Результат интеллектуальной деятельности: БАЛЛОН ВЫСОКОГО ДАВЛЕНИЯ
Вид РИД
Изобретение
Изобретение относится к конструкциям комбинированных баллонов высокого давления и может быть использовано при изготовлении облегченных баллонов, применяемых на транспорте и для перевозки газов.
Известен стальной баллон, выполненный из бесшовной трубы, включающий цилиндрическую и донные части («Баллоны стальные малого и среднего объема для газов на давление 19,6 МПа (200 кгс/см2), ГОСТ 949-73»). Однако трудности производства тонкостенных труб из высокопрочных марок сталей обуславливают неравномерную толщину стенки цилиндрической части баллона. Донные части баллонов, выполненные закаткой, с конструктивной точки зрения значительно утолщены, что увеличивает массу баллонов.
Известен металлопластиковый баллон высокого давления (патент РФ №2310120, F17C 1/00, F17C 1/02, F17C 1/10, опубл. 10.11.2007), который содержит металлический лейнер, имеющий цилиндрическую часть и днища. Цилиндрическая часть лейнера в зонах перехода к днищам с обеих сторон имеет утолщения. На цилиндрическую поверхность лейнера наносят антикоррозионное покрытие и создают упрочняющую армирующую оболочку из композиционного материала, выполненную из ленты, пропитанной связующим и намотанной с натяжением и перекрытием каждого витка ленты.
Недостатком баллона является то, что его днища выполнены утолщенными, что приводит к увеличению массы баллона.
Известен баллон (патент РФ №2169880, F17C 1/00, F17C 1/06, B21D 51/24, опубл. 27.06.2011), принятый за прототип, который содержит металлическую обечайку, соединенную со сферическими или эллиптическими днищами сваркой встык без усиления швов и охваченную наружной оболочкой. Оболочка выполнена толщиной, не превышающей 1,5 толщины обечайки, в виде кольцевых витков стальной проволоки прочностью не менее прочности обечайки, при этом прочность проволоки составляет 1,1-15,0 прочности обечайки и в обечайке созданы напряжения сжатия, не превышающие 0,5 расчетного напряжения от рабочего давления баллона.
Недостатком патента является то, что выполнение сварного лейнера и оболочки толщиной до 1,5 толщины обечайки значительно (до 20%) утяжеляют баллон по сравнению с бесшовным баллоном.
Задачей изобретения является усовершенствование баллона за счет оптимизации толщины стенки обечайки и наружной оболочки, применение в качестве наружной оболочки материалов, имеющих в поперечном сечении разные профили, упрощение технологии изготовления и снижение стоимости.
Технический результат заключается в снижении массы баллона при заданной вместимости, обеспечении безосколочного разрушения баллона и увеличении срока службы.
Поставленная задача решается за счет того, что в баллоне высокого давления, содержащем металлический лейнер, включающий обечайку, в которой созданы напряжения сжатия, охваченную наружной оболочкой в виде витков армирующего стального материала прочностью не менее прочности обечайки, и сферические или эллиптические днища, согласно изобретению наружная оболочка выполнена в виде спиральных витков с натяжением, обеспечивающим напряжения в окружном направлении лейнера, по меньшей мере, равные величине предела текучести металла лейнера и одинаковые продольные напряжения в каждом витке оболочки, при этом обечайка лейнера и наружная оболочка выполнены с покрытием. Кроме того, натяжение витков наружной оболочки выполнено путем создания в баллоне давления, покрытие обечайки и наружной оболочки выполнено из адгезионного и антикоррозионного материалов, а армирующий материал для наружной оболочки имеет разный профиль поперечного сечения.
Выполнение наружной оболочки в виде спиральных витков с натяжением, обеспечивающим напряжения в окружном направлении лейнера, по меньшей мере, равные величине предела текучести металла лейнера и одинаковые продольные напряжения в каждом витке оболочки, позволяет при рабочем давлении в баллоне одновременно нагружать лейнер и наружную оболочку, а также уменьшить толщину стенки лейнера и снизить массу баллона. Натяжение витков наружной оболочки может быть выполнено, например, путем создания в баллоне давления. Выполнение наружной оболочки спиральной намоткой стального профиля с нанесением адгезионного материала, т.е. мокрой намоткой армирующего материала, позволяет обеспечить безосколочное разрушение баллонов. Для увеличения срока службы баллонов обечайка лейнера и наружная оболочка выполнены с покрытием из антикоррозионного материала.
Витки оболочки баллонов могут быть выполнены из армирующего стального материала, имеющего в поперечном сечении разный профиль в зависимости от конструкции баллона и требований эксплуатации, что позволяет оптимизировать толщину стенок обечайки и оболочки. Стальной профиль в поперечном сечении может быть, в частности, квадратным, прямоугольным, треугольным, круглым, змейкой. В последнем случае при выполнении наружной оболочки осуществляют намотку армирующего материала с перекрытием витков ленты, что дает возможность увеличить силы сопротивления в стенке обечайки лейнера в продольном направлении и уменьшить ее толщину. Для изготовления лейнера могут быть использованы, например, высокопрочные стали с пределом прочности 1200-1500 МПа. Высокая прочность лейнера позволяет уменьшить толщину стенки лейнера и снизить массу баллона. Кроме того, в зависимости от содержащегося в баллоне газа лейнер может быть выполнен, в частности, из нержавеющей стали, алюминия или его сплавов и других металлов. Для уменьшения массы баллона механические свойства материала оболочки должны быть в несколько раз выше, чем материала лейнера, что позволяет уменьшить толщину наружной оболочки (количество намотанных слоев) пропорционально ее прочности.
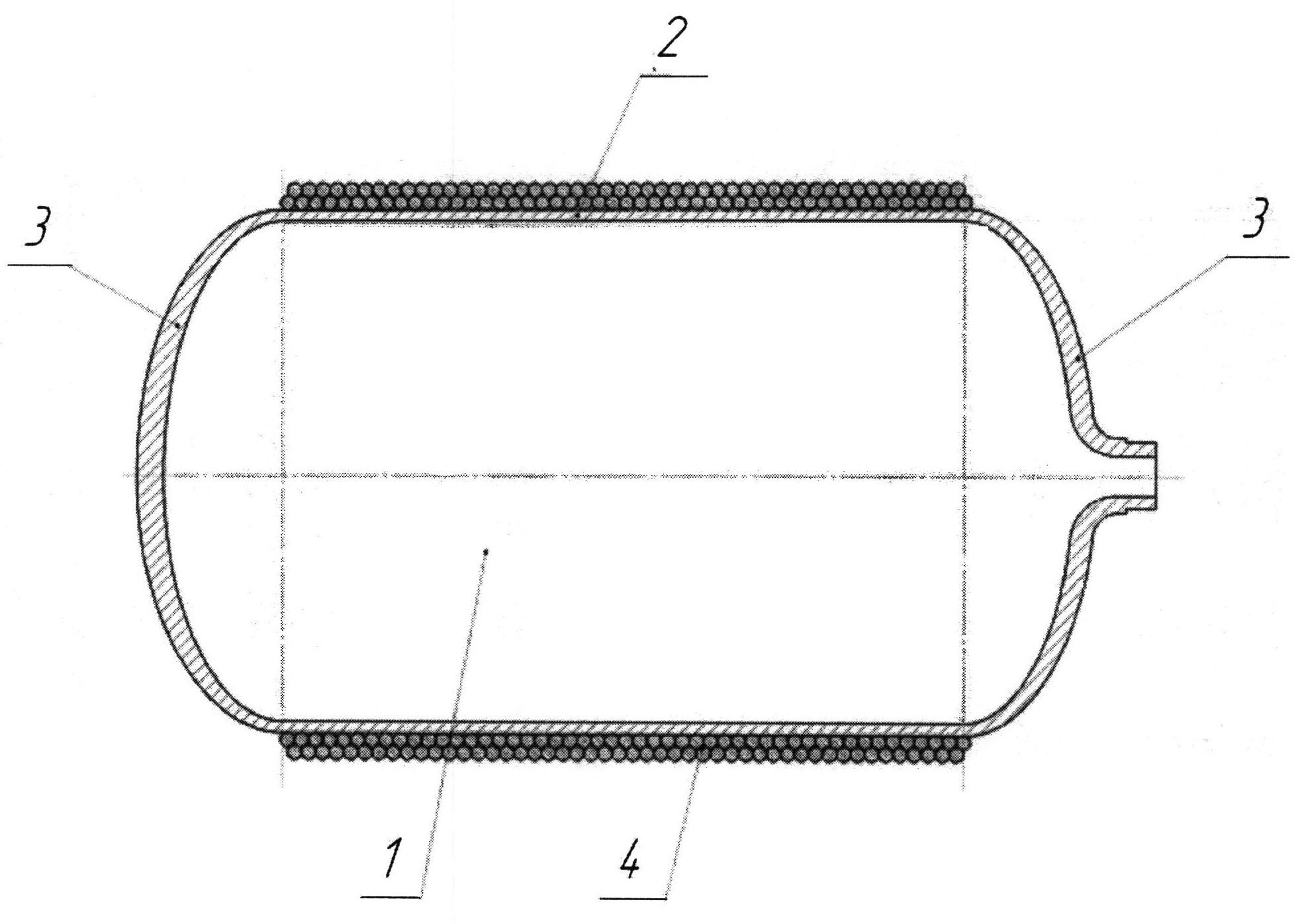
Изобретение иллюстрируется рисунком, на котором показан предложенный баллон в разрезе, содержащий металлический лейнер 1, включающий обечайку 2 и днища 3, и наружную оболочку 4. Баллон состоит из металлического лейнера 1, выполненного герметичным по любой технологии, обечайка 2 которого охвачена наружной оболочкой 4 в виде спиральных витков армирующего стального материала. При выполнении днищ 3, например, сферическими толщина стенок обечайки 2 и днищ одинаковая. При этом минимальная толщина стенок обечайки и днищ должна быть рассчитана по продольным напряжениям, возникающим в баллоне, которые по теории прочности в два раза меньше окружных напряжений. Значит толщина стенки обечайки и сферических днищ может быть выполнена в два раза меньше. Эллиптические днища выполняют с более толстой стенкой, чем у обечайки. Толщина стенки эллиптических днищ зависит от радиуса округления днища, и чем больше радиус скругления, тем толще стенка днища.
При напряжениях, когда продольные напряжения равны половине окружных напряжений, обечайка 2 лейнера 1 будет выдерживать внутреннее расчетное рабочее давление в баллоне в продольном направлении, а для обеспечения прочности обечайки в окружном направлении лейнера осуществляют выполнение наружной оболочки 4 спиральной намоткой армирующего материала из стального профиля, которая будет выдерживать, по меньшей мере, вторую половину расчетного рабочего давления баллона.
Для обеспечения снижения массы баллона, в частности, до 25% толщина витков наружной оболочки 4 должна быть не более половины толщины стенки лейнера 1, что достигается выполнением наружной оболочки в виде спиральных витков из стального профиля с натяжением, обеспечивающим напряжения в окружном направлении лейнера, по меньшей мере, равные величине предела текучести металла лейнера. Натяжение витков наружной оболочки выполнено, например, путем создания в баллоне давления. При таком состоянии металла лейнера натяжение в витках наружной оболочки 4 выравнивается, создаются одинаковые продольные напряжения в каждом витке оболочки, т.е. витки оболочки при рабочем давлении в баллоне нагружены одинаково. После выравнивания натяжения в витках оболочки стального профиля возможно проведение термической обработки баллона с нагревом его до температуры 100-150°C для полимеризации адгезионного и высыхания антикоррозионного материалов.
Изобретение было опробовано при изготовлении баллона из стали 30ХМА с временным сопротивлением 1000 МПа и наружной оболочкой из армирующего стального материала с временным сопротивлением 2000 МПа. Диаметр баллона - 322 мм, толщина стенок обечайки и сферических днищ - 4 мм, толщина оболочки - 2 мм. В качестве адгезионного материала был использован, в частности, клей на основе полиэфирных смол, а в качестве антикоррозионного - например, быстросохнущий эпоксидный грунт. Баллон выдержал все испытания, при этом масса баллона снизилась на 26% по сравнению с бесшовным баллоном без наружной оболочки при одинаковой вместимости баллонов. При проведении испытаний на разрушение баллона произошло безосколочное разрушение. Срок службы баллонов, предназначенных для природного газа и эксплуатируемых на транспортных средствах, ограничен требованиями ГОСТ и составляет не более 20 лет. Технические характеристики предлагаемого баллона позволяют эксплуатировать такие баллоны до 30 лет.
Использование предлагаемой конструкции баллона высокого давления позволит снизить массу баллона до 25% за счет уменьшения толщины наружной оболочки, обеспечить безосколочное разрушение и повысить срок службы баллонов.
Способ прессования полых профилей и устройство для его осуществления
Продукт для горячей обработки металлов давлением
Способ комбинированной высадки концов труб
Способ волочения труб (варианты)
Устройство для изготовления труб с внутренним винтообразным оребрением
Способ изготовления баллона
Баллон высокого давления
Способ изготовления сварных прямошовных труб прямоугольного или квадратного сечений
Охлаждаемая оправка косовалкового стана и способ ее охлаждения
Устройство управления электрохимическими потенциалами для контроля адгезии покрытия методом катодной поляризации
Способ прессования полых профилей и устройство для его осуществления
Продукт для горячей обработки металлов давлением
Способ комбинированной высадки концов труб
Способ волочения труб (варианты)
Устройство для изготовления труб с внутренним винтообразным оребрением
Способ изготовления баллона
Баллон высокого давления
Способ изготовления сварных прямошовных труб прямоугольного или квадратного сечений
Охлаждаемая оправка косовалкового стана и способ ее охлаждения
Устройство управления электрохимическими потенциалами для контроля адгезии покрытия методом катодной поляризации

