Результат интеллектуальной деятельности: ЛИТОЙ КОЖУХ СО ВСТРОЕННЫМИ ТРУБОПРОВОДАМИ
Вид РИД
Изобретение
Настоящее изобретение относится к области изготовления деталей литьем и, в частности, деталей, отлитых из алюминия или одного из его сплавов, содержащих встроенные каналы. Эти каналы обычно используются для перемещения смазочного материала или газообразной среды к частям, расположенным внутри этой детали. Настоящее изобретение касается, в особенности, изготовления таких деталей, как головки цилиндров или кожухи, такие как кожухи коробок передач для авиационных двигателей.
Особенно сложно изготовить литьем кожухи из легкого сплава, то есть из сплава на основе алюминия или магния, которые содержат трубопроводы, выполненные из подобного сплава. Обычно используемая технология состоит или в изготовлении трубопровода путем литья одновременно с отливкой кожуха, или в размещении трубопровода в литейной форме перед отливкой с обеспечением того, что последний не будет испорчен расплавленным металлом.
В первом случае изготавливают литейную форму, в которой выполнена полость, например, с помощью песчаного стержня, соответствующего отливаемому трубопроводу; преимуществом такой технологии является возможность изготовления трубопровода из того же сплава, что и кожух, и таким образом управлять последующими расширениями кожуха и, следовательно, исключать появление напряжений, которые могли бы проявиться вследствие использования различных материалов. Литейную форму кожуха изготавливают путем размещения песчаных стержней, которые воспроизводят внутреннюю часть изготавливаемого трубопровода и которые размещают там, где должен находиться этот трубопровод. Недостатком этой технологии является необходимость обследования трубопроводов после отливки для того, чтобы убедиться, что песок в конце операции удален, и больше нет частицы, способной оторваться при изготовлении, что могло бы вызвать аномалии в работе механизмов, размещенных внутри кожуха. Этот контроль, совмещенный с возможными доделками, является длительной и дорогостоящей операцией, которую желательно исключить. Другими недостатками, которые также встречаются, являются текучесть песка, которая вызывает неточность позиционирования выходов трубопроводов, изменения толщины вдоль трубопровода, либо также возможное наличие усадочных раковин в перекрестиях песчаных стержней. Кроме того, трубопроводы, изготавливаемые непосредственно в процессе литья, имеют большие толщины по сравнению с классическими трубопроводами, которые изготавливались бы независимо. Общая масса кожуха таким образом увеличивается и, иными словами, превышение массы может достигать 10% от сырой массы, то есть массы отлитого кожуха перед его механической обработкой для придания ему окончательных размеров.
Другой способ изготовления кожуха из легкого сплава описан в заявке на европейский патент ЕР 0470021 компании Montupet S.A. В этом случае трубопроводы изготавливаются независимо от кожуха, затем устанавливаются в последний перед заливкой сплава. Однако эта технология требует принятия большого числа мер предосторожностей, как, например, выбор сплава трубопровода так, чтобы его температура плавления превышала температуру расплава, и/или обеспечение циркуляции охлаждающей жидкости в трубопроводе в процессе литья. Кроме того, необходимо, чтобы время контакта между трубопроводами и расплавленным металлом было весьма малым.
Кроме того, известен документ US 4450886, который касается способа изготовления всасывающих трубопроводов в автомобильной технике, в соответствии с которым встраивают рециркуляционную трубу выхлопных газов. Этот документ не упоминает, в частности, каким образом рециркуляционная труба удерживается в процессе литья металла всасывающего трубопровода.
Настоящее изобретение имеет целью устранить указанные недостатки и предложить способ изготовления кожуха из легкого сплава, который не имеет некоторых недостатков известного уровня техники, в результате использования которого, в частности, получают оптимизированный по массе кожух при изготовлении внутренних трубопроводов.
Для достижения этой цели объектом изобретения является способ изготовления детали, отлитой из легкого сплава, содержащей, по меньшей мере, один трубопровод, который присоединен к стенке упомянутой детали, при этом упомянутый способ включает в себя этапы изготовления упомянутого трубопровода, изготовления литейной формы, воспроизводящей форму упомянутой детали без упомянутого трубопровода, размещения упомянутого трубопровода в упомянутой литейной форме и заливки металла для изготовления упомянутой детали, отличающийся тем, что по меньшей мере одну часть трубопровода перед его установкой в литейную форму подвергают операции обработки поверхности, предназначенной для обеспечения теплового барьера между этой частью упомянутого трубопровода и жидким металлом, причем упомянутая литейная форма содержит по меньшей мере одну установочную полость вокруг трубопровода для получения держателя для удержания трубопровода, простирающегося от упомянутой стенки отливаемой детали.
Выполнение теплового барьера исключает формирования возможных утолщений на трубопроводах, которые были бы необходимы для исключения риска повреждения при контакте с жидким металлом кожуха. Кроме того, наличие держателей позволяет уменьшить массу кожуха, предназначенную для удержания трубопроводов: такой способ удержания дискретно расположенными элементами делает кожух гораздо более легким, чем если бы трубопроводы были покрыты сплавом по всей их длине. Таким образом, кожух может иметь размеры с минимальной массой.
Предпочтительно, поверхностная обработка является анодным окислением. Такая обработка часто используется при изготовлении легкосплавных деталей и является простой в выполнении.
В предпочтительном варианте осуществления упомянутая литейная форма содержит по меньшей мере одну установочную полость вокруг упомянутого трубопровода для получения держателя, удерживающего упомянутый трубопровод, так, чтобы он проходил от стенки отливаемой детали.
В особом варианте осуществления вся часть трубопровода, предназначенная для размещения в держателе, подвергается упомянутой операции предварительной обработки поверхности.
В особом варианте осуществления, когда по меньшей мере один трубопровод проходит через стенку, упомянутый трубопровод на своей внешней части приплавлен к упомянутой детали. Таким образом исключают проблемы герметичности при прохождении через стенку.
Изобретение касается также отлитой детали, выполненной одним из упомянутых выше способов, в которой трубопровод выполнен, по существу, из того же сплава, что и отливка.
Температуры плавления кожуха и трубопровода являются таким образом близкими и риски повреждений трубопровода в процессе литья уменьшены.
Изобретение касается, кроме того, кожуха, содержащего отлитую деталь из легкого сплава, выполненную описанным выше способом, а также кожуха, в котором трубопровод выполнен, по существу, из того же сплава, что и отлитая деталь.
Оно касается также коробки передач, содержащей описанный выше кожух, и авиационного двигателя, содержащего такую коробку передач.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
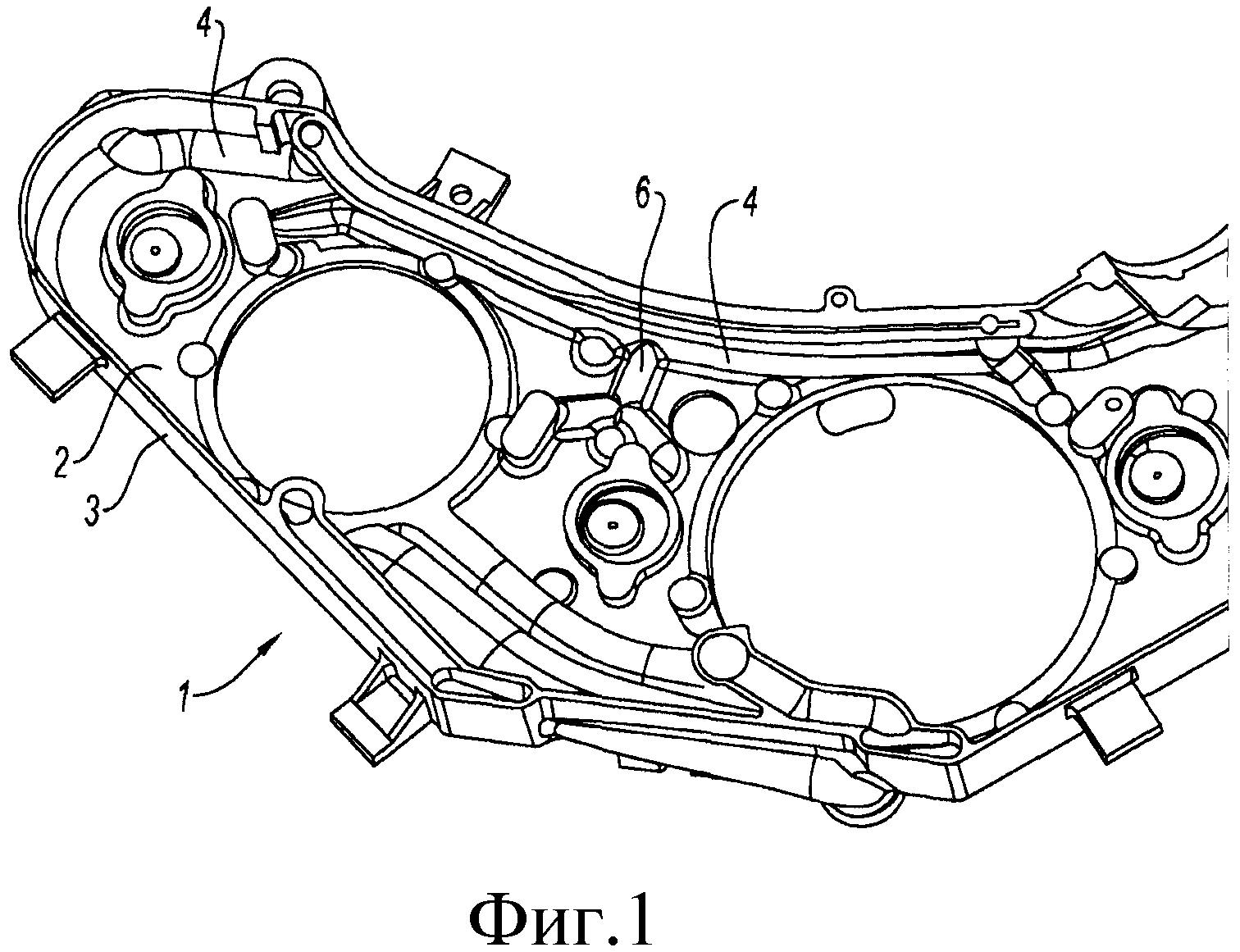
- фиг. 1 изображает вид в перспективе половины отлитого кожуха из известного уровня техники, в котором трубопроводы встроены в кожух,
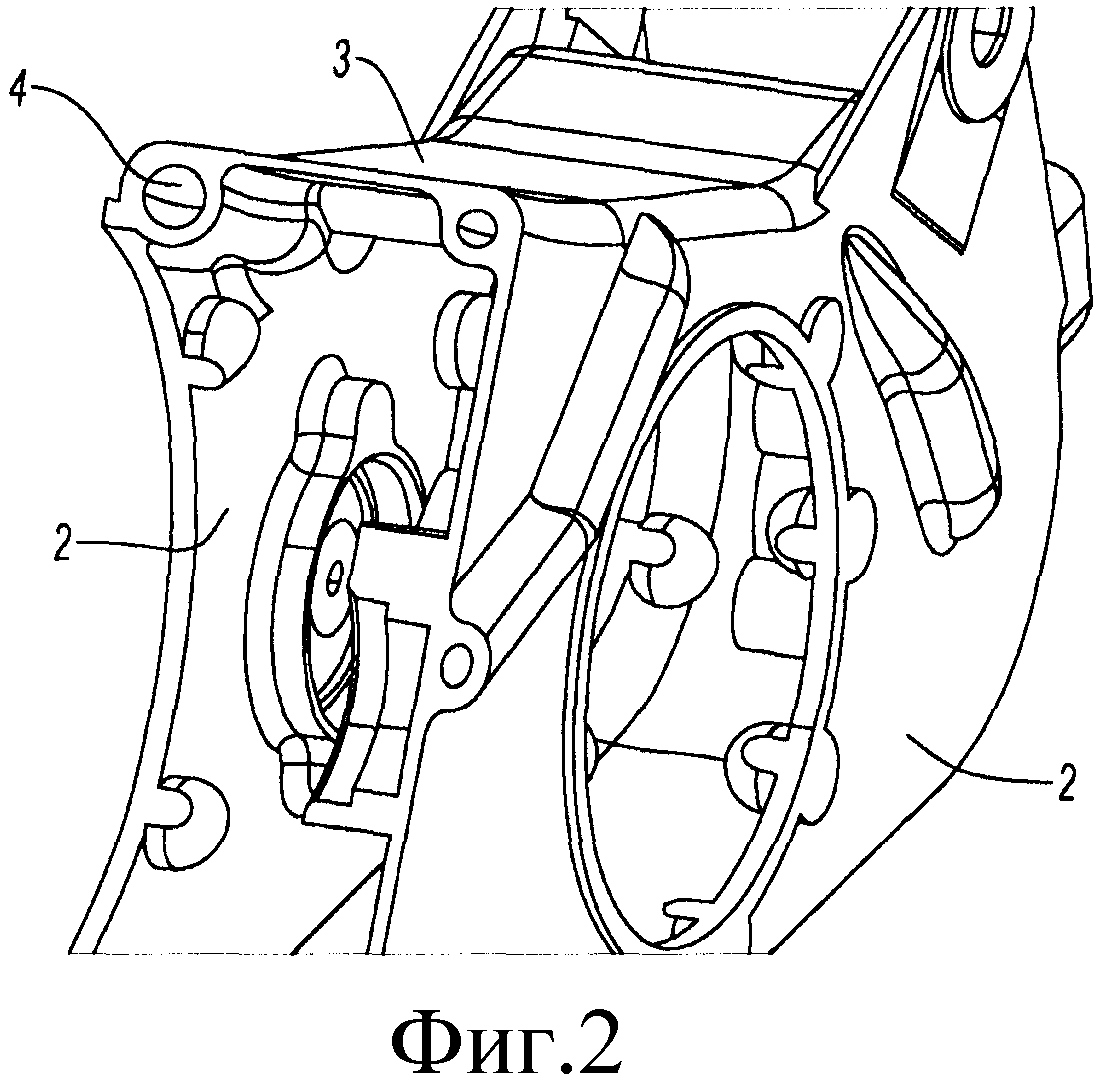
- фиг. 2 изображает вид в перспективе поперечного разреза того же кожуха из известного уровня техники,
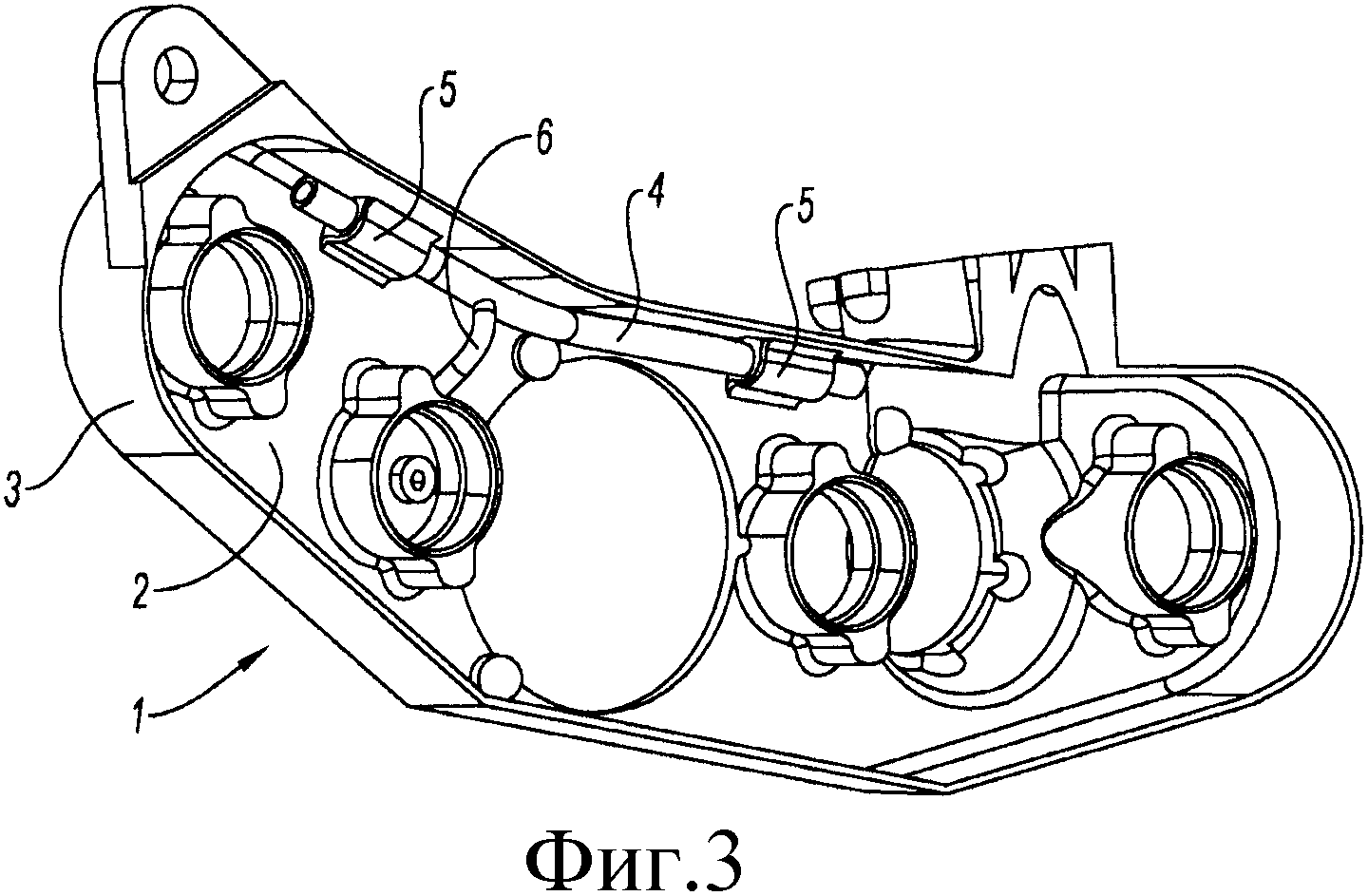
- фиг. 3 изображает вид в перспективе половины отлитого кожуха по варианту изобретения, в котором трубопроводы установлены перед операцией литья,
- фиг. 4 изображает вид в перспективе поперечного разреза отлитого кожуха в соответствии с вариантом осуществления изобретения.
На фиг. 1 изображена половина кожуха 1 коробки передач для авиационного двигателя по известному уровню техники. Этот кожух является отлитой деталью, выполненной из легкого сплава. Кожух 1 имеет удлиненную криволинейную форму, сходную с формой банана для приспособления к кольцевой форме двигателя, на котором он установлен. Он образован коробкой, в которой размещены зубчатые передачи. Кожух имеет две, по существу, плоские стенки днища 2 и одну закрывающую периферийную стенку 3, размещенную перпендикулярно стенке днища. Стенки днища 2 снабжены отверстиями для прохода приводимых шестернями (не изображенными на чертеже) валов коробки передач. На стенках днища 2 коробки расположены трубопроводы 4, которые предназначены для перемещения сред, таких как масло, для смазки и отвода тепла от зубчатой передачи.
На фиг. 2 изображен трубопровод 4, проходящий вдоль угла, образованного стенкой днища 2 и периферийной стенкой 3 кожуха 1 из известного уровня техники. Этот трубопровод 4 выполнен заодно с днищем 2 и периферийной стенкой 3 при отливке двух соответствующих стенок и образует вместе с ними корпус.
Обратимся теперь к фиг. 3, на которой изображен кожух 1, в котором трубопроводы 4 отделены от стенок 2 и 3 кожуха 1, с которым они соединены держателями 5, получаемыми при отливке кожуха 1. Трубопроводы 4 выполнены из того же сплава, что и кожух 1, но изготовлены до отливки этого кожуха.
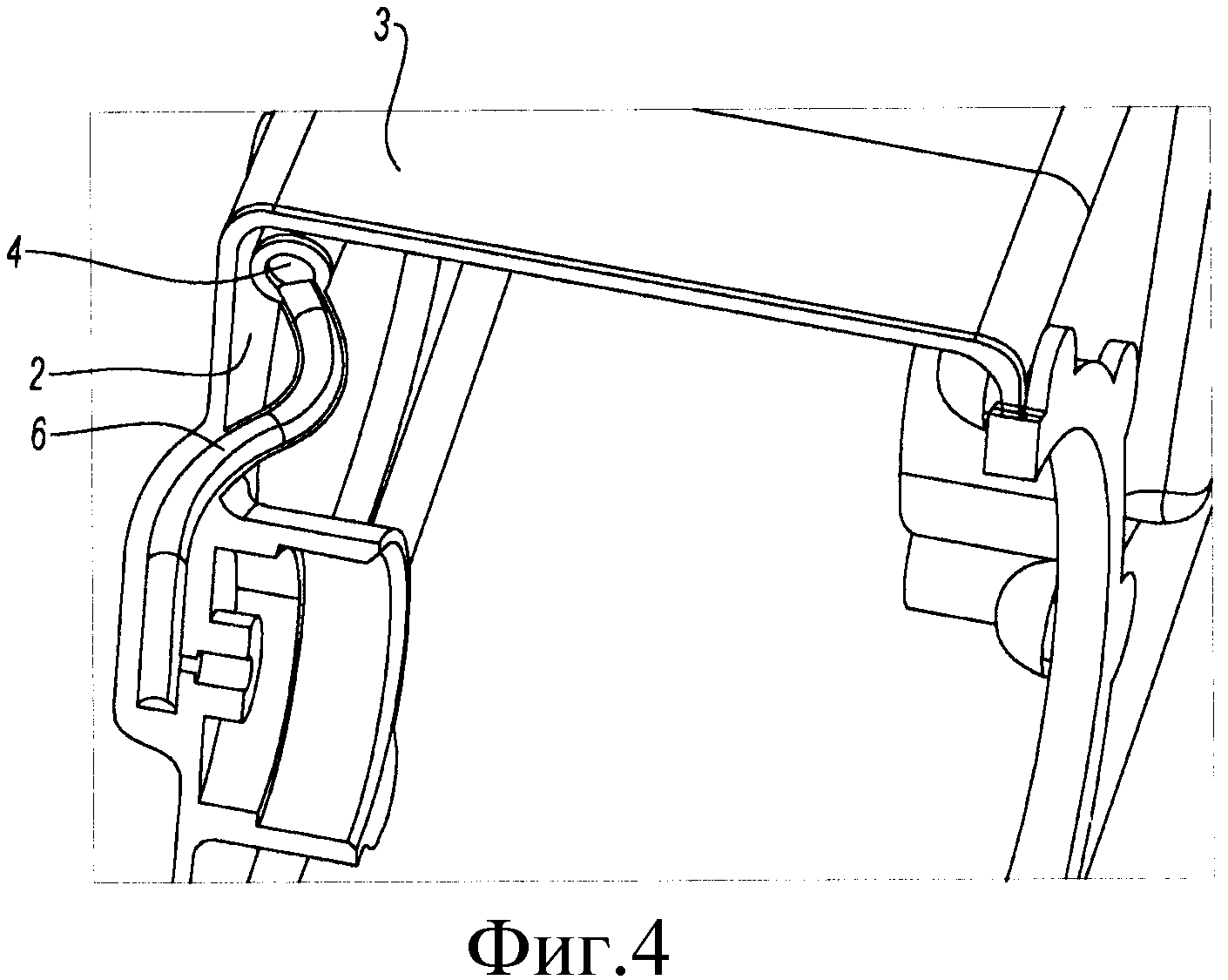
На фиг. 4 изображен трубопровод 4, размещенный внутри кожуха 1, ответвление 6 которого отходит для питания определенной зубчатой передачи. Этот отходящий трубопровод 6 отличается от других трубопроводов 4 тем, что он проходит через одну из стенок 2 кожуха 1. Выполнение такого типа трубопровода в известном уровне техники является проблемным, так как необходимо точно позиционировать стержень будущего трубопровода в литейной форме кожуха. Размещая реальный трубопровод в литейной форме перед заливкой металла и заливая его расплавленным металлом, обеспечивается гарантия того, что место выхода этого трубопровода будет правильно позиционировано, что исключает таким образом риски отбраковки кожухов, в которых позиционирование места выхода не было точно соблюдено.
На фиг. 4 виден трубопровод 4, который пересекает стенку 2 кожуха, затем выходит наружу кожуха. Таким образом, масляный туман заполняет внутренность кожуха. Вся часть трубопровода, которая находится снаружи кожуха, полностью покрыта сплавом (приплавлена), так что при проходе через стенку отсутствует нарушение герметичности между внутренней и внешней частями кожуха.
Изготовление кожуха 1 по изобретению осуществляется следующим образом.
Трубопроводы 4, предназначенные для размещения в кожухе 1, отливаются предварительно в соответствии с классическим способом изготовления. Предпочтительно они изготовлены из того же сплава, что и сплав, выбранный для изготовления кожуха, для исключения проблем, связанных с различными термическими расширениями, которые возникли бы в случае материалов различного состава. Во всяком случае они могут быть выполнены из сплава, подобного сплаву, предназначенному для отливки, при условии, что температуры плавления обеих деталей не сильно отличаются одна от другой.
Для осуществления заливки и обеспечения того, чтобы трубопроводы не разрушились при контакте с расплавленным металлом, в изобретении предлагается защищать трубопроводы тепловым барьером по их внешней окружности. Для этого трубопроводы перед установкой в литейную форму подвергаются обработке поверхности, такой, как анодное оксидирование, которая обеспечивает наличие дополнительного слоя окисла. Может быть использован любой другой способ обработки поверхности, приводящий к наличию теплового барьера.
|
Выполненная классическим образом литейная форма соответствует заданной форме кожуха после отливки; эта форма априори определена без учета наличия трубопроводов 4. Последние устанавливаются на место внутрь литейной формы перед заливкой и позиционируются окончательно на их месте в зависимости от положения смыкающихся стенок кожуха по классической технологии, известной специалистам. В литейной форме выполнены установочные полости, окружающие концы трубопроводов 4 для того, чтобы вокруг этих трубопроводов образовывались держатели 5 и обеспечивали их удержание одновременно с заливкой.
Кожух, наконец, изготавливается заливкой образующим его металлом. Трубопроводы 4 при этом закреплены на стенках кожуха держателями 5, которые формируются в процессе охлаждения металла заливки.
В особом варианте осуществления трубопроводы 4 подвергаются классическому анодному окислению (или любой другой обработке поверхности, которая создавала бы тепловой барьер на ее внешней части) только на уровне их частей, которые будут закрыты держателями 5. Остальная часть трубопроводов будет далее подвергнута обработке поверхности, которая используется для всего кожуха.
Хотя изобретение описано в отношении одного частного варианта осуществления, очевидно, что оно включает все технические эквиваленты описанных средств, а также их комбинации, если последние входят в рамки изобретения.
Коробка приводов агрегатов авиационного двигателя, такого как турбореактивный двигатель
Экранированная кабельная сборка для авиационного двигателя
Планетарный редуктор, в частности, для турбомашины
Планетарный редуктор, в частности, для турбомашины
Система передачи мощности, турбомашина и способ передачи мощности

