Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53×3550±50 мм ИЗ СТАЛИ МАРКИ 15X5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ГЕОМЕТРИЧЕСКИМИ РАЗМЕРАМИ ПОВЫШЕННОЙ ТОЧНОСТИ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, в частности к способу производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3550±50 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности, и может быть использовано при производстве бесшовных горячедеформированных гильз-заготовок размером 640×510вн.×3750+0/-100 мм на трубопрокатной установке 8-16″ ОАО ″ЧТПЗ″ с пилигримовыми станами с двойной прошивкой (прошивкой и раскаткой) в стане винтовой прокатки из заготовок размером 630×100×1575+25/-100 мм для последующей обточки и расточки их на участке обработки заготовок и труб специального назначения ОАО ″ЧТПЗ″ в товарные трубы размером 610×36,53×3550±50 мм с геометрическими размерами повышенной точности.
ТПУ 8-16″ с пилигримовыми станами ОАО ″ЧТПЗ″ единственная в России, на которой можно прокатывать трубы диаметром до 550 мм в валках с калибром 562 мм и диаметром бочки 1045 мм. Для прокатки труб размером 610×36,53 мм необходим калибр диаметром 618-620 мм, который врезать в валки с идеальным диаметром 1070 мм не представляется возможным, т.к. они будут поломаны при прокатке первой трубы.
Известны способы прошивки слитков и заготовок в стане винтовой прокатки в гильзы с отношением D/S<13,5 для производства труб диаметром 530-550 мм на ТПА 8-16″ с пилигримовыми станами ОАО ″ЧТПЗ″ из углеродистых и малолегированных марок стали, заключающиеся в том, что нагретые слитки и заготовки прошивают (деформируют) в прошивном стане в две прошивки (ТИ158-Тр.ТБ1-38-97 ″Изготовление бесшовных горячекатаных труб для паровых котлов и трубопроводов по ТУ14-3-460-75 и ТУ14-3-420-75″, ТИ158-Тр.ТБ1-56-97 ″Изготовление бесшовных горячекатаных труб из стали марки 20 для нефтеперерабатывающей промышленности по ТУ14-3-587-77″, ТИ158-Тр.ТБ1-51-2002 ″Изготовление бесшовных горячекатаных труб из стали 15Х5М по ТУН-3Р-62-2002″).
Недостатком данных способов является то, что они распространяются на прокат труб диаметром до 550 мм. При раскатке гильз-заготовок в прошивной стан можно задать гильзу после первой прошивки длиной не более 2350 мм, а выдать из прошивного стана гильзу-заготовку диаметром не более 680 мм и длиной не более 3750 мм. Допуск по диаметру ±1,0% и по стенке +15/-5% на горячекатаных товарных трубах данного диаметра после пилигримового стана получить невозможно. Поэтому трубы размером 610×36,53 мм из малотехнологичной стали 15Х5М с геометрическими размерами повышенной точности данным способам получить на ТПУ 8-16″ не представляется возможным.
Наиболее близким техническим решением является способ производства бесшовных горячедеформированных труб большого и среднего диаметров из труднодеформируемых марок стали и сплавов на трубопрокатных установках с пилигримовыми станами, и может быть использовано при производстве труб диаметром 219-550 мм на ТПУ с пилигримовыми станами (RU 2387497 С2, B21B 21/00, 27.04.2010), включающем сверление в заготовках и слитках электрошлакового переплава центрального отверстия диаметром 100±5,0 мм, нагрев заготовок и слитков электрошлакового переплава до температуры пластичности, прошивку их в полые толстостенные гильзы в одном стане косой прокатки с последующей раскаткой в тонкостенные гильзы во втором стане косой прокатки, установленном параллельно первому со смещением входных и выходных сторон, прошивку сверленых заготовок и слитков электрошлакового переплава из труднодеформируемых марок стали и сплавов диаметром до 500 мм производят в стане косой прокатки с вытяжкой µ=1,2-1,5 и подъемом по диаметру 3,0-5,0%, а прошивку сверленых заготовок и слитков электрошлакового переплава диаметром более 500 мм производят в толстостенные гильзы на первом стане косой прокатки с вытяжкой µ=1,1-1,15 и подъемом по диаметру 2,0-3,5%, а раскатку в тонкостенные гильзы во втором стане косой прокатки с вытяжкой µ=1,1-1,25 и подъемом по диаметру 3,0-4,5%.
Однако данный способ не решает вопроса производства труб размером 610×36,53 мм с геометрическими размерами повышенной точности.
Задачей предложенного способа производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3550±50 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности является разработка технологии производства передельных бесшовных горячедеформированных гильз-заготовок в стане винтовой прокатки трубопрокатной установки 8-16″ с пилигримовыми станами для последующей механической обработки - обточки и расточки их в товарные трубы, выбор размеров кованых заготовок, оптимального технологического процесса прокатки их в стане винтовой прокатки в гильзы-заготовки максимальной длины и с наименьшей кривизной, снижения припуска под механическую обработку гильз-заготовок за счет направление на механическую обработку гильз-заготовок с общей кривизной не более 10, а, следовательно, снижение расходного коэффициента металла и стоимости товарных труб из стали 15Х5М для коммуникаций нефтеперерабатывающих заводов. Бесшовные горячекатаные трубы данного размера не только в России, но и в мире на ТПА с пилигримовыми станами не производились.
Технический результат достигается тем, что в известном способе производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3550±50 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности производится выплавка слитков в электрических или мартеновских печах, ковку слитков в поковки размером 650×1575+25/-100 мм, обточка поковок в трубные заготовки размером 630+10×1575+25/-100 мм, сверление сквозного центрального отверстия диаметром 100±5 мм, нагрев заготовок до температуры пластичности, прошивка заготовок в стане винтовой прокатки в гильзы размером 640×390вн.×2100±50 мм на оправке диаметром 375 мм, нагрев гильз с холодного посада до температуры пластичности, прошивка-раскатка гильз в стане винтовой прокатки на оправке диаметром 495 мм размер в размер 640×510вн.×3750+/-100 мм, термическая обработка гильз 640×510вн.×3750+/-100 мм с кривизной не более 10 мм, механическая обработка - расточка и обточка в товарные трубы размером 610×36,53×3550±50 мм с чистотой поверхности Rz не более 40 мкм, отрезка колец для проведения механических испытаний, подрезка концов, снятие двухсторонней фаски, ультразвуковой контроль и приемка.
Сопоставительный анализ заявляемого решения с прототипом показывает, что в известном способе производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3550±50 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с геометрическими размерами повышенной точности производится выплавка слитков в электрических или мартеновских печах, ковку слитков в поковки размером 650×1575+25/-100 мм, обточка поковок в трубные заготовки размером 630+10×1575+25/-100 мм, сверление сквозного центрального отверстия диаметром 100±5 мм, нагрев заготовок до температуры пластичности, прошивка заготовок в стане винтовой прокатки в гильзы размером 640×390вн.×2100±50 мм на оправке диаметром 375 мм, нагрев гильз с холодного посада до температуры пластичности, прошивка - раскатка гильз в стане винтовой прокатки на оправке диаметром 495 мм размер в размер 640×510вн.×3750+/-100 мм, термическая обработка гильз 640×510вн.×3750+/-100 мм с кривизной не более 10 мм, механическая обработка - расточка и обточка в товарные трубы размером 610×36,53×3550±50 мм с чистотой поверхности Rz не более 40 мкм, отрезка колец для проведения механических испытаний, подрезка концов, снятие двухсторонней фаски, ультразвуковой контроль и приемка.
Таким образом, заявляемый способ соответствует критерию ″изобретательский уровень″.
Сравнение заявляемого способа, не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности ″изобретательский уровень″.
Способ производства гильз-заготовок размером 640×510вн.×3750+0/-100 мм, в соответствии с формулой изобретения опробован на трубопрокатной установке 8-16″ с пилигримовыми станами, а механическая обработка - обточка и расточка их в товарные бесшовные горячедеформированные механически обработанные трубы размером 610×36,53×3550±50 мм с повышенными требованиями по геометрическим размерам произведена на участке обработки поковок и труб специального назначения ОАО ″ЧТПЗ″.
Для прокатки гильз-заготовок были использованы поковки стали марки 15Х5М размером 650×1475-1600 мм поставки ОАО ″Мечел″. Поковки были обточены на диаметр 630 мм, а затем просверлены на диаметр 100±5,0 мм на ОАО ″ЧТПЗ″.
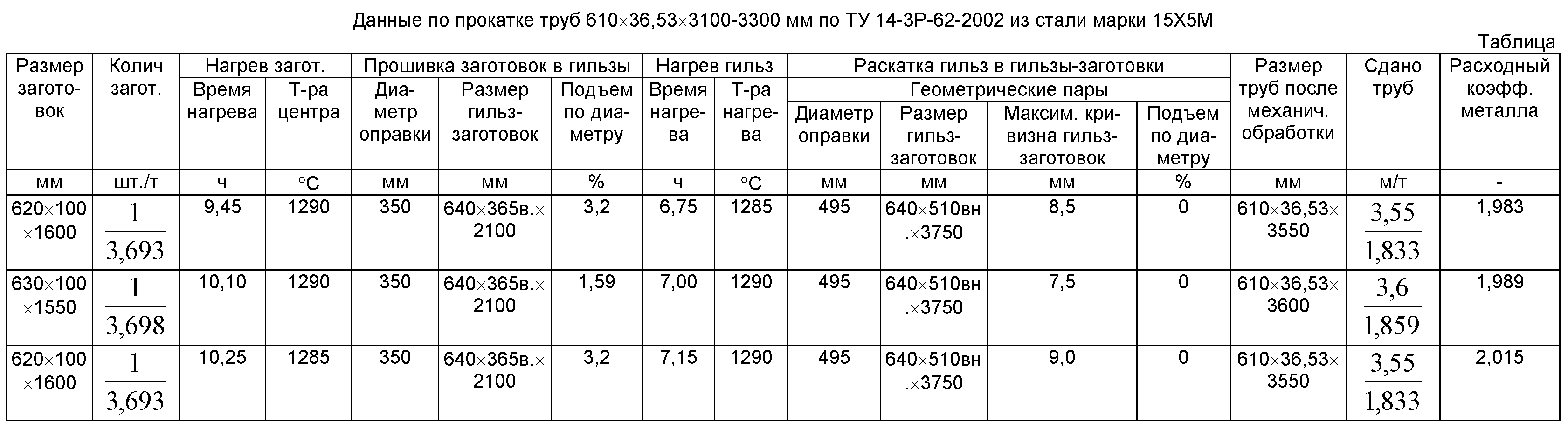
Данные по производству опытно-промышленной партии бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3550±50 мм по ТУ 14-3Р-62-2002 из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов по предлагаемой технологи приведены в таблице. Заготовки были нагреты в методической печи до температуры пластичности, а именно до температуры 1285-1290°C, и прошиты на оправке диаметром 350 мм в стане винтовой прокатки в гильзы размером 640×365вн.×2100 мм с подъемом по диаметру от 0 до 3,2%. Гильзы с холодного посада были нагреты в методической печи до температуры 1285-1290°C и прошиты - раскатаны на оправке диаметром 495 мм в гильзы-заготовки размером 640×510вн.×3750 мм. На передних концах гильз-заготовок, соответствующих донным концам заготовок, величина утяжки составила от 150 до 160 мм, а на задних (усадочных) от 80 до 110 мм, которая была удалена на станке механическим способом (отрезана). После осмотра и приемки гильзы-заготовки были термообработаны. После термической обработки гильзы-заготовки были переданы на участок по обработке слитков, заготовок и труб спецназначения, где они были обточены и расточены в товарные трубы размером 610±3,5×36,53+3,45/-1,75×3550-3600 мм. От труб с концевых участков были отобраны темплеты и переданы в испытательный центр для проведения контрольных испытаний. Испытания показали, что металл труб по всем параметрам соответствует требованиям ТУ14-3Р-62-2002. Трубы прошли УЗК. При УЗК дефектов на трубах обнаружено не было. Затем трубы были отторцованы, приняты в соответствии с ТУ 14-3Р-62-2002 и отправлены заказчику. Расходный коэффициент металла по трубам данной партии составил от 1,983 до 2,015.
Таким образом, использование предлагаемого способа позволило осуществить на стане винтовой прокатки ТПУ 8-16″ с пилигримовыми станами производство качественных бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм с геометрическими размерами повышенной точности для коммуникаций нефтеперерабатывающих заводов.
Дорн для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства холоднокатаных товарных труб размером 170×3×370 мм из стали марки 16х12мвсфбр-ш (эп823-ш) для реакторов нового поколения на быстрых нейтронах
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов
Способ производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12х12м1бфру-ш для реакторов аэс на быстрых нейтронах
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм
Способ производства бесшовных горячекатаных труб диаметром 530 и 550 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива
Способ производства бесшовных горячекатаных обсадных труб размером 508×11,1, 508×12,7 и 508×16,1 мм на тпу 8-16" с пилигримовыми станами в обычном и хладостойком исполнениях
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из непрерывнолитых заготовок
Дорн для производства горячекатаных длинномерных полых металлических изделий с периодической конусностью в прокатном стане
Способ производства бесшовных горячекатаных труб на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства холоднокатаных товарных труб размером 170×3×370 мм из стали марки 16х12мвсфбр-ш (эп823-ш) для реакторов нового поколения на быстрых нейтронах
Способ производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15х5м для коммуникаций нефтеперерабатывающих заводов
Способ производства шестигранных труб-заготовок размером "под ключ" 181,8±0,4×3,5+0,3/-0,2×3750+20/-0 мм из стали марки 12х12м1бфру-ш для реакторов аэс на быстрых нейтронах
Способ производства бесшовных холоднодеформированных насосно-компрессорных труб размером 168,3×10,6×5000-10000 мм
Способ производства бесшовных горячекатаных труб диаметром 530 и 550 мм на трубопрокатных установках с пилигримовыми станами для паровых котлов, паропроводов и коллекторов установок с высокими и сверхкритическими параметрами пара
Способ производства шестигранных труб-заготовок размером "под ключ" 252,6±1,8×5+1,5/-1,0×4300+80/-30 мм для хранения и транспортировки отработанного ядерного топлива
Способ производства бесшовных горячекатаных обсадных труб размером 508×11,1, 508×12,7 и 508×16,1 мм на тпу 8-16" с пилигримовыми станами в обычном и хладостойком исполнениях
Способ производства бесшовных горячедеформированных труб большого и среднего диаметров на трубопрокатных установках с пилигримовыми станами из непрерывнолитых заготовок

