Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ НАПЛАВЛЕННОГО РЕЖУЩЕГО ИНСТРУМЕНТА
Вид РИД
Изобретение
Изобретение относится к инструментальному производству, а именно к изготовлению металлорежущего инструмента с применением наплавки.
Известен способ изготовления рабочих частей отрезного резца, включающий наплавку быстрорежущей стали в паз заготовки рабочих частей резца, выполненной из конструкционной стали, термическую обработку, разделение и заточку, при этом паз заготовки ограничивают охлаждаемой формирующей пластиной снизу, а заготовку выполняют цельной из условия ее последующего разделения лазерной резкой на четыре одинаковых рабочих части отрезного резца (RU 2367555, кл. B23P 15/30, 2009 г.).
Недостатком известного способа является разупрочнение корпуса инструмента при наплавке и трехкратном высокотемпературном отпуске наплавленного инструмента. Так при наплавке в зоне термического влияния (ЗТВ) происходит снижение твердости с 580 HV до 450 HV. При отпуске прочность снижается с 1700 МПа до 1000 МПа при снижении твердости с 580 HV до 300 HV. Это разупрочнение требует выполнения дополнительных мероприятий по повышению прочности корпуса инструмента. Как правило, разупрочнение компенсируют увеличением объема наплавленного металла, что ведет к дополнительному расходу быстрорежущей стали, увеличению затрат на наплавку, повышению себестоимости изготовления.
Устранение разупрочнения корпуса инструмента позволило бы сократить расход быстрорежущей стали, затраты на наплавку и высокотемпературный отпуск, предложить ресурсосберегающий энергоэффективный и высокотехнологичный способ изготовления наплавленного режущего инструмента.
Прототипом изобретения является способ упрочнения наплавленной быстрорежущей стали (з. №2012121023/02, пол. Решение от 04.02.2013 г.), включающий поверхностное пластическое деформирование наплавленного металла и отпуск. Поверхностное пластическое деформирование выполняют во время охлаждения наплавленного металла после наплавки в температурном интервале от (Мн+80)°C до 60°C, где Мн - температура начала мартенситного превращения наплавленной быстрорежущей стали, а отпуск выполняют однократным при температуре нагрева 520-540°C, и выдержку осуществляют в течение 20-40 мин. В соответствии с указанным способом ограничены кратность, температура и время отпуска наплавленного металла за счет достижения двухфазной структуры путем пластического деформирования наплавленного металла в интервале сверхпластичности при мартенситном превращении аустенита. Отсутствие в структуре остаточного аустенита позволяет ограничить термическую обработку наплавленного инструмента однократным отпуском при более низкой температуре нагрева и меньшем времени выдержки только для протекания процессов дисперсионного твердения и повышения механических и эксплуатационных свойств.
Недостатком прототипа является невозможность полного исключения разупрочнения корпуса инструмента при наплавке и его термической обработке.
В основу настоящего изобретения поставлена задача полного исключения разупрочнения корпуса инструмента при наплавке при последующем высокотемпературном отпуске.
Техническим решением изобретения является сокращение расхода быстрорежущей стали, затрат на наплавку и термическую обработку, а также повышение технологичности и производительности процесса изготовления наплавленного режущего инструмента.
Поставленная задача и технический результат осуществляются тем, что способ изготовления наплавленного режущего инструмента включает механическую и термическую обработку корпуса, наплавку быстрорежущей сталью рабочего слоя, его поверхностное пластическое деформирование и высокотемпературный отпуск. Согласно изобретению при поверхностном пластическом деформировании осуществляют упрочнение металла зоны термического влияния наклепом, а высокотемпературный отпуск выполняют локально в области наплавленного металла.
Выполнение пластического деформирования наплавленного металла и металла зоны термического влияния обеспечивает условия полного превращения аустенита быстрорежущей стали и упрочнение наклепом металла зоны термического влияния до исходного уровня. Выполнение высокотемпературного отпуска наплавленного металла локальным позволяет выполнять наплавку при минимальных тепловложениях, уменьшить толщину наплавленного слоя и полностью исключить разупрочнения корпуса. Указанные действия при изготовлении наплавленного режущего инструмента ограничивают тепловложения за счет уменьшения погонной энергии (эффективная мощность, деленная на скорость наплавки) и позволяют уменьшить ширину зоны термического влияния. Уменьшение толщины наплавленного слоя, с учетом устранения разупрочнения корпуса, позволяет дополнительно снизить тепловложение и ширину зону термического влияния (ЗТВ). В свою очередь уменьшение ширины ЗТВ и толщины наплавленного слоя позволяет при поверхностном пластическом деформировании за счет наклепа повысить твердость и прочность металла ЗТВ и устранить ее разупрочнение.
Отличительные признаки заявленного способа позволяют устранить разупрочнение корпуса, снизить расход быстрорежущей стали, затраты на наплавку и термическую обработку, повысить производительность и технологичность процесса изготовления и снизить себестоимость режущего инструмента.
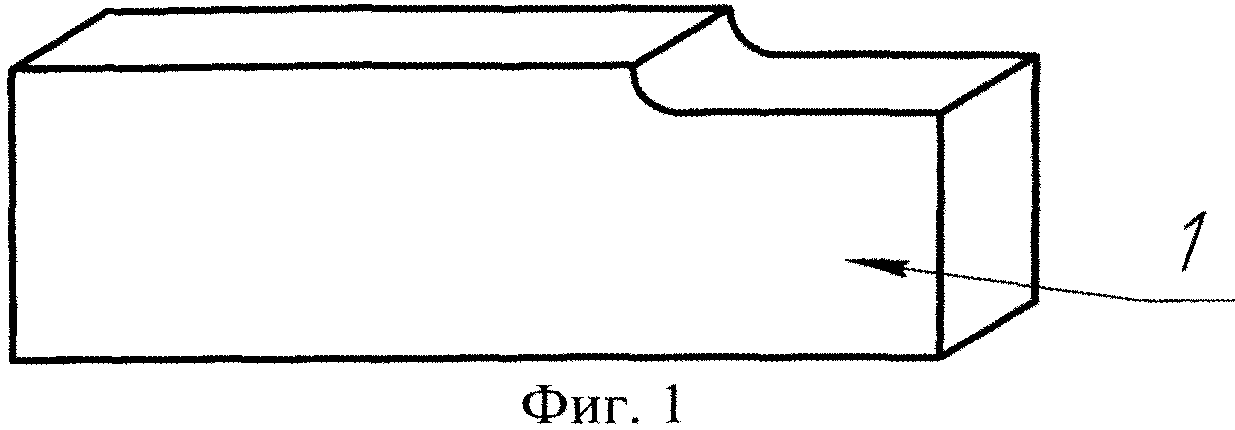
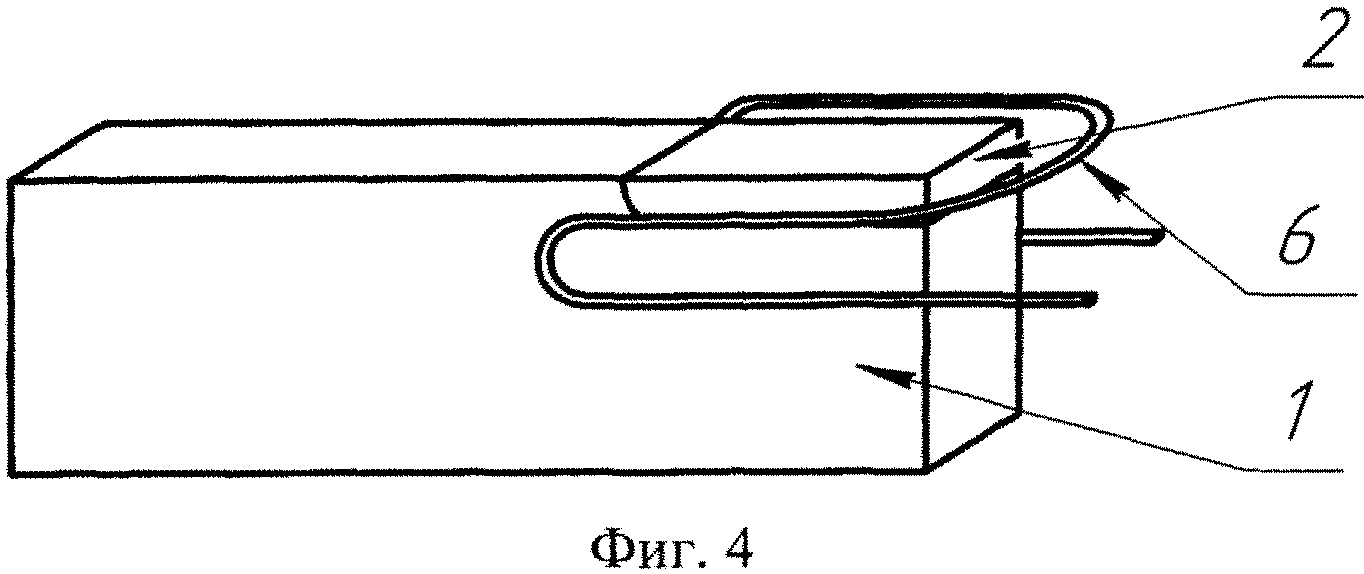
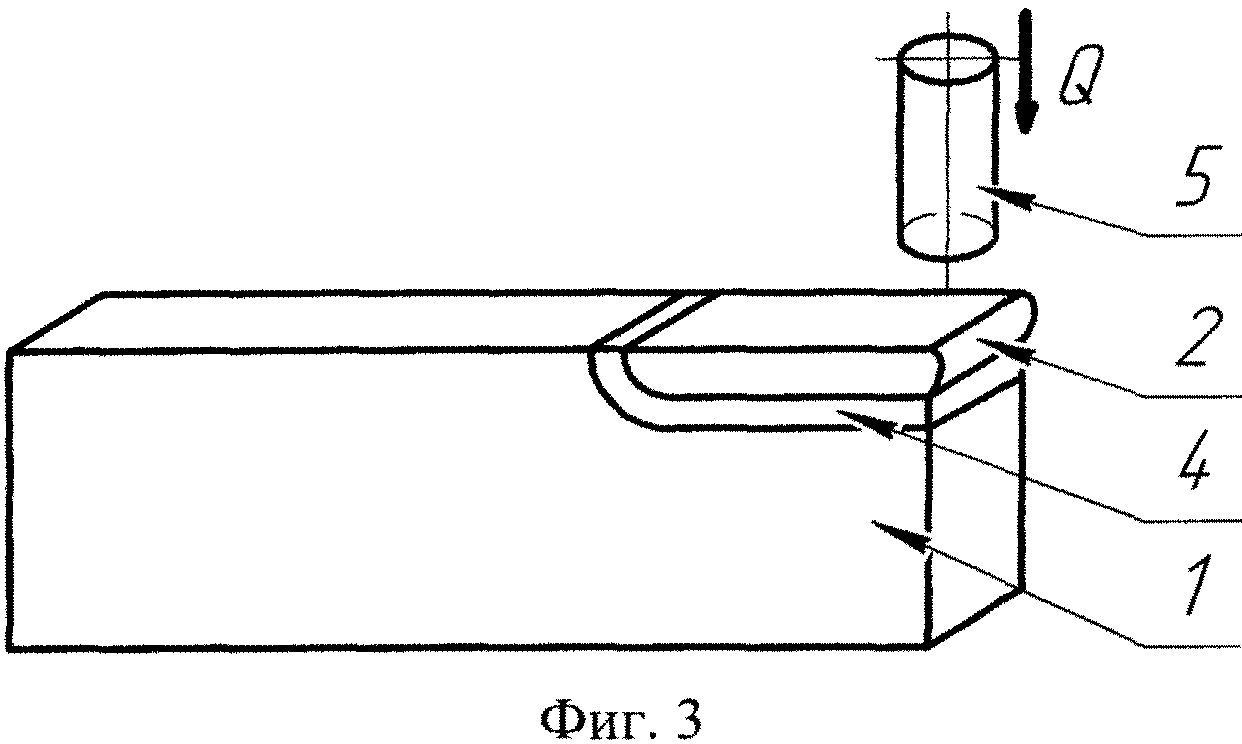
Изобретение поясняется чертежами, где на фиг. 1 представлена заготовка корпуса инструмента; на фиг. 2 - указан процесс наплавки корпуса быстрорежущей сталью; на фиг. 3 - поверхностное пластическое деформирование наплавленного слоя; на фиг. 4 - локальный высокотемпературный отпуск.
Режущий инструмент выключает корпус 1 с наплавленным слоем 2. Наплавку осуществляли дугой прямого действия обратной полярности в среде аргона, используя горелку 3, при этом образуется ЗТВ 4. Поверхностное пластическое деформирование наплавленного слоя 2 осуществляли наклепом в зоне термического влияния бойком 5, а высокотемпературный отпуск выполняли с применением индукционного нагрева поверхности металла наплавленного слоя 2 индуктором 6.
Способ осуществляется следующим образом.
Из полосы конструкционной стали изготовляли заготовку корпуса 1 резца (фиг. 1). Наплавленный слой 2 получали наплавкой при помощи порошковой проволоки диаметром 1,2 мм дугой прямого действия обратной полярности в среде аргона, используя горелку 3 (фиг. 2). Для уменьшения тепловложения наплавку выполняли с импульсным управлением переноса электродного металла в дуге, что обеспечивает снижение температуры капель электродного металла и, соответственно, температуры металла сварочной ванны, в результате уменьшается ширина ЗТВ 4.
В процессе наплавки при охлаждении и достижении металлом наплавленного слоя 2 температуры Мн + 60°С, выполняли поверхностное пластическое деформирование в зоне термического влияния 4 с энергией Q наплавленного слоя 2, применяя боек 5 (фиг. 3).
По окончании наплавки и завершения поверхностного пластического деформирования (ППД) выполняли высокотемпературный отпуск, с применением индукционного нагрева поверхности металла наплавленного слоя 2 индуктором 6 (фиг. 4).
Способ изготовления наплавленного режущего инструмента иллюстрируется следующим примером.
Пример.
Изготавливали партию токарных резьбовых резцов для нарезания трапецеидальной резьбы с применением наплавки рабочего слоя быстрорежущей сталью Р2М8 на заготовку корпуса 1, выполненного из конструкционной стали 30ХГС ГОСТ 4543-71.
После выполнения объемной термической обработки (закалка от 880°С и низкотемпературный отпуск при 180°С) твердость заготовок корпуса 1 составила HV580.
Наплавку рабочего слоя 2 выполняли одноваликовую при толщине наплавленного слоя 2-4,5 мм что на ≈25% меньше по сравнению с прототипом. На основании расчетов тепловых процессов и экспериментальных исследований минимальная величина погонной энергии составила ≈3000 Вт/см. Снижение погонной энергии позволило уменьшить ширину зоны термического влияния более чем в два раза.
Поверхностное пластическое деформирование наплавленного металла осуществляли бойком 5 в зоне термического влияния, установленным в перфораторе BOSCH GBH-5-10 Professional на режимах, принятых в прототипе.
Локальный высокотемпературный отпуск выполняли при индукционном нагреве слоя 2 наплавленного металла с использованием установки для закалки ТВЧ при максимальной температуре нагрева 620°С. Предварительными исследованиями установили, что при температуре нагрева поверхности 600-620°С исключается разупрочнение корпуса 1 и обеспечивается оптимальная твердость слоя 2 наплавленного металла. Снижение температуры нагрева уменьшает твердость металла наплавленного слоя 2. Повышение температуры приводит к разупрочнению корпуса 1 и снижению твердости металла наплавленного слоя 2.
Твердость наплавленного металла составила HV1100, металла ЗТВ - HV 590, корпуса инструмента HV 580, что подтвердило отсутствие разупрочнения закаленной и низкоотпущенной стали 30ХГС и в том числе в зоне термического влияния.
Испытания промышленно-экспериментальной партии резцов в производственных условиях на стандартных принятых режимах показали повышенную стойкость резцов при отсутствии разрушения рабочей части.
В сравнении с прототипом расход быстрорежущей стали сократился на ≈25%, эффективная мощность уменьшена на ≈75%, ширина зоны термического влияния уменьшена на ≈40%, расход электрической энергии на наплавку и термическую обработку снизили на ≈65% и ≈80% соответственно, что подтвердило существенное ресурсосбережение и энергоэффективность способа.
На основании проделанной работы можно сделать вывод, что поставленная задача - исключение разупрочнения закаленной и низкоотпущенной конструкционной стали корпуса при изготовлении наплавленного режущего инструмента - достигнута.
Предлагаемое изобретение находится на стадии опытно-промышленных исследований и испытаний.
Способ изготовления наплавленного режущего инструмента, включающий механическую и термическую обработку корпуса, наплавку рабочего слоя из быстрорежущей стали, его поверхностное пластическое деформирование и высокотемпературный отпуск, отличающийся тем, что при поверхностном пластическом деформировании наплавленного рабочего слоя осуществляют деформирование металла в зоне его термического влияния, при этом деформирование ведут путем наклепа, а высокотемпературный отпуск выполняют локально в области наплавленного рабочего слоя.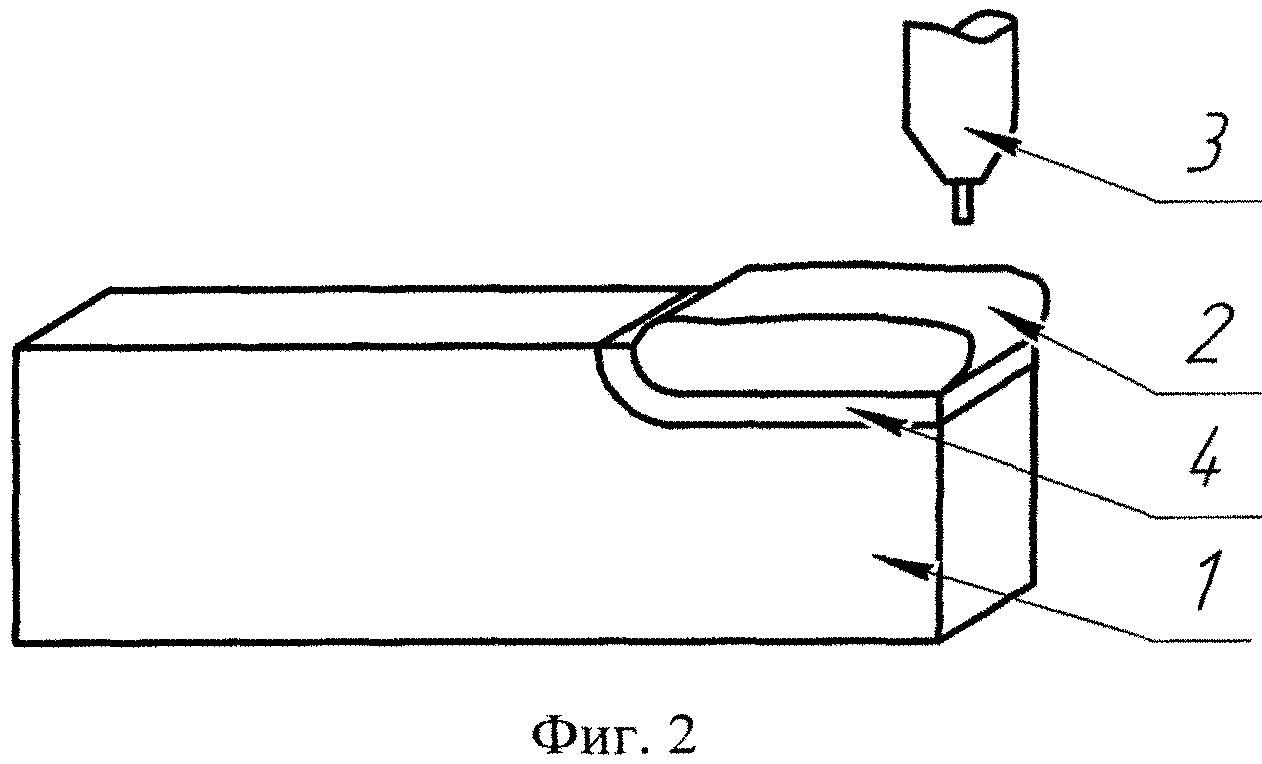
Плавильный плазмотрон
Сушилка виброкипящего слоя для дисперсных материалов
Способ определения коэффициента трения покоя поверхностного слоя электропроводящего материала
Лабораторный анализатор плотности газов
Устройство для испытания материалов на трение и износ
Сырьевая смесь для получения модифицированных гипсовых композитов
Устройство для измерения отклонений расположения плоскостей относительно центра наружной сферической поверхности детали
Топка для сжигания газомазутного топлива
Теплоутилизатор для глубокой утилизации тепла дымовых газов поверхностного типа и способ его работы
Способ изготовления полых цилиндрических изделий
Способ получения н-гептадекана гидродеоксигенированием стеариновой кислоты
Способ получения каталитически активных магниторазделяемых наночастиц
Способ нанесения покрытия для медных контактов электрокоммутирующих устройств
Дуговая сталеплавильная печь постоянного тока
Нагревательная печь с кольцевым подом
Рекуперативный нагревательный колодец
Способ измерения отклонений расположения плоскостей относительно центра наружной сферической поверхности
Фотоионизационный детектор для газоаналитической аппаратуры
Способ получения легкого материала
Плавильный плазмотрон

