Результат интеллектуальной деятельности: ПРИПОЙ ДЛЯ ПАЙКИ ТИТАНА И ЕГО СПЛАВОВ И СПОСОБ ПАЙКИ ТИТАНА И ЕГО СПЛАВОВ
Вид РИД
Изобретение
Область техники
Изобретение относится к автомобильной промышленности, авиационной промышленности, приборостроению, современному энергетическому и химическому машиностроению.
Предшествующий уровень техники
Для низкотемпературной пайки титана и его сплавов в вакууме используются припои на алюминиевой основе: Al-Mg, Al-Ag-Cu, Al-Cu-Si сплавы, Al-Ti сплавы. Современные усилия в области пайки титановых соединений направлены на создание низкотемпературных припоев, дающих высокую прочность и хорошее качество паяных швов, в то же время стремятся упростить процесс пайки, без использования дорогостоящего оборудования.
Известен способ пайки титановых лопаток спрямляющего аппарата компрессора турбореактивного двигателя (патент RU 2290285, 2006) с использованием алюминиевого припоя, содержащего 0,5-8,0 вес.% Mg с температурой плавления припоя около 670°C. Пайка производится в вакууме.
Недостатком этого способа является то, что процесс пайки происходит в вакууме, а присутствие магния в алюминиевом сплаве в количестве 0,5-8,0 вес.% не уменьшает реактивности алюминия, что ведет к образованию вредных интерметаллидов типа TiAl3 на границе раздела Ti/Al. При таком припое вероятно образование трещин на границе раздела припоя с основным металлом.
Известен припой на алюминиевой основе для пайки соединений из титана и его сплавов (патент US 4252562, 1981,) состав которого в весовом соотношении составляет около 2,0-6,0 вес.% кремния (Si), 2,5-6,0 вес.% олова (Sn), 13,0-28,0 вес.% меди (Cu). Температура плавления составляла 800°C.
Недостатками этого технического решения являются низкая прочность на срез, за счет содержания меди 12,0-28,0 вес.% и олова 2,5-6,0 вес. %, и высокая температура плавления, которая ухудшает свойства титана и приводит к образованию трещин за счет образования вредных интерметаллидов типа TiAl2, TiAl3.
Известен припой для пайки тонких титановых пластинок на воздухе с использованием низкотемпературного алюминиевого сплава Al-Cu в форме алюминиевой фольги, покрытой медью с расчетом, чтобы получить эвтектику с 33% меди с низкой температурой плавления. Пайка проводится при температуре 550°C (Bach, Fr.W., Mohwald К., Hollandr U., und Roxlau С, Hortloloten dunner Buateile aus Titanlegierungen mit Partieller Erwarmung, ScheiBen und Scheiden, 2003, Nr. 8, 432-435).
Недостатком этого технического решения является низкая прочность на срез - 25 МПа.
Сущность изобретения
Задачей изобретения является создание низкотемпературного припоя для пайки титановых соединений, пригодного для пайки на воздухе и дающего хорошее качество и высокую прочность паяного шва за счет использования более экономичного оборудования и введения более дешевых и доступных добавок в сплав припоя.
Техническим результатом изобретения является повышение прочности паяного шва на срез и более экономичный и простой процесс пайки, чем существующие методы.
Процесс выполнения пайки на воздухе с предварительным сдавливанием паяемого узла проще, чем при других методах, и не требует специальных камер с вакуумом или с восстановительной атмосферой защитных газов, что удешевляет процесс.
Технический результат достигается тем, что
- припой для пайки титана и его сплавов содержит сплав на основе алюминия с составом вес.%: Cu 6,0-9,0; Ti≤1,0; Ni 1,0-2,0; остальное Al и температурой твердой фазы 540-545°C, жидкой фазы 635-640°C.
Также технический результат достигается тем, что при пайке:
- предварительно обрабатывают соединяемые поверхности паяемых деталей из титана или его сплавов для придания им шероховатости;
- пластически деформируют паяемые детали при давлении, равном напряжению, не менее предела текучести припоя;
- нагревают весь паяемый узел в атмосфере окружающего воздуха в печи или местным нагревом паяемого узла с выдержкой при температуре 645-650°C в течение 9-13 минут.
Кроме того,
- детали из титана и его сплавов могут быть выполнены в форме пластин;
- детали из титана и его сплавов могут быть выполнены в форме труб;
- детали из титана и его сплавов могут быть выполнены в форме колец.
Для сохранения низкой температуры плавления припоя в предложенном решении ограничено содержание Ti и Ni до минимально низких величин. Алюминий имеет эвтектический сплав с 5,7 вес.% Ni, температура плавления которого около 640°C. В этом случае реактивность алюминия остается на высоком уровне, что может вызывать образование хрупких интерметаллических фаз на границе раздела Al/Ti, которые становятся опасными и образуют трещины, если их прослойка становится сплошной. Повышение концентрации никеля больше 2,0% в Al-Cu-Ti сплаве вызовет большое повышение температуры плавления сплава. Повышение концентрации титана в алюминиевом сплаве больше, чем 1,0 вес.%, также вызывает большое увеличение температуры плавления сплава для припоя. Увеличение содержания меди уменьшает реактивность алюминия при пайке и уменьшает температуру плавления припоя, а количество меди в пределах 10,0 вес.% придает припою необходимую низкую температуру плавления и сравнительно высокую прочность на срез.
В процессе пайки оксидные пленки на примыкающих поверхностях препятствуют диффузионному процессу через Ti/Al плоскость раздела. Поэтому, чтобы иметь хороший паяный шов, необходимо освободить соединяемые поверхности от алюминиевых и титановых оксидных пленок. Известно, что на воздухе при нормальной температуре алюминиевая поверхность покрыта оксидной пленкой толщиной около 15 нм. Чтобы пайка произошла успешно, необходимо эту пленку предварительно раздробить. Титан обладает значительно большей прочностью, чем алюминий, и его твердость также намного выше твердости алюминия. Разрушение пленки Al2O3 на поверхности алюминия, препятствующей диффузии металлов припоя и титана, стимулируется шероховатостью поверхности титана. За счет придания титановой поверхности шероховатости и осуществления давления в течение процесса нагрева до температуры твердой фазы (солидуса) алюминиевого сплава происходит дробление оксидной пленки на поверхности алюминиевого припоя. Раздробленная оксидная пленка позволяет алюминию реагировать с титановым оксидным слоем и таким образом окись титана восстанавливается до активного титана. В результате чего устанавливается непосредственный контакт между алюминиевым сплавом и титаном на границе раздела соединения.
Температура плавления припоя составляет 645-650°C. За счет поочередного добавления компонентов сплава в процессе плавки припоя сокращается время защиты расплава аргоном, при этом газовая защита расплава ограничивается длительностью времени добавки титана в расплав. Этот процесс значительно легче, чем при использовании вакуума. Короткое время нагрева собранного соединения до температуры пайки позволяет поверхности титана не успевать адсорбировать большое количество кислорода и азота при пайке на воздухе, что позволяет получить качественный паяный шов.
Процесс выполнения пайки на воздухе с предварительным сдавливанием паяемого узла проще, чем при других методах, и не требует специальных камер с вакуумом или с восстановительной атмосферой защитных газов, что удешевляет процесс.
Совокупность всех существенных признаков позволяет достичь заявляемый технический результат.
Краткое описание чертежей
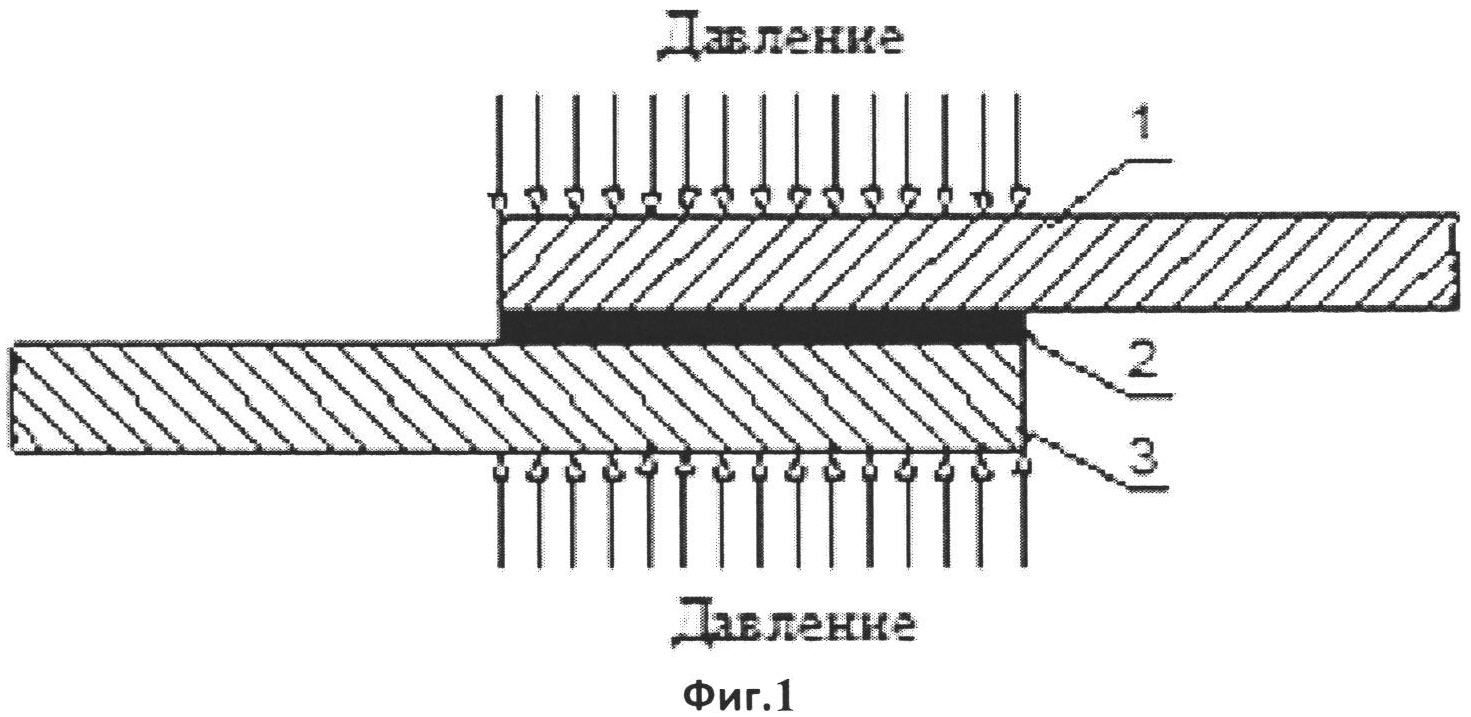
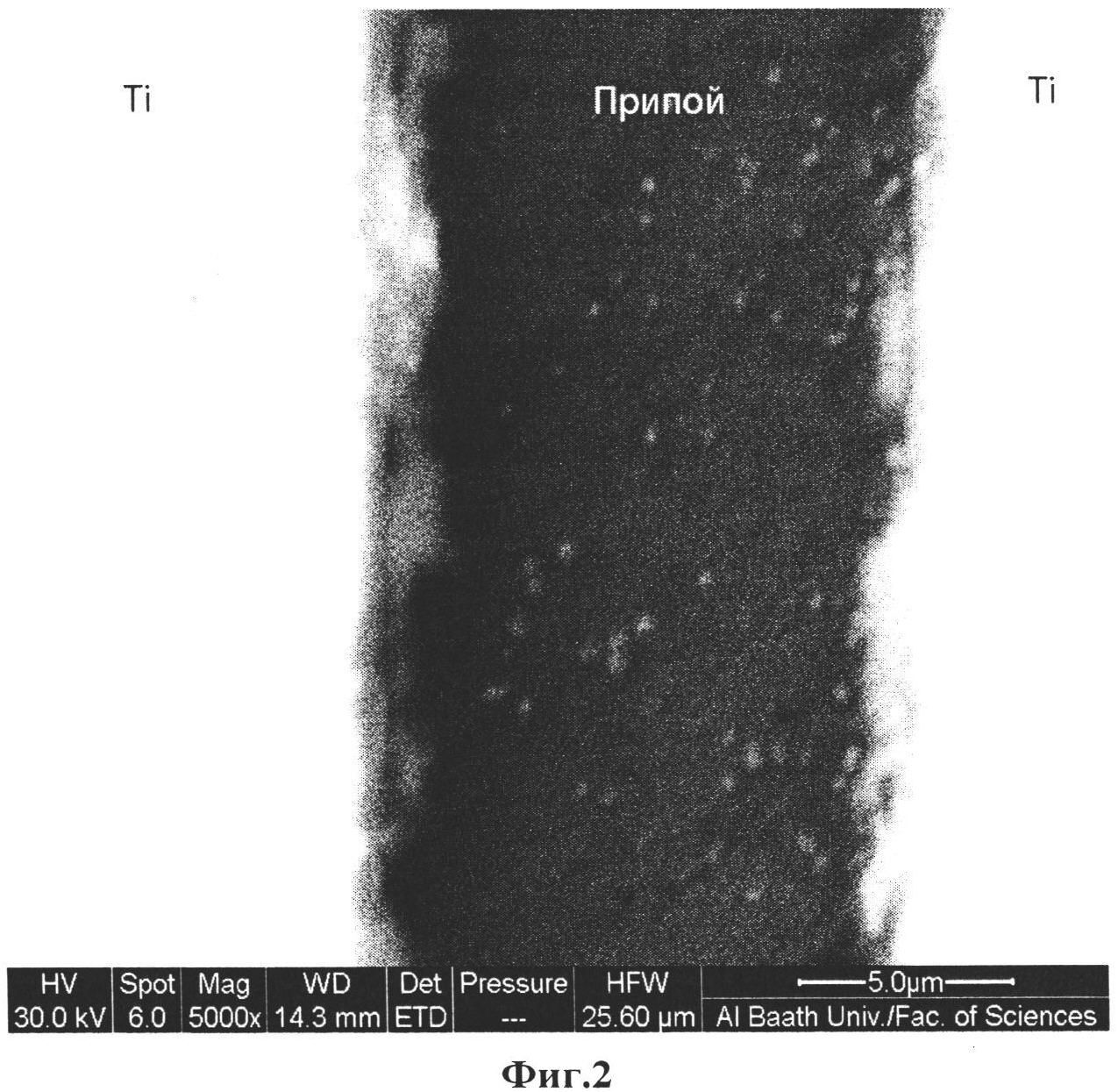
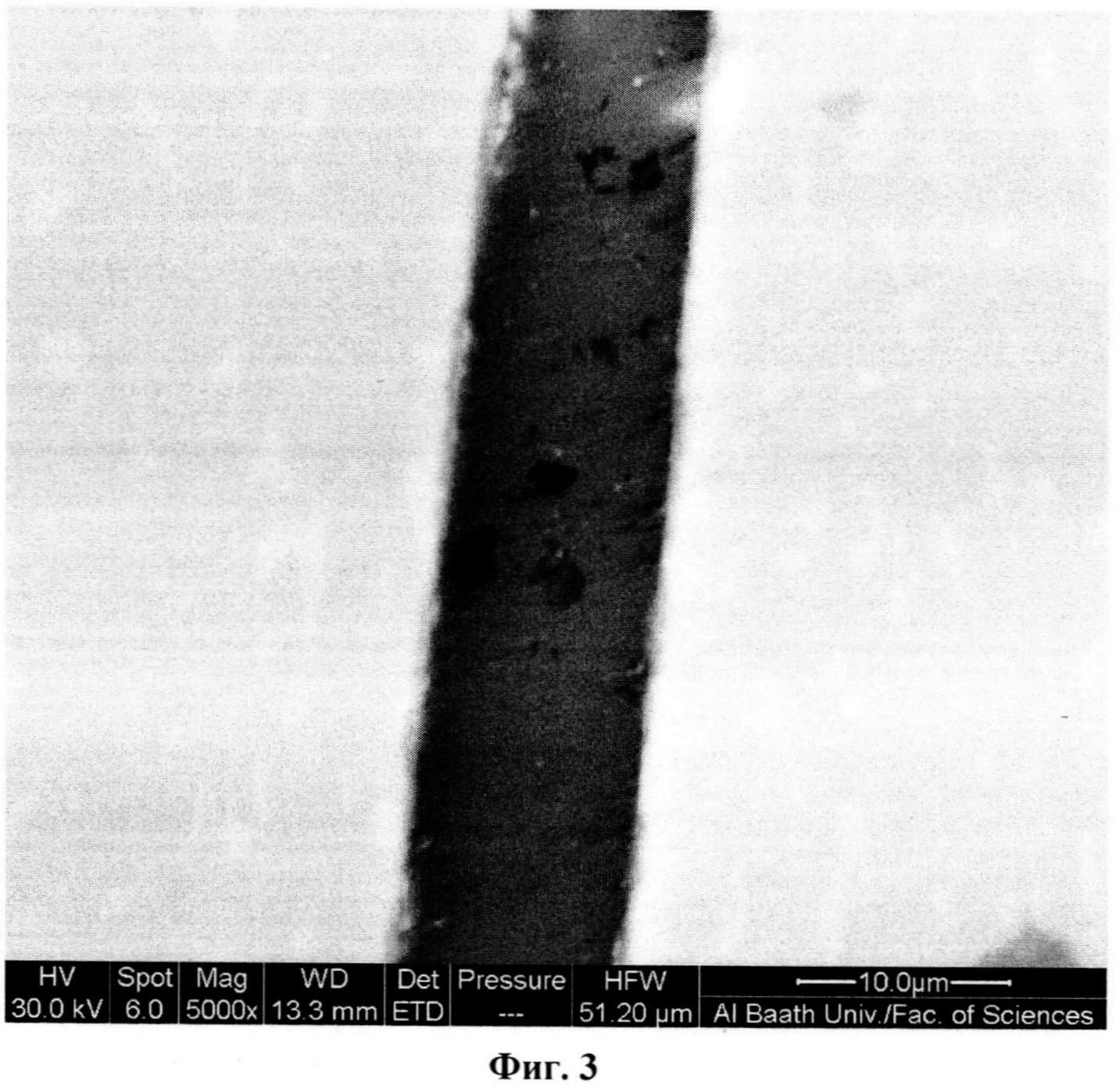
На фиг.1 представлена схема сборки титановых пластинок (или пластинок из титанового сплава) 1 и 3 с припоем 2 в специальных зажимных тисках. На фиг.2 - вид сечения паяного шва припоем с содержанием в весовых % Cu=8,54, Ti=0,1, Ni=1,35, остальное алюминий, время пайки 13 минут, выполненного на сканирующем электронном микроскопе (SEM), увеличение 5000х. На фиг.3 - вид сечения паяного шва припоем с содержанием в весовых %: Cu=6,44, Ti=0,92, Ni=2,0, остальное алюминий, время пайки 9 минут, выполненного на сканирующем электронном микроскопе (SEM), увеличение 5000х.
Осуществление изобретения
Примеры изготовления Al-Cu-Ti-Ni припоя и пайки.
Пример 1. Изготовление припоя с составом сплава в весовых %: Cu=6,0-9,0; Ti≤1,0; Ni=1,0-2,0; Al - остальное, с небольшим количеством примесей Fe≤0.16. Si≤0.096, P≤0.0035.
Порошки Al, Cu, Ti, Ni после взвешивания на электронных весах помещали поочередно в тигель и затем в электрическую печь. Температура регистрировалась при помощи термопары с постоянным слежением на компьютере. В течение плавки производилось механическое перемешивание смеси. Плавка осуществлялась в защитной атмосфере аргона. После плавки жидкий расплав разливался в формы в виде таблетки. После охлаждения производилась термообработка при температуре, меньше температуры твердой фазы (солидус) для гомогенизации состава. Химический состав был определен спектральным анализом. Затем таблетки резались на тонкие пластинки электроискровым способом. Эти пластинки использовались затем в качестве твердого припоя для пайки.
Пример 2. Пайка титана припоем с содержанием в вес.%: Cu=8,54, Ti=0,1, Ni=1,35, остальное алюминий.
В качестве образцов были использованы пластинки из титана размером 30,0×10,0×0,6 мм и пластинки припоя, полученного по примеру 1, размером 10,0×5,0×0,01 мм. Присоединяемые поверхности титановых пластинок были механически обработаны до получения шероховатого. После этого пластинки вместе с приготовленными пластинками припоя промывали в мыльном растворе, затем промывались проточной водой и после высушивания обезжиривались этиловым спиртом.
Приготовленный твердый припой в форме тонких пластинок поместили между двумя титановыми пластинками для выполнения пайки (фиг.1).
Образец был собран сдавливанием в специальных тисках с нагрузкой, равной напряжению предела текучести припоя. Собранный образец затем был поставлен в печь. Атмосферой печи является окружающий воздух. Необходимое время пайки для завершения процесса перед охлаждением 13 минут. Температура пайки 648°C. Сечение спаянного образца было исследовано на электронном сканирующем микроскопе (SEM) модели Philips FEI Quanta 200 SEM. Структура сечения показана на фиг.2, образованный шов ровный, плотный без дефектов. Толщина припоя уменьшилась после завершения пайки с 100 мк до 10 мк. После пайки полученные образцы были испытаны на сопротивление срезу со скоростью 1 мм/мин, на разрывной машине Tinus Olsen H50KS. Оно составило при времени пайки 13 минут около 90 МПа при упомянутых выше условиях проведения пайки.
Пример 3. Процесс пайки титана припоем с содержанием в вес. %: 6,44 Cu, 0,92 Ti, 2,0 Ni, остальное алюминий, с небольшим количеством примесей Fe≤0.16, Si≤0.096, Р≤0.0035.
В качестве образцов были использованы пластинки из титана размером 30×10×0.6 мм и пластинки припоя, полученного по примеру 1, размером 10,0×5,0×0,1 мм. С содержанием в вес.%: Cu=6,44, Ti=0,92, Ni=2,0, остальное алюминий. Присоединяемые поверхности титановых пластинок были механически обработаны до получения шероховатого. После этого пластинки вместе с приготовленными пластинками припоя промывали в мыльном растворе, затем промывались проточной водой и после высушивания обезжиривались этиловым спиртом.
Приготовленный твердый припой в форме тонких пластинок поместили между двумя титановыми пластинками для выполнения пайки (фиг.1).
Образец был собран сдавливанием в специальных тисках с нагрузкой, равной напряжению предела текучести припоя. Собранный образец затем был поставлен в печь. Атмосферой печи является окружающий воздух. Необходимое время пайки для завершения процесса перед охлаждением 9 мин. Температура пайки 648°C. Сечение спаянного образца было исследовано на электронном сканирующем микроскопе (SEM) модели Philips FEI Quanta 200 SEM. Структура сечения показана на фиг.3, полученный при пайке шов ровный, плотный без дефектов. Толщина припоя уменьшилась после завершения пайки с 100 мк до 10 мк. После пайки полученные образцы были испытаны на сопротивление срезу со скоростью 1 мм/мин на разрывной машине Tinus Olsen H50KS. Оно составило при времени пайки 9 минут около 70 МПа при упомянутых выше условиях проведения пайки.
Таким образом, предложенное решение позволяет повысить сопротивление на срез до 70-90 МПа.
Сплавом могут соединяться детали из титана и его сплавов разных форм, например детали в форме пластин, труб, колец, сотовых элементов.
Состав припоя подобран с учетом низкой температуры пайки и короткого времени нагрева, что позволило получить шов с хорошей плотностью и высоким сопротивлением на срез. Припой является более экономичным, так как не содержит дорогостоящих металлов как серебро, цирконий и пр. Припой можно использовать для классического метода пайки в вакууме.
Смесь для получения мороженого
Смесь для получения мороженого

