Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ДЛЯ НАСТОЙКИ ДЕФЕКТОСКОПИЧЕСКОЙ АППАРАТУРЫ
Вид РИД
Изобретение
Изобретение относится к области неразрушающих методов контроля качества металлических изделий, в частности к выявлению дефектов типа трещин, непроваров и окисных плен, ультразвуковым методом в сварных соединениях, и может найти широкое применение в различных областях машиностроения.
Известны способы [1] изготовления эталонов с искусственными дефектами для наладки, градуировки и установления чувствительности электромагнитных дифференциальных приборов, включающие механические методы обработки путем нанесения поверхностных продольно, поперечно и произвольно ориентированных рисок на трубу фрезерованием, резанием, выпиливанием, сверлением, долблением, электроискровой обработкой, при которой искра, возникающая между электродом из латунной фольги и обрабатываемой трубой в трансформаторном масле или керосине, прожигает в трубе полость, при этом ее длина и ширина равны длине и ширине электрода, электрохимическое травление на поверхности труб рисок различной ориентации, раковин и трещин интеркристаллитной коррозии, обработку, основанную на применении фокусированных потоков излучений, обладающих высокой энергией.
Однако все эти методы имеют недостатки:
- предлагаемые методы относятся к изготовлению эталонов для настройки порога чувствительности электромагнитных дифференциальных дефектоскопов;
- изготавливаемые эталоны предназначены для настройки порога чувствительности дефектоскопов при контроле труб;
- эталоны изготавливаются из отрезков труб и для настройки ультразвуковых дефектоскопов для контроля продольных и кольцевых сварных соединений не могут быть использованы;
- искусственные дефекты, имитирующие трещины, волосовины, риски, раковины, плены, выполняются на поверхности трубы в соответствии с техническими условиями на контролируемые трубы;
- искусственные отражатели, выполняемые любой конфигурации и на любую глубину, требуют использования дорогостоящего оборудования, например мощных квантовых оптических генераторов;
- ни один из предлагаемых способов не позволяет изготовить образцы с имитаторами плоских дефектов в виде окисных плен или непроваров одинакового размера, распределенных в плоскости поперечного сечения с равномерным шагом по глубине залегания, для эталонирования ультразвуковых дефектоскопов.
Известен также способ изготовления образцов [2], включающий создание с помощью механической обработки нарушения сплошности, приложение к образцу осевой нагрузки в направлении, перпендикулярном оси дефекта, для получения дефектов заданной геометрии и ориентации, чистовую механическую обработку поверхности в зоне дефекта.
Способ [2] имеет явные преимущества перед способами [1], заключающиеся в том, что позволяет создавать искусственные дефекты заданных размеров, геометрии, ориентации и с отражательными способностями ультразвуковых колебаний, близкими к отражательным способностям естественных дефектов типа трещин.
Однако способ [2] несмотря на преимущества имеет свои недостатки:
- для получения вышеуказанных искусственных дефектов требуются мощные прессы, которыми обеспечено далеко не каждое предприятие;
- способ не позволяет получить образцы с искусственными дефектами одного размера в виде сквозных узких пазов, расположенных цепочкой с равномерным шагом по глубине образца, в плоскости, перпендикулярной поверхности ввода-приема ультразвуковых колебаний, или под углом к этой поверхности.
Однако несмотря на имеющиеся недостатки способ [2] является наиболее близким аналогом предлагаемого изобретения по получаемым при изготовлении образцов искусственным дефектам: заданных размеров, заданной ориентации. Поэтому этот способ принимается за прототип.
Задачей настоящего изобретения является исключение недостатков аналога и прототипа, создание способа изготовления образцов в виде параллелепипедов, позволяющего получать искусственные дефекты в виде сквозных узких пазов заданного размера, с заданной глубиной залегания в плоскостях, перпендикулярных плоскости ввода-приема ультразвуковых колебаний и оси параллелепипеда.
Поставленная задача решается следующим образом:
- механической обработкой путем фрезерования получают заготовку образца в виде параллелепипеда из обрезка плиты, поковки, прутка и так далее;
- с помощью мерительного инструмента, керна и чертилки осуществляют разметку плоских искусственных дефектов и технологических сквозных цилиндрических отверстий на одной из боковых граней заготовки образца в виде параллелепипеда;
- механической обработкой путем сверления со стороны грани образца, на которой проведена разметка искусственных плоских дефектов, выполняют технологические сквозные цилиндрические отверстия диаметром 0,5…1,0 мм;
- в цилиндрические отверстия поочередно вводят тонкую металлическую проволоку, натягивают ее, помещают заготовку в воду или керосин и электроэрозионной обработкой последовательно, один за другим, выполняют искусственные дефекты в виде плоских сквозных пазов в соответствии с разметкой.
Сущность изобретения поясняется графическими материалами, представленными на фиг.1-4, где:
на фиг.1 представлена заготовка образца после механической обработки фрезерованием;
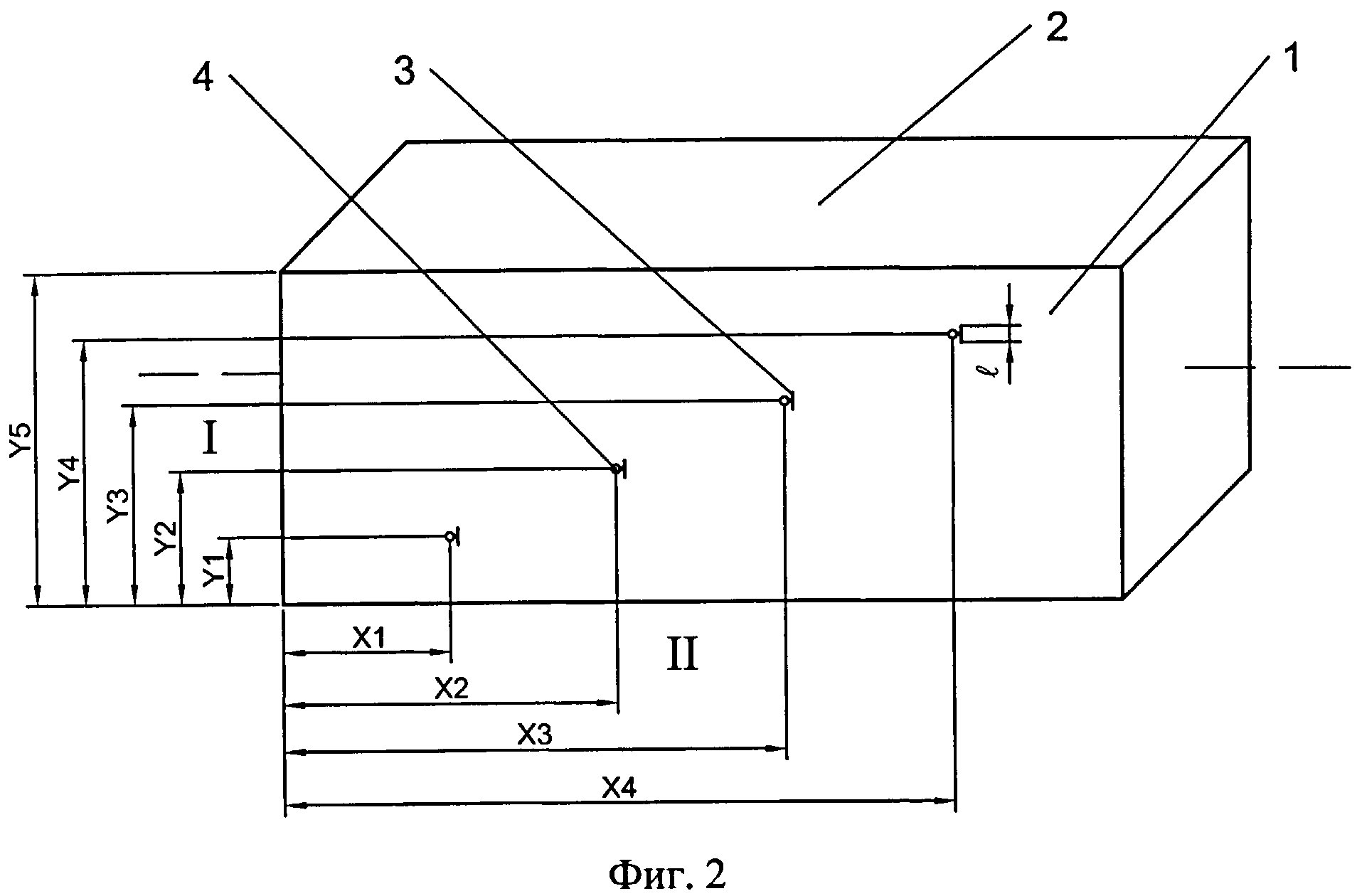
на фиг.2 показана разметка искусственных дефектов и технологических отверстий на заготовке образца;
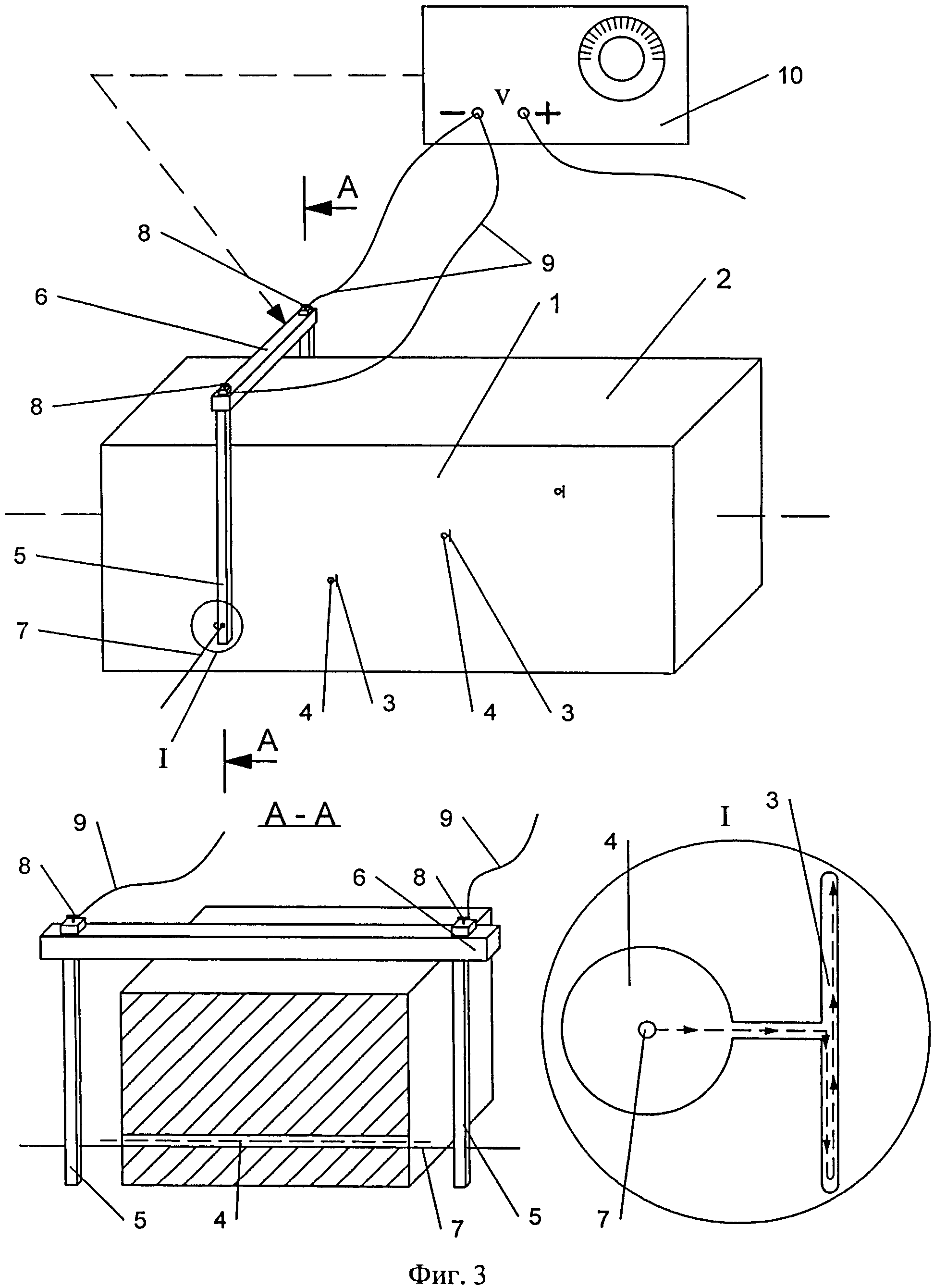
на фиг.3 показано выполнение искусственных отражателей;
на фиг.4 представлен готовый образец.
На фиг.1 представлена заготовка после завершения механической обработки фрезерованием в виде вытянутого вдоль одной из осей прямоугольного параллелепипеда 1, рабочая грань 2 которого обработана с чистотой поверхности не хуже Ra 2,5. Со стороны рабочей грани 2 при настройке дефектоскопической аппаратуры осуществляется ввод-прием ультразвуковых колебаний.
На фиг.2 показана разметка искусственных дефектов 3 в виде вертикальных черточек и кернений технологических сквозных цилиндрических отверстий 4 в виде кернений. Координаты цилиндрических отверстий 4 относительно базовых граней обозначены буквами Х и Y.
На фиг.3 представлена заготовка образца 1 в процессе выполнения технологических сквозных цилиндрических отверстий 4 и искусственных дефектов 3 в виде узких пазов. Цилиндрические отверстия 4 выполняются механической обработкой сверлением, при этом добиваются выполнения их минимального диаметра: 0,5…1,0 мм. Искусственные дефекты 3 выполняют с помощью специальной рамки, включающей электроды 5, основание 6, в котором жестко закреплены электроды 5, проволочку 7, натягиваемую между электродами 5 и пропускаемую в их отверстия, соосно расположенные в нижних концах (на фиг.3 не показаны). В верхние отверстия (на фиг.3 не показаны) электродов 5 вводят концы проводов 9 и зажимают винтами 8. Проводами 9 подключают электроды 5 к контакту «-» электроэрозионной установки 10, контакт «+» установки 10 подключают к корпусу ванны. Одновременно установка 10 кинематически связана с основанием 6 указанной рамки.
Изготовление образцов по предлагаемому способу осуществляют следующим образом. Используют отходы (остатки) плит, прутков, штамповок, поковок и других полуфабрикатов после их механической обработки резанием, фрезерованием при изготовлении из них необходимых деталей из материала с одинаковыми или близкими акустическими свойствами к материалам, из которых изготавливают подлежащие ультразвуковому контролю изделия. Исходный материал, описанный выше, подвергают механической обработке фрезерованием для получения заготовки образца 1 (фиг.1) в виде вытянутого вдоль одной из осей параллелепипеда, при этом рабочую грань 2, которую впоследствии используют для ввода-приема ультразвуковых колебаний в образце 1, обрабатывают с чистотой поверхности не хуже Ra 2,5.
Затем на одной из боковых поверхностей (см. фиг.2) заготовки образца 1 с помощью мерительного инструмента, керна, молотка и чертилки проводят разметку искусственных дефектов 3 в виде черточек высотой от 5 до 20 диаметров инструмента (проволочки 7 диаметром, например, 0,1 мм) на заданной глубине залегания относительно рабочей грани 2. Разметку технологических отверстий 4 выполняют штангенциркулем и керном. С помощью керна и молотка отмечают положение осей сквозных отверстий 4. Буквами Х и Y обозначены координаты осей сквозных отверстий 4 относительно базовых граней (передней I и нижней II) заготовки образца 1. Длина черточек 3 соответствует ширине будущих искусственных дефектов в виде узких пазов и, поскольку она одинакова для всех пазов на фиг.2, обозначена буквой l.
После разметки искусственных дефектов 3 и технологических сквозных отверстий 4 осуществляют их выполнение. Технологические отверстия 4 получают последовательно одно за другим механической обработкой сверлением по разметке, сделанной кернением. Искусственные дефекты 3 выполняют в следующей последовательности: заготовку образца 1 вставляют в рамку 6, в отверстие 4, например первое слева (фиг.3), вводят проволочку 7 диаметром, например, 0,1 мм. Один ее конец вводят в паз нижнего зажима одного электрода 5 и натягивают, чтобы проволочка 7 не провисала, и вводят в паз второго электрода 5, проволочку 7 натягивают с помощью двух катушек (на фиг.3 не показаны) - на одну катушку с помощью электродвигателя проволочку наматывают, другую катушку придерживают, в результате проволочка 7 натягивается. Заготовку образца 1 с рамкой 9 помещают на дно ванны с водой или керосином (на фиг.3 не показана), так чтобы осуществлялся электрический контакт с ванной. В верхних пазах электродов 5 винтами 8 зажимают провода 9, соединяющие рамку 6 с контактом «-» электроэрозионной установки 10, а контакт «+» установки 10 соединяют с ванной. На установке 10 набирают необходимую программу перемещения рамки 6, подают ток на электроды 5, включают привод рамки 6 и программу ее перемещения. В процессе электроэрозионной обработки паза 3 образца 1 рамка 6 с проволочкой 7 смещается вначале горизонтально (траектория движения проволочки показана стрелками на выносном элементе I фиг.3), по разметке, до вертикальной черточки разметки паза 3, затем вдоль черточки вертикально вниз до конца черточки, после чего ток на электродах 5 отключается. Рамка 6 с проволочкой 7 поднимается до горизонтальной прорези от отверстия 4. Когда проволока дойдет до горизонтального паза, ток на электродах 5 включается и электроэрозионная обработка продолжится до верхнего конца черточки 3, после чего установка по программе отключается. Искусственный дефект 3 в виде узкого сквозного паза высотой от 5 до 20 диаметров инструмента выполнен. Использованную проволочку 7 отрезают, вынимают ее из полученного паза 3, рамку 6 смещают на следующее сквозное отверстие 4, где повторяют все предыдущие операции по выполнению первого искусственного дефекта 3 в виде сквозного узкого паза высотой от 5 до 20 диаметров инструмента электроэрозионной обработкой. Аналогично выполняют все остальные искусственные дефекты 3, размеченные на заготовке образца 1, согласно фиг.2. На фиг.4 показан полностью готовый образец, который может быть использован для настройки и градуировки ультразвуковых дефектоскопов при ультразвуковом контроле качества сварных соединений, заготовок и полуфабрикатов эхо-импульсным, зеркально-теневым, дельта-методом, а также комбинированными методами.
Таким образом, предлагаемый способ позволяет изготавливать образцы с искусственными дефектами в виде узких сквозных пазов, имитирующих дефекты типа трещин, окисных плен и непроваров заданного малого размера, глубины залегания и расстояния между ними, что позволяет обеспечивать повторяемость характеристик искусственных дефектов для точной настройки порога чувствительности ультразвуковых дефектоскопов и их градуировки по глубине залегания дефектов и по величине расстояний между ними по глубине.
Технический результат способа, заключающийся в получении образцов в форме параллелепипеда с искусственными дефектами в виде узких сквозных пазов, лежащих на заданной глубине и в плоскостях, перпендикулярных плоскости ввода-приема ультразвуковых колебаний и оси параллелепипеда, достигается тем, что в отличие от прототипа, включающего создание с помощью механической обработки нарушения сплошности образца, чистовую обработку поверхности в зоне дефекта, используются механическая обработка для выполнения в образце технологических сквозных отверстий диаметром от 0,5 мм до 1,0 мм, перпендикулярных продольной оси образца и параллельных его рабочей поверхности, последующее введение в них обрабатывающего инструмента, применение электроэрозионной обработки для выполнения этим обрабатывающим инструментом узких сквозных пазов, параллельно сквозным технологическим отверстиям, высотой от 5 до 20 диаметров инструмента.
Источники информации
1. Е.А. Любынский, О.А. Чикалова «Методика изготовления эталонов для контроля качества труб». УДК 620. 17a И-73. Труды НИИИН вып.3, с.17-21, М.: НИИИН, 1970 г.
2. Патент РФ №1046672, кл. G01N, «Способ изготовления образцов с дефектами», опубликован 07.10.1983 г.
Способ изготовления эталонных образцов в форме параллелепипеда с искусственными дефектами для градуировки и установки порога чувствительности ультразвуковых дефектоскопов, включающий выполнение в образце технологических сквозных отверстий диаметром от 0,5 мм до 1,0 мм, перпендикулярных продольной оси образца и параллельных его рабочей поверхности, последующее введение в них обрабатывающего инструмента, применение электроэрозионной обработки для выполнения этим обрабатывающим инструментом узких сквозных пазов, параллельно сквозным технологическим отверстиям, высотой от 5 до 20 диаметров инструмента.
Способ отработки в лабораторных условиях параметров работы магнитокалорических рефрижераторов и устройство для его осуществления
Выдвижная опора с автоматическим стопорением штока привода
Концевой затвор
Электрогенератор для ветроэнергетической установки
Ротор ветроэнергетической установки
Рентгенозащитная композиция
Самолетная пусковая установка для запуска баллистических ракет космического назначения
Способ ручного ультразвукового контроля (варианты)
Способ получения углерод-углеродного композиционного материала
Устройство для дистанционной управляемой стыковки разъемных соединителей коммуникаций
Многоступенчатая ракета и способ ее полета
Способ автоматизированного ультразвукового контроля плоских изделий
Безимпульсный делитель
Способ автоматизированного ультразвукового контроля крупногабаритных, толстостенных изделий, имеющих форму тел вращения
Привод рулевой
Способ автоматизированного ультразвукового контроля листов
Способ ручного ультразвукового контроля (варианты)

