Результат интеллектуальной деятельности: СПОСОБ ПРАВКИ АБРАЗИВНОГО КРУГА
Вид РИД
Изобретение
Изобретение относится к области обработки резанием - правке абразивного круга для затылования червячных фрез на станке с ЧПУ.
Правка круга для затылования червячных фрез, предназначенных для нарезания различных зубчатых изделий (зубчатых колес с различным профилем, в том числе с эвольвентным, червячных колес, шлицевых валов и др.), является весьма сложной и трудоемкой частью операции шлифования червячных фрез. Профиль круга всегда отличается от профиля затылуемой фрезы; расчет профиля круга достаточно сложен и до настоящего времени при правке круга часто используется трудоемкая ручная подгонка (когда после пробных проходов при шлифовании фрез профиль круга постепенно подгоняется до необходимой точности).
В то же время к точности кромок червячных фрез предъявляются высокие требования; от точности профиля круга непосредственно зависит точность кромок фрезы и, соответственно, точность профиля нарезаемых зубьев.
Из уровня техники известны способы правки круга для затылования червячных фрез, которые состоят в том, что профиль круга рассчитывается, а затем правится в соответствии с рассчитанным профилем по контуру, с применением пантографа или фасонным роликом (Палей М.М., Технология и автоматизация инструментального производства, Волгоград, 1995., 487 с., стр.435-437).
Известен способ правки круга для затылования червячных фрез, который заключается в том, что правящий алмаз в приспособлении, установленном на затыловочном станке вместо затылуемой фрезы, совершает возвратно-поступательное движение в осевой плоскости фрезы (для архимедовых червяков), либо в касательной к основному цилиндру плоскости (при шлифовании эвольвентных червяков). Приспособление при правке движется вместе со столом и поворачивается относительно оси центров со скоростью, установленной для шага основного червяка (Палей М.М., Дибнер Л.Г., Флид М.Д., Технология шлифования и заточки режущего инструмента. М., Машиностроение, 1988., 288 с., стр.158-159).
Недостатком указанного способа является то, что алмаз перемещается в плоскости, и его острие описывает такую плоскую прямую, которая, при винтовом движении приспособления, опишет относительно круга линейчатую винтовую поверхность. Поэтому такой способ правки, при некоторых дополнительных условиях, (не указанных в названном источнике), может обеспечить форму профиля круга, который при затыловании червячных фрез даст прямолинейный плоский профиль затылованной задней поверхности зуба фрезы в ее осевом сечении или в сечении, параллельном осевой плоскости.
Другим недостатком способа является необходимость весьма медленного вращения фрезы (малого числа оборотов затылуемой фрезы на станке), и быстрого возвратно-поступательного перемещения алмаза. В противном случае правка круга будет неточна, так как алмаз при правке круга будет описывать не линейчатую, а сложную неопределенную поверхность, форма которой зависит от соотношения скоростей движения алмаза в приспособлении и самого приспособления на станке.
Известен способ правки шлифовального круга, при котором требуемая форма и режущая способность обеспечиваются обтачиванием круга алмазным правящим инструментом (Терган B.C., Плоское шлифование, учеб. пособие для проф. и техн. училищ, изд. 2-е, перераб. и доп. - М.: Высш. школа, 1974, с.184-194).
Недостатком данного способа является то, что процесс правки шлифовального круга не контролируется, снимаемый припуск назначается по справочным материалам, не отвечающим реальному состоянию поверхности круга, что приводит к большому расходу абразивного материала в процессе правки и износу правящего инструмента.
Наиболее близким техническим решением по совокупности существенных признаков является способ правки шлифовального круга, в котором правку осуществляют в несколько проходов, с сообщением шлифовальному кругу вращения, а правящему инструменту продольного перемещения вдоль образующей круга, после каждого продольного перемещения инструменту сообщают поперечное перемещение, величину которого выбирают в зависимости от характера износа рабочей поверхности, при этом перед правкой на торцы круга наносят электропроводящие слои, а на черновом этапе осуществляют фиксацию момента касания правящим инструментом электропроводящего слоя на торце круга, имеющем наименьший износ диаметра, и прекращают черновой этап, при этом при фиксации момента касания электропроводящего слоя на торце круга, имеющем наибольший износ диаметра, этап черновой правки прекращают (RU 2400346 С2 27.09.2010, B24B 53/00).
К недостаткам указанного способа относится необходимость специальной доработки шлифовального круга для нанесения электропроводящего слоя и встраивания датчиков и блока управления на правящем инструменте, что ограничивает универсальность способа, а также отсутствие надежного контроля глубины снимаемого слоя абразива при правке.
Техническим результатом, на достижение которого направлено заявленное изобретение, является повышение точности формы профиля абразивного круга для затылования червячных фрез на станке с ЧПУ.
Указанный технический результат достигается посредством того, что в способе правки абразивного круга для затылования червячных фрез на станке с ЧПУ, включающем позиционирование правящего инструмента в виде алмазной иглы или карандаша относительно абразивного круга для затылования червячных фрез, установку правящего инструмента на упомянутом станке в зоне затылуемой фрезы и его перемещение относительно упомянутого вращающегося абразивного круга по заданной криволинейной траектории в несколько проходов, перемещение правящего инструмента в каждом проходе осуществляют по траектории, идентичной форме кромки затылуемой фрезы, а после каждого прохода осуществляют подачу правящего инструмента посредством его поворота вокруг продольной оси z затылуемой фрезы на угол δ=0,1÷1,5° с последующим его перемещением относительно поверхности упомянутого абразивного круга одновременно на величину и параллельно оси z и на величину w перпендикулярно оси z, при этом величины u и w перемещений правящего инструмента принимают равными величинам перемещения фрезы относительно упомянутого абразивного круга в процессе затылования, соответственно вдоль продольной оси z фрезы и перпендикулярно ей за время ее поворота вокруг оси z на угол δ, в частном случае реализации способа упомянутые величины u и w перемещений правящего инструмента для червячных фрез, затылуемых по архимедовой спирали, определяют, соответственно, по формулам:
u=p·δ и w=a·δ, где
p=Px·zзах/360;
a=(k·zз/360)·[(Pz+zзах·Px)/Pz];
Px - осевой шаг витков фрезы;
zзах - число заходов фрезы;
k - величина затылования;
zз - число зубьев фрезы;
Pz - шаг винтовой передней поверхности,
кроме того, правящий инструмент в виде алмазной иглы выполнен с закруглением вершины радиусом до 2-5 мм, при этом правящему инструменту в виде алмазной иглы сообщают дополнительное вращение вокруг вершины иглы, а правящему инструменту с радиусом закругления сообщают дополнительное вращение вокруг центра закругления при условии, что ось правящего инструмента расположена примерно по нормали к профилю абразивного круга.
Число проходов правящего инструмента преимущественно составляет от 4-10 проходов.
Сущность заявленного изобретения поясняется графическими материалами, где:
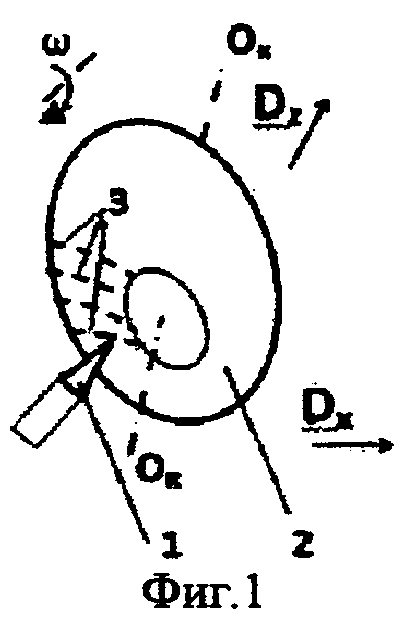
- на фиг. 1 представлена общая схема правки круга;
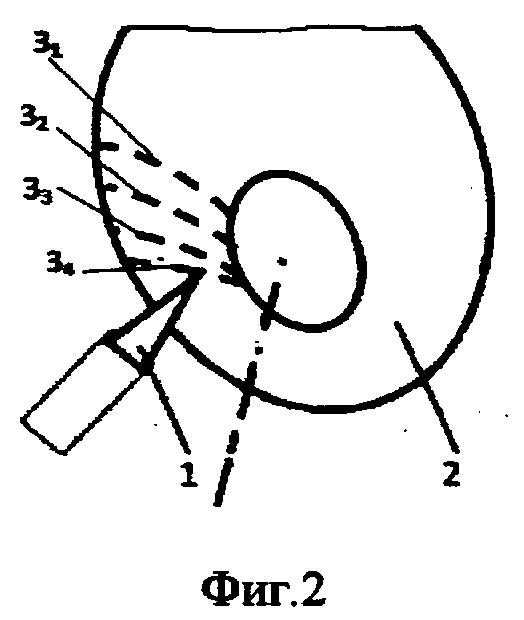
- на фиг. 2 - схема правки круга за 4 прохода;
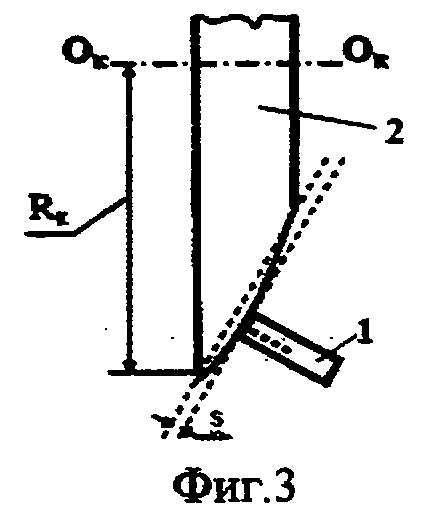
- на фиг. 3 - схема правки дискового круга с выпуклым профилем для затылования червячных фрез, нарезающих эвольвентные и червячные колеса;
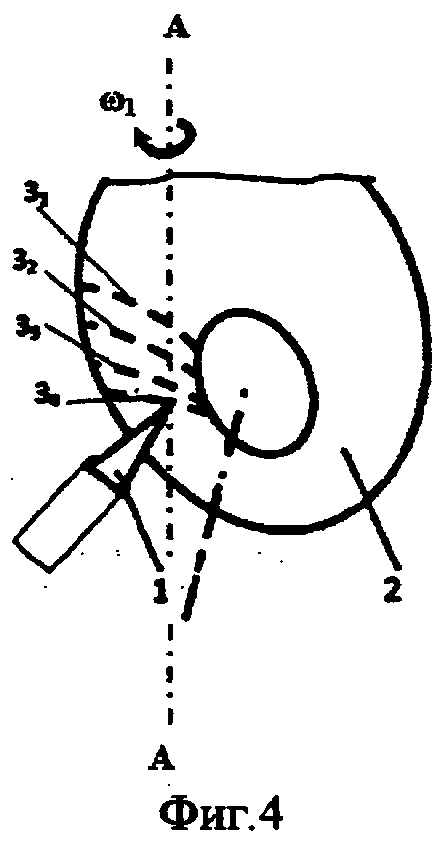
- на фиг. 4 - схема движения алмазной иглы вокруг оси при правке круга;
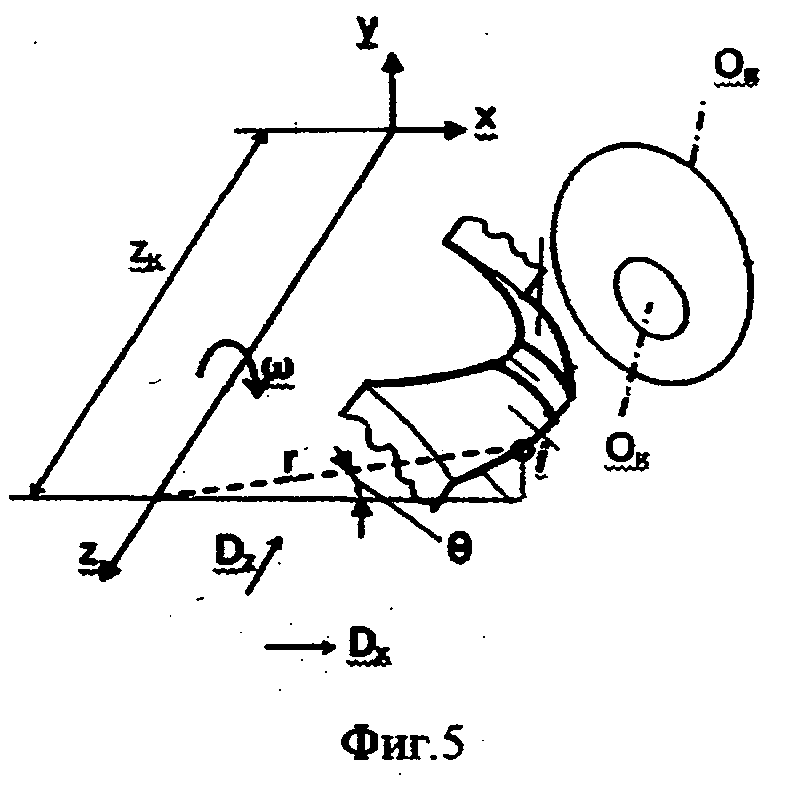
- на фиг. 5 - схема затылования червячной фрезы (правозаходной) абразивным кругом;
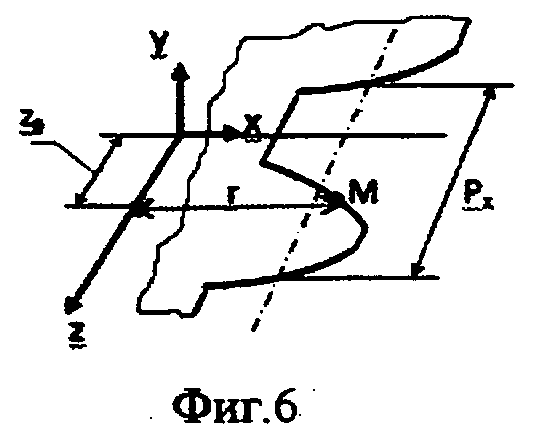
- на фиг. 6 - профиль базового червяка червячной фрезы.
Предлагаемый способ правки абразивного круга для затылования червячных фрез осуществляют следующим образом.
При правке алмазной иглой 1 круга 2 используются те же движения ω, Dx, Dz, что и при затыловании червячной фрезы, но дискретные (прерывистые), а также используется движение правящего алмаза по траекториям 3 правки. На фиг. 1 представлена схема правки круга: 1 - алмазная игла; 2 - абразивный круг; 3 - траектории вершины алмазной иглы; ω, Dx, Dz - движения алмазной иглы. Правку алмазом производят за несколько (N) проходов по траекториям 3, каждая из которых совпадает по форме с кромкой затылуемой фрезы. На фиг. 2 показана правка за 4 прохода (N=4), при каждом алмаз описывает, соответственно, траектории 31, 32, 33, 34.
Круг устанавливают на станке в такое же положение, при котором осуществляют затылование червячной фрезы (начало затылования зуба). Алмаз 1 описывает траекторию 31 в форме пространственной линии, совпадающей по форме с кромкой фрезы (фиг. 2). После завершения одного или нескольких ходов правки, при которой алмаз в возвратно-поступательном движении описывает одну и ту же пространственную траекторию 31 (фиг. 2), правка прекращается, и алмазу сообщают движения ω, Dx, Dz (фиг. 1).
После завершения движений ω, Dx, Dz алмаза ему сообщают движение по траектории, совпадающей с кромкой фрезы. То есть, производят очередной проход правки по траектории 32 (фиг. 2). По завершении правки по траектории 32 алмазу вновь сообщают движения ω, Dx, Dz (фиг. 1). По окончании движений ω, Dx, Dz алмазу сообщают движение по траектории 33 (фиг. 2). То есть, осуществляют очередной (третий) проход правки. После его окончания алмазу сообщают те же движения ω, Dx, Dz, (фиг. 1), после которых производят 4-й проход правки по траектории 34 (фиг. 2). Если общее число N проходов принято N=4, то правка завершена.
Если принято большее число N, то циклы правки, каждый из которых включает проход правки и перемещение перед последующим проходом алмаза в движениях ω, Dx, Dz, - продолжают, до завершения последнего, N-го прохода. Для фрез с высотой профиля H=5-40 мм число N проходов назначают в пределах от 4 до 8-10; большие значения N - для больших H и при наличии положительного переднего угла γ фрезы. При каждом проходе вершина алмаза описывает одну и ту же траекторию, по форме совпадающую с кромкой фрезы. Перед каждым последующим проходом алмазу сообщают движения ω, Dx, Dz. В движении со алмаз поворачивается вокруг оси z фрезы на угол δ, который отсчитывается от момента начала движения ω перед каждым последующим проходом (фиг. 1).
Величина δ для круга дисковой формы δ=0,2-1,5°. Для круга чашечной формы δ=0,1-1°, для пальцевого круга δ=0,1-0,5°. Для фрез с высотой H профиля зуба 5-40 мм меньшие значения δ принимают для меньшей высоты H. Движения алмаза Dz (параллельно оси z) и Dx (параллельно оси x, т.е. перпендикулярно оси z) - прямолинейные поступательные, с перемещением, соответственно, на величину u и на величину w (фиг. 1).
Величина u равна перемещению относительно круга фрезы в процессе ее затылования, в направлении, параллельном оси z, за время поворота ω фрезы вокруг ее оси z на угол δ.
Величина w равна перемещению относительно круга фрезы в процессе ее затылования, в направлении, перпендикулярном оси z, за время поворота фрезы вокруг ее оси z на тот же угол δ. Численное значение величин u и w зависит от величины угла δ и способа затылования. При любом способе, величины u и w заданы функционально от величины δ. Если способ затылования известен, то обязательно известна и зависимость u и w от δ. Перемещения u и w отсчитывают относительно положения круга перед последующим проходом. На фиг. 1 показаны движения ω, Dx, Dz алмаза 1 относительно неподвижного круга 2. Правка круга производится для затылования правозаходной фрезы. (Вращение круга 2 вокруг собственной оси Ок-Ок обеспечивает скорость резания, но на формообразовние задних поверхностей не влияет и поэтому не учитывается). Движения Dx и Dz могут быть заданы кругу, тогда они имеют направление, противоположное показанному на фиг. 1. При этом ось z, вокруг которой совершается движение ω, остается неподвижной, а относительное движение круга и алмаза, показанное на фиг. 1, не изменяется. Для правки круга при затыловании червячных фрез по архимедовой спирали величины u и w принимают равными: u=p·δ; w=a·δ; где: p=Px·zзах/360; a=(k·zз/360)·[(Pz+zзах·Px)/Pz], Px - осевой шаг витков фрезы (или базового червяка); zзах - число заходов фрезы; k - величина затылования; zз - число зубьев фрезы; Pz - шаг винтовой передней поверхности. Для правки круга при затыловании по архимедовой спирали фрез с прямыми канавками (параллельными оси фрезы) величину a принимают равной a=(k·zз/360).
Под затылованием по архимедовой спирали здесь и в литературе понимается способ затылования, при котором отношение скоростей движений ω и Dx постоянно.
Профиль дискового круга для затылования фрез с прямолинейным профилем (при нулевом переднем угле γ фрезы) близок также к прямолинейной форме, и имеет небольшую выпуклость s (фиг.3). Дисковый круг с выпуклым профилем для затылования червячных фрез, нарезающих эвольвентные и червячные колеса: 1 - правящий алмазный карандаш; 2 - круг; Rк - наружный радиус круга.
В зависимости от высоты H профиля, размеров фрезы и круга, а также от его установки на станке, величина s может составлять от нескольких мкм до нескольких десятков мкм. Величина s, как правило, превышает допуск на профиль фрез или составляет существенную его часть. Поэтому замена выпуклого профиля круга прямолинейным допустима лишь в ограниченных случаях.
При использовании предложенного способа, правку круга с выпуклой формой профиля, при небольших величинах выпуклости s (до 100-200 мкм), осуществляют алмазным карандашом (фиг. 3). Затылование фрез с небольшой высотой H профиля (до 5-10 мм) может осуществляться одновременно по левой и правой боковым сторонам зуба (по впадине, т.е. по боковым поверхностям двух соседних зубьев профиля. Правку круга для затылования одновременно двух сторон профиля фрезы по предложенному способу осуществляют алмазной иглой, с дополнительным вращательным движением ω1 вокруг оси А-А, проходящей через вершину иглы (через вершину оси карандаша) (фиг. 4).
Вращение ω1 осуществляют непрерывно или дискретно при каждом правящем проходе алмаза, так, чтобы ось иглы (карандаша) была приблизительно нормальна к профилю шлифовального круга.
В качестве материала для правящего инструмента может использоваться алмаз или другой высокотвердый материал.
Вершина правящего инструмента для повышения его стойкости может быть выполнена с постоянным радиусом округления величиной до 2-5 мм. В этом случае ось А-А вращения ω1 проходит через центр этой окружности, а траектория центра окружности при правке круга является эквидистантой к линии кромки фрезы.
Уравнения кромки червячных фрез даны в работе: Юликов М.И., Горбунов Б.И., Колесов Н.В.. Проектирование и производство режущего инструмента. М. Машиностроение, 1987, стр. 122-124.
Способ может быть реализован либо на станке с ЧПУ, на котором производится затылование фрез, либо на специальном устройстве с ЧПУ, то есть вне затыловочного станка. В последнем случае круг правится на устройстве и затем устанавливается на станок для затылования фрезы.
Возможна также правка круга роликом либо на затыловочном станке, либо на специальном устройстве: при этом профиль ролика шлифуется кругом, правка которого осуществлена описанным выше способом.
Шлифование винтовых конических и цилиндрических поверхностей (конических и цилиндрических стружечных канавок осевых инструментов и их заточка, шлифование конических и цилиндрических червяков и резьб) по кинематике движений круга относительно шлифуемой поверхности - частный случай затылования червячных фрез.
Поэтому описанный выше способ может быть также использован для правки круга, шлифующего винтовые конические и цилиндрические поверхности. В последнем случае движение Dx отсутствует и перемещение w=0. При этом в процессе правки вершина правящего инструмента в форме иглы описывает при каждом правящем проходе траекторию, совпадающую с профилем шлифуемой поверхности; а в форме полусферы - траекторию по эквидистанте к профилю шлифуемой поверхности.
Пример 1.
Правка круга дисковой формы производится для затылования по специальному способу (отличному от затылования по архимедовой спирали) червячной правозаходной фрезы с наружным диаметром 180 мм (для нарезания эвольвентных цилиндрических колес с модулем 12 мм). Размеры фрезы: Px=37,286; Pz=5602; zзах=1; zз=9; γ=0. Высота H профиля фрезы как разность двух радиусов r крайних расчетных точек боковой кромки фрезы: ra=87, rf=63, H=24. (Способ затылования данной фрезы задан и основан на том, что задний вершинный угол на радиусе ra составляет 11° и не изменяется при стачивании фрезы). Движения фрезы относительно круга заданы (фиг. 5). Фреза спроектирована на базе основного эвольвентного червяка, координаты (r, zo) профиля которого в любой точке M известны (фиг. 6).
Принимаем число проходов N=6 (траектории 31, 32, … 36; фиг. 2); δ=0,8°.
Так как способ затылования фрезы задан, то известны перемещения u и w фрезы.
Перемещение u фрезы в движении Dz, параллельном оси z фрезы, при каждом (первом и последующих) повороте ω фрезы на угол δ=0,8°, составляет: u=p·δ, где p=Px/360=0,105073 (мм/градус).
Перемещения w перпендикулярно оси z при каждом повороте ω фрезы на угол δ=0,8°, считая от начального момента затылования, составляют:
0,23580 (мм) - при первом повороте; 0,23516 - при втором; 0,23453 - при третьем; 0,23389 - при четвертом; 0,23336 - при пятом повороте фрезы на угол δ.
То есть, если фреза, в процессе ее затылования, повернется на угол 0,8°·5=4°, то она переместится за это же время относительно круга перпендикулярно оси z на (0,23580+0,23516+0,23453+0,23389+0,23336) мм.
В соответствии с предложенным способом правки, алмаз, после каждого очередного прохода правки и поворота в движении ω на угол δ=0,8° перемещают вдоль оси z на величину 0,105073 (мм), и перпендикулярно оси z - на величины: 0,23580 (мм) - после первого прохода правки; 0,23516 - после второго; 0,23453 - после третьего; 0,23389 - после четвертого; 0,23336 - после пятого прохода, то есть, перед последним, 6-м проходом.
Для этой же фрезы, при наличии переднего угла γ=5° число N проходов следует увеличить (примерно, до 8).
Пример 2.
Правка круга дисковой формы производится для затылования по архимедовой спирали червячной правозаходной фрезы с наружным диаметром 180 мм (для нарезания эвольвентных цилиндрических колес с модулем 12 мм). Размеры фрезы: Px=37,286; Pz=5602; zзах=1; zз=9; k=12; γ=0.
Высота H профиля фрезы как разность двух радиусов r крайних расчетных точек боковой кромки фрезы: ra=87 rf=63, H=24.
Принимаем число проходов N=6 (траектории 31, 32, … 36; фиг. 2); δ=0,8°.
Рассчитываем: p=Px/360=0,105073; a=(k·z/360)·[(Pz+zo·Px)/Pz]=0,302026.
Перемещения алмаза в движениях ω, Dz, Dx, (фиг. 1) после каждого прохода правки круга: δ=0,8°; u=p·δ=0,08406 (мм); w=a·δ=0,241621 (мм).
Пример 3.
Правка круга производится для затылования (по архимедовой спирали) фрезы с размерами, что и в примере 2, но фреза выполнена с прямыми стружечными канавками, передняя поверхность зубьев - плоская, параллельная оси z фрезы. Величины p и u - не изменяются (те же, что в примере 2). Величина a=(k·z/360)=0,300 (мм); w=a·δ=0,240 (мм).
Пример 4.
Правка круга производится для затылования червячной фрезы с размерами, приведенными в примере 1. Для правки используют алмаз в оправе с рабочей поверхностью в форме полусферы с радиусом 2 мм.
Все движения правки - те же, что и в примере 1, но при каждом из 6-ти правящих проходов центр сферической поверхности алмаза описывает пространственную траекторию по эквидистанте к кромке фрезы, то есть по линии, каждая точка которой удалена от кромки фрезы на расстояние, равное радиусу алмаза, то есть на расстояние 2 мм.
Пример 5.
Правка круга производится для затылования червячной фрезы с размерами, приведенными в примере 1. Правящий инструмент может быть в форме алмазной иглы, в форме карандаша или в форме алмаза с полусферой.
Все движения правки, - те же, что и в примере 1, если алмаз выполнен в форме карандаша или иглы; и те же, что и в примере 4, если алмаз выполнен в форме полусферы.
После правки круга его используют для шлифования правящего ролика. Последний выполнен, например, из закаленной стали с предварительно прорезанным на нем профилем. Диаметр ролика в данном примере должен быть не менее 80-90 мм (учитывая высоту профиля H=24 мм).
Ролик в дальнейшем используют для правки круга по мере его износа методом копирования, так как профили ролика и круга идентичны.
Пример 6.
Шлифовальный круг используют для шлифования червяка с наружным диаметром, осевым шагом и осевым профилем - тех же размеров, что имеет червячная фреза в примере 2.
Шлифование профиля таких червяков, - с размерами, идентичными размерам фрезы, но без затылования, - реально осуществляют для сборных фрез с поворотными рейками и с прямыми стружечными канавками; профиль червяка в его осевом сечении незначительно отличается по высоте и углу профиля от профиля фрезы.
Правку круга производят так же, как и в примере 2, но при отсутствии движения Dx, то есть, принимают w=0. Правящий инструмент в форме иглы при этом описывает траекторию в форме профиля шлифуемого червяка, а правящий инструмент в форме полусферы - в форме эквидистанты к профилю червяка. Под траекторией правящего инструмента имеется в виду траектория вершины иглы или траектория центра полусферы.
Правка круга по описанному способу при затыловании фрез с высотой H профиля 24 мм обеспечивала погрешность профиля фрез не более 2-3 мкм, что намного меньше допуска на профиль прецизионных фрез (кл. АА по ГОСТ 9324-80).
Способ позволяет решить одну из наиболее сложных задач формообразования при изготовлении червячных фрез, повышает точность правки круга и существенно упрощает изготовление фрез с рациональной геометрией.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- способ, воплощающий заявленное техническое решение, при его осуществлении предназначен для правки абразивных кругов для затылования червячных фрез на станках с ЧПУ;
- для заявленного способа в том виде, как он охарактеризован в независимом пункте нижеизложенной формулы, подтверждена возможность его осуществления с помощью вышеописанных в заявке или известных из уровня техники на дату приоритета средств;
- способ, воплощающий заявленное техническое решение, при его осуществлении, способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный способ соответствует требованиям условий патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Звукопоглощающий элемент кочетова кольцевого типа
Комбинированный глушитель шума кочетова
Многосекционный глушитель шума
Стенд для исследования ударных нагрузок систем виброизоляции
Способ прогнозирования развития чрезвычайной ситуации на взрывоопасном объекте
Способ кочетова моделирования чрезвычайной ситуации на взрывоопасном объекте
Амфибийный транспортный аппарат для эвакуации пострадавших в чрезвычайных ситуациях регионального масштаба
Противовзрывная панель кочетова с индикатором безопасности
Устройство кочетова взрывозащиты производственных зданий
Многослойная комбинированная конструкция кочетова
Стенд для исследования ударных нагрузок систем виброизоляции
Способ прогнозирования развития чрезвычайной ситуации на взрывоопасном объекте
Способ кочетова моделирования чрезвычайной ситуации на взрывоопасном объекте
Амфибийный транспортный аппарат для эвакуации пострадавших в чрезвычайных ситуациях регионального масштаба
Противовзрывная панель кочетова с индикатором безопасности
Устройство кочетова взрывозащиты производственных зданий
Многослойная комбинированная конструкция кочетова
Способ кочетова защиты производственных зданий и сооружений от чрезвычайной ситуации взрывного характера
Предохранительная конструкция кочетова для ограждения зданий на случай возникновения чрезвычайной ситуации
Вихревая форсунка кочетова

