станины. Устройство фиксации 43 блока цилиндров состоит из упора 53 П-образной формы, который установлен на двух осях 54, запрессованных в корпусе. Снизу упора выполнен клиновидный выступ 55, входящий в один из пазов, нарезанных на направляющих станины. Силовой винт 56 ввернут в упор и контактирует с корпусом. Для обеспечения надежного фиксированного положения клиновидного выступа 55 в пазу станины служит кронштейн 57 с упорным винтом 58. Кронштейн свободно перемещается по Т-образному пазу при отвернутом винте. Т-образные пазы прорезаны в обеих направляющих станины, в них вставлены болты 59, с помощью которых корпус подвижного блока цилиндров крепится к станине. Весь блок цилиндров в сборе также устанавливается на станину 3 между ее прямоугольными направляющими и с помощью установочных винтов 60 и регулировочной планки 61 выбирается зазор между базовой поверхностью 40 станины и корпусом 41 так, чтобы блок цилиндров мог перемещаться без заеданий. Нижние гидравлические цилиндры обоих блоков трубопроводами 62 соединены с панелью управления гидрооборудованием 63, установленной на гидростанции 64. Специальное приспособление 5 для удаления абразивной массы из отверстия обрабатываемой детали после обработки состоит из скалки 65, закрепленной на двух стойках 66 и 67 разной высоты, чем обеспечивается небольшой уклон детали, которая укладывается на две призмы 68, имеющие возможность перемещаться по скалке в зависимости от длины детали. Призмы фиксируются на скалке винтовыми зажимами 69. Чтобы деталь не перемещалась по призмам, вдоль оси на левом торце скалки установлен регулируемый упор 70. Удаление абразивной массы из отверстия детали осуществляется сжатым воздухом с помощью пневмопистолета 71, который гибким трубопроводом 72 связан с узлом подготовки 73 воздуха, установленным на задней стенке основания и соединенным с цеховой пневмомагистралью.
Установка работает следующим образом. Обрабатываемая деталь 9, (в качестве примера приведена деталь, имеющая разные по размеру торцевые поверхности) устанавливается на рабочую позицию между двумя рабочими блоками цилиндров: неподвижным блоком цилиндров 6 и подвижным блоком цилиндров 7, при этом левый торец детали вводится в отверстие базового фланца 15 до упора в уплотнительную шайбу 16, которые установлены на плите 14, которая в свою очередь жестко соединена с корпусом 10 неподвижного блока цилиндров 6.
После установки левого торца детали в отверстие базового фланца 15, между правым торцом ее и подвижным блоком цилиндров 7 образуется зазор, т.к. блоки 6 и 7 перед установкой детали разводятся на расстояние несколько больше длины ее. Для устранения этого зазора и фиксации правого торца детали с последующим зажимом необходимо провести следующие действия: придерживая одной рукой деталь около правого торца приблизительно соостно с отверстием в плите 44 другой рукой вращается маховик 48, при этом шестерня 51, установленная на одной оси 49 с маховиком, вращаясь, обкатывается по рейке 52 и через плиту 47, жестко соединенной с корпусом 41 подвижного блока цилиндров, перемещает последний в сторону детали. При вхождении ее в отверстие плиты 44 продолжают вращать маховик 48, перемещая блок цилиндров до упора уплотнительного кольца 45 в плите 44 в торец детали. После этого, упор 53 механизма фиксации 42, клиновидным выступом 55 снизу устанавливается в ближайший к корпусу трапецеидальный паз (нарезанный на станине) после чего кронштейн 57 с упорным винтом 58 перемещается по Т-образному пазу станины вплотную до упора 53 и вращением винта 58 выступ 55 данного упора надежно фиксируется в трапецеидальном пазу. Далее вращением силового винта 56, установленным в упоре, перемещается блок цилиндров на незначительную величину с целью более надежного уплотнения торцов детали, т.е. уплотнительное кольцо 45 и уплотнительная шайба 16 сильнее прижимаются к торцам детали, исключая утечки абразивной массы при работе. После этого корпус 41 подвижного блока цилиндров надежно фиксируется на направляющих станины 3, затягиванием болтов 59, вставленных в Т-образные пазы последней. Далее с обоих блоков цилиндров снимаются крышки 11 поворотом их на 90° при помощи рукояток 13. При снятых крышках через отверстия в корпусах сверху контролируется положение специальных поршней 29 для перемещения абразивной массы. В исходном положении поршень неподвижного блока цилиндров 6 должен быть в крайнем верхнем положении, а поршень подвижного блока цилиндров 7 - в крайнем нижнем положении, при этом на пульте управления установкой должны гореть соответствующие световые указатели положения поршней обоих блоков и которые получают команды от датчиков конечных положений 36. В случае несоответствующего положения поршней необходимо привести их в нормальное исходное положение с помощью кнопок на пульте управляющими работой, соответствующих гидрораспределителей в гидропанели управления работой установки 63.
Затем через верхнее отверстие корпуса 41 в цилиндр 20 подвижного блока 7 закладывается 10…12 л абразивной массы, отверстие корпуса закрывается крышкой 11 и поворотом ее на 90° за рукоятки 13 в сторону противоположную повороту при открывании, она фиксируется. Рабочий цикл начинается нажатием соответствующей кнопки на пульте управления управляющей работой гидрораспределителя, который подает давление в безштоковую полость гидроцилиндра 25 подвижного блока цилиндров 7, при этом поршень 27 начинает движение вверх, одновременно с этим на пульте гаснет световой указатель исходного положения данного поршня. Двигаясь вверх данный поршень через шток 26 перемещает специальный поршень 29, а он в свою очередь поднимает абразивную массу, которая постепенно заполняет весь объем рабочего цилиндра 20, корпуса 41 и через боковое отверстие попадает в обрабатываемое отверстие детали 9 и как только абразивная масса появится в боковом отверстии корпуса 10 неподвижного блока цилиндров, визуальный контроль осуществляется через верхнее отверстие корпуса незакрытое крышкой, это отверстие закрывается крышкой 11, которая фиксируется поворотом ее на 90° за рукоятки 13. Абразивная масса постепенно заполняет весь объем над специальным поршнем 29 рабочего цилиндра 20 блока цилиндров 6, давление нарастает и этот поршень начинает двигаться вниз, одновременно на пульте гаснет световой указатель исходного положения данного поршня. Через шток 26 перемещается вниз и поршень 27 гидроцилиндра 25 неподвижного блока цилиндров 6, выталкивая рабочую жидкость на слив в бак гидростанции 64, причем слив осуществляется через дроссель в панели управления гидрооборудованием 63, благодаря этому можно создавать, в случае необходимости, противодавление в системе чтобы процесс обработки поверхности отверстия детали происходил более эффективно. Движение поршней продолжается до тех пор пока поршень 27 гидроцилиндра 25 подвижного блока цилиндров 7 не упрется в торец фланца 17, при этом на пульте загорается световой указатель верхнего положения поршня и отключается, давление в безштоковой полости этого цилиндра по команде от верхнего бесконтактного датчика 36 блока цилиндров 7. Отключение давления происходит только в том случае, если на пульте управления установлен режим наладки и для переключения направления движения поршней необходимо нажать соответствующую кнопку. Для получения автоматического цикла работы установки в течение заданного времени, т.к. абразивная масса должна многократно пройти по отверстию детали во взаимно противоположных направлениях, то для этого необходимо выполнить следующие действия. В наладочном режиме, как было описано выше, после остановки поршня и отключения давления в гидроцилиндре блока цилиндров 7, необходимо переместить нижний бесконтактный датчик 36 блока цилиндров 6 вверх по кронштейну 37 до взаимодействия с флажком 35, (при этом на пульте загорится световой указатель положения), установленном на стержне 33, который перемещается вместе с поршнем 29, и который не доходит до нижнего положения в силу того что небольшой объем абразивной массы остается в обрабатываемом отверстии детали и во всех пустотах обоих рабочих цилиндров, т.е. в рабочий цилиндр 20 блока 6 поступает при перекачке абразивной массы из рабочего цилиндра блока 7 не 10…12 л, а несколько меньше. Далее нажатием соответствующей кнопки на пульте управления, управляющей работой гидрораспределителя, который падает давление в безштоковую полость цилиндра 25 неподвижного блока цилиндров 6, при этом поршень 27 начинает движение вверх и через шток 26 перемещает специальный поршень 29, при этом абразивная масса перемещается в обратном направлении, поршни цилиндров подвижного блока цилиндров опускаются вниз и при достижении крайнего нижнего положения, концевой датчик переключает гидрораспределители и рабочий цикл повторяется автоматически при включенном автоматическом режиме или при нажатии кнопки при наладочном режиме.
Наладочные работы проводятся только при первоначальном пуске обработки определенного типоразмера детали, При прохождении абразивной массы через отверстия деталей происходит обработка (полирование) их поверхностей. Полная обработка производится за несколько циклов двойных ходов, количество которых обеспечивается программой командоаппарата полировальной установки. По окончании цикла обработки автоматически осуществляется сброс давления в обоих гидроцилиндрах 25, после чего можно снимать обработанную деталь с рабочей позиции, для чего необходимо выполнить действия аналогичные действиям при установке детали, только в обратном порядке, а именно: ослабить отвернув упорный винт 58 и сдвинуть кронштейн 57 по Т-образному пазу в сторону так, чтобы освободился упор 53, затем отвернуть силовой винт 56 и, приподняв упор 53, чтобы его выступ 55 вышел из трапецеидального паза, сдвинуть его в сторону на максимальную величину, после чего ослабить, слегка отвернув гайки, болты 59. Далее, вращением маховика 48, сдвигается подвижный блок цилиндров 7 в сторону от детали на величину достаточную для удаления последней из рабочей зоны. С целью удаления абразивной массы из отверстия детали последнюю укладывают на призмы 68 специального приспособления 5 и, прижав к правому торцу детали пневмопистолет 71, струей сжатого воздуха удаляют абразивную массу из отверстия детали, при этом абразивная масса на выходе из нее попадает в емкость для сбора последней.
Установка для обработки отверстий длинномерных деталей текучим абразивом, содержащая установленные на станине рабочие блоки цилиндров, оси которых параллельны друг другу и перпендикулярны оси обрабатываемой детали, размещенной между ними с обеспечением перетекания через нее потока абразивной массы из одного рабочего блока в другой, причем упомянутые блоки выполнены с возможностью изменения направления потока абразивной массы при осевом перемещении их штоков, отличающаяся тем, что один из рабочих блоков цилиндров установлен на станине неподвижно, а другой - с возможностью перемещения по направляющим станины на величину, заданную диапазоном длин обрабатываемых деталей, и фиксации его положения, при этом корпуса упомянутых цилиндров выполнены с боковыми отверстиями для абразивной массы и уплотнениями для торцов обрабатываемой детали.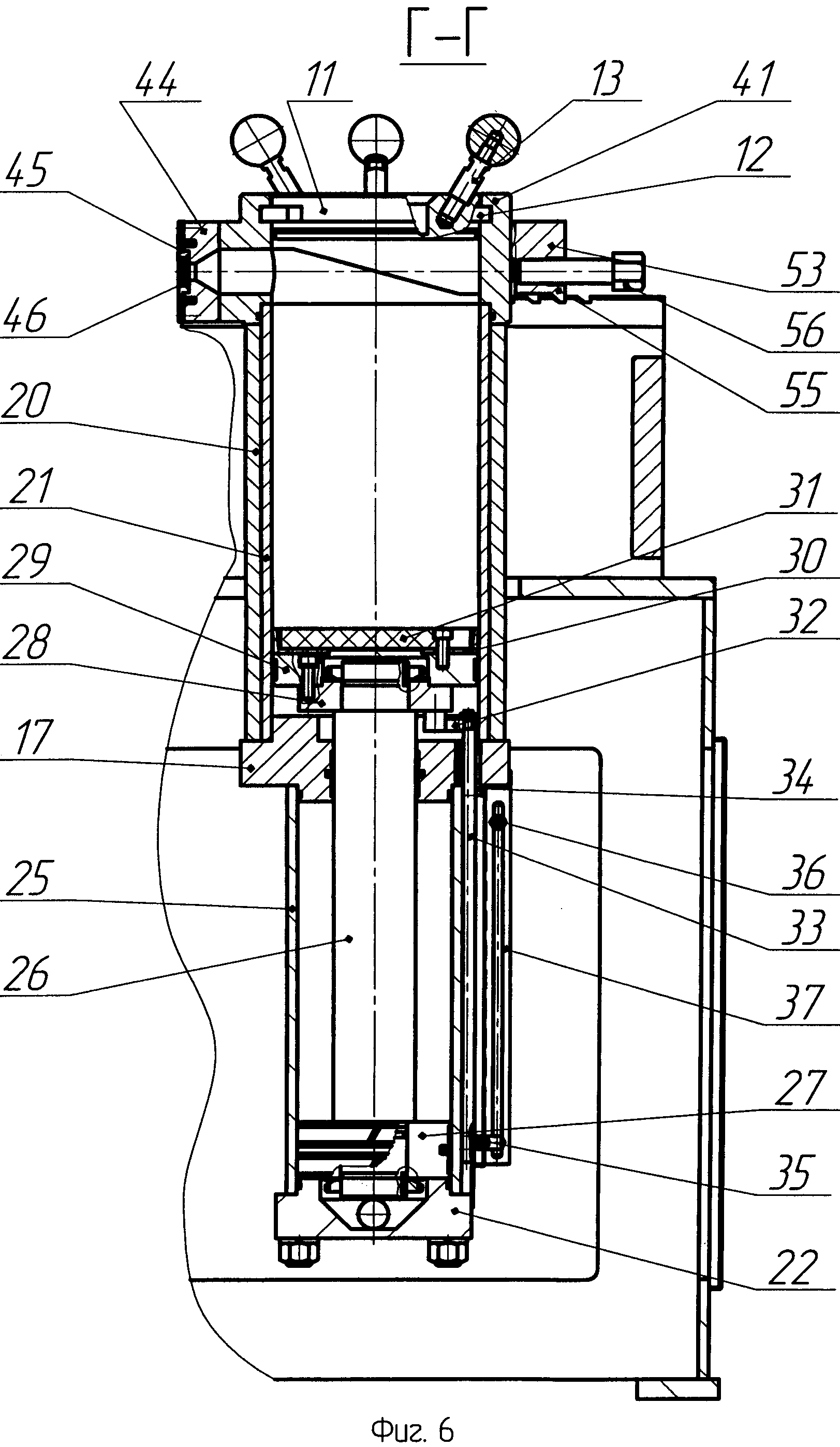
Мобильная тепловая станция
Способ получения заготовок дамасской стали
Привод генератора системы электроснабжения мобильного комплекса топопривязки
Автономная система электроснабжения мобильного комплекса топопривязки
Модуль для установки и транспортирования выносного оборудования в кузове-фургоне специального транспортного средства
Дульное устройство
Стол поворотный
Способ изготовления инструмента из мартенситностареющих сталей
Стрелковое оружие
Замочный механизм огнестрельного оружия
Способ изготовления тонкостенных осесимметричных оболочек
Станок универсальный малогабаритный
Исполнительное устройство перемещения
Нутромер
Храповое устройство для стопорения вала
Стенд для проверки коэффициента зеркального отражения
Стол поворотный
Массовый расходомер кориолисова типа

