Результат интеллектуальной деятельности: СПОСОБ ЛАЗЕРНОГО УПРОЧНЕНИЯ ПЛОСКОЙ ЗАГОТОВКИ
Вид РИД
Изобретение
Предлагаемый способ относится к области машиностроения и может быть использован для формирования поверхностных слоев материалов путем термообработки.
Известен способ поверхностной закалки стали [1, стр.289], осуществляемый, например, высокочастотными импульсами тока с регулируемой глубиной слоя за счет изменения частоты импульсов.
К недостаткам способа относится отсутствие возможности получения в подповерхностном слое вязкого материала.
Известен способ термической обработки материалов [2, стр.6], заключающийся в воздействии лучом лазера, обеспечивающим наибольшую температуру нагрева поверхностного слоя, который при закалке имеет наибольшую твердость.
К недостаткам способа относится неуправляемое повышение твердости подповерхностного слоя материала в зоне облучения.
Наиболее близким к заявленному является способ упрочнения поверхностного слоя сталей [3], заключающийся в воздействии на обрабатываемую поверхность лазерным лучом с получением упрочненного и смягченного слоя.
К недостаткам способа относится отсутствие возможности регулирования глубины залегания вязкого материала, учитывающего условия работы детали в узлах с высоким контактным давлением.
Изобретение направлено на регулирование глубины упрочнения поверхностного слоя с получением заданной глубины залегания вязкого подповерхностного слоя материала, учитывающего требования к эксплуатации изделия, подвергаемого упрочнению.
Это достигаемся тем, что на облучаемую поверхность подают прозрачную для луча охлаждающую среду, количество которой регулируют пропорционально глубине вязкого подповерхностного слоя, не требующего закалки.
Схема осуществления способа приведена на фигуре 1. На материал (например, углеродистая сталь) заготовки 1 подают луч 2 лазера, который производит закалку поверхностного слоя 3. В зону закалки 4 заготовки 1 подают через насадку 5 поток охлаждающей среды 6, например охлажденной углекислоты. Степенью охлаждения слоя 3 управляют через заслонку 7 регулятором 8. В результате на поверхностном слое 3 образуется незакаленный слой 9.
Способ осуществляют в следующей последовательности. Назначают участки заготовки 1, на которых необходимо получить закалку с сохранением вязкого поверхностного слоя 9. Рассчитывают по [2] интенсивность луча 2 и находят скорость его перемещения по слою 9, расход среды 6. Назначают режимы обработки. Подают луч 2 и одновременно - среду 6 в объеме, регулируемом заслонкой 7 от регулятора. Под действием луча 2 и среды 6 на закаленном слое 3 заготовки 1 образуется незакаленный слой 9, обладающий повышенной вязкостью. Луч (или заготовку 1) перемещают вдоль обрабатываемой поверхности со скоростью, обеспечивающей присутствие пятна от луча в течение времени термообработки.
Пример осуществления способа. На лазерной установке с непрерывным излучением по схеме на фигуре 1 упрочняют поверхностный слой плоской заготовки из стали У8А с микротвердостью 3200-3500 МПа.
Плотность мощности излучения составляет 4,8·104 Вт/см2, фокусировка луча ⌀ 3 мм.
Охлаждающая среда - углекислота, подаваемая в зону фокусировки луча из баллона с «сухим льдом» при давлении 0,2 МПа. Скорость перемещения луча вдоль поверхности заготовки 200 мм/мин.
Результаты обработки:
Микротвердость поверхностного слоя (4-4,2)·103 МПа, глубина слоя 18-20 мкм. Микротвердость зоны закалки (7-8)·103 МПа на глубину 300-400 мкм.
Испытания упрочненных пластин на специальной установке при сжатии до 100 МПа не выявили «схватывания» контактных участков и нарушения поверхностного слоя.
Источники информации
1. Справочник металлиста. В 5 т. Т 2 / Под ред. А.Г. Рахштадта и В.А. Брострема. М.: Машиностроение, 1976. - 720 с.
2. Коваленко B.C. Обработка материалов импульсным излучением лазеров. Киев: Выща шк., 1977. - 144 с.
3. Патент Японии JP 2010012570.
Способ лазерного упрочнения плоской заготовки, включающий воздействие на обрабатываемую поверхность заготовки лазерным лучом с получением закаленного подповерхностного слоя, отличающийся тем, что одновременно с воздействием лазерным лучом на заданные участки заготовки подают поток охлаждающей среды с формированием незакаленного вязкого подповерхностного слоя, заданную глубину залегания которого регулируют объемом подаваемой охлаждающей среды.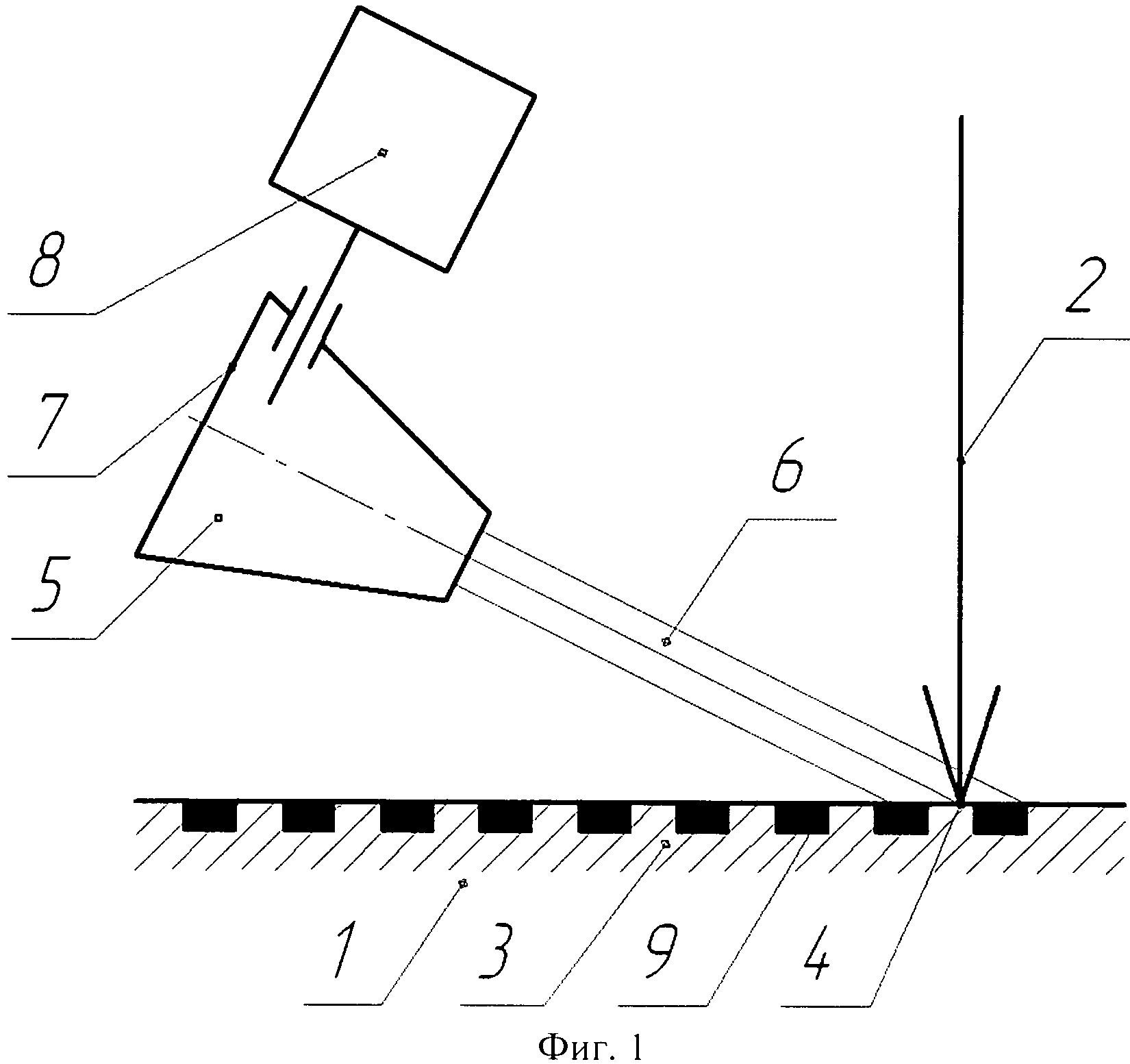
Способ электрохимического маркирования и устройство для его осуществления
Способ безабразивной доводки сопрягаемых поверхностей
Способ плазменного напыления покрытия
Способ подготовки прокачиваемой через зону обработки при электрохимической размерной обработке рабочей среды и устройство для его осуществления
Электрод для изготовления конфузорного участка в отверстии форсунки
Способ групповой прошивки отверстий и устройство для его реализации
Способ разделения электродом-проволокой металлических деталей из материалов с анизотропными свойствами и устройство для его использования
Способ и устройство для обработки прессованной детали из материала с анизотропной проводимостью
Смесительная головка камеры жрд
Обнаружитель фазоманипулированных сигналов
Способ упрочнения материалов
Способ разделения листовых металлических заготовок переменной толщины в среде электролита и устройство для его осуществления
Ротор сегментного электрогенератора
Способ сравнительной оценки надежности партий полупроводниковых изделий

