Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПРОШИВКИ ГЛУБОКИХ ОТВЕРСТИЙ В МЕТАЛЛИЧЕСКИХ ЗАГОТОВКАХ И СПОСОБ С ЕГО ПРИМЕНЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к области машиностроения и может быть использовано преимущественно при электроэрозионной, электрохимической и эрозионно-химической многоэлектродной обработке глубоких отверстий в металлических материалах.
Известно устройство [1], т. 1, стр. 56, для электроэрозионной прошивки отверстий, где для интенсификации процесса используют вибрацию электрода-инструмента.
Недостатком известного устройства является снижение интенсивности выноса из межэлектродного зазора продуктов обработки по мере углубления электрода-инструмента в заготовку, что снижает, вплоть до прекращения, скорость прошивки глубоких отверстий.
Известен способ [1], т. 1, стр. 133, электрохимической размерной обработки, где для интенсификации процесса используют вращение электрода-инструмента и подачу рабочей среды под внешним давлением.
Недостатками известного способа являются снижение скорости обработки отверстий из-за уменьшения выноса продуктов из зоны обработки по мере возрастания глубины отверстий, невозможность использования вращения электрода-инструмента при многоэлектродной обработке близкорасположенных отверстий.
Известен способ [1], т. 2, стр. 152, прошивки отверстий электроэрозионно-химическим методом, где происходит интенсификация процесса за счет взаимного воздействия на скорость удаления припуска электроэрозионной и электрохимической составляющей процесса.
Недостатком известного способа является снижение массовыноса продуктов обработки при увеличении глубины прошивки, что резко снижает производительность процесса.
Известен способ [2], стр. 273, интенсификации процесса электроэрозионной обработки путем прокачки насосом через зону обработки рабочей среды (керосина) и вибрации электрода-инструмента, а также [2], стр. 275 - за счет вращения электрода-инструмента. При этом предельная глубина отверстий [2], стр. 276, составила до 30 диаметров.
Недостатками известного способа являются снижение скорости эвакуации продуктов обработки и уменьшение скорости съема материала практически до нуля, а также невозможность использования вращения электрода-инструмента при многоэлектродной прошивке близкорасположенных отверстий, что еще больше снижает интенсивность прошивки.
В качестве прототипа устройства выбрано [1], т. 2, стр. 100, - электрические разрядники в форме сгорающей проволоки, которую требуется возобновить при каждом разряде в жидкой среде.
Недостатком этих электрических разрядников является отсутствие возможности использовать их при многократных разрядах при непрерывном выносе продуктов обработки через обработанную часть отверстий большой длины.
В качестве прототипа способа выбрано [1], т. 2, стр. 91, - способы интенсификации перемещения жидких сред путем электрического разряда в жидкости.
Недостатком таких способов является невозможность последовательного увеличения скорости перемещения сред несколькими микроразрядами и нарушение геометрии электродов при значительной энергии единичного разряда, образование газовых пузырей, снижающих вынос продуктов обработки из зазора, а также большие размеры многоразовых разрядников, которые не могут быть размещены в боковом межэлектродном зазоре при электроэрозионной, электрохимической или эрозионно-химической прошивке глубоких отверстий.
Предлагаемое устройство позволяет обеспечить интенсификацию процесса прошивки, в том числе для нескольких одновременно работающих электродов-инструментов, путем расчетной последовательности разрядов разрядником многократного использования.
Предлагаемый способ интенсификации прошивки позволяет ускорить процесс изготовления глубоких отверстий, в том числе при многоэлектродной прошивке, путем последовательного ускорения движения рабочей среды с продуктами обработки через пространство между электродом-инструментом и обработанной частью отверстия в направлении выноса продуктов обработки.
Устройство отличается тем, что втулка выполнена быстросъемной, из эрозионностойкого материала, размещена внутри электрода-инструмента с возможностью продольного перемещения, содержит на торце со стороны прошивки точечные диэлектрические упоры с высотой не более межэлектродного зазора, по наружной поверхности имеет слой изоляции, а по внутренней - разрядники, размещенные ярусами по направлению течения рабочей среды с продуктами обработки.
Способ прошивки глубоких отверстий в металлических заготовках с использованием устройства по п.1 включает обработку заготовки электродом-инструментом с втулкой, на которую подают импульсы тока, обеспечивающие черновую обработку, причем на электрод-инструмент подают импульсы тока, обеспечивающие получение бездефектной поверхности по всей глубине отверстий, при этом на размещенные внутри втулки разрядники последовательно подают импульсы тока для поддержания течения рабочей среды с продуктами обработки из межэлектродного зазора, а втулку в электроде-инструменте перемещают независимо от его подачи.
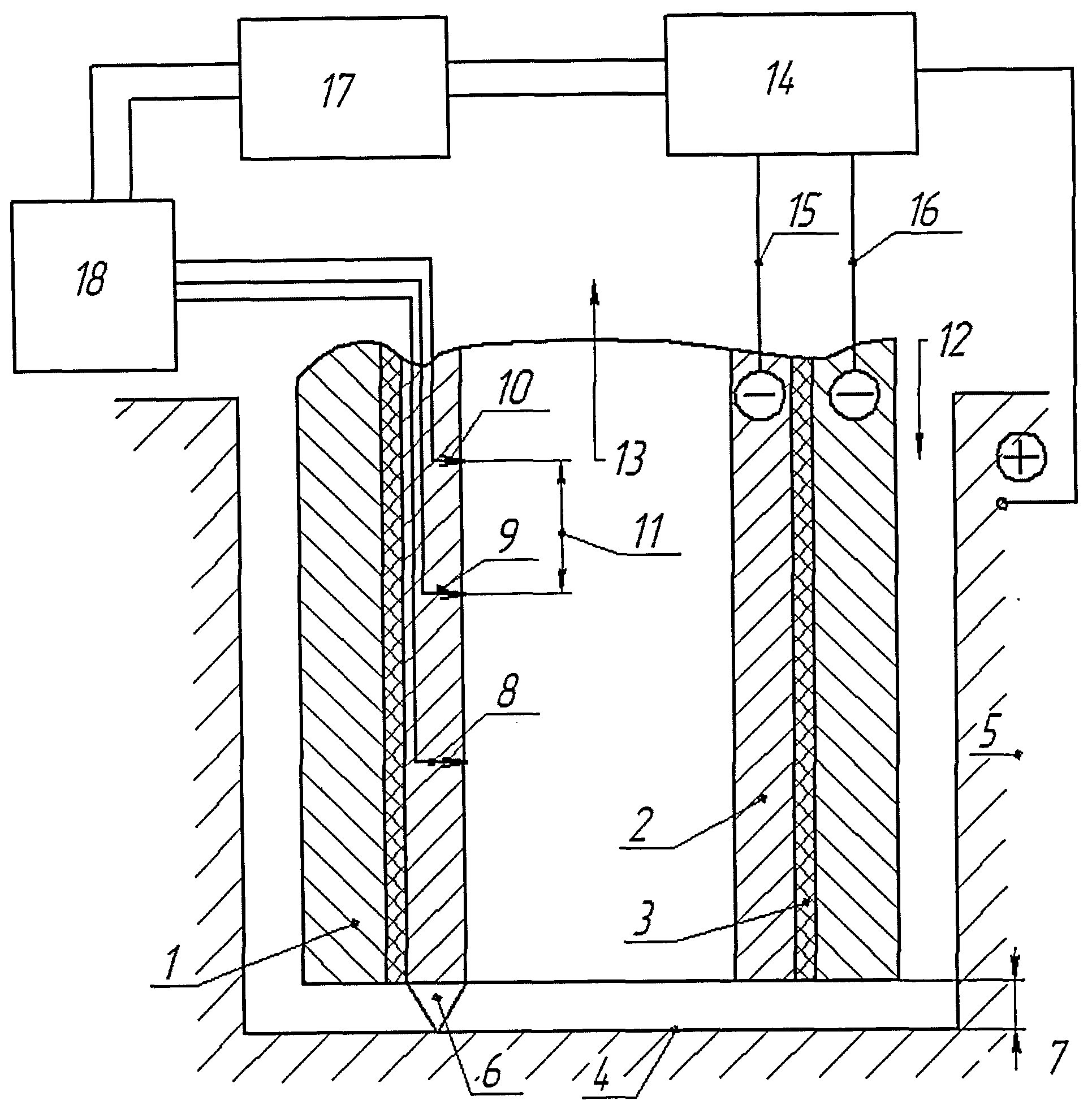
Способ и устройство приведены на чертеже.
Электрод-инструмент 1 с возможностью продольного перемещения содержит внутри втулку 2 из эрозионностойкого материала. Электрод-инструмент 1 и втулка 2 разделены тонким слоем изоляции 3. Втулка 2 имеет возможность перемещаться вместе с изоляцией 3 по оси электрода-инструмента 1. При этом положение втулки 2 со стороны прошивки относительно обрабатываемой поверхности 4 заготовки 5 поддерживается точечными диэлектрическими упорами 6 с высотой не более торцевого межэлектродного зазора 7. На внутренней поверхности втулки 2 установлены ярусами разрядники 8; 9; 10, которые располагаются по сечениям втулки с шагом 11, обеспечивающим поддержание перемещения из межэлектродного зазора рабочей среды 12 в направлении 13 выноса продуктов обработки из зазора 7. Технологический ток подается на заготовку 5 (анод), втулку 2, электрод-инструмент 1 (катод) от источника 14 питания током через раздельные электрические цепи 15; 16. От источника 14 питания током ток подается на преобразователь 17 тока в высоковольтные импульсные разряды, поступающие через регулятор 18 к разрядникам 8; 9; 10 с задержкой импульса на величину времени, необходимую для прохождения жидкой рабочей среды 12 между соседними разрядниками в направлении 13.
Способ осуществляется следующим образом.
Устанавливают в электроде-инструменте 1 втулку 2 с изоляцией 3 по наружной поверхности и разрядниками 8; 9; 10 по внутренней. Электрод-инструмент 1 с втулкой 2 устанавливают относительно заготовки 5 по обрабатываемой поверхности 4 так, чтобы точечные диэлектрические упоры 6 опирались на поверхность 4. Количество упоров зависит от геометрии поверхности 4, но не менее одного. Электрод-инструмент 1 перемещается относительно поверхности 4 заготовки 5 от регулятора подач станка (не показан) с поддержанием величины торцевого межэлектродного зазора 7 независимо от положения втулки 2 относительно электрода-инструмента 1. Разрядники 8; 9; 10 подключают к регулятору 18, который последовательно подает импульсы на разрядники 8; 9; 10 с шагом 11 и задержкой их действия для поддержания течения рабочей среды 12 через зазор 7 и рабочей среды 12 с продуктами обработки в направлении 13.
Ток от источника 14 питания током поступает к регулятору 18 через преобразователь 17, создающий напряжение тока, достаточное для работы разрядников 8; 9; 10. При этом все разрядники, расположенные в сечениях на каждом ярусе, одновременно подают в направлении 13 импульсы на рабочую среду 12 с продуктами обработки, протекающую в направлении 13.
Ток от источника 14 питания током поступает на заготовку 5, втулку 2 и на электрод-инструмент 1. При этом по электрической цепи 15 поступает ток большой мощности, не обеспечивающий получения бездефектного поверхностного слоя поверхности 4 заготовки 5, а по цепи 16 величина импульсов тока устанавливается в зависимости от технологических требования к обрабатываемой поверхности для получения бездефектного слоя по всей глубине отверстия. Высокая скорость обработки поверхности 4 в зоне обработки под втулкой 2, перемещаемой независимо от подачи электрода-инструмента, обеспечивает интенсивное удаление технологического припуска и снижает сопротивление течению рабочей среды 12 внутри втулки 2.
Рабочая среда 12 с продуктами обработки, протекающая в направлении 13, по мере увеличения глубины обработки ускоряется за счет действия импульсов от разрядников 8; 9; 10, что снижает ограничения на вынос продуктов обработки и дает возможность интенсифицировать процесс прошивания отверстий и углублений даже без вращения электродов-инструментов, особенно при многоэлектродной прошивке.
Пример 1 применения способа.
Необходимо в фильтре из стали 1218Н10Т одновременно прошить электроэрозионной обработкой 60 сквозных отверстий диаметром 0,4±0,02 мм, глубиной 3,5 мм, с шероховатостью не более Ra=0,32 мкм. Электроды с наружным диаметром 0,32 мм и внутренним 0,22 мм содержат втулку с наружным диаметром 0,2 мм и диэлектрическим покрытием 0,01 мм. Внутренний диаметр втулки - 0,1 мм. В пазах на внутренней поверхности втулки размещены 2 яруса разрядников мощностью 0,005 Дж с шагом между ярусами 1,5 мм. Шаг рассчитывается по скорости прокачки рабочей среды. При давлении 2 МПа она составляет для узких каналов 0,02-0,05 м/сек. По [1], т. 2, стр. 92, скорость ударной волны в воде составляет до 3000 м/сек, что позволяет ускорить движение продуктов обработки с жидкой средой на 1-2 порядка и при двух ярусах разрядников постоянно иметь в торцевом зазоре жидкость с количеством продуктов обработки значительно ниже предельно допустимого. На втулку подаются от источника питания током импульсы мощностью 1,5 Дж, на электрод-инструмент - 0,2 Дж. Рабочая среда - вода.
Получены следующие результаты: без использования разрядников межэлектродная обработка отверстий проходила нестабильно и приходилось ограничивать число одновременно работающих электродов до 3-5 штук. Средняя скорость прошивки отверстий составляла 0,2 мм/сек, штучное время не менее четырех минут.
С применением разрядников скорость прошивки составила 23 мм/мин при одновременной прошивке 60 отверстий. Штучное время 0,0025 минуты, что в 1600 раз выше, чем без интенсификации выноса продуктов обработки.
Пример 2. Нужно выполнить операцию, приведенную в примере 1, электрохимической прошивкой в 18% растворе хлористого натрия. На втулку подавали напряжение 12 В, на электрод-инструмент - 8 В. Без разрядников процесс протекал устойчиво при 2-3 электродах. Скорость прошивки составляла 1,9 мм/мин. Штучное время составляло 0,62 мин.
С разрядниками скорость прошивки достигла 11 мм/мин, количество одновременно прошиваемых отверстий - 15. Штучное время составило 0,02 минуты. Интенсификация прошивки составила 31 раз.
Пример 3. Нужно выполнить прошивку отверстий, приведенных в примере 1, эрозионно-химическим методом в среде промышленной воды при напряжении источника тока 45 В. Скорость прошивки без разрядников составляла 2,8 мм/мин, с разрядниками - 34 мм/мин. Количество одновременно работающих электродов 60. Интенсификация составила 2115 раз.
Источники информации
1. Электрофизические и электрохимические методы обработки материалов. В 2 т. / Под ред. В.П. Смоленцева. М.: Высшая школа, 1983. - 247 с.
2. Бойко А.Ф. Эффективная технология и оборудование для электроэрозионной прошивки прецизионных отверстий: монография А.Ф. Бойко, Белгород: Изд-во БГТУ, 2010. - 314 с.
Способ повышения надежности микроэвм
Способ комбинированного разделения металлов
Способ изготовления сопла жидкостного ракетного двигателя оживальной формы (варианты)
Способ дозирования энергии при импульсном брикетировании металлической стружки
Способ измерения деформаций
Способ определения свойств деформирования
Способ изготовления электрода-проволоки
Способ изготовления диффузионной сваркой стоистой тонкостенной конструкции из титановых листовых материалов
Способ объемной штамповки на механическом прессе
Инструмент и способ калибровки отверстий малого сечения в форсунках
Ротор сегментного ветроэлектроагрегата
Полупроводниковый фотопреобразователь
Камера жидкосного ракетного двигателя
Автомобильный генератор
Грейферная подача для перемещения деталей в прессе
Износостойкое наноструктурное покрытие
Способ струйной электрохимической обработки
Способ магнитно-импульсной обработки деталей
Цифровой демодулятор сигналов с частотной модуляцией
Мобильный модуль автоматизированной клепки панелей

