Результат интеллектуальной деятельности: МИНИМИЗАЦИЯ НАТЯЖЕНИЯ ПОЛОСЫ ПРОКАТЫВАЕМОГО МАТЕРИАЛА МЕЖДУ ДВУМЯ ПРОКАТНЫМИ КЛЕТЯМИ
Вид РИД
Изобретение
ОБЛАСТЬ ТЕХНИКИ, К КОТОРОЙ ОТНОСИТСЯ ИЗОБРЕТЕНИЕ
Изобретение относится к способу и устройству для минимизации натяжения полосы прокатываемого материала, при этом прокатываемый материал транспортируется с помощью рольганга между двумя находящимися в контакте с прокатываемым материалом прокатными клетями.
Конкретно, изобретение относится к способу минимизации натяжения полосы прокатываемого материала, имеющему следующие стадии:
- транспортировки прокатываемого материала с помощью рольганга между двумя находящимися в контакте с прокатываемым материалом прокатными клетями, при этом во впадине, которая расположена на участке рольганга между обеими прокатными клетями, образована петля прокатываемого материала;
- измерения значения глубины петли прокатываемого материала с помощью измерительного устройства; и
- регулирования основных приводов прокатных клетей с помощью регулировочного устройства с учетом измеренного значения глубины петли, так что минимизируется натяжение полосы.
Кроме того, изобретение относится к устройству для минимизации натяжения полосы прокатываемого материала, содержащему:
- рольганг, который транспортирует прокатываемый материал между двумя находящимися в контакте с прокатываемым материалом прокатными клетями;
- регулировочное устройство, которое регулирует прокатные клети так, что во впадине, которая предусмотрена на участке рольганга, образуется петля прокатываемого материала, глубина которой по существу соответствует свободному прогибу прокатываемого материала на этом участке; и
- измерительное устройство для измерения петли прокатываемого материала, при этом измеренное измерительным устройством значение предназначено для подачи в регулировочное устройство (10) и применения при регулировании основных приводов прокатной клети или приводных элементов.
УРОВЕНЬ ТЕХНИКИ
При изготовлении горячекатаной полосы прокат происходит обычно в прокатных станах с несколькими отделенными друг от друга прокатными клетями и процессами прокатки. Прокатываемый материал может приходить, например, из отдельной установки непрерывного литья. При этом каждый процесс прокатки может осуществляться в отдельных реверсивных прокатных клетях или в нескольких прокатных блоках, которые могут быть составлены каждый из нескольких прокатных клетей. Обычно валки этих прокатных клетей приводятся в действие с помощью приводов, скорость вращения которых задается вышестоящим регулировочным устройством. Прокатываемый материал может быть также горячекатаной полосой, которая непрерывно изготавливается в комбинированной установке литья и прокатки с помощью расположенной впереди, в частности в одной линии, машины непрерывного литья. В таких прокатных установках возникает трудная с точки зрения техники привода проблема точного дифференцирования между приводной мощностью, которая требуется для деформации прокатываемого материала, и приводной мощностью, которая требуется для создания натяжения полосы и для транспортировки горячекатаной полосы. Поэтому прокатная клеть не может работать в качестве управляемого в зависимости от натяжения полосы приводного элемента. Необходима развязка по потоку массы между следующими друг за другом прокатными группами.
В известных установках для изготовления стальной полосы (обычных широкополосных станах горячей прокатки) эта развязка между двумя прокатными группами может быть реализована тем, что подаваемый материал разделяется на слябы, и расстояния между отдельными прокатными группами (черновыми клетями и чистовыми клетями) выбираются так, что обе прокатные группы никогда не находятся в контакте с одной и той же предварительной полосой. Однако это приводит к большой конструктивной длине установки, что связано с высокими инвестиционными расходами и термическими потерями. В качестве альтернативного решения можно разделенную на куски предварительную полосу сматывать также в специально предусмотренных для этого устройствах и снова разматывать, что также связано с соответствующими затратами.
Известно, что для соединения двух следующих в контакте друг за другом прокатных клетях регулирование минимального натяжения можно осуществлять либо посредством непосредственного регулирования натяжения, либо посредством регулирования петли. В обоих случая для регулирования всегда требуется минимальное натяжение полосы. Однако это минимально требуемое для регулирования необходимое и/или имеющееся в распоряжении из величин измерения натяжения натяжение полосы может превышать предел текучести подлежащего обработке, горячего прокатываемого материала. Также провисающая частично или совсем свободно петля материала образует за счет собственного веса дополнительную составляющую натяжения полосы. Если сумма составляющих натяжения полосы превышает локально предел текучести подлежащего обработке прокатываемого материала, то неизбежно уменьшение качества и количества создаваемого конечного продукта. В частности, сужения по ширине прокатываемого материала и требуемая за счет этого последующая обработка конечного продукта приводят к значительному уменьшению соотношения между используемым материалом и получаемым материалом.
Из JP 6234613 А уже известно устройство и способ для минимизации натяжения полосы пруткового материала, содержащий следующие стадии:
- транспортировки прокатываемого материала с помощью рольганга между двумя находящимися в контакте с прокатываемым материалом прокатными клетями, при этом во впадине, которая расположена на участке рольганга между обеими прокатными клетями, образована свободно провисающая петля прокатываемого материала;
- измерения значения глубины петли прокатываемого материала с помощью измерительного устройства; и
- регулирования основных приводов прокатных клетей с помощью регулировочного устройства с учетом измеренного значения глубины петли, так что минимизируется натяжение полосы.
Однако за счет свободно провисающей петли прокатываемого материала в прокатываемый материал вносится существенное натяжение полосы, которое, в частности, при горячем длинномерном прокате, таком как, например, при непрерывном производстве полосовой стали в комбинированных установках литья и прокатки, могут приводить к сужениям и/или разрывам в полосе. Возможность дальнейшего уменьшения натяжения полосы, соответственно, возможность установки глубины петли, в частности, динамически для различных рабочих условий, в публикации не указаны.
Для предотвращения недостатков указанного выше уровня техники, или же также для установок непрерывного изготовления стальной полосы в полубесконечном или бесконечном многоступенчатом способе горячей прокатки, в котором черновой прокатный стан и чистовой прокатный стан соединены друг с другом длинной предварительной полосой, до настоящего времени не известно удовлетворительного решения для развязки двух следующих друг за другом прокатный ступеней.
СУЩНОСТЬ ИЗОБРЕТЕНИЯ
В основу изобретения положена задача создания способа и устройства, с помощью которых простым образом возможна минимизация вплоть до полного предотвращения натяжения полосы прокатываемого материала между двумя следующими друг за другом прокатными клетями.
Эта задача решена для способа с помощью признаков п.1 формулы изобретения и для устройства с помощью признаков п.10 формулы изобретения.
В основе изобретения лежит понимание того, что минимизация, соответственно, устранение действующих на прокатываемый материал сил натяжения предпочтительно можно достигать тем, что на пути транспортировки между двумя следующими друг за другом и регулируемыми с помощью регулировочного устройства прокатными клетями вдоль участка пути предусмотрена впадина. В этой впадине образуется петля прокатываемого материала, глубина которой удерживается с помощью регулировочного устройства на значении, которое соответствует свободному прогибу прокатываемого материала на этом участке пути. Прогиб зависит по существу от материала, формы поперечного сечения и от температуры прокатываемого материала. Заявителями было установлено, что необходимо, в частности, закладывать в основу предпочтительно в реальном времени для расчета и регулирования в качестве задающей величины заданное значение глубины петли в зависимости от материала (например, химического состава), формы поперечного сечения (например, фактически возникающей толщины и ширины прокатываемого материала) и температуры. Кроме того, необходимо обеспечивать опору петли прокатываемого материала по меньшей мере вне среднего участка, который соответствует вершине петли прокатываемого материала, с целью уменьшения эффективной продольной длины петли прокатываемого материала и тем самым возникающих напряжений растяжения в прокатываемом материале до значения, равного почти нулю.
В одном предпочтительном варианте выполнения способа произведение из длины петли прокатываемого материала, глубины петли и толщины предварительной полосы удерживают на значении между 2х105 мм3 и 6х107 мм3.
В одном предпочтительном варианте выполнения способа транспортировочное устройство может быть образовано с помощью рольганга, который одновременно образует опору для петли прокатываемого материала. При такой опоре петля прокатываемого материала опирается по меньшей мере в одной точке опорной линии, которая задана линией кривизны свободного прогиба прокатываемого материала, на подлежащем перекрытию участке пути. Отдельные опорные элементы лежат ниже основной линии транспортировки (линии прохождения) прокатываемого материала. Она предпочтительно расположена на опорной линии, которая проходит параллельно, соответственно, равноудаленно эластичной линии свободного прогиба, т.е. она имеет ту же кривизну, соответственно, одинаково сильно изогнута. Это приводит к тому, что прокатываемый материал на основании своего собственного веса лежит в этой впадине, и происходит почти без натяжения укладка в эту впадину. Тем самым достигается, что в прокатной установке также при непрерывном способе производства на прокатываемую полосу не действует недопустимо большая нагрузка растяжения. За счет этого можно лучше выдерживать допуски на ширину и допуски на поперечное сечение. Больше не происходят нежелательные сужения или даже разрывы прокатываемого материала. При применении в качестве примера в комбинированной установке литья и прокатки процесс литья подвергается менее сильным влияниям со стороны процесса прокатки.
В одном предпочтительном варианте выполнения способа основные приводы прокатных клетей и при необходимости также приводные элементы регулируют так, что вершина петли прокатываемого материала удерживается на расстоянии 10-50 мм от соответствующего вершине ролика рольганга. Особенно предпочтительно расстояние составляет между 15 мм и 30 мм.
В одном предпочтительном варианте выполнения способа в рольганге каждая ось ролика расположена на одинаково большом расстоянии от опорной линии. За счет этого петля прокатываемого материала лежит по существу без натяжения в этой постели рольганга.
Целесообразно, когда отдельные ролики рольганга установлены с возможностью перестановки по высоте с помощью подъемного и опускающего устройства или же весь сегмент рольганга установлен с возможностью перестановки по высоте с помощью приводного устройства. За счет этого облегчается ввод начала полосы. Когда отдельные ролики рольганга установлены с возможностью сдвига по вертикальному положению с помощью отдельных приводов, то обеспечивается возможность очень хорошего согласования опорной линии с механическими свойствами изгиба прокатываемого материала. Натяжение полосы как во впадине, так и в непосредственной близости выше и ниже по потоку приблизительно равно нулю. Мешающие колебания натяжения и массового потока из прокатной установки почти не проходят в литейную установку. В зависимости от свойств материала может быть предпочтительным, когда петля на входе и/или на выходе из впадины отдавливается вниз с помощью прижимного ролика.
Целесообразно, когда регулировочное устройство задает форму «петли рольганга», при которой образуется лишь очень короткий свободно свисающий участок петли. За счет этого достигается, что почти отсутствует мешающая сила тяжести провисающей петли. В этом случае в прокатной установке натяжение петли по потоку перед, после и в петле рольганга приблизительно равно нулю.
Для измерения глубины петли прокатываемого материала можно использовать различные измерительные устройства, например, сами по себе известные работающие без соприкосновения или с соприкосновением измерительные устройства. Измеряемое значение глубины петли подают в регулировочное устройство. В регулировочном устройстве реализован алгоритм моделирования и регулирования. За счет учета глубины петли можно с помощью регулировочного устройства определять соответствующие корректуры для скорости прокатки в зависимости от процесса прокатки и задавать их подводящим и/или отводящим прокатным клетям. Колебания массового потока на входе, соответственно, выходе рольганга за счет изменения глубины петли измеряются предпочтительно в реальном времени или близко к реальному времени и тем самым могут быть непосредственно компенсированы.
Поставленная в начале задача решена также с помощью устройства, в котором согласно изобретению рольганг образует опору петли прокатываемого материала по меньшей мере в одном лежащем не посредине участке участка пути, при этом опорная линия рольганга на этом участке соответствует цепной линии свободного прогиба.
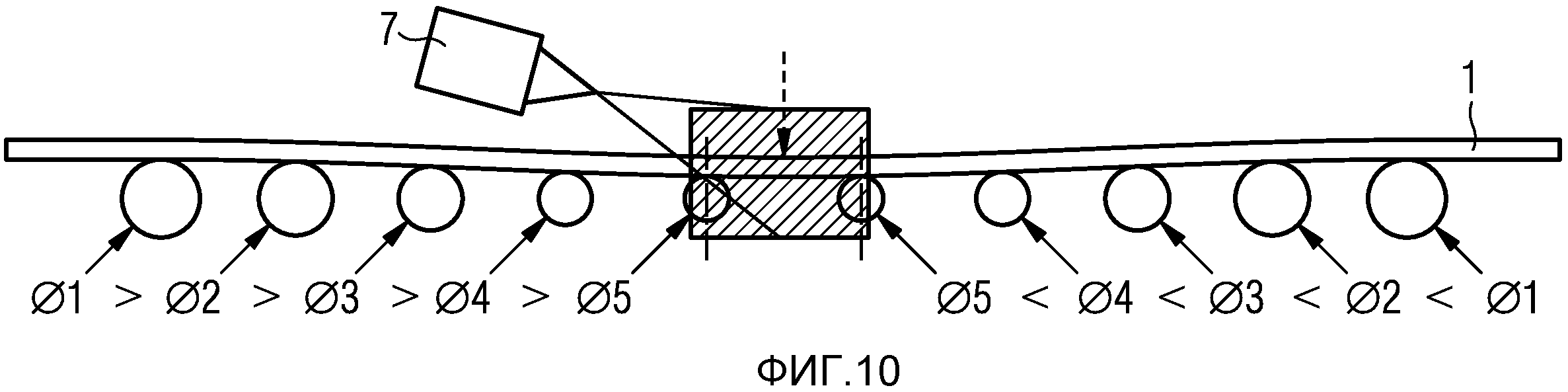
В одном предпочтительном варианте выполнения может быть предусмотрено, что транспортировочное устройство является рольгангом, который образует во впадине опору петли прокатываемого материала. Впадина образована за счет расположения роликов рольганга, при этом при рассматривании в направлении транспортировки на участке пути расположены ролики с все более уменьшающимся диаметром, а затем ролики с все больше увеличивающимся диаметром.
В другом предпочтительном варианте выполнения изобретения может быть предусмотрено, что впадина транспортировочного устройства образована двумя примыкающими друг к другу участками транспортировочного устройства, например двумя поворотными сегментами рольганга. При этом конструкция может быть выполнена так, что обеспечивается возможность поворота участков рольганга вокруг соответствующей поворотной оси, которая расположена на удаленном от места стыковки сегментов конце. Таким образом, можно также создавать углубление в горизонтальной плоскости транспортировки транспортировочного устройства, в котором возможно образование петли прокатываемого материала. Опора предпочтительно происходит снова на опорной линии и разгружает петлю от собственного веса.
При практическом применении было установлено, что целесообразно, когда с помощью регулировочного устройства вершина петли прокатываемого материала удерживается на расстоянии меньше 50 мм от лежащего противоположно ролика на углубленном участке роликов.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Другие предпочтительные варианты выполнения, подробности и модификации изобретения следуют из приведенного ниже подробного описания изобретения со ссылками на прилагаемые чертежи, на которых изображено:
фиг. 1 - пример выполнения изобретения со свободно висящей петлей прокатываемого материала;
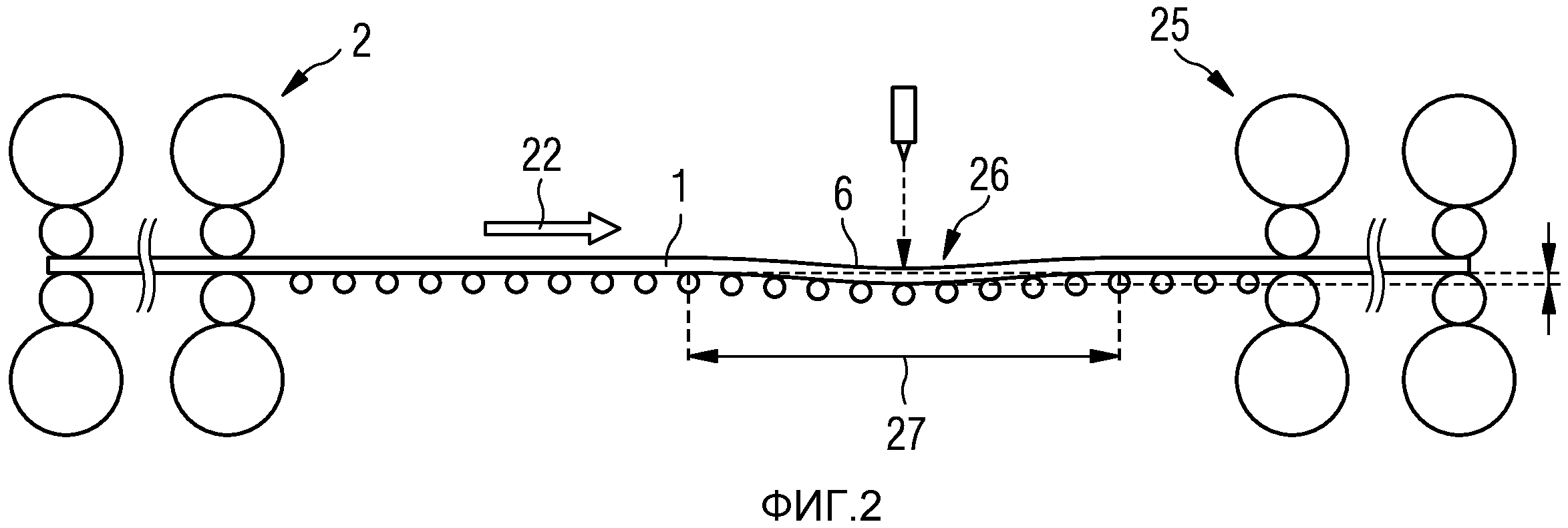
фиг. 2 - пример выполнения изобретения, при этом петля прокатываемого материала заделана в роликовую постель;
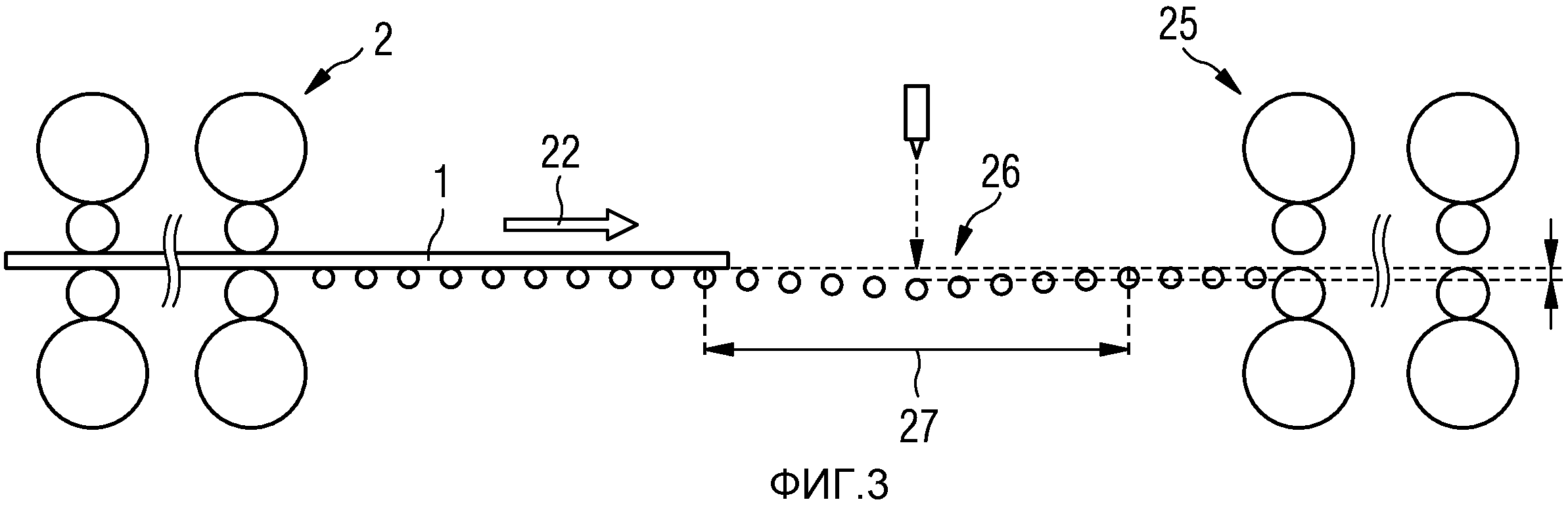
фиг. 3 - система согласно фиг. 2, при этом лишь подающая прокатная клеть находится в контакте с прокатываемым материалом;
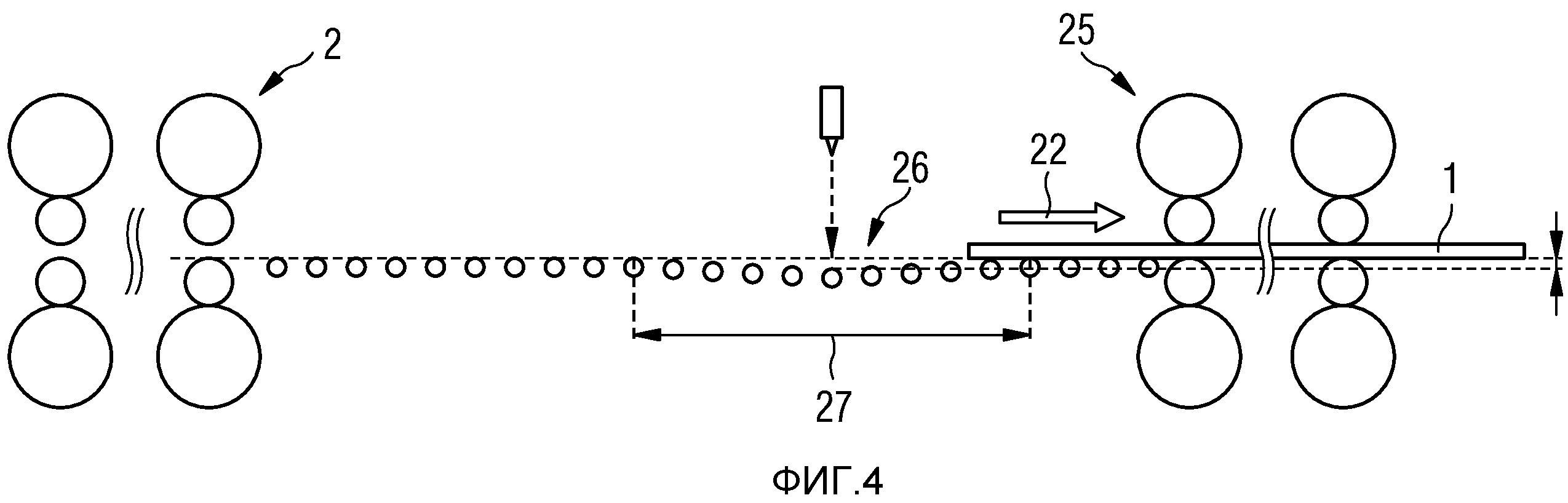
фиг. 4 - система согласно фиг. 2, при этом лишь принимающая прокатная клеть находится в контакте с прокатываемым материалом;
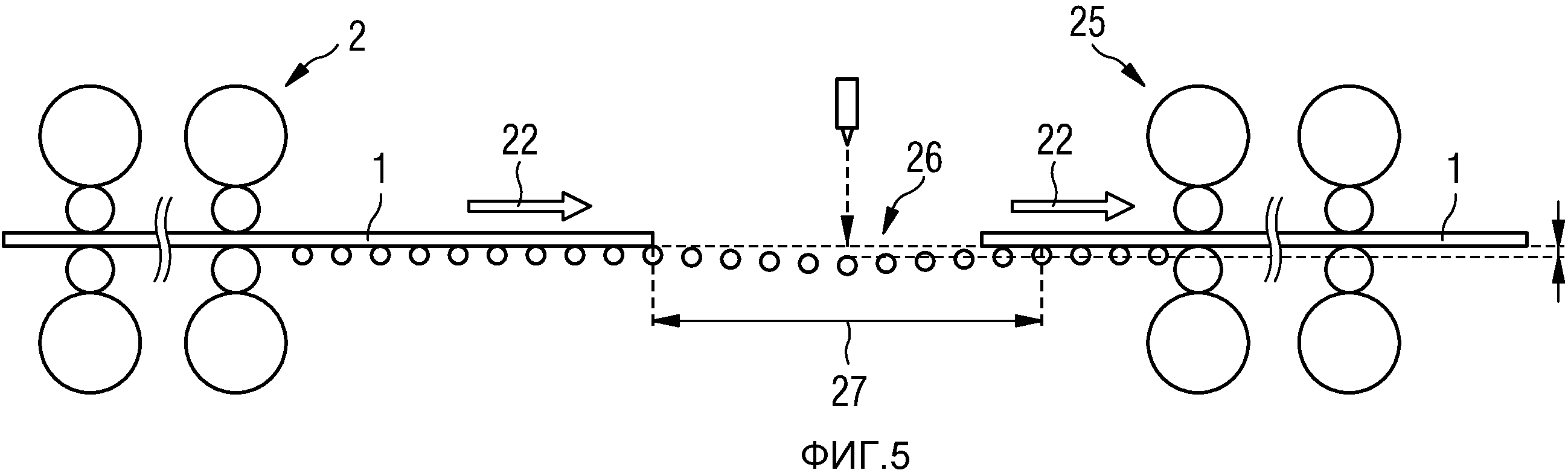
фиг. 5 - система согласно фиг. 2, при этом как подающая, так и принимающая прокатная клеть находятся в контакте с прокатываемым материалом;
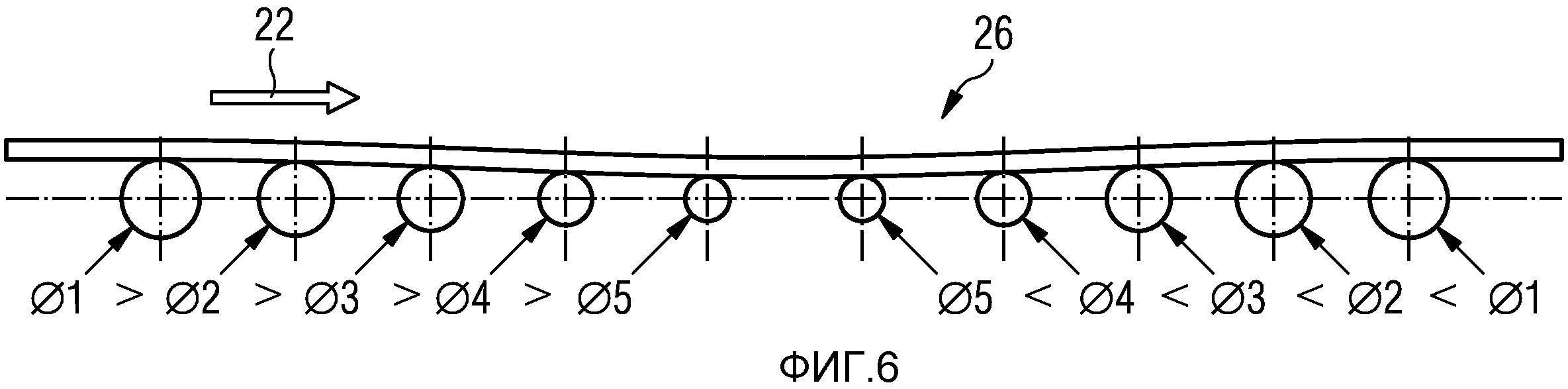
фиг. 6 - другой пример выполнения изобретения, в котором впадина образована роликами, диаметр которых при рассматривании в направлении транспортировки сначала уменьшается, а затем снова увеличивается;
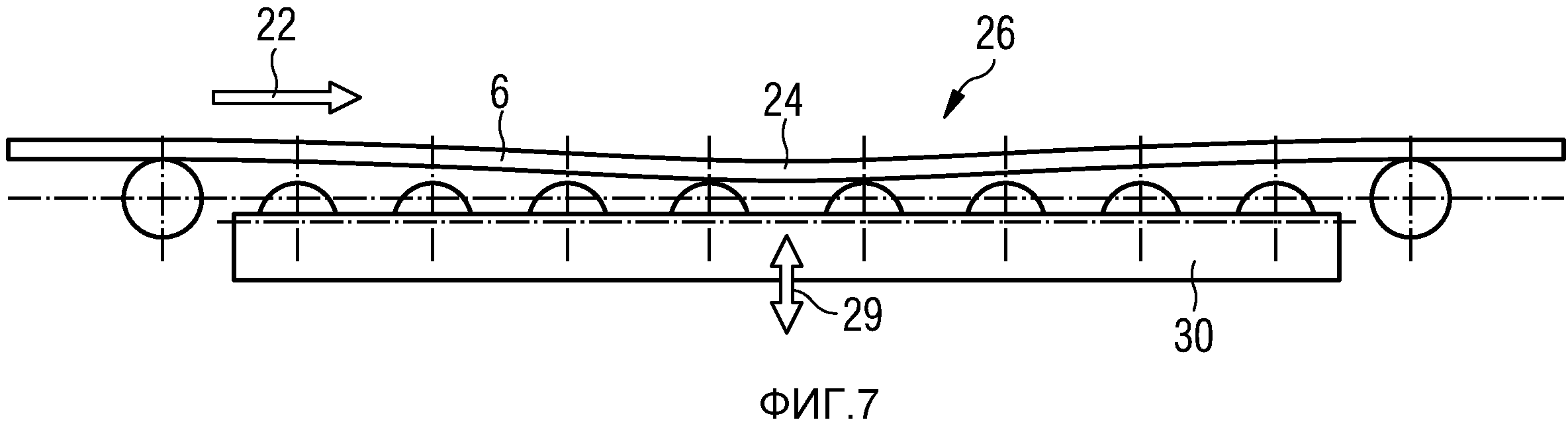
фиг. 7 - другой вариант выполнения с вертикально опускаемым роликовым сегментом;
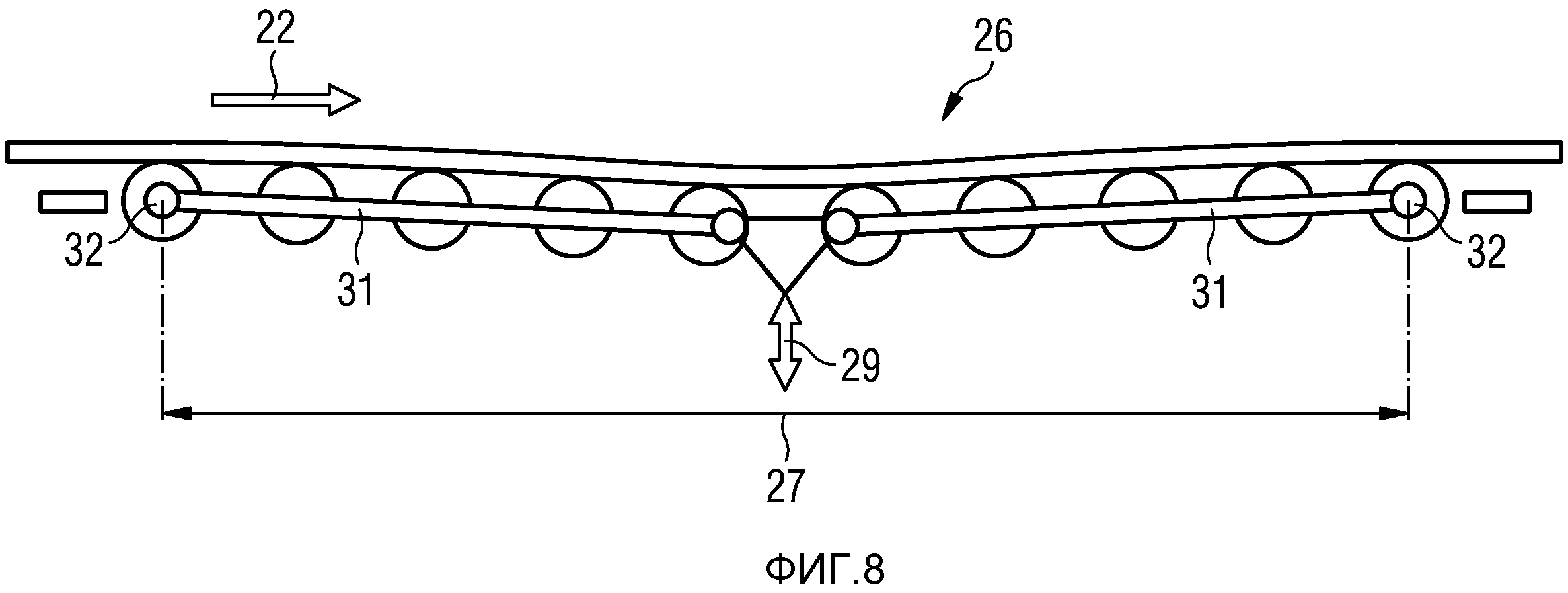
фиг. 8 - другой вариант выполнения с двумя поворотными роликовыми сегментами;
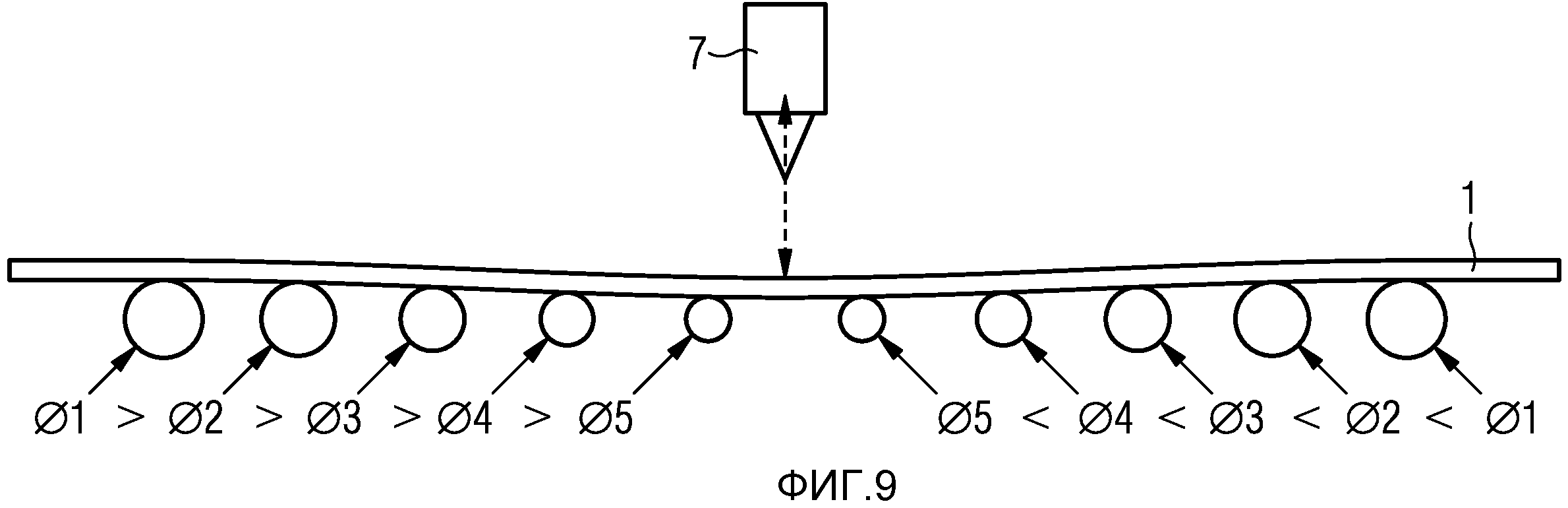
фиг. 9 - пример выполнения изобретения, в котором глубину петли во впадине измеряют с помощью устройства измерения расстояния;
фиг. 10 - пример выполнения изобретения, в котором глубину петли во впадине измеряют с помощью устройства с камерой;
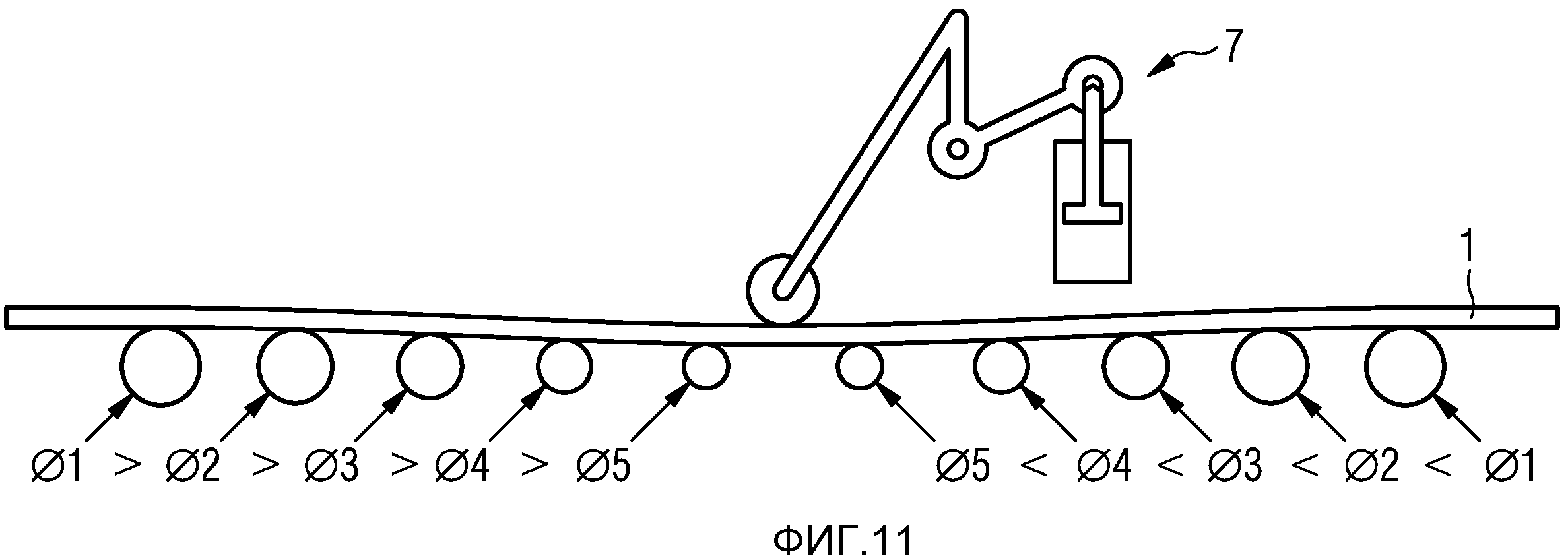
фиг. 11 - пример выполнения изобретения, в котором глубину петли во впадине измеряют с помощью входящего в соприкосновение измерительного устройства в соединении с измерением угла поворота и/или измерением положения;
фиг. 12 - блок-схема использования регулировочного устройства в вышестоящем планировании производства;
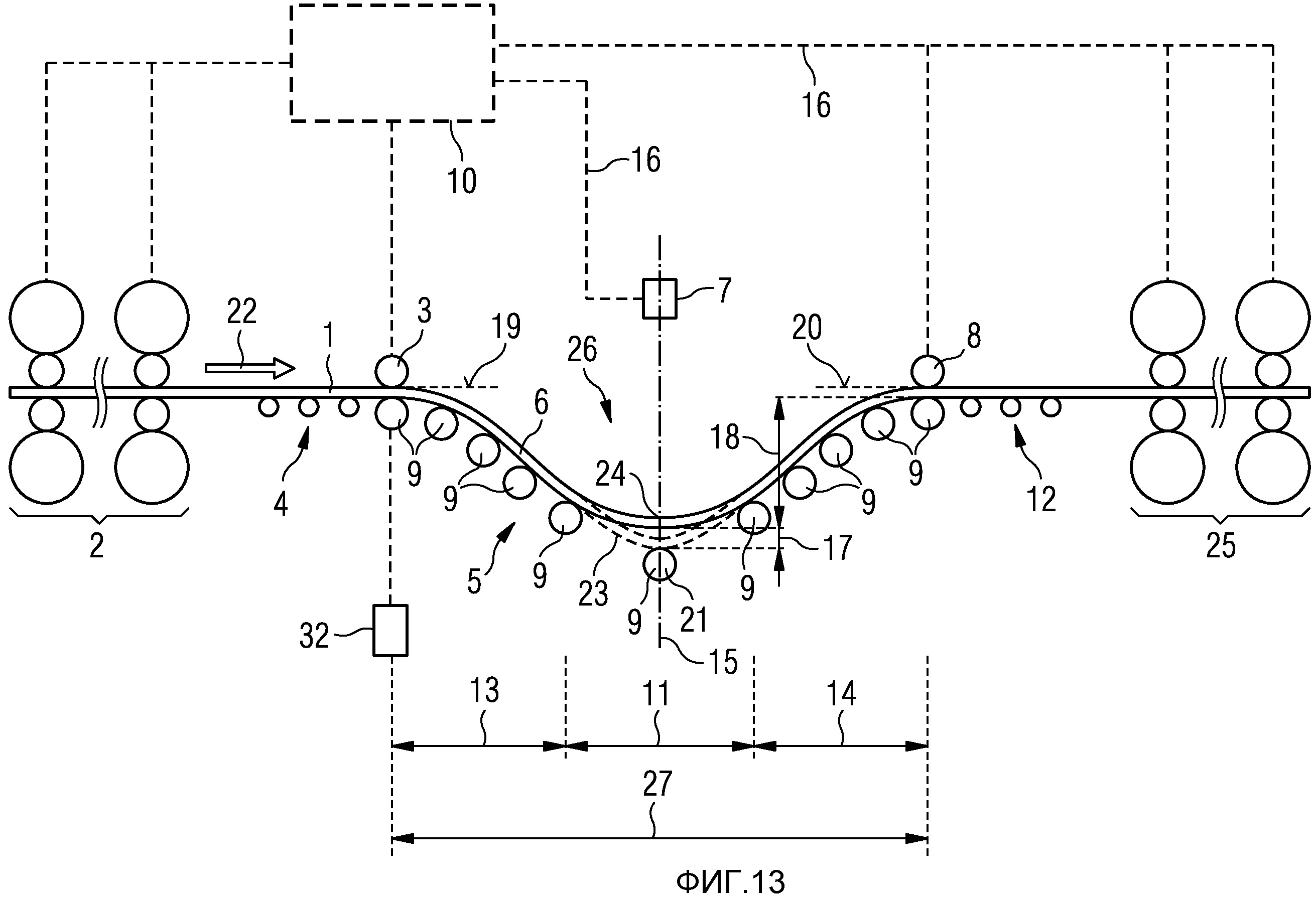
фиг. 13 - пример выполнения, в котором петля прокатываемого материала опирается на ролики рольганга, которые установлены с возможностью перестановки по высоте с помощью приводного приспособления.
РЕАЛИЗАЦИЯ ИЗОБРЕТЕНИЯ
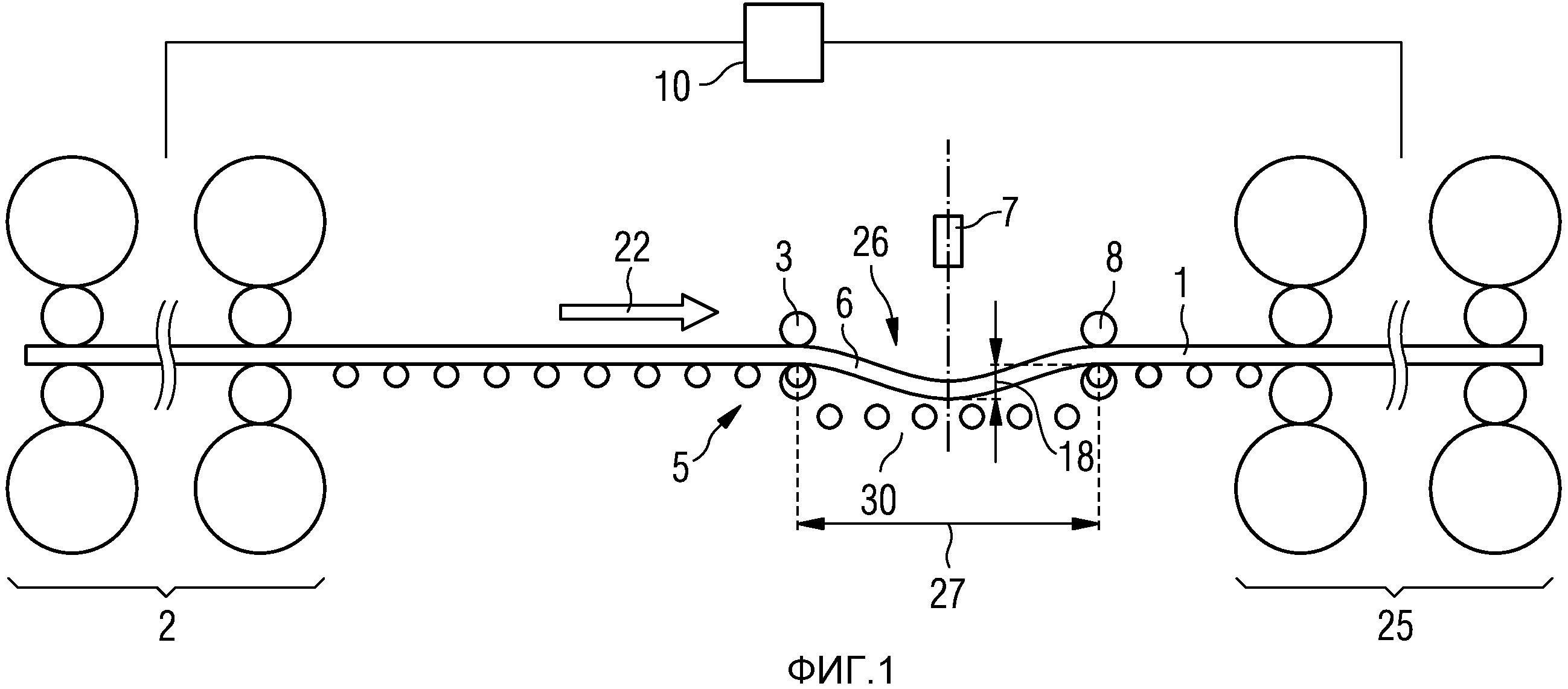
Лежащий в основе изобретения принцип действия поясняется сначала со ссылками на фиг. 1. На фиг. 1 показана подающая прокатная клеть 2 и отводящая прокатная клеть 25, из которых каждая находится в контакте с прокатываемым материалом 1. Управление прокатными клетями 2, 25 осуществляется с помощью регулировочного устройства 10. Между обеими прокатными клетями 2, 25 показано транспортировочное устройство 5, которое выполнено в виде рольганга. Этот рольганг 5 имеет участок 27 пути, на котором показан опускаемый сегмент 30 рольганга. При вводе прокатываемого материала 1 этот сегмент 30 рольганга находится заподлицо с плоскостью транспортировки. Во время прокатки, при которой как прокатная клеть 2, так и прокатная клеть 25 находятся в контакте с прокатываемым материалом 1, с целью развязки прокатных клетей 2, 25 сегмент 30 рольганга опускается вниз, так что во впадине 26 образуется петля 6 прокатываемого материала. Как будет более подробно пояснено ниже согласно изобретению регулируют глубину 18 этой петли 6 прокатываемого материала так, что она соответствует свободному прогибу на участке 27 пути. При этом под свободным прогибом следует понимать прогиб свободно отрезанного с обеих сторон участка прокатываемого материала 1, который лежит на концевых сторонах без трения.
На фиг. 2 также показана транспортировочная впадина между двумя находящимися в контакте с прокатываемым материалом 1 прокатными клетями 2, 25. В отличие от фиг. 1 здесь впадина 26 выполнена так, что петля 6 прокатываемого материала опирается на ролики. Опорная линия снова соответствует свободному прогибу. Этот прогиб на участке 27 зависит по существу от толщины, температуры и материала прокатываемой полосы 1. В рассматриваемых здесь примерах выполнения толщина прокатываемой полосы 1 лежит, например, между 8 мм и 20 мм.
На фиг. 3 и 4 показана невзаимосвязанная отдельная работа прокатных клетей 2, 25, при этом на фиг. 3 прокатываемая полоса 1 входит в транспортировочную впадину 26, а на фиг. 4 снова выходит из нее.
На фиг. 5 показана невзаимосвязанная одновременная работа прокатных клетей 2, 25, при этом принимаемая прокатываемая полоса находится в контакте с прокатной клетью 25, подаваемая прокатываемая полоса находится в контакте с подающей прокатной клетью 2.
На фиг. 6 показан другой возможный вариант выполнения изобретения. Транспортировочная впадина 26 образована за счет того, что участок 27 пути образован роликами, диаметр которых при рассматривании в направлении транспортировки сначала уменьшается, а затем снова увеличивается. За счет этого в транспортировочной плоскости возникает углубление. Петля прокатываемого материала укладывается в это углубление и поддерживается снизу. Опора осуществляется по опорной линии, которая задана линией соединения точек соприкосновения роликов на этом участке. Согласно изобретению опорная линия выполнена в соответствии с жесткостью на изгиб прокатываемой полосы.
На фиг. 7 показан другой возможный вариант выполнения устройства согласно изобретению. Здесь предусмотрена возможность опускания сегмента 30 рольганга с помощью не изображенного установочного приспособления 29 относительно плоскости транспортировки. Опускание можно выполнять настолько, что возникает свободно висящая петля, или же, как показано на фиг. 7, лишь настолько, что вершина 24 петли 6 прокатываемого материала получает опору.
На фиг. 8 показан другой вариант выполнения устройства согласно изобретению. Углубление в плоскости транспортировки образовано здесь с помощью участков 31 рольганга, которые установлены с возможностью поворота вниз вокруг соответствующей оси 32 с помощью установочного приспособления 29.
Измерительное устройство 7 для измерения глубины 18 петли может быть выполнено в виде измерителя расстояния (см. фиг. 9), системы с камерой (см. фиг. 10) или же в виде соприкасающегося с прокатываемой полосой сверху ролика в соединении с измерением угла поворота, соответственно, измерения положения (см. фиг. 11). Предпочтительно соприкасающийся ролик может быть одновременно выполнен в виде прижимного ролика, который наряду с измерением глубины 18 петли одновременно отжимает петлю в углубление. Понятно, что показанные здесь способы измерения можно выполнять также снизу прокатываемой полосы 1 или сбоку.
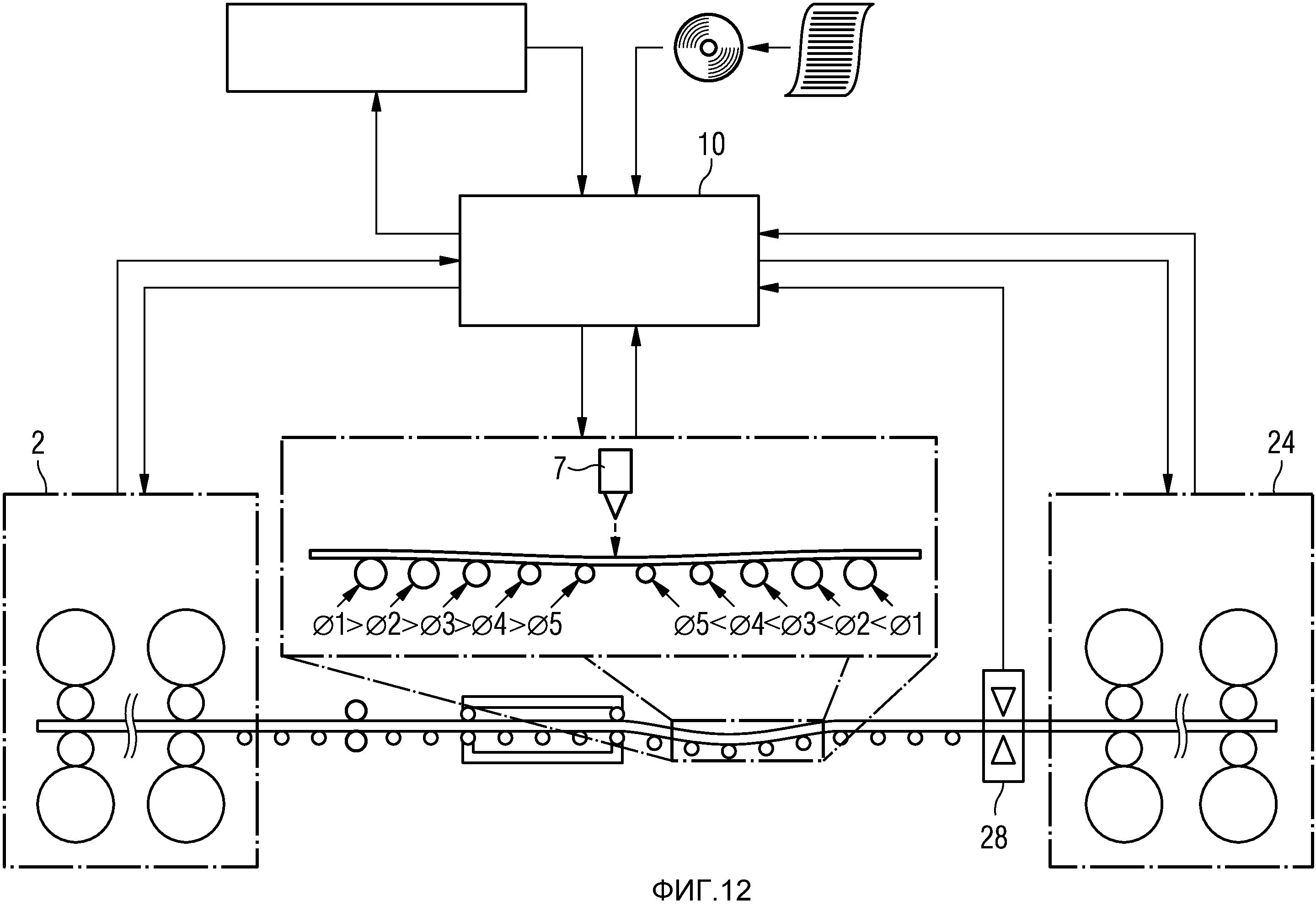
На фиг. 12 показана блок-схема, в которой показано включение регулировочного устройства 10 в вышестоящее планирование производства с символично изображенными запоминающими устройствами. Большие расстояния между двумя следующими друг за другом, подлежащими развязке прокатными клетями, а также возможно расположенные между ними обрабатывающие прокатываемый материал устройства, такие как, например, устройства разделения полосы, устройства растяжения полосы и/или устройства нагревания полосы, могут требовать установки соответствующих комплектов приводных роликов. Это изображено на фиг. 12. Изображенные комплекты приводных роликов выполнены так, что расположенные на стороне входа комплекты приводных роликов ориентируют прокатываемый материал в направлении подающей прокатной клети, расположенные на стороне выхода комплекты приводных роликов ориентируют прокатываемый материал в направлении принимающей прокатной клети. На фиг. 12 показана типичная система с устройством нагревания полосы, в которой часть прокатываемого материала с наименьшей жесткостью на растяжения и/или изгиб, в случае горячекатаной полосы наиболее горячая часть, определяет оптимальное положение и форму транспортировочной впадины.
На фиг. 13 показан вариант выполнения устройства согласно изобретению, в котором вертикальное расположение роликов транспортировочного устройства выбрано так, что точки соприкосновения между прокатываемым материалом и роликом лежат на опорной линии, которая соответствует линии кривизны, называемой также цепной линией, свободного прогиба прокатываемого материала на участке 27 пути. На фиг. 13 показаны две прокатные группы, группа черновых клетей 2 и группа чистовых клетей 25, прокатная скорость которых задается с помощью регулировочного устройства 10. Прокатываемый материал 1 является горячекатаной полосой. Стрелка 22 указывает направление массового потока. Когда прокатываемый материал 1 покидает последнюю прокатную клеть группы 2 черновых клетей с высокой температурой обычно больше 1100°С, то он особенно чувствителен относительно нагрузки растяжения. Слишком большое натяжение полосы может приводить в горячекатаной полосе к нежелательным сужениям в предварительной полосе, за счет чего не может больше выдерживаться допуск на ширину. В экстремальном случае эта предварительная полоса может быть в процессе изготовления надорвана или даже разорвана. Поэтому, как уже указывалось в начале, необходимо развязывать скорости обеих прокатных клетей или прокатных ступеней 2, 25, поскольку невозможно прокатную клеть одновременно также использовать в качестве регулирующего натяжение полосы элемента. Скорость в таких установках задает литейная установка (не изображена на фиг. 13), которая расположена по потоку перед прокатной клетью 2.
Развязка массового потока достигается согласно изобретению, с помощью впадины 26 которая в противоположность петле в накопителе полосы имеет намного меньшую глубину. В этой впадине 26 образуется так называемая петля рольганга, т.е. горячекатаная полоса направляется возможно дальше с опорой. Лишь на коротком участке 11 пути в середине может происходить при регулировании массового потока образование гравитационной петли. Заявителями было установлено, что за счет такой петли рольганга на прокатываемый материал 1 почти не воздействует натяжение полосы.
На фиг. 13 горячекатаная полоса 1 сначала проходит через несколько черновых клетей 2. Примерно в выходной плоскости 19 последней прокатной клети 2 роликовый стол 4 транспортирует горячекатаную полосу к первому приводному элементу 3. После первого приводного элемента 3 прокатываемый материал 1 попадает на выполненный в соответствии с изобретением рольганг 5. Этот рольганг 5 не плоский, а проходит вниз относительно выходной плоскости черновых клетей 2 в виде впадины 26. Опускание прокатываемого материала 1 может быть обусловлено просто силой тяжести, однако может быть также принудительным при толстом прокатываемом материале с помощью отжимающего вниз ролика. После опускания горячекатаная полоса 1 снова направляется по рольгангу вверх. Петля 6 прокатываемого материала имеет при этом непрерывную кривизну. Выходящий в конце рольганга 5 из впадины 26 прокатываемый материал 1 попадает далее во второй приводной элемент 8, который лежит примерно в плоскости 20 входа второго роликового стола 12. Затем прокатываемый материал 1 входит в чистовой прокатный стан 25.
При входе в чистовой прокатный стан 25 горячекатаная полоса 1 может еще иметь температуру вплоть до 1250°С. Как указывалось выше, эта высокая температура делает горячекатаную полосу 1 чувствительной относительно нагрузки растяжения. Регулировочное устройство 10 обеспечивает развязку скоростей, так что на рольганге 5 преобладает почти нулевое натяжение полосы.
Скорость вращения роликов приводных элементов 3, 8 регулируется с помощью регулировочного устройства 10 точно так, что массовый поток все время удерживается постоянным, однако временные колебания за счет петлеобразной формы горячекатаной полосы компенсируются. Горячекатаная полоса 1 либо лежит с соприкосновением на всех роликах 9 рольганга 5, либо слегка приподнята в средней зоне 11 выемки 26 с опорных роликов, посредством образования там за счет регулирования скорости вращения основных приводов прокатных клетей или роликовых приводных элементов гравитационной петли.
Как показано на фиг. 13, оси роликов 9, которые лежат на проходящей параллельно опорной линии 23 линии, расположены симметрично вертикали 15. За счет этого возникает по существу симметричная относительно вертикали 15 петля 6 прокатываемого материала. Опорная линия 23 соответствует цепной линии свободного прогиба.
Форма петли 6 прокатываемого материала в показанном примере измеряется с помощью бесконтактного измерительного устройства 7. В данном случае это оптический детектор, однако может быть, как указывалось выше, выполнено также по-другому. При этом детектор 7 измеряет глубину 18 петли, соответственно, расстояние между вершиной 24 петли 6 прокатываемого материала и лежащим противоположно вершине 24 роликом 21. Измерительное значение детектора 7 подается через соединительные провода 16 в регулировочное устройство 10. Регулировочное устройство 10 соединено также через соединительные провода 16 с прокатными клетями прокатной группы 2 и прокатными клетями чистовой группы 25, а также с приводными элементами 3, 8. Оно управляет этим приводным блоком так, что дуга петли 6 прокатываемого материала либо полностью лежит на роликах 9 рольганга 5, либо в зоне вершины слегка приподнята с лежащих ниже роликов 9. При этом особенно предпочтительным является расстояние меньше 30 мм. Когда зона вокруг вершины 24 петли приподнята с опорных роликов 9, то в зоне 11 возникает гравитационная часть петли, которая с помощью регулировочного устройства 10 удерживается возможно короткой. Другими словами, за счет чувствительного регулирования петля 6 прокатываемого материала имеет почти по всему пути транспортировки контакт соприкосновения с роликами 9. С помощью регулировочного устройства 10 обеспечивается, что участки 13 и 14 являются намного большими по сравнению со средним участком 11, и за счет этого обеспечивается желаемая минимизация натяжения полосы между прокатными клетями 21, 22, соответственно, между приводными элементами 3, 8.
За счет изобретения на предварительную полосу 1 воздействует по существу лишь очень небольшое мембранное напряжение. Благодаря изобретению можно при непрерывном создании стальной полосы надежно предотвращать изменение формы горячекатаной полосы 1, такого как сужения или даже разрывы.
Вертикальное положение роликов 9 в рольганге 5 может быть неизменно заданным, или же, как показано схематично на фиг. 13, устанавливаться по отдельности с помощью согласованных с соответствующими роликами приводных приспособлений 32 (например, одного приводного приспособления для каждого ролика).
Когда собственный вес предварительной полосы является недостаточным для обусловленного силой тяжести опускания в рольганге 5 (что может иметь место при толстых полосах или слябах), то прокатываемый материал можно вдавливать в углубление рольганга с помощью действующего вниз прижимного ролика (не изображен на фиг. 13).
Особенно предпочтительным является применение данного изобретения в полностью непрерывных или бесконечно работающих установках (комбинированных установках литья и прокатки с бесконечным производством полосы), поскольку в установках этого типа до настоящего времени не известна удовлетворительная развязка скоростей.
ПЕРЕЧЕНЬ ПОЗИЦИЙ
1 Прокатываемый материал, горячекатаная полоса
2 Подающая прокатная клеть, черновые прокатные клети
3 Приводной элемент
4 Роликовый стол на выходе прокатной клети 2
5 Транспортировочное устройство, рольганг
6 Петля прокатываемого материала, петля рольганга
7 Измерительное устройство
8 Приводной элемент
9 Ролики рольганга 5
10 Регулировочное устройство
11 Средняя зона, гравитационная петля
12 Роликовый стол на входе чистовой группы 25
13 Входной участок
14 Выходной участок
15 Вертикаль
16 Электрические соединительные провода
17 Расстояние
18 Глубина петли
19 Выходная плоскость
20 Входная плоскость
21 Ролик, лежащий противоположно 24
22 Стрелка (направление массового потока, направление транспортировки)
23 Опорная линия
24 Вершина
25 Выходной прокатный блок, чистовые клети
26 Впадина в рольганге 5
27 Участок пути, длина петли прокатываемого материала
28 Устройство для измерения прокатываемого материала
29 Установочное приспособление, приспособление для поднимания и опускания
30 Сегмент рольганга
31 Сегмент рольганга
32 Приводное приспособление
Способ восстановления на основе риформинг-газа с пониженными выбросами no
Способ и устройство для загрузки в плавильный агрегат
Способ и устройство для получения восстановительного газа из генераторного газа
Кристаллизатор для непрерывной разливки с круглым или многоугольным поперечным сечением
Способ очистки газового потока, нагруженного пылью
Прокатная клеть для изготовления катаной полосы
Охлаждающее устройство для горячего насыпного материала
Способ и устройство для изготовления прессованных изделий
Опора и вращающийся ввод для охлаждаемого ролика
Начальная часть, головка затравки и затравка для установки непрерывной разливки для отливки предварительного профиля
Способ и устройство для восстановления содержащих железную руду шихтовых материалов или для производства чугуна или жидких стальных полуфабрикатов
Способ восстановления на основе риформинг-газа с рециркуляцией восстановительных газов и декарбонизацией части отходящего газа, использованного в качестве горючего газа для риформинг-установки
Способ восстановления на основе риформинг-газа с пониженными выбросами no
Способ и устройство для загрузки в плавильный агрегат
Способ и устройство для получения восстановительного газа из генераторного газа
Кристаллизатор для непрерывной разливки с круглым или многоугольным поперечным сечением
Способ очистки газового потока, нагруженного пылью
Прокатная клеть для изготовления катаной полосы
Охлаждающее устройство для горячего насыпного материала
Способ и устройство для изготовления прессованных изделий

