Результат интеллектуальной деятельности: СИСТЕМА МАРКИРОВКИ СОЕДИНЕНИЙ СБОРНЫХ ЭЛЕМЕНТОВ, ПРЕДНАЗНАЧЕННЫХ ДЛЯ ФОРМИРОВАНИЯ ТАКИХ КОНСТРУКЦИЙ, КАК, В ЧАСТНОСТИ, ТРУБОПРОВОД ИЛИ РЕЗЕРВУАР И СПОСОБ МАРКИРОВКИ, ИСПОЛЬЗУЕМЫЙ СОГЛАСНО ТАКОЙ СИСТЕМЕ
Вид РИД
Изобретение
Настоящее изобретение относится к системе маркировки соединений сборных элементов, предназначенных для формирования конструкции, такой как, в частности, трубопровод или резервуар для углеводородного соединения.
Изобретение также относится к способу маркировки, осуществляемому согласно данной системе.
Изобретение находит значительное применение, в частности, в области строительства и обслуживания трубопроводов, передающих такие субстанции как газ, нефть, воду и т.д. Такие трубопроводы сформированы соединением труб посредством сварки, что представляет собой сложную операцию, требующую точности. Важной проблемой является необходимость проверки качества соединений между этими трубами. С одной стороны, необходимо, чтобы качественные сварочные работы выполнялись на месте квалифицированным персоналом, и, с другой стороны, в ходе последующих проверок необходимо произвести маркировку каждого из этих сварных соединений, причем с надлежащей точностью. Для решения проблемы обеспечения качества маркировка соединений является первостепенной.
В патентном документе CN 192147 описана система, определяющая качество сварки и затем передающая информацию о качестве по сети передачи данных. Однако этот документ не предоставляет достаточного описания устройств для маркировки места, в котором была выполнена сварка.
Еще одно важное применение настоящего изобретения относится к изготовлению резервуаров для соединений-производных углеводорода на основе соединения листов металла.
Для получения качественной сварки в изобретении предлагают систему, похожую на упомянутую в преамбуле, обеспечивающую простую и однозначную маркировку сварочных соединений, с целью упростить процесс производства, проверки и обслуживания сети трубопровода или любой другой конструкции, такой как резервуар, а также балочная конструкция.
Согласно изобретению, вышеуказанная система отличается тем, что она оснащена устройством считывания маркировки элемента и управляющим устройством для получения посредством устройства комбинирования кодов маркировки соединения между двумя соединенными элементами исходя из кодов маркировки соединенных элементов.
Согласно изобретению способ маркировки, осуществляемый согласно данной системе, отличается тем, что он содержит следующие этапы, на которых:
- считывают коды маркировки элементов, связанных между собой соединением;
- комбинируют указанные коды маркировки элементов;
- получают код соединения исходя из комбинированного кода.
Следующее описание, сопровождаемое прилагаемыми графическими материалами, приведенными в качестве неограничивающего примера, служит для облегчения понимания способа осуществления настоящего изобретения.
Согласно графическим материалам:
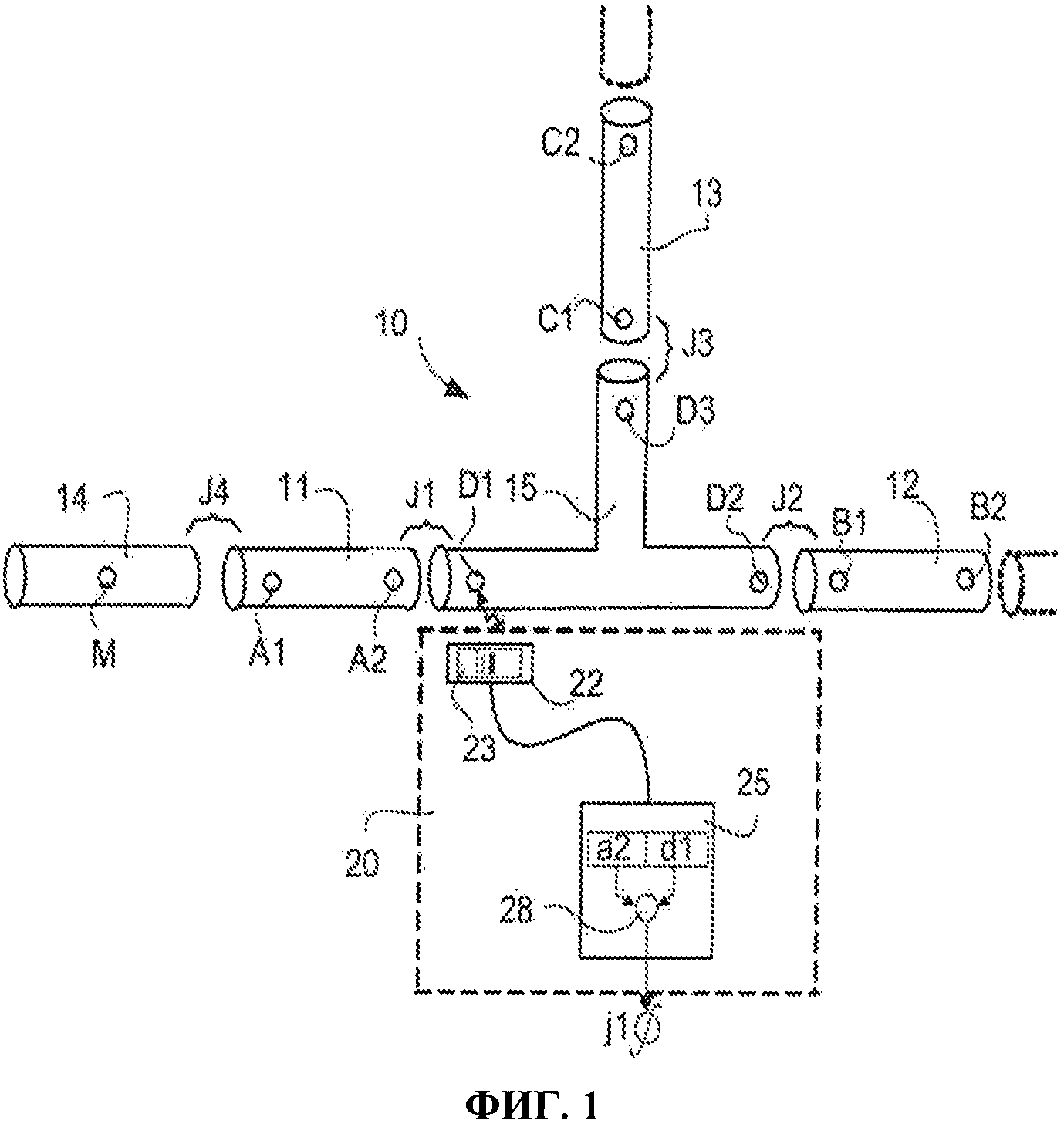
На Фиг. 1 показана система согласно изобретению, применяемая к соединению труб, образующих трубопровод.
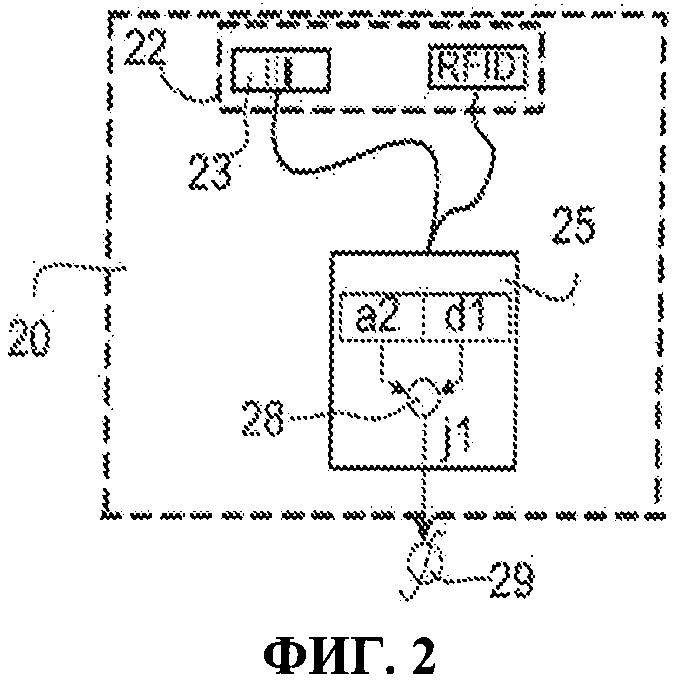
На Фиг. 2 показана система согласно изобретению, способная считывать множество видов маркировок.
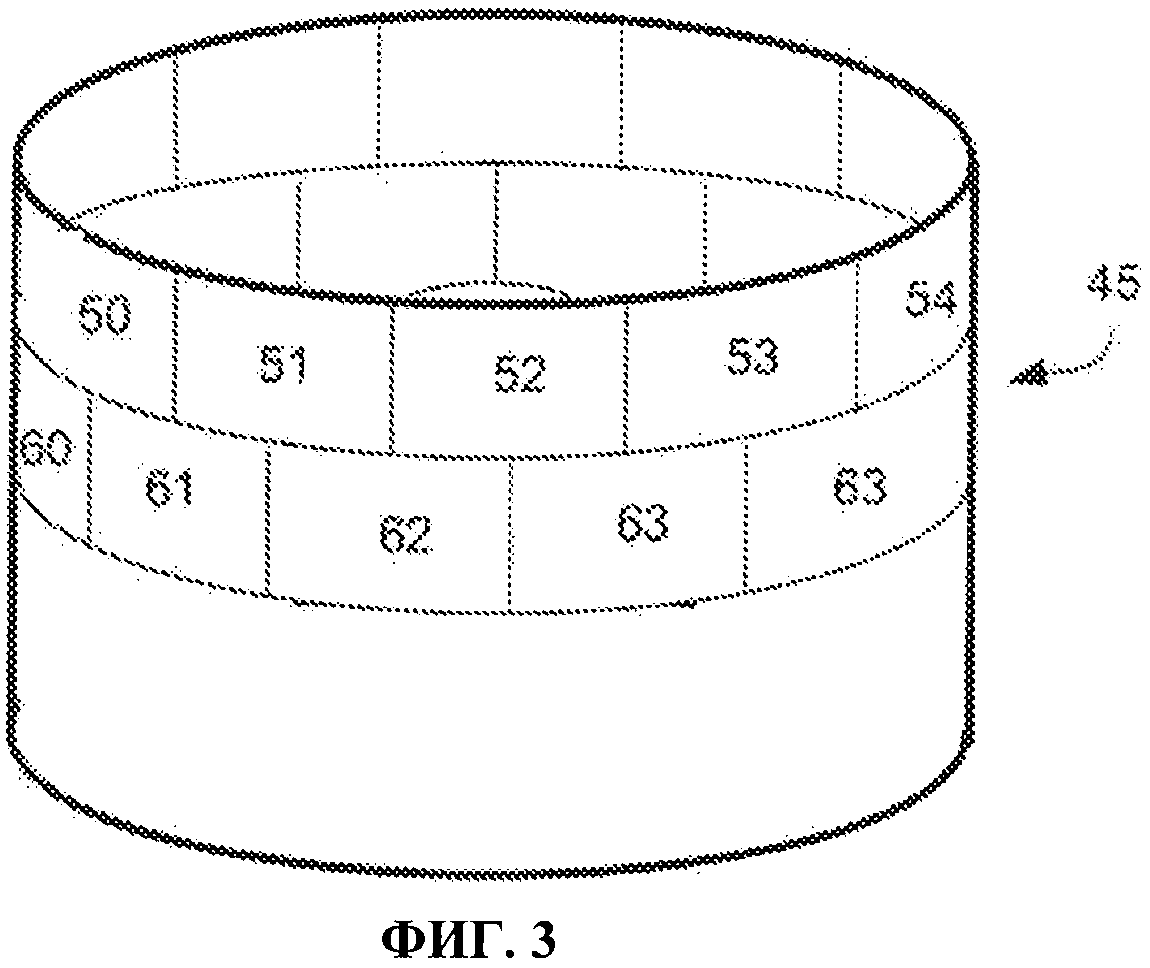
На Фиг. 3 показана система согласно изобретению, применяемая к соединению листов металла, образующих резервуар.
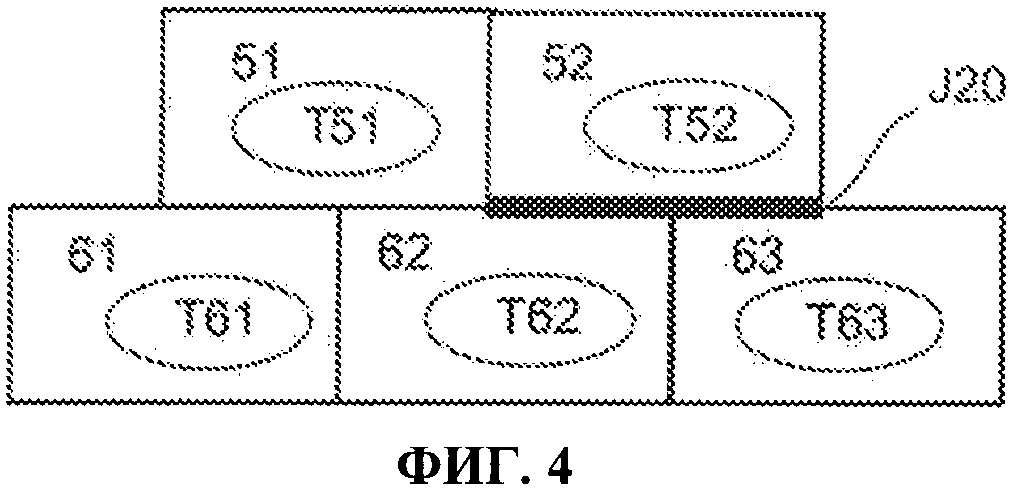
На Фиг. 4 более детально показано соединение между листами металла резервуара, изображенного на Фиг. 3, при котором листы металла имеют единый код маркировки.
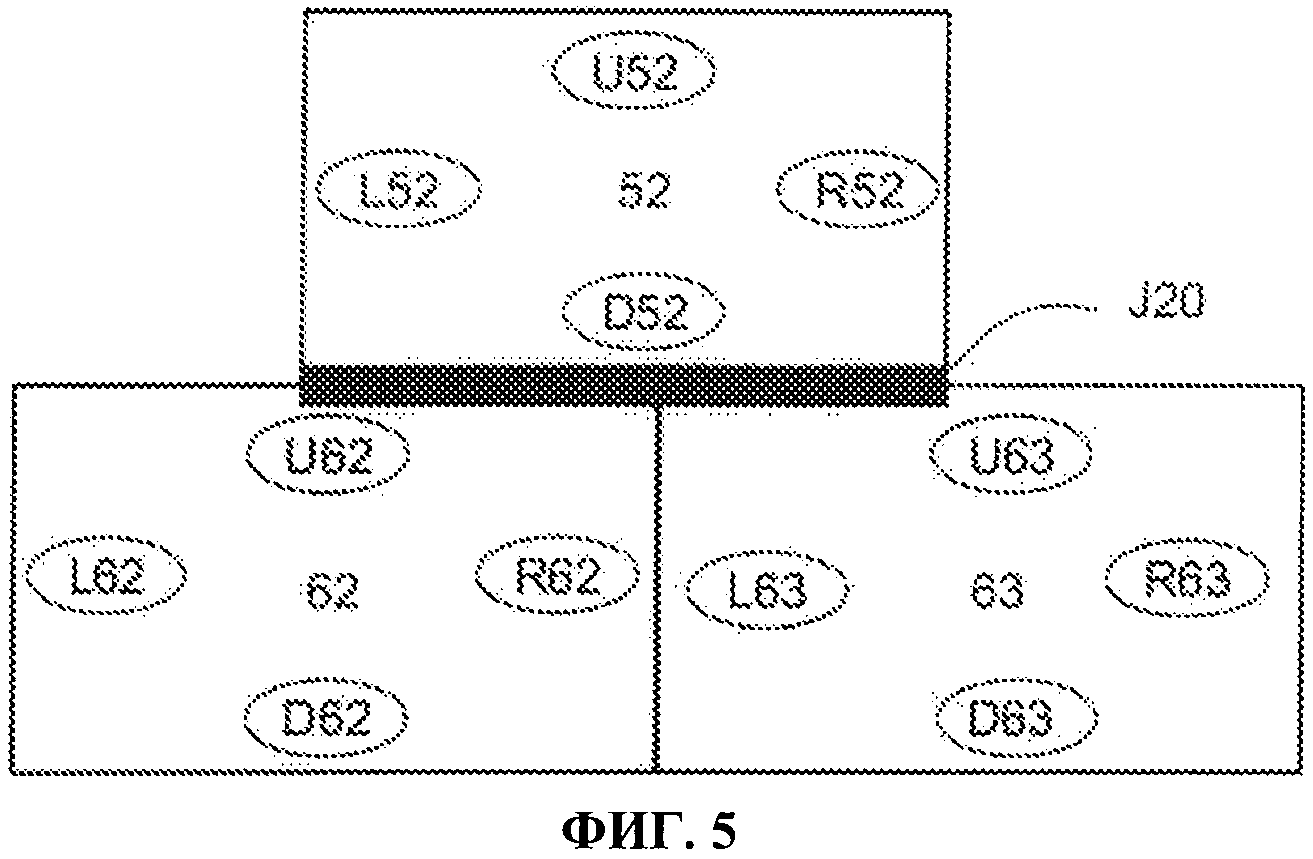
На Фиг. 5 показано соединение между листами металла резервуара, изображенного на Фиг. 3, при котором листы металла имеют краевые коды.
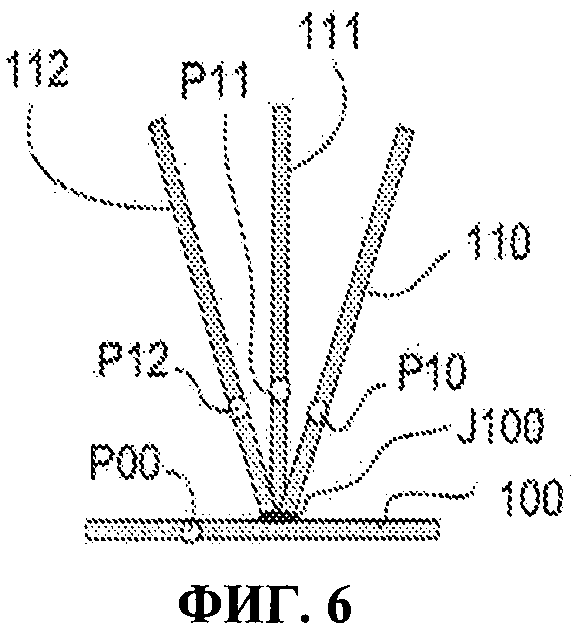
На Фиг. 6 показана система согласно изобретению, применяемая к балочному соединению.
На Фиг. 1 под номером 10 представлен частичный вид сети трубопровода, сформированной сборными элементами, согласно настоящему варианту осуществления, при котором трубы соединены посредством сварки. Совокупность труб, представленная на данной фигуре, включает трубы 11, 12, 13 и 14. Разветвление 15, образованное в результате того, что элементы труб прочно соединены между собой, объединяет трубы 11, 12 и 13. Это разветвление 15 в астоящем документе рассматривается как труба, имеющая несколько концов. Разветвления образованы, в частности, посредством формовки, и на практике они не подвержены течи между трубами, составляющими эти разветвления.
На фиг.1 для большей ясности соединения между трубами и разветвлением 15 показаны в разъединенном виде. Соединение J1 соединяет первый конец трубы 11 с первым концом разветвления 15, соединение J2 соединяет первый конец трубы 12 со вторым концом разветвления 15, и соединение J3 соединяет первый конец трубы 13 с третьим концом ответвления 15. Еще одно соединение J4 соединяет второй конец трубы 11 с первым концом трубы 14.
В процессе производства трубы снабжаются маркировкой. Может быть выполнена как одна, так и несколько маркировок, по одной маркировке на каждом конце трубы. Эта маркировка относится к маркировке кромки.
Таким образом, труба 11 снабжена маркировкой А1 и А2 на каждом из своих концов, труба 12 снабжена маркировкой B1, B2 и труба 13 снабжена маркировкой C1, C2. Разветвление 15 снабжено маркировкой Dl, D2 и D3. А труба 14 содержит всего одну маркировку М, размещенную, например, посередине. Каждая из указанных маркировок содержит код маркировки, обозначаемый теми же буквами, что и маркировка, но прописными. К различным указанным маркировкам A1, A2, B1, B2, C1, C2, D1, D2, D3 и М соответственно относятся коды «a1», «a2», «b1», «b2», «c1», «c2», «d1», «d2», «d3» и «m».
Предлагается выполнить маркировку различных соединений J1, J2, J3 между трубами и разветвлением 15, а также соединения J4 между трубами 11 и 14. Для этого предусмотрена система маркировки соединений 20, образованная на основе устройства считывания маркировки 22 для прочтения кодов, содержащихся на различных маркировках A1, A2, B1, B2, C1, C2, С3 и М. Также предусмотрено управляющее устройство 25 для получения кода маркировки соединения между двумя коммуникационными каналами исходя из кодов маркировки указанных двух труб. Это осуществляется посредством комбинирующего устройства 28. Код маркировки соединения становится доступным на стыке 29.
На фиг.1 показан пример маркировки соединения j1. Устройство считывания маркировки 22 содержит считывающую головку 31 для считывания штрихкодов. Оно считывает код маркировки, нанесенный в виде штрихкода. После считывания штрихкодов «a2» и «d1» маркировки трубы 11 и первого конца разветвления 15, расположенных с одной и с другой стороны от соединения J1, комбинирующее устройство 28 определяет код маркировки этого соединения J1. Данное комбинирующее устройство может действовать посредством сочленения данных двух кодов или выполнять операцию по наложению таким образом, чтобы из этих кодов получить производный другой код, выделяя отличительные части этих кодов.
Как уже было сказано, труба 14 содержит только одну маркировку трубы М, расположенную, например, посередине этой трубы 14, которая присоединяется к трубе 11, образуя таким образом соединение J4. Следовательно, код этого соединения будет образован путем комбинирования кодов «m» и «a1».
Разумеется, возможно также записать эти коды вручную и вручную осуществить маркировку кода соединения.
Маркировка также может быть выполнена в виде меток РЧИД, т.е. радиочастотной идентификации, также определяемой таким английским термином как «Radio Frequency Identification».
Это может касаться труб, на которые нанесены маркировки в виде штирхкодов или метки РЧИД. Для этого система должна содержать устройство считывания маркировки, содержащее головку для считывания штрихкодов 22 и головку для считывания меток РЧИД 32, как показано на фиг.2. Следовательно, пользователь должен выбрать головку устройства считывания в зависимости от типа маркировки.
Таким образом, изобретение охватывает применение для двух типов маркировки как в сочетании, так и по отдельности, а также охватывает любой другой тип маркировки, рассматриваемый отдельно или в сочетании.
На фиг.3 показано еще одно применение настоящего изобретения, относящееся к изготовлению резервуара, например, для углеводородов. Резервуар 45 образован из множества листов металла…50, 51, 52,…60, 61, 62, 63,… Таким образом, эти листы металла соединены для образования резервуара. Они расположены друг над другом в шахматном порядке. Следовательно, как показано на фиг.4 и 5, лист металла 51 опирается одновременно на листы 61 и 62. Лист 52, смежный с листом 51, опирается на листы 62 и 63. Эти листы также сварены между собой. Таким образом, для маркировки нужно объединить маркировку листов, соединенных одним сварным соединением. Например, соединение J20, относящееся к листам 52, 61 и 63,маркируется посредством такого способа.
Если листы 52, 61, 62 имеют единую маркировку, соединение маркируется соответственно кодами t52, t61, t62, которые содержатся в маркировках Т52, Т61, Т62. Соединение J20 может маркироваться посредством сочленения этих кодов, то есть «t52, t61, t62».
Как показано на фиг.5, также возможно, чтобы листы имели несколько маркировок, каждая из которых выполнена по их краям, для получения краевого кода. Этот код может быть l51, u51, r51 и d51 соответственно для маркировок L51, U51, R51 и D51, выполненных на листе 51; l62, u62, r62 и d62 - на листе 62 и l63, u63, r63, d63 - на листе 63. Таким образом, код маркировки соединения J20 получается «u62, d52, u63».
Разумеется, что изобретение применимо в случае, когда листы имеют краевые коды, единые для изготовления одного резервуара.
Еще одним примером применения изобретения является соединение балок или других металлических профилей, как показано на фиг.6. На фиг.6 несколько элементов балок 100, 110, 111 и 112 объединены сварным соединением J100. Здесь для маркировки соединения J100 применяют коды маркировки р00, р10, р11, р12, содержащиеся в маркировках Р00, Р10, Р11, Р12, которые соответственно находятся на разных балках 100, 110, 111 и 112. Код маркировки этого соединения имеет вид «р00, р10, р11, р12».
Устройство и способ для взаимного позиционирования труб
Орбитальный держатель, содержащий по меньшей мере два соединяемых друг с другом элемента в виде кольцевых сегментов; устройство стыковой сварки труб для формирования трубопровода, содержащее такой орбитальный держатель
Устройство центровки и прижима трубчатых элементов
Устройство и способ для взаимного позиционирования труб

