Результат интеллектуальной деятельности: ВОССТАНОВЛЕНИЕ ТИТАНОВЫХ ЛОПАТОК КОМПРЕССОРА ХОЛОДНЫМ ПРЕССОВАНИЕМ
Вид РИД
Изобретение
Настоящее изобретение относится к области авиационных двигателей и, в частности, к восстановлению лопаток компрессора этих двигателей.
Авиационные двигатели в классическом варианте содержат совокупность из одного или нескольких компрессоров, которые сжимают воздух, засасываемый в воздухозаборник, камеру сгорания, в которой сгорает топливовоздушная смесь, по меньшей мере одну турбину, которая отбирает часть мощности, создаваемой горением для привода одного или нескольких компрессоров, и выходное сопло, через которое выбрасываются продукты горения. Компрессоры выполнены в виде нескольких ступеней, каждая из которых содержит подвижное колесо, или ротор, и неподвижное колесо, или статор, каждое из которых снабжено лопатками, называемыми соответственно подвижными или неподвижными. Подвижные лопатки удерживаются внутренней частью, или ножкой, на валу вращения двигателя, а их внешняя часть, или головная, размещена напротив кожуха компрессора, в котором протекает поток воздуха и обеспечивает пространственное удержание сжатого воздуха.
Компрессорные лопатки авиационных двигателей имеют тенденцию изнашиваться в вершинах вследствие трения о внешний кожух. Указанное трение появляется при нормальной работе вследствие нагрузок, испытываемых самолетом, которые вызывают, таким образом, относительные перемещения по отношению к кожуху, который их окружает, или вследствие износа ножки лопатки, который приподнимает ножку лопатки в ее посадочном месте. Они могут также возникать при нарушениях в работе, вызванных, например, при возможных явлениях, известных как помпаж компрессора, при попаданиях посторонних предметов, при чрезмерных вибрациях и т.д.
Таким образом, необходимо при регламентных проверках двигателя измерять длину лопаток и в необходимых случаях восстанавливать первоначальную длину для уменьшения зазора между лопаткой и кожухом, который ухудшает аэродинамические характеристики компрессора.
В известном уровне техники используются технологии восстановления, описанные, например, в заявке на патент EP 1302627 компании General Electric, заключающиеся в отрезании вершины лопатки, в осуществлении наварки свариванием и в механической обработке лопатки до ее первоначальной геометрии. Восстановление требует также серии производственных операций, таких как дробеструйная обработка для упрочнения поверхностных слоев, а также увеличения их сопротивляемости вибрационным напряжениям, и/или термическая обработка с повышением температуры лопаточного узла для снятия внутренних напряжений, создаваемых сваркой.
Такая технология, очевидно, имеет высокую стоимость, связанную, с одной стороны, с многократностью используемых приемов и, с другой стороны, со временем, затраченным на восстановление. Изъятие из обращения деталей для их восстановления требует, таким образом, использования большого запаса деталей, называемых резервными, для обеспечения непрерывного снабжения линии контроля двигателей. Кроме того, способ наплавки сваркой вызывает ухудшение характеристик материала в вершинах лопатки, которое приводит к браку некоторых лопаток вследствие того, что они не могли бы больше выдержать вибрационные нагрузки.
Известен также способ удлинения лопатки, описанный в патенте US 4095451, который заключается в прессовании лопатки путем ее протягивания между двумя катками, один из которых имеет выпуклую форму, а другой вогнутую форму, воспроизводящими профиль лопатки. Операция прессования осуществляется при перемещении лопатки в продольном направлении. Недостатком этого способа является воздействие на всю длину лопатки вместо воздействия только на ее один край. Характеристики сопротивления лопатки, таким образом, ухудшаются вследствие уменьшения толщины ее лопасти. Кроме того, он предназначен только для одного профиля лопаток и для использования на различных лопаточных ступенях требует замены катков.
Задачей настоящего изобретения является устранение указанных недостатков и разработка способа восстановления краев лопаток компрессора, не имеющего недостатков, присущих известному уровню техники, и являющегося более простым, более экономичным и имеющим меньший срок внедрения.
Для этого в качестве объекта изобретения предлагается способ восстановления компрессорной лопатки турбомашины, причем упомянутая лопатка содержит на своем радиальном крае кошачий язычок, радиальное расширение которого меньше заранее заданного номинального радиального расширения, причем упомянутый способ включает этап удлинения упомянутого кошачьего язычка операцией холодного прессования, осуществляемого со стенками упомянутого язычка таким образом, что его радиальное удлинение становится больше упомянутого номинального удлинения, отличающийся тем, что операция прессования осуществляется обкатыванием роликами путем перемещения края лопатки между двумя роликами с прямолинейными образующими, разнесенными на расстояние, меньшее толщины упомянутого язычка по хорде, соединяющей ребро атаки с задней кромкой.
Такая операция прессования, как обкатывание роликами, является особенно простой для ее осуществления и не изменяет кардинально металлургические характеристики радиального края лопатки. Преимуществами этого способа является его простота, возможность осуществления при температуре окружающей среды, отсутствие послеоперационных тепловых обработок (в противовес другим способам наварки путем наплавки) и ограничение неразрушающих видов контроля зейгерованием.
Кроме того, использование цилиндрических роликов с прямолинейной образующей и способ их перемещения вдоль хорды позволяет использовать этот способ на всех типах лопаток, не приспосабливая форму роликов к форме профиля лопасти.
Предпочтительно, чтобы зазор между роликами был меньше локальной толщины упомянутого язычка на величину, составляющую от 0,1 до 0,5 мм.
Предпочтительно также, чтобы удлинение осуществлялось последовательными проходами роликов, высота которых составляет от 0,1 до 0,5 мм.
Предпочтительно, чтобы скорость подачи превышала или была равна 20 м/мин.
Предпочтительно также, чтобы прессование, осуществляемое обкатыванием роликами, выполнялось вдоль хорды лопатки. Хотя предпочтительный вариант обкатывания роликами заключается в сохранении расстояния между роликами постоянным, что приводит к постоянной толщине язычков лопаток, может быть предпочтительным и изменение давления, которое осуществляется таким образом, чтобы изменять толщину кромки.
Предпочтительно также, чтобы оси роликов были наклонены относительно плоскости, перпендикулярной направлению подачи, и чтобы их верхняя часть перемещалась вперед по отношению к направлению подачи. Предпочтительно, чтобы угол наклона оси роликов составлял менее 5º.
Предпочтительно, чтобы способ был применим к лопатке, выполненной из титанового сплава. Предпочтительно, чтобы титановым сплавом являлся сплав TA6V. Было отмечено, что можно выполнить операцию вытягивания детали из титанового сплава путем обкатывания роликами или холодной штамповкой, несмотря на его большую твердость.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
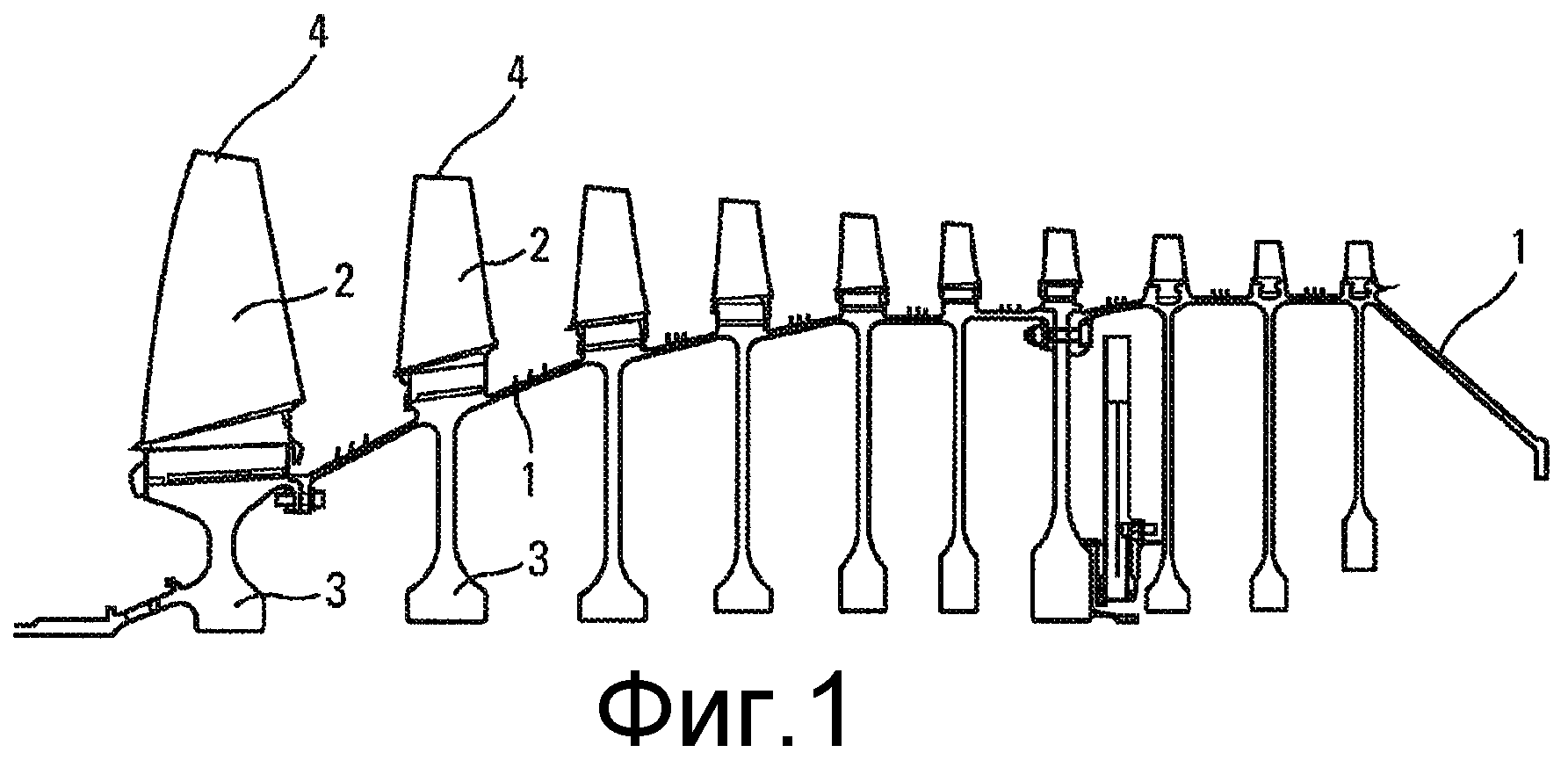
Фиг.1 изображает общий вид в разрезе ротора компрессора для турбомашины;
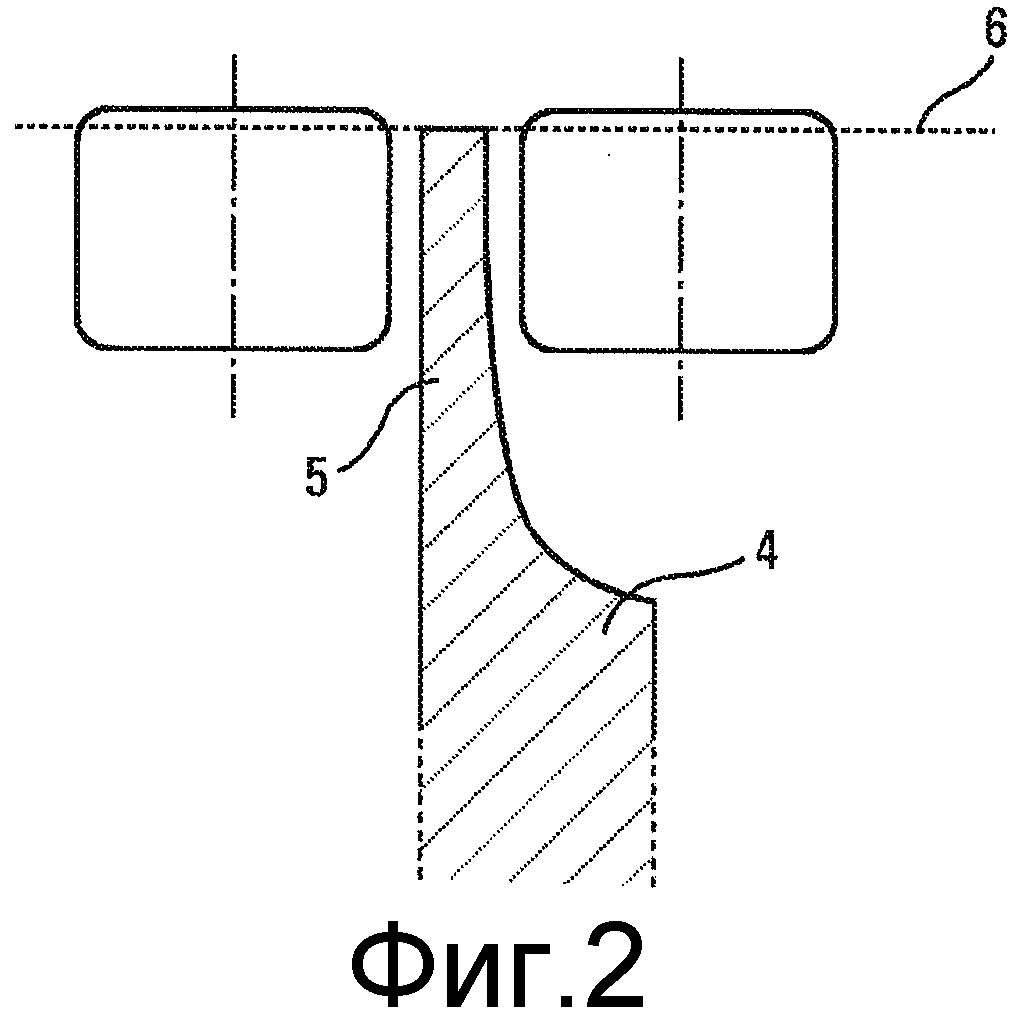
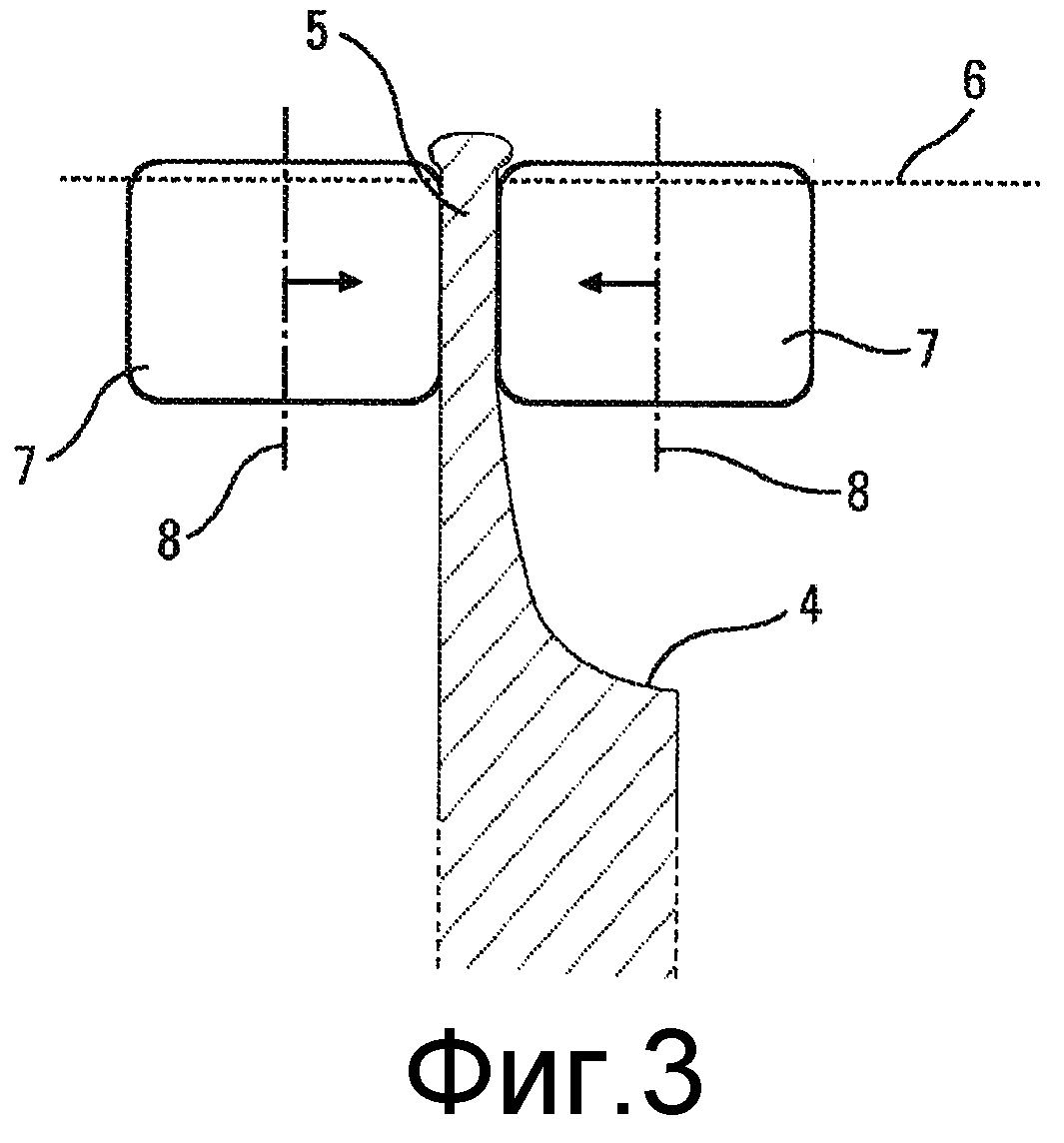
Фиг.2 и 3 изображают в разрезе виды радиального края лопатки компрессора до и после использования способа восстановления в соответствии с вариантом осуществления изобретения.
На Фиг.1 изображен в разрезе ротор 1 компрессора турбомашины, содержащий лопатки 2, установленные на роторе 1 и диски 3 компрессора, расположенные напротив лопаток 2 внутри ротора 1. Каждая лопатка 2 содержит ножку, закрепленную на роторе 1 по известной специалисту технологии, и простирается до конца, или головки лопасти 4, для которой предложен способ восстановления, являющийся объектом изобретения.
На Фиг.2 изображен вид в радиальном разрезе головки лопатки, форма которой имеет вершину лопасти 4 толщиной, определенной в соответствии с заданными механическими характеристиками сопротивления, и радиально продолжается более тонкой частью 5, называемой специалистами кошачьим язычком, функцией которой является обеспечение герметичности с кожухом, который окружает компрессор. Этот язычок утончается для проникновения по необходимости в истираемый материал, приклеенный к кожуху, и, таким образом, оставляет наименее возможный зазор между вершиной 4 лопасти и кожухом. На Фиг.2 показана также размерная сторона 6, соответствующая номинальному размеру радиального расширения, которое должна иметь лопатка при размещении на роторе для обеспечения точного контроля зазора с кожухом. Лопатка, изображенная на Фиг.2, имеет радиальное расширение, точно соответствующее номинальному размеру зазора.
Для радиального расширения лопатки установлен допуск по отношению к этому номинальному размеру, ниже которого лопатка рассматривается как непригодная для работы двигателя. Ее следует направить на восстановление, чтобы восстановить ее достаточный радиальный размер.
На Фиг.3 изображена лопатка компрессора 2, вершина лопасти 4 которой также представляет собой язычок 5. В данном случае язычок 5 изображен между двумя роликами 7 из твердого металла, имеющими цилиндрическую форму с прямолинейными образующими, которые осуществляют операцию обкатывания: язычок спрессован между роликами, которые оказывают значительное давление на две поверхности радиального края язычка 5 для утончения его и, таким образом, направления металла наружу. Операция обкатывания осуществляется путем перемещения конца лопасти 2 между роликами 7, которые вращаются вокруг их оси 8, вдоль хорды, связывающей ее ребро атаки с задней кромкой. Вследствие этого утончения, осуществляемого обкатыванием роликами, язычок удлиняется и его радиальный край снова переходит линию номинального расширения рассматриваемой лопатки. Последняя, таким образом, вновь готова для установки на двигатель.
Операция обкатки роликами представляет собой операцию холодной деформации, известной самой по себе, которая состоит в выглаживании и уплотнении поверхности материалов без их удаления путем пластической деформации периферийных слоев изделия. Она также обычно используется для получения улучшенного качества поверхности с целью придания хороших истирающих свойств или герметичности с окружающими деталями. Вследствие упрочнения поверхности она вызывает увеличение твердости детали, связанной с увеличением ее сопротивления износу, коррозии и усталости.
Указанная операция обычно не используется с целью выдавливания металла или утончения детали.
Известно, что обкатывание роликами применимо ко всем деформируемым материалам. Обычно считают, что твердость материала не должна превышать твердость по Роквеллу в 45 HRC для того, чтобы операция обкатывания роликом была реализуема. Кроме того, материал должен иметь достаточную способность к удлинению, характеризуемую удлинением на разрыв, превышающим 5%.
Специалисты считают, что этот способ применим, в основном, к сплавам на основе стали. Учитывая особые характеристики титановых сплавов, трудно представить себе применение обкатывания роликами этих материалов.
Заявитель, опровергая это мнение, констатировал, что, во-первых, обкатывание роликами могло бы быть использовано для такого сплава, как TA6V, который, в основном, используется для изготовления лопаток компрессора турбомашин, хотя его твердость составляет от 45 до 50 HRC, и что его удлинение на разрыв составляет, примерно, 8%, что близко к обычному общепринятому пределу. Во-вторых, он констатировал, что операция не ограничивалась бы только уплотнением поверхности, но также удлинением язычка 5 лопаток.
Использование этого способа обкатывания роликами позволяет, таким образом, восстанавливать лопатки компрессоров, удлиняя их кошачий язычок в холодном состоянии при сохранении их профиля с помощью одной простой и недорогой операции.
В дальнейшем будет описано осуществление операции обкатывания роликами по изобретению, применяемой для края 4 лопатки 2 компрессора, выполненной из титанового сплава.
При ножке, обращенной вниз, лопатка 2 размещена между двумя роликами 7, при этом средняя поверхность лопасти тангенциальна роликам в их точках контакта с нею. Зазор между роликами обычно устанавливается на 0,2 мм меньше толщины кошачьего язычка 5. Эта величина может изменяться от 0,1 до 0,5 в зависимости от назначения лопатки. Этот зазор является постоянным, но для учета профиля лопатки и изменения толщины, которую она имеет вдоль длины хорды, относительное положение роликов 7 может предпочтительно изменяться для сохранения зазора, меньшего на 0,2 мм локальной толщины язычка. В последнем случае операция осуществляется, предпочтительно, с помощью оборудования с цифровым управлением. Такая операция позволяет, в частности, внедрить способ восстановления по изобретению для всех типов лопаток независимо от их профиля. Для этого достаточно запрограммировать форму хорды лопатки в памяти цифрового оборудования.
На ролики оказывается заранее заданное давление для обеспечения перемещения материала путем разрежения язычка 5 и выдавливания его материала вверх, когда давление прикладывается к лопатке в направлении ее хорды для того, чтобы заставить ее перемещаться между роликами 7.
В рассматриваемом случае лопатки из титанового сплава TA6V обкатывание роликами, отрегулированными на 0,2 мм, как указано выше, можно осуществить на высоту 0,15 мм со скоростью перемещения в 22 м/мин.
Эта высота составляет, обычно, от 0,10 до 0,50 мм для лопатки из титанового сплава. Осуществляют несколько проходов между радиусом основания язычка и вершиной лопатки для выдавливания вверх утолщения, которое образуется над роликами, и получения искомого удлинения язычка 5.
Для осуществления этого способа можно представить различные варианты. В первом варианте давление, прикладываемое к роликам, непостоянно и снижается при перемещении лопатки 2 между роликами 7 до давления, равного 50% его первоначальной величины. Изменение давления следует за изменением толщины лопасти вдоль ее профиля для получения следа ролика, близкого к поверхности, параллельной поверхности лопасти.
В другом варианте оси 8 роликов 7 наклонены относительно плоскости, перпендикулярной направлению подачи, их верхняя часть перемещается вперед относительно этого направления подачи, что облегчает перемещение материала вверх лопасти. Используемый угол предпочтительно выбран меньшим 5º для осуществления точного обкатывания роликами, так как не образует ступенек на кошачьем язычке.
Изобретение описано для перемещения лопасти между двумя роликами и обкатывания роликами за одну высоту прохода. Оно могло бы быть также реализовано на неподвижной лопасти с использованием холодной штамповки в несколько проходов на язычке 5 с помощью матрицы, высота которой, по существу, соответствует высоте заданного прохода.
Хотя изобретение было описано в отношении особого варианта воплощения, очевидно, что оно включает все технические эквиваленты описанных средств, а также их комбинации, если последние входят в рамки изобретения.
Лопасть вентилятора турбореактивного двигателя, вентилятор турбореактивного двигателя и турбореактивный двигатель
Способ сварки и наплавки металлических деталей из алюминия способом дуговой сварки металлическим электродом в среде инертного газа с импульсным током и импульсной подачей проволоки
Оснастка для изготовления литейного сердечника для лопатки турбомашины
Контур текучей среды в турбомашине
Исполнительное устройство с электрическим приводом, включающее в себя термостатическую функцию, клапан
Способ определения порога нераспространения усталостных трещин на высокой частоте
Редуктор с эпициклоидной передачей, вентиляторный модуль двухконтурного турбореактивного двигателя и двухконтурный турбореактивный двигатель
Способ механической обработки задней кромки лопатки турбомашины
Узел пера лопатки и полки для сверхзвукового потока
Способ и устройство для выполнения отверстий в детали при помощи лазерных импульсов
Обечайка камеры сгорания турбомашины
Лопасть вентилятора турбореактивного двигателя, вентилятор турбореактивного двигателя и турбореактивный двигатель
Способ сварки и наплавки металлических деталей из алюминия способом дуговой сварки металлическим электродом в среде инертного газа с импульсным током и импульсной подачей проволоки
Оснастка для изготовления литейного сердечника для лопатки турбомашины
Контур текучей среды в турбомашине
Исполнительное устройство с электрическим приводом, включающее в себя термостатическую функцию, клапан
Способ определения порога нераспространения усталостных трещин на высокой частоте
Редуктор с эпициклоидной передачей, вентиляторный модуль двухконтурного турбореактивного двигателя и двухконтурный турбореактивный двигатель
Способ механической обработки задней кромки лопатки турбомашины
Узел пера лопатки и полки для сверхзвукового потока

