ИНСТРУМЕНТ ДЛЯ ОБРАБОТКИ СВЕТОВОДОВ
Вид РИД
Изобретение
Данное изобретение относится к инструменту для обработки, в частности для оконцовки световодов (окончательной установки штекеров на концы световодов), имеющему по меньшей мере один или несколько обжимных штампов для обжима по меньшей мере одного или нескольких световодов со штекерами и обрезной механизм для обрезки концов световода или световодов.
Инструменты такого типа известны, например, из патентного документа DE 19842122 С2 или DE 10056780 A1.
Однако необходима дальнейшая оптимизация известных инструментов, во-первых, с точки зрения обращения с ними и, во-вторых, с точки зрения выполнения обрезки, обеспечивающей разрезание световодов.
Задача настоящего изобретения состоит в решении указанных проблем. В изобретении эта задача решена благодаря объекту пункта 1 формулы.
В соответствии с изобретением инструмент дополнительно обладает одной или двумя из приведенных ниже особенностей:
a) обрезной механизм предназначен для обрезки концов световодов в процессе или после обжима световода (световодов), при этом обрезка концов световодов осуществляется за счет того же приводного движения, которое обеспечивает обжим, и/или
b) в процессе обрезки, обеспечивающей разрезание световода или световодов, обрезной механизм удерживает по меньшей мере один световод под воздействием растягивающих сил и под углом к продольной оси световода, уложенного в штекер.
В соответствии с признаком a) значительно упрощается работа с инструментом. Это особенно целесообразно в случае, когда инструмент выполнен в виде ручных клещей, поскольку в этом случае обжим и обрезку световода или световодов можно выполнить одним движением запястья.
В соответствии с признаком b) обрезку световода осуществляют особенно аккуратно, так как наличие предварительного напряжения позволяет получить особенно чистую поверхность реза.
Обрезка, как правило, выполнена настолько качественно, что отпадает необходимость в дополнительном полировании поверхности среза световода.
Наиболее целесообразно объединять оба признака а) и b) изобретения.
Инструмент становится универсальным в том случае, если он содержит устройства для осуществления следующих операций: "снятие оболочки со световодов", "обжим штекеров со световодами", "обрезка световодов на требуемую длину" и "обжим кабельного зажима, предназначенного для разгрузки кабеля от натяжения и предусмотренного на корпусе, предназначенном для установки штекеров".
Инструмент, выполненный в виде ручных клещей, имеет две ручки, установленные с возможностью взаимного относительного движения, и одну головку, причем головка клещей имеет две обрабатывающие губки, которые выполнены с возможностью взаимного относительного движения, в данном случае с возможностью поворота и перехода в разомкнутое и сомкнутое положение, и которые в результате подобного взаимодействия образуют зев клещей, причем внутри обрабатывающих губок или на них предусмотрены устройства для осуществления одной или нескольких из вышеназванных операций.
В частности, данные устройства предпочтительно содержат два ножа для снятия оболочки, закрепленные на боковой поверхности обрабатывающих губок и имеющие соответствующие зоны резания. Таким образом, операция снятия оболочки осуществляется устройством, предпочтительно выполненным за одно целое с инструментом, и снятие оболочки можно произвести без проблем.
Другие предпочтительные варианты изобретения приведены в остальных зависимых пунктах формулы изобретения.
Ниже представлено более подробное описание изобретения на основании некоторых вариантов осуществления со ссылкой на прилагаемые чертежи, на которых изображено следующее.
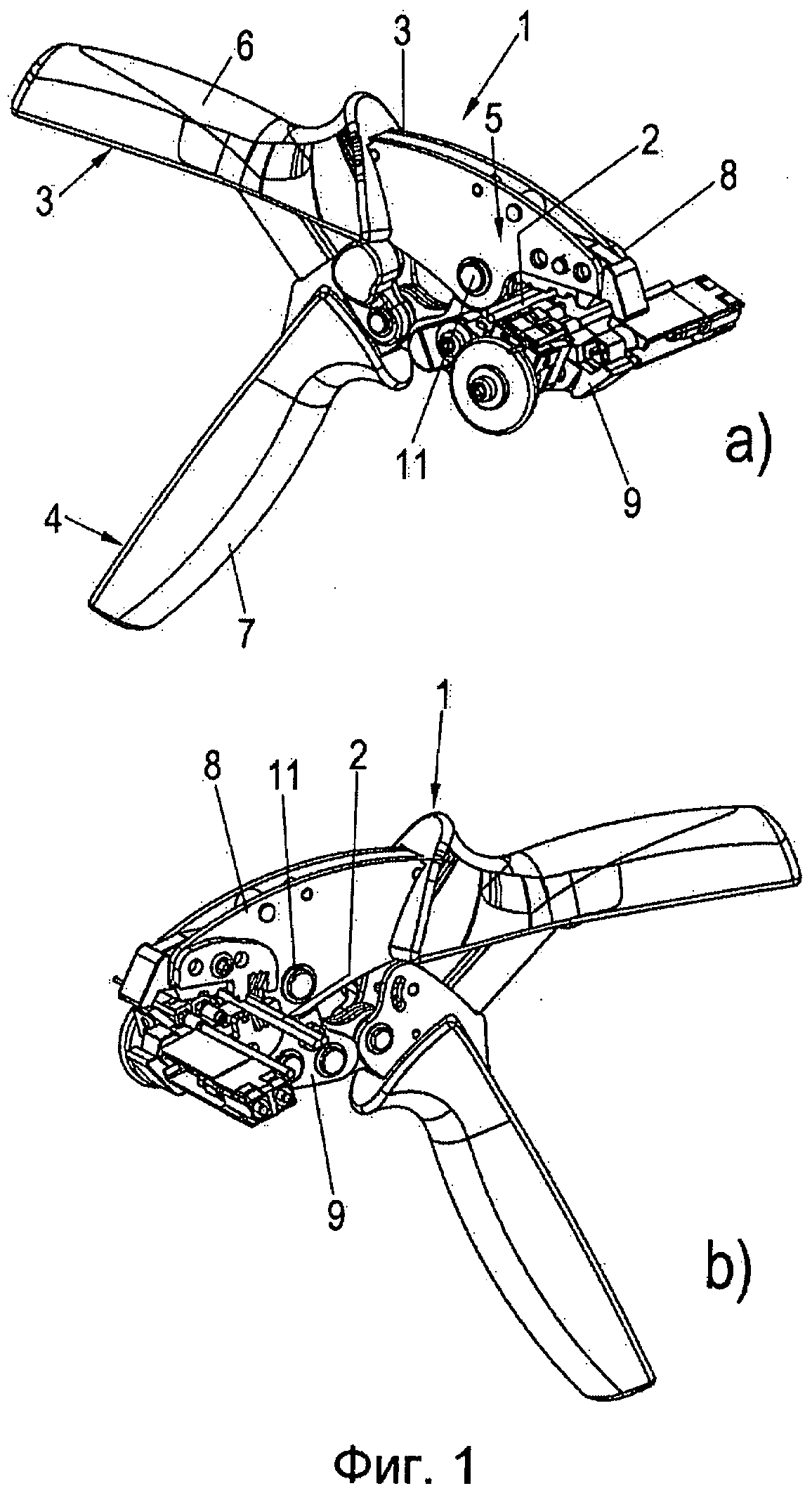
На фиг.1a и 1b представлены различные аксонометрические виды инструмента, выполненного в виде ручных клещей, для обработки, в частности для оконцовки световодов с установкой штекерного разъема.
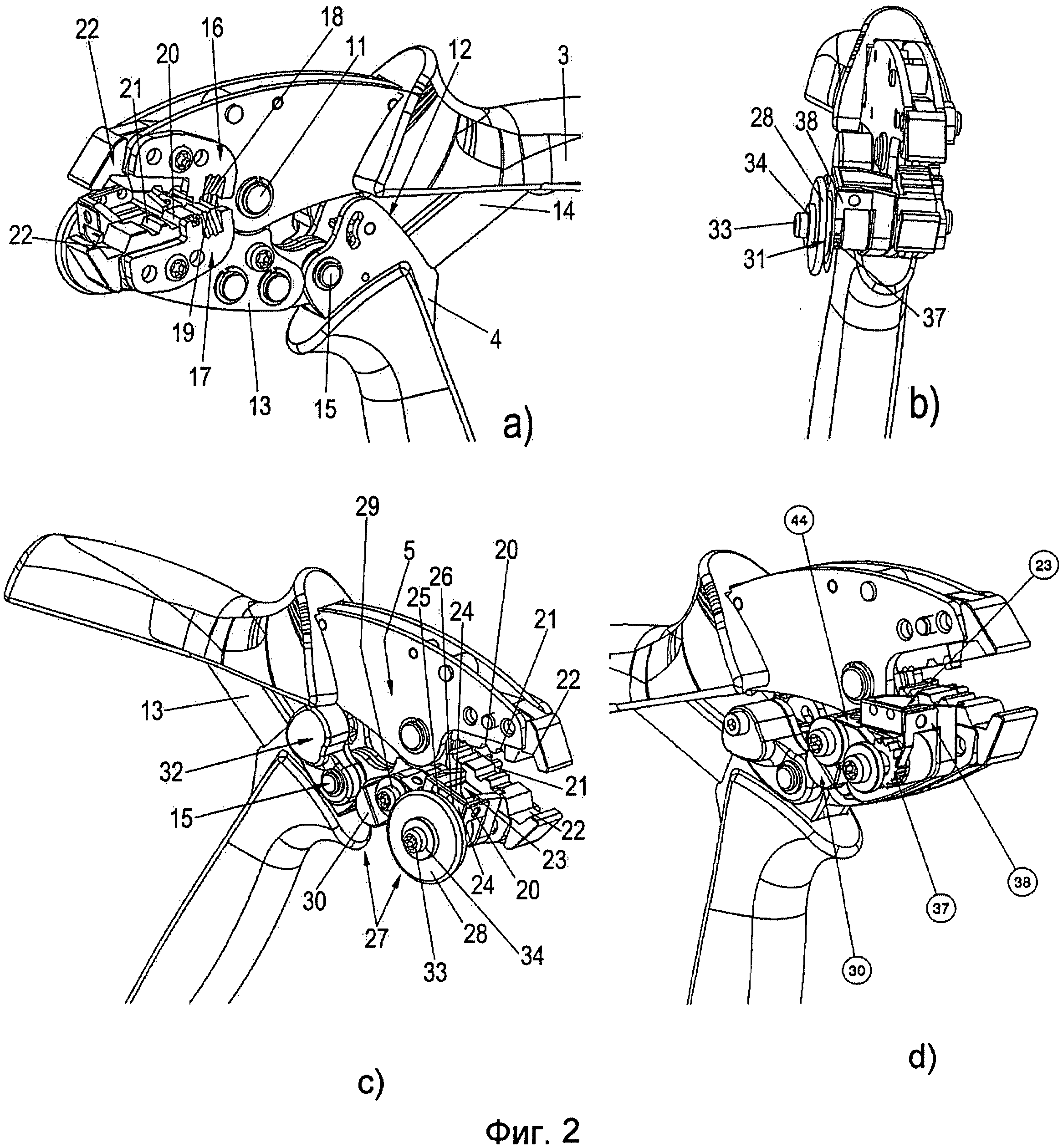
На фиг.2a-2d в аксонометрии изображены различные части ручных клещей, показанных на фиг.1.
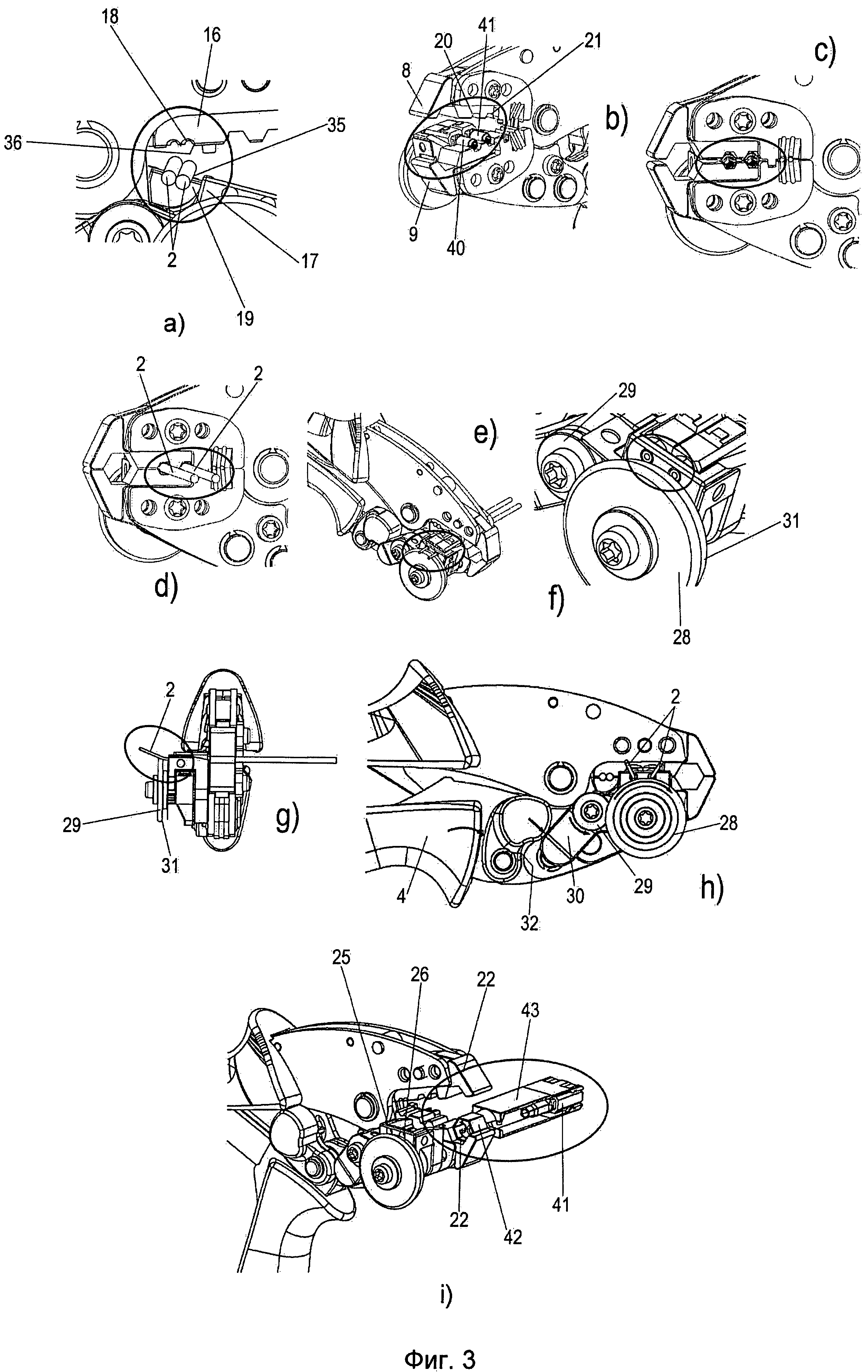
На фиг.3a в аксонометрии изображена часть инструмента с фиг.1, предназначенная для снятия оболочки со световодов.
Фиг.3b-3i иллюстрирует процесс оконцовки световодов с установкой штекерного разъема.
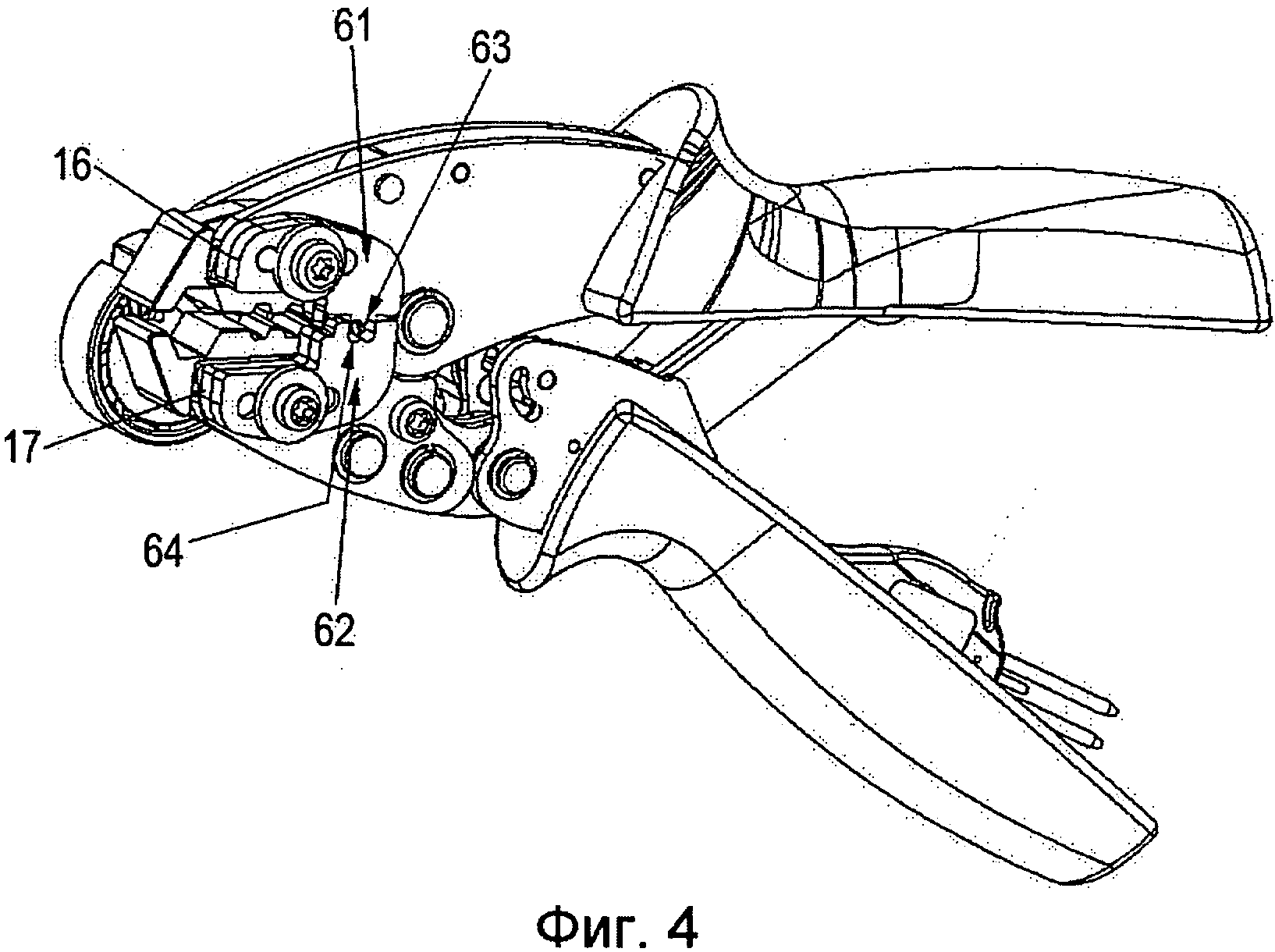
На фиг.4 в аксонометрии изображен еще один инструмент, выполненный в виде ручных клещей, для обработки, в частности для оконцовки световодов.
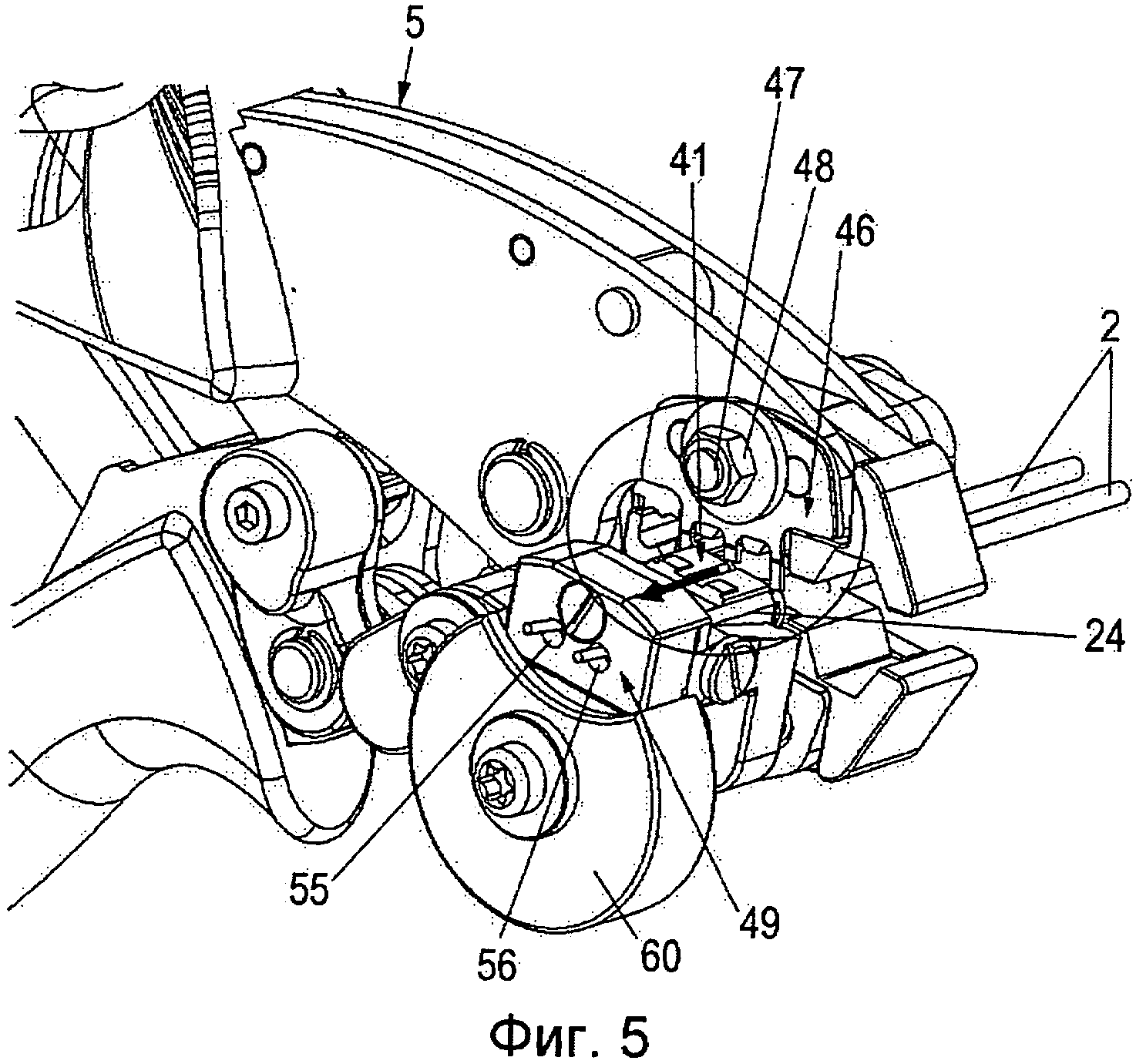
На фиг.5 в аксонометрии изображена область головки ручных клещей с фиг.4, показанная с другого ракурса по сравнению с фиг.4.
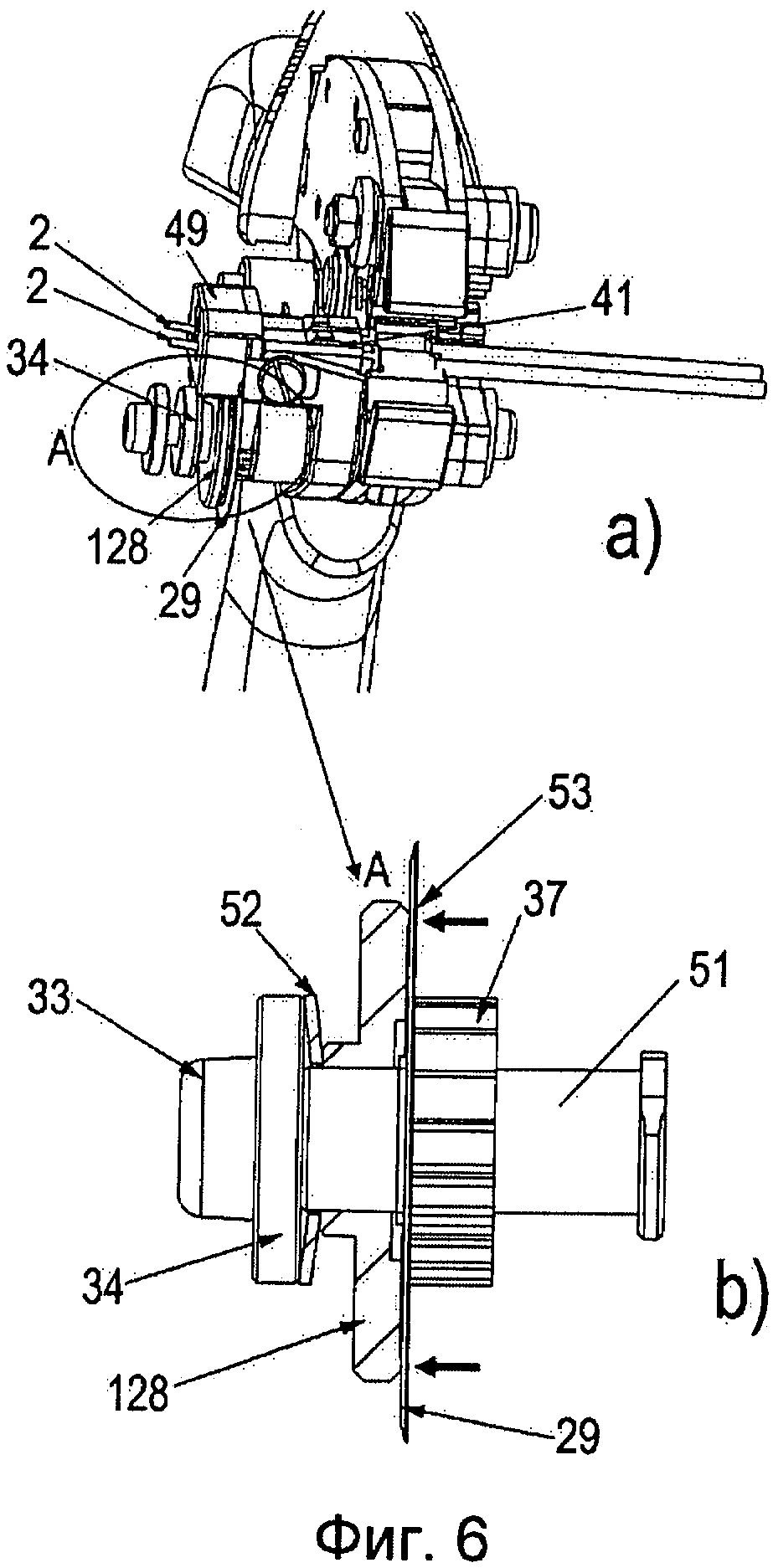
На фиг.6a и 6b представлен еще один аксонометрический вид области головки ручных клещей, изображенных на фиг.4, и разрез участка А инструмента с фиг.4.
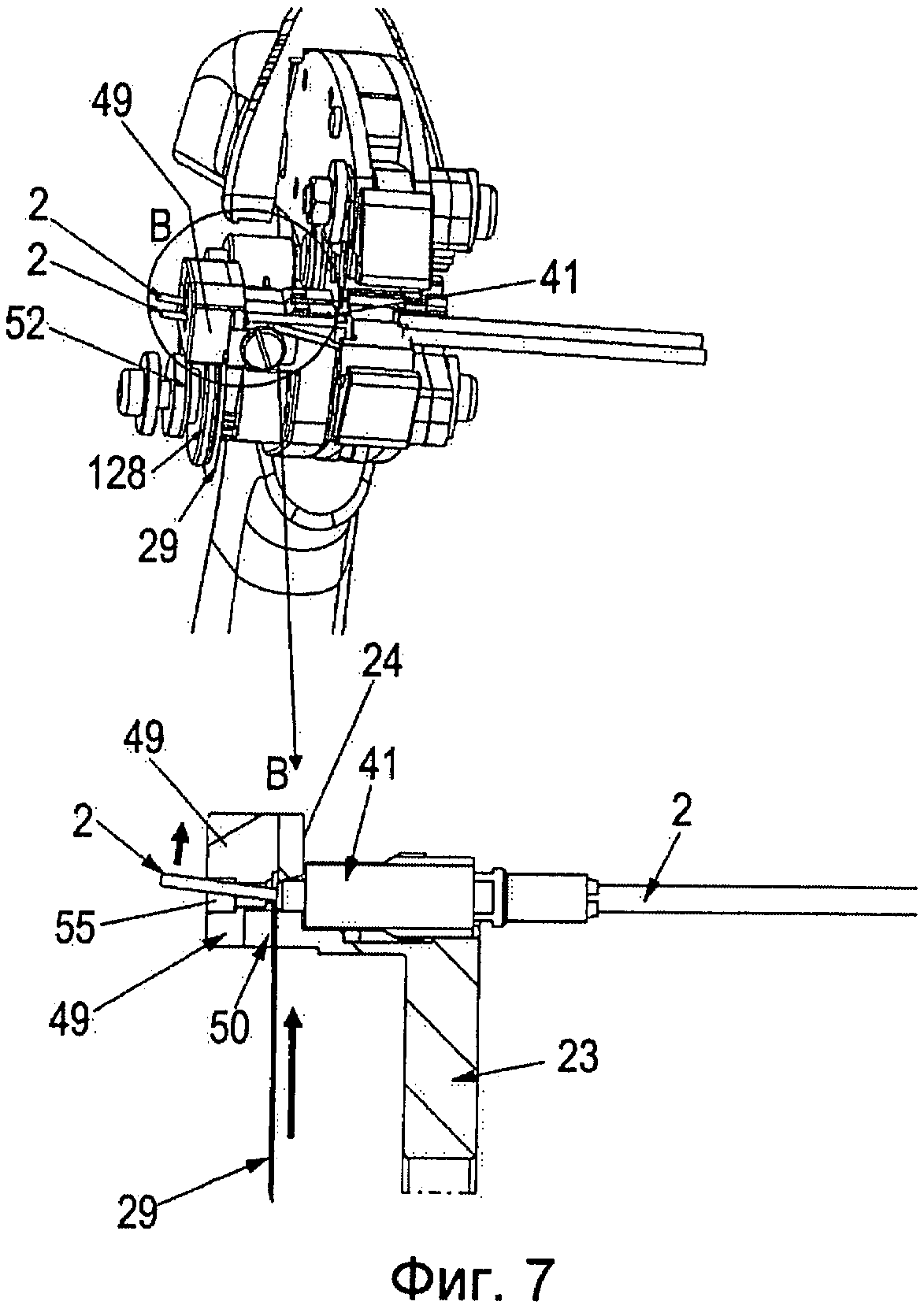
На фиг.7a и 7b представлен еще один аксонометрический вид области головки клещей, изображенных на фиг.4, и разрез участка В инструмента с фиг.4.
На фиг.1 показан инструмент 1 для обработки, в частности для оконцовки световодов 2, в особенности для обработки, а именно для оконцовки полимерных волоконных световодов ПВС (POF), используемых, например, для передачи световых волн.
Главным образом, данный инструмент предназначен для оконцовки двух световодов 2 с установкой одного штекерного разъема (в частности, для так называемых дуплексных кабелей с полимерными волоконными световодами и штекерных разъемов). При этом характерная особенность инструмента заключается в том, что при осуществлении оконцовки световодов посредством предлагаемого инструмента, как правило, отпадает необходимость в последующем полировании поверхности среза световода.
Для этого, согласно предпочтительному варианту, изображенному на фиг.1, в предлагаемом инструменте предусмотрены устройства для выполнения следующих операций: "снятие оболочки с полимерных волоконных световодов", "обжим штекеров с полимерными волоконными световодами", "обрезка полимерных волоконных световодов на требуемую длину", "обжим кабельного зажима, предназначенного для разгрузки кабеля от натяжения и предусмотренного на корпусе, предназначенном для установки штекеров".
Следует заметить, что все эти операции целесообразно выполнять с использованием одного и того же инструмента. Однако согласно данному изобретению совсем необязательно включать устройства, обеспечивающие выполнение всех этих операций, в конструкцию одних ручных клещей.
Инструмент 1, изображенный на фиг.1, представляет собой ручные клещи. Он имеет две ручки 3, 4, выполненные с возможностью взаимного относительного движения, и головку 5. Ручки 3, 4 клещей имеют щечки 6, 7.
Кроме того, головка 5 клещей имеет две обрабатывающие губки 8, 9, которые выполнены с возможностью взаимного относительного движения, в данном случае с возможностью поворота и перехода в разомкнутое и сомкнутое положение, и которые в результате данного взаимодействия образуют зев клещей.
В данном случае одна из обрабатывающих губок 8 жестко соединена с ручкой 3 клещей, предпочтительно выполнена с ней заодно целое.
Вторая обрабатывающая губка 9, напротив, установлена с возможностью поворота на шарнирной опоре 11, расположенной на первой обрабатывающей губке 8.
Ручка 3 клещей подвижно соединена с зажимной губкой 13 посредством шарнирной опоры 11, что позволяет осуществить движения смыкания и размыкания. Зажимная губка приводится в движение посредством коленно-рычажного механизма 12, содержащего толкающую укосину 14, ручку 4 клещей и зажимную губку 13.
При сжатии обеих ручек 3, 4 клещей рукой вторая ручка 4 клещей действует на шарнирную опору 15, в результате чего коленно-рычажный механизм 12, образованный толкающей укосиной 14, ручкой 4 клещей и зажимной губкой 13, расправляется, вследствие чего губка 13 поворачивается вокруг шарнирной опоры 11, что вызывает движение обрабатывающих губок 8, 9 по направлению друг к другу и, тем самым, закрытие зева клещей.
Внутри обрабатывающих губок 8, 9 или на них предусмотрены различные устройства.
Эти устройства, прежде всего, содержат два ножа 16, 17 для снятия оболочки (см. фиг.2а и 3а), установленные на боковой поверхности обрабатывающих губок 8, 9 и имеющие соответствующие зоны 18, 19 резания.
Зоны 18, 19 резания откалиброваны таким образом, что надрез, выполняемый в световодах 2, вставленных в зоны 18, 19 резания, позволяет отделить наружную оболочку от собственно внутреннего стекловолоконного проводника световодов 2 (см. также фиг.3а).
В процессе смыкания головки (зева) инструмента световоды 2 размещают и фиксируют в заданном положении в направляющих 35, 36 в верхнем и нижнем штампах матрицы или в обрабатывающих губках.
Нет необходимости снимать оболочку со световодов до точной длины, так как окончательно световоды 2 обрезают только во время последующей операции обжима, при которой световоды автоматически обрезают на требуемую длину.
В данном случае окончательную обрезку световодов 2 предпочтительно осуществляют за счет того же движения смыкания головки клещей, которое обеспечивает обжим концов световодов.
Кроме того, устройства, имеющиеся на ручных клещах, содержат несколько обжимных штампов 20, 21 и 22, расположенных на обращенных друг к другу поверхностях обрабатывающих губок 8, 9 (фиг.2).
Два обжимных штампа 20, 21 выполнены с возможностью обжима двух штекеров 40, 41 штекерного разъема с уложенными в них световодами 2 (см. фиг.3b-3e). Третий обжимной штамп 22 предназначен для обжима втулки 42, предназначенной для разгрузки кабеля от натяжения и расположенной на корпусе 43 штепсельного разъема, в который вставлены оба штекера 40, 41 (см. фиг.3i).
Кроме того, на боковой поверхности обрабатывающих губок 8, 9, противоположной той, на которой расположены ножи 16, 17 для снятия оболочки, предусмотрен приемник 23, предназначенный для укладки корпусов штекеров. Приемник 23 имеет упорную планку 24. Это наглядно изображено на фиг.2c.
В упорной планке 24 выполнены сквозные отверстия 25, 26, количество которых соответствует числу штекеров 40, 41 и обрабатываемых световодов 2.
Кроме того, упорная планка 24 имеет такую форму, которая обеспечивает возможность вставки двух штекеров 40, 41 только в том положении, которое необходимо при дальнейшей обработке, так как после обжима вращение штекеров 40, 41 вокруг оси световодов уже невозможно.
Для фиксации штекеров 40, 41 в инструменте или в обжимных штампах 20, 21 инструмент частично смыкают, затем два световода 2 вставляют в штекеры, так что они выдаются наружу за пределы сквозных отверстий 25, 26. После чего, путем смыкания инструмента оба штекера с вставленными в них полимерными волоконными световодами 2 обжимают.
Напротив сквозных отверстий 25, 26 с внешней стороны упорной планки 24 предусмотрен обрезной механизм 27, предназначенный для отрезки световодов в процессе или после обжима, осуществляемого посредством двух обжимных штампов 20, 21.
Обрезной механизм 27 содержит нажимной диск 128, установленный сбоку на расстоянии от упорной планки 24 и имеющий наклонную наружную периферийную поверхность - скос 31 (фиг.2b). Нажимной диск 28 привинчен к нижней рабочей губке 9 посредством винта 33 и шайбы 34. Таким образом, нажимной диск 28 установлен с возможностью вращения.
Кроме того, обрезной механизм 27 имеет круглый нож 29, установленный с возможностью вращения на плече 30 рычага. Благодаря расположению на конце поворотного плеча 30 рычага круглый нож 29 имеет возможность перемещаться по дуге таким образом, что в процессе или после обжима он отрезает концы световодов 2, выдающиеся наружу за пределы сквозных отверстий 25, 26.
Благодаря расположению на плече 30 рычага круглый нож 29 имеет возможность проходить в зазор (см. фиг.2b) между нажимным диском 28 и упорной планкой 24.
Само плечо 30 рычага поворачивается благодаря тому, что на него действует конец приводного рычага 32. Рычаг 32 жестко соединен с ручкой клещей и в процессе или после обжима, когда ручки 3,4 клещей в конце операции обжима прижаты друг к другу, действует на рычаг 30 (фиг.3f, 3g, 3h).
Ручка 4 поворачивает приводной рычаг 32, который в свою очередь поворачивает рычаг 30 вместе с круглым ножом 29. Таким образом, круглый нож 29 давит на концы световодов 2, выдающиеся за пределы сквозных отверстий 25, 26, и отрезает их.
При установке штекеров в упорную планку 24 подпружиненные концы штекеров 40, 41 упираются в круглый нож 29, вследствие чего допуски отдельных деталей штекеров 40, 41 компенсируются, и штекеры 40, 41 прилегают к круглому ножу 29 фактически без зазора.
В процессе укладки обоих полимерных волоконных световодов 2 в штекеры 40, 41 световоды 2 с удаленной оболочкой упираются в периферийный скос 31 нажимного диска 28 (фиг.2b) и скользят по этому скосу 31 так, что световоды располагаются в штекерах 40, 41 в приемнике 23 под небольшим углом к направлению продольных осей световодов (фиг.3d).
Перед сквозными отверстиями предпочтительно размещено своего рода препятствие в виде нажимного диска 28, лежащего на продолжении продольных осей световодов, вставленных в сквозные отверстия 25, 26. Вследствие чего необходимо укладывать световоды таким образом, чтобы они находились под углом к данному препятствию и огибали его. В результате подобного изменения положения в световодах возникает небольшое предварительное напряжение, что значительно улучшает качество среза.
Отгибание световодов 2 приводит к тому, что они находятся под напряжением, в результате при последующей обрезке световодов 2 образуется поверхность среза отличного качества, не требующая проведения дополнительного полирования. Затухание в месте среза в значительной мере снижено в результате самой обрезки.
Таким образом, обрезка полимерных световодов 2 осуществляется удобным для пользователя и простым способом за счет того же движения смыкания, которое обеспечивает обжим штекеров 40, 41. В результате срез выполнен под прямым углом к световоду, вследствие чего световод заканчивался заподлицо со штекером.
Непосредственно перед полным смыканием инструмента приводной рычаг 32 давит на плечо 30 рычага, в результате круглый нож 29 обрезает выступающие наружу концы световодов 2 заподлицо со штекером 40 (фиг.3h).
В процессе обрезки нож 29 приводится в движение, для этого предусмотрен приводной механизм для ножа 29.
В данном случае этот механизм содержит по меньшей мере одно приводное плоское зубчатое колесо 37 и одну стопорную защелку 38 (фиг.2b).
Плоское зубчатое колесо 37 и стопорная защелка 38 приводят во вращение круглый нож 29 до завершения обрезки световодов 2.
Для получения наилучшего качества поверхности среза световодов нож 29 приведен во вращательное движение (см. также фиг.2c).
Это происходит (см. фиг.2d) благодаря повороту плеча 30 рычага, плоского зубчатого колеса и стопорной защелки 38, а также второй стопорной защелки 44. Первая стопорная защелка 38 жестко соединена с приемником 23, плоское зубчатое колесо 37 жестко соединено с ножом 29, причем они оба установлены вместе на оси с возможностью вращения.
Таким образом, при привидении в движение плеча 30 рычага первая стопорная защелка 38 давит на плоское зубчатое колесо 37 и тем самым приводит во вращательное движение нож 29. Стопорная защелка 44 препятствует обратному движению плоского зубчатого колеса 37, а вместе с ним и ножа 29, благодаря чему предпочтительно при каждой обрезке срез осуществляется другим участком ножа.
Для обеспечения разгрузки кабеля от натяжения обжимной штамп 22 выполнен или установлен спереди в зеве клещей так, чтобы предварительно собранный узел, содержащий штекеры 40, 41, корпус 43 и втулку 42, предназначенную для разгрузки кабеля от натяжения, можно было беспрепятственно вставлять в обжимной штамп 22 и вынимать из него.
В соответствии с вариантом, изображенным на фиг.4, возле ножей 16, 17 для снятия оболочки установлены направляющие пластины 61, 62, улучшающие направление световодов на участке снятия изоляции и обеспечивающие более равномерное разрезание изоляции световодов. При снятии оболочки пластины 61, 62 прижимаются друг к другу, за исключением выемок 63, 64, образующих сквозные отверстия для световодов 2. Направляющие пластины 61, 62 повышают качество реза при снятии изоляции, так как они исключают возможность повреждения непосредственно стекловолоконного проводника световода. Кроме того, при извлечении проводников требуется приложить значительно меньшее усилие, что позволяет исключить возможность повреждения стекловолоконных проводников ножами 16, 17 для снятия оболочки.
На фиг.5 показан еще один предпочтительный вариант осуществления ручных клещей. Здесь нажимной диск 28, обеспечивающий наклонное положение световода при обрезке, не предусмотрен. Вместо этого наклонное положение обеспечено посредством ножа 29 и направляющей 49.
Данные ручные клещи имеют пружину 46, установленную на головке клещей.
В данном случае пружина 46 представляет собой пластинчатую пружину, закрепленную на головке 5 посредством болта 47 и гайки 48, а также при необходимости посредством шайбы. Пружина расположена на той стороне головки 5, на которой также расположен обрезной механизм 27 для обрезки световодов 2.
Пружина 46 сконструирована и установлена так, что при смыкании клещей она давит на штекеры 40, 41 в направлении упора. Здесь упором является упорная планка 24.
Вследствие чего обеспечено, что световоды обрезаются в осевом направлении в соответствующем месте, так как штекеры прижаты к упору за счет действующей на них пружины 46.
Таким образом, пружина 46 выполняет функцию средства автоматического задания положения штекеров 41 (см. также фиг.6a).
На фиг.5 также показан защитный кожух 60, в частности для круглого ножа 29.
В соответствии с фиг.6 модифицированный обрезной механизм 27 с фиг.6а, 6b также имеет круглый нож 29, установленный с возможностью вращения и приведения в движение. Благодаря расположению на конце поворотного плеча 30 рычага предусмотрена возможность перемещения этого ножа по дуге таким образом, что в процессе или после обжима он разрезает выступающие наружу концы световодов 2. Плечо 30 рычага осуществляет поворот так, как изложено в описании к фиг.3. Здесь хорошо видны плоское зубчатое колесо 37 и стопорная защелка 38, поворачивающие или приводящие в движение круглый нож.
Расположение круглого ножа 29 на плече 30 рычага обеспечивает возможность его прохождения в зазор (см. фиг.7) или канавку 50 между упорной планкой 24 и направляющей 49.
Круглый нож 29 прилегает непосредственно к плоскому зубчатому колесу 37 и соединен с ним без возможности относительно вращения. Стороной, не обращенной к плоскому зубчатому колесу 37, круглый нож 29 прилегает к нажимному диску 128. Диаметр нажимного диска 128 предпочтительно лишь немного меньше (предпочтительно не более чем на 20%) диаметра режущего ножа 29.
Между винтом 33 и нажимным диском 128 предпочтительно расположена шайба 34 и пружина, в данном случае пружинная шайба 52. Пружина предназначена для прижатия нажимного диска 128 к круглому ножу 29. В осевом направлении нажимной диск 128 предпочтительно имеет буртик или заплечик 53, выполняющий функцию поверхности контакта с режущим ножом 29. Таким образом, режущий нож в виде круглого ножа 29 точно направлен вдоль этой поверхности (фиг.6b) и отклонение ножа при обрезке световодов 2 невозможно.
Непосредственно операция обрезки показана на фиг.7а и 7b.
На фиг.7 показано, как штекеры 41 с вставленными в них световодами расположены в направляющей 49.
Направляющая 49 установлена на головке клещей - предпочтительно на нижней обрабатывающей губке 9 - и прикреплена или сформована на ней. Режущий нож 29 установлен с возможностью движения относительно неподвижной направляющей 49.
Например, между упорной планкой 24 приемника 23 и направляющей 49 предпочтительно выполнена канавка 50, в которую в процессе обрезки входит нож 29.
Кроме того, в направляющей 49 выполнены сквозные отверстия 55, 56 (или глухие отверстия), количество которых соответствует числу обрабатываемых световодов 2.
Сквозные отверстия 55, 56 предпочтительно выполнены так, что вблизи свободных концов световодов 2 они немного расширены. Таким образом, в процессе обрезки круглый нож 29 отклоняет стекловолоконные проводники световодов 2 вверх на небольшой угол. Это наклонное положение предотвращает нежелательный отлом световода 2. Благодаря этому опять же возможен небольшой изгиб с напряжением. Тем не менее, при этом угол наклона задан так, что отрезка осуществляется точно перпендикулярно продольной оси световода.
Следует отметить, что хотя представлено подробное описание предпочтительных вариантов изобретения, изобретение этими вариантами не ограничено, и в рамках формулы изобретения возможно внесение в конструкцию инструмента необходимых изменений. В частности не следует расценивать как ограничивающие понятия "вверху", "внизу", "спереди" и "сзади", они относятся только к конкретным проиллюстрированным вариантам компоновки. Кроме того, отдельные составные части по существу также могут иметь различные варианты исполнения (если не указано иного). Более того, объем охраны охватывает любые конструктивные изменения изображенных устройств и способов, а также эквивалентные конструкции.
Номера позиций и их обозначения
|
Обжимной инструмент для точеных контактов
Обжимной инструмент для точеных контактов

