Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОБРАЗЦОВ ДЕТАЛЕЙ ИЗ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ
Вид РИД
Изобретение
Изобретение относится к области машиностроения, в частности к технологии изготовления изделий из композиционных материалов, а именно тел вращения, и может быть применено при контроле качества изготовления крупногабаритных деталей из композиционных материалов.
При изготовлении деталей из композиционных материалов необходим постоянный контроль качества.
Одним из наиболее эффективных методов контроля качества является определение свойств композиционных материалов при механических испытаниях на образцах, вырезаемых из припуска готовой детали.
Наиболее распространенным и хорошо изученным видом механических испытаний является одноосное растяжение материала до разрушения.
Полученные при этом характеристики служат для оценки несущей способности материала детали, так как почти все критерии прочности включают прочность при одноосном растяжении.
При разработке способа изготовления образцов необходимо учитывать особенности структуры композиционного материала детали, условия работы детали при ее эксплуатации и правильно определять форму образца.
Известен способ изготовления образцов деталей из композиционных материалов, например тел вращения (см., например, И.М. Буланов, В.В. Воробей. Технология ракетных и аэрокосмических конструкций из композиционных материалов. - М.: Издательство МГТУ им. Н.Э. Баумана, 1998 г. - стр.358-359 - наиболее близкий аналог).
Известный способ позволяет проводить оценку механических свойств композиционных материалов на образцах разрушающими методами, в частности при одноосном растяжении образца до разрушения.
Однако практическое применение известного способа при изготовлении образцов тел вращения из композиционных материалов показало, что получаемые образцы не в полной мере характеризуют прочность материала детали в реальных условиях эксплуатации.
Выяснено, что это обусловлено тем, что общепринятая технология изготовления образцов и их стандартная форма недостаточно полно учитывают структуру материала и конструктивные особенности тел вращения из композиционных материалов.
Так, например, при вырезке образцов известным способом не учитывается особенности послойного изготовления тел вращения из композиционных материалов, которым присуще наличие идущих по всей длине неравномерно расположенных по периметру и различающихся по высоте в радиальном направлении складок в материале, образующихся в процессе отверждения при усадке материала под воздействием высокой температуры и значительного по величине давления.
Полностью исключить наличие складок в деталях из композиционных материалов, в настоящее время практически невозможно, можно лишь снизить высоту складок при их более равномерном расположении по периметру детали за счет перераспределения материала в процессе усадки после отверждения при изготовлении детали (см., например, патенты РФ №№2337817 и 2373052).
Прочность детали в районе складок материала изменяется в зависимости от их высоты и значительно ниже, чем в других зонах детали, в частности из-за невысокой плотности связующего в зонах складок.
Таким образом, известный способ изготовления образцов не позволяет получить качественные образцы и, соответственно, не позволяет осуществлять эффективный контроль качества деталей на изготовленных образцах стандартной формы.
Технической задачей данного изобретения является осуществление эффективного контроля качества изготовления деталей из композиционных материалов на образцах нестандартной формы при обеспечении максимально возможного приближения условий испытаний образца к условиям нагружения материала детали при ее эксплуатации.
Технический результат достигается тем, что в способе изготовления образцов деталей из композиционных материалов, преимущественно тел вращения с радиальными складками материала, включающем разметку и вырезку образцов из припуска детали, из припуска детали вырезают кольцо, продольное сечение которого соответствует поперечному сечению заготовки образца, изготавливают соответствующий продольному сечению заготовки образца плоский шаблон, в центральной части которого выполнен участок меньшей ширины, с нанесенной посередине него поперечной риской, размечают по шаблону расположение заготовок образцов по периметру торцовой поверхности кольца, последовательно совмещая риску шаблона со складками материала, после чего вырезают заготовки образцов и производят механическую обработку заготовок для получения образцов с утоненным рабочим участком в центральной части.
Вырезка из припуска детали кольца, продольное сечение которого соответствует поперечному сечению образца, позволяет упростить процесс изготовления заготовок образцов и уменьшить объем механической обработки.
Применение специально изготовленного плоского шаблона, соответствующего продольному сечению образца, позволяет облегчить процесс разметки расположения заготовок образцов по периметру торцовой поверхности кольца, вырезанного из припуска детали.
При этом выполнение в центральной части шаблона участка меньшей ширины, с нанесенной посередине него поперечной риской, позволяет визуально совместить складку с риской и тем самым повысить точность расположения складки материала детали в центральной части заготовки образца.
Криволинейная нестандартная форма образца в виде сектора, вырезаемого из кольца, позволяет при испытаниях на образцах наиболее полно смоделировать условия работы детали при ее эксплуатации.
Механическая обработка заготовки образца позволяет создать в центральной части образца утоненный рабочий участок, на котором при испытаниях происходит разрушение образца в расчетном сечении.
Сущность способа поясняется рисунками.
На фиг.1 показано продольное сечение детали с припуском.
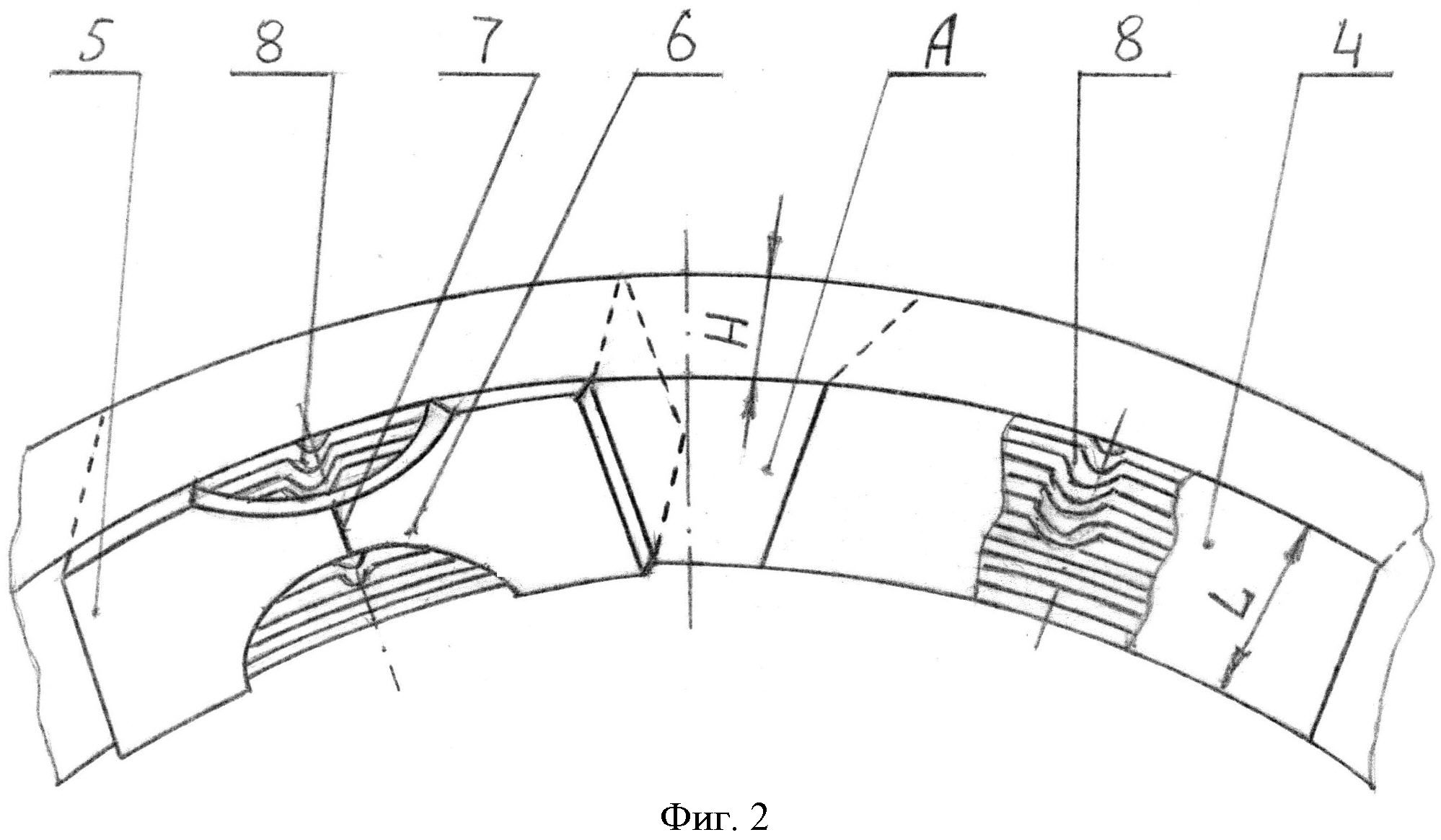
На фиг.2 приведена схема разметки заготовок образцов по шаблону.
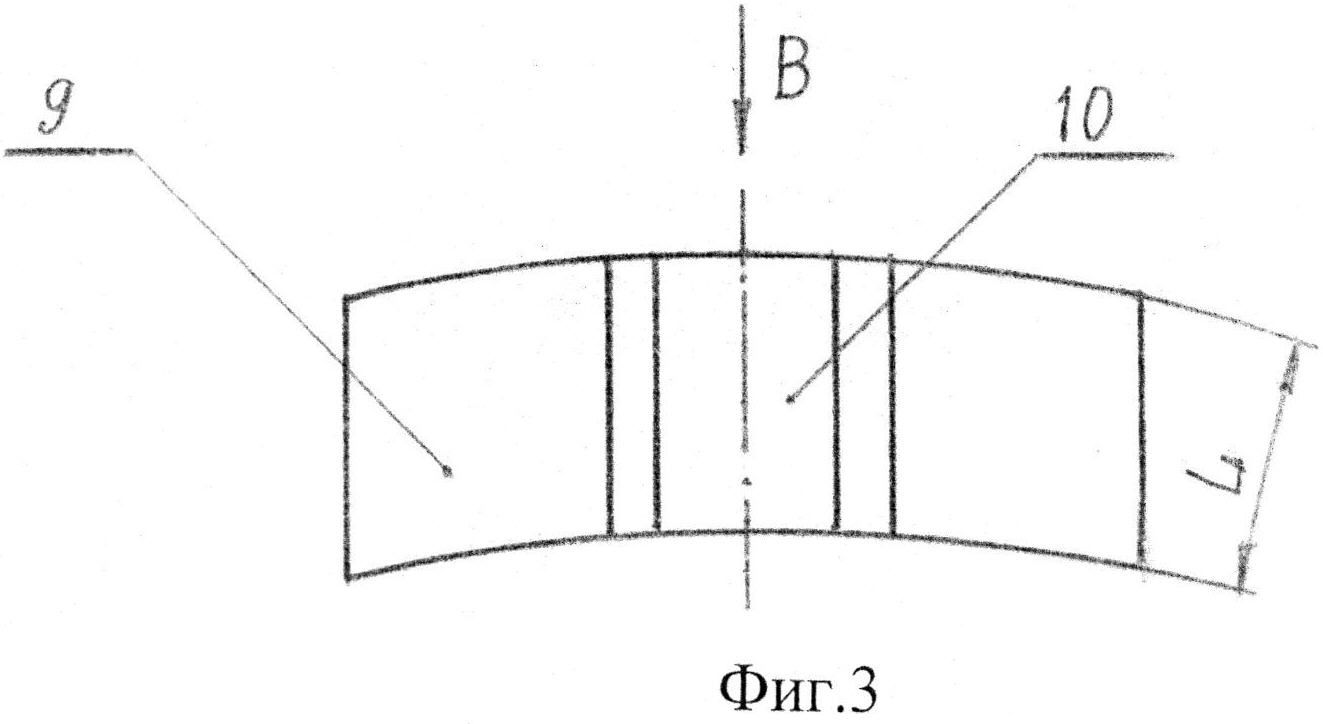
На фиг.3 приведено продольное сечение образца.
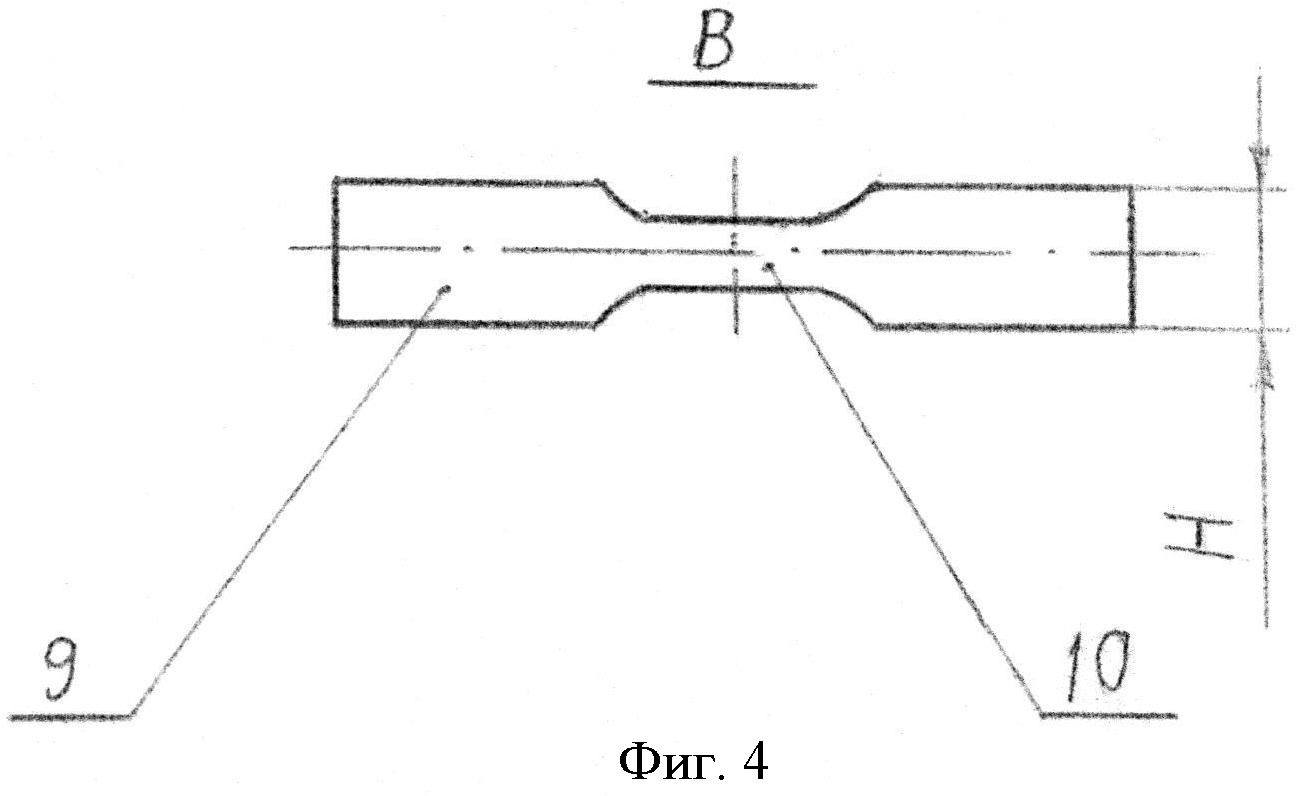
На фиг.4 приведено поперечное сечение образца.
Изготовление образцов по предлагаемому способу осуществляется следующим образом.
При проектировании детали 1 предусматривается ее послойное изготовление намоткой пропитанного связующим композиционного материала на круглую оправку, при этом деталь 1 изготавливается с кольцевым технологическим припуском 2.
После изготовления детали 1 из кольцевого припуска 2 вырезают кольцо 3, продольное (осевое) сечение которого соответствует поперечному сечению (L×Н) заготовки 4 образца, который требуется получить.
Изготавливают соответствующий продольному сечению заготовки 4 образца плоский металлический шаблон 5, в виде сектора, ширина которого равна ширине L кольца 3.
В центральной части шаблона 5 выполнены криволинейные вырезы, образующие участок 6 меньшей ширины, посередине которого нанесена поперечная риска 7.
Размечают по шаблону 5 расположение заготовок 4 образцов по периметру торцовой поверхности «А» кольца 3, последовательно совмещая поперечную риску 7 шаблона 5 со складками 8 материала, предварительно отмеченными, например, цветным карандашом.
При этом положение складок 8 легко определяется визуально через криволинейные вырезы шаблона 5, наличие которых облегчает также совмещение складок 8 с поперечной риской 7 шаблона 5.
Обозначают боковые границы заготовок 4 образцов, в центральной части которых расположены складки 8, обводя цветным карандашом боковые стороны шаблона 5.
После чего вырезают из кольца 3 заготовки 4 образцов и производят их механическую обработку для получения в центральной части образца 9 утоненного рабочего участка 10, посередине которого расположена складка материала, в зоне которой прочность материала наименьшая.
Такие образцы наиболее достоверно отражают несущую способность детали и ее работоспособность при эксплуатации.
На изготовленных нестандартных образцах 9 определяют физико-механические и структурные свойства материала детали, в том числе прочность на отрыв и сдвиг, однородность структуры и т.п.
Предложенный способ позволяет получить образцы нестандартной формы, наиболее полно имитирующие особенности работы детали, готовые к применению для всех видов механических испытаний, обеспечивающие простоту закрепления в испытательной машине и нечувствительность к способу закрепления.
Особенно эффективно применение изготовленных образцов для определения предела прочности материала на растяжение.
На предприятии предлагаемым способом получены образцы ряда крупногабаритных деталей из композиционных материалов, свойства которых полностью соответствуют свойствам готовых изделий.
Предложенный способ прост, технологичен и не требует существенных затрат на его осуществление.
Практическое применение изобретения позволило обеспечить повышение эффективности контроля качества изготовления крупногабаритных деталей из композиционных материалов на образцах.
Способ изготовления образцов деталей из композиционных материалов преимущественно тел вращения с радиальными складками материала, включающий разметку и вырезку образцов из припуска детали, отличающийся тем, что из припуска детали вырезают кольцо, продольное сечение которого соответствует поперечному сечению заготовки образца, изготавливают соответствующий продольному сечению заготовки образца плоский шаблон, в центральной части которого выполнен участок меньшей ширины, с нанесенной посередине него поперечной риской, размечают по шаблону расположение заготовок образцов по периметру торцовой поверхности кольца, последовательно совмещая риску шаблона со складками материала, после чего вырезают заготовки образцов и производят механическую обработку заготовок для получения образцов с утоненным рабочим участком в центральной части.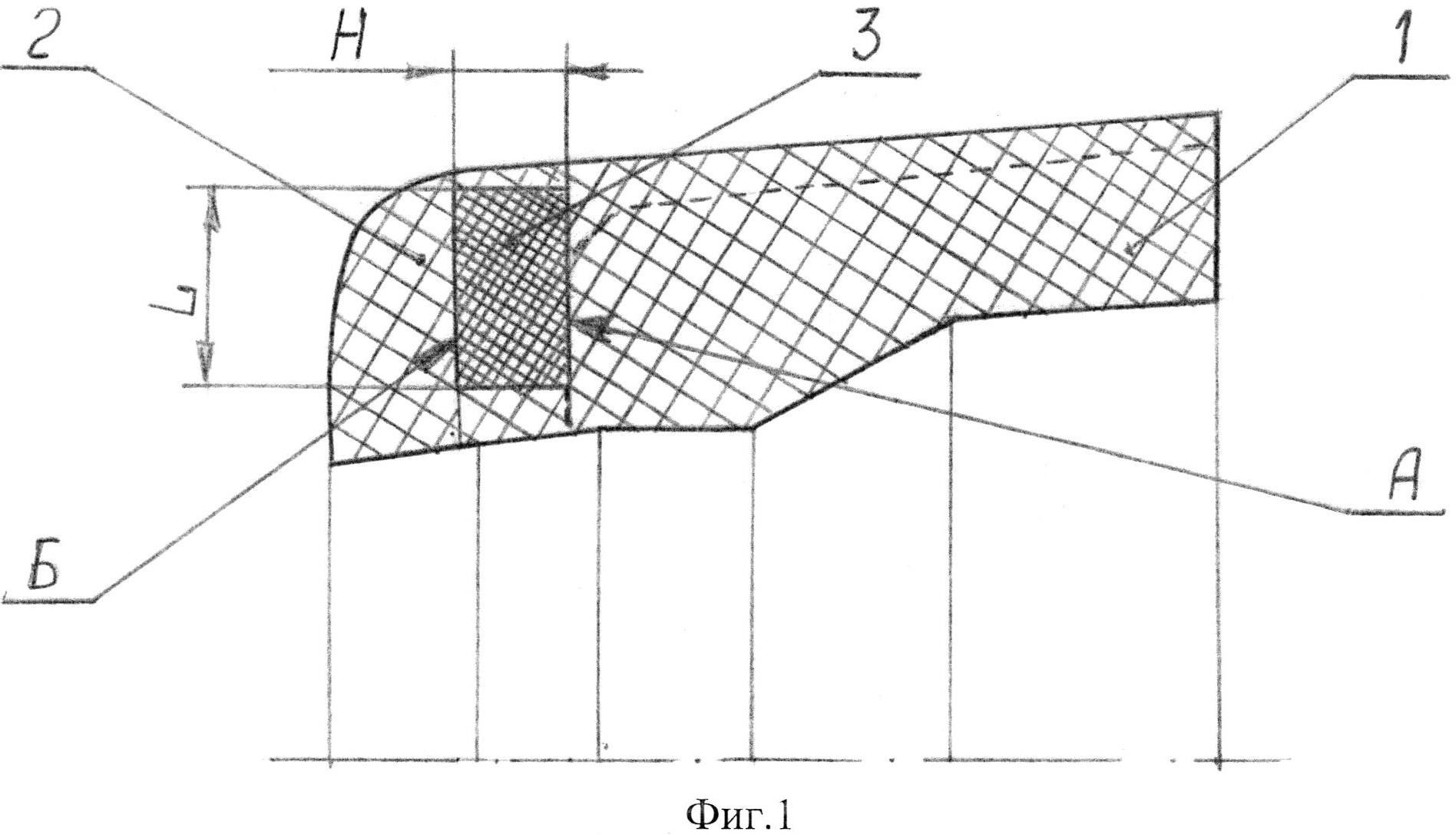
Корпус ракетного двигателя твёрдого топлива
Корпус ракетного двигателя твердого топлива и заряд скрепленный
Ракетный двигатель твердого топлива
Пресс-форма для изготовления армированных резинотехнических изделий
Способ изготовления звукопоглощающего устройства турбореактивного двигателя
Способ подготовки к работе пресс-формы для изготовления армированных резинотехнических изделий
Заглушка ракетного двигателя твердого топлива
Способ изготовления панели звукопоглощающего устройства
Способ изготовления армирующих тарелей гибкого опорного шарнира
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами
Способ изготовления многослойной оболочки вращения с наружными кольцевыми утолщениями и выступами

