Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ПНЕВМАТИЧЕСКОЙ ШИНЫ
Вид РИД
Изобретение
Область техники
Настоящее изобретение относится к способу изготовления пневматической шины, позволяющему подавить образование пустот вблизи края резины боковины и при этом повысить долговечность.
Уровень техники
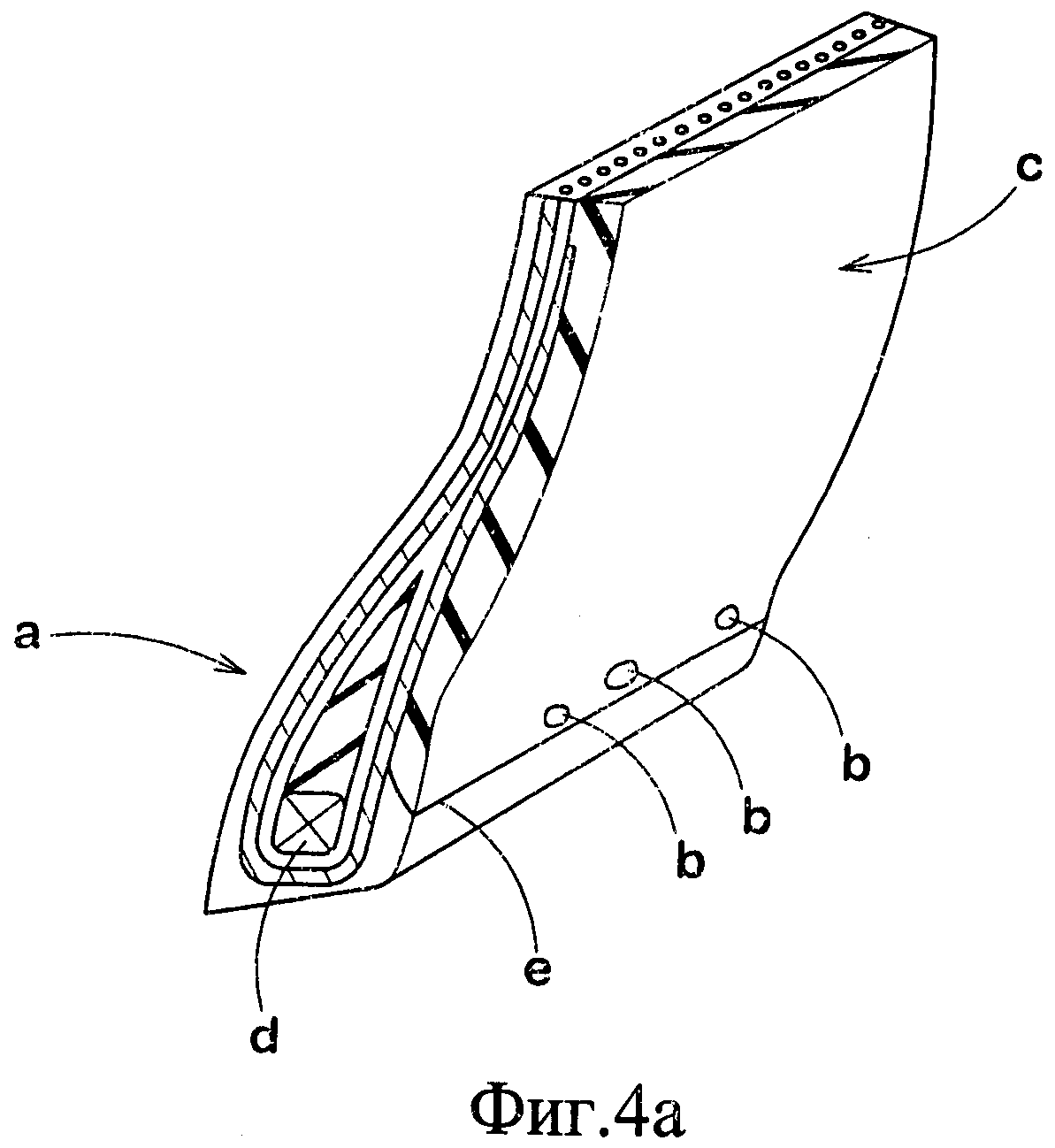
В последнее время разработана пневматическая шина, обладающая улучшенными шумовыми характеристиками и комфортностью вождения, вследствие исключения усиливающего борт слоя, расположенного отдельно от каркаса, чтобы снизить жесткость борта. Однако этот тип пневматической шины имеет недостаток в том, что на поверхности борта (а) шины могут возникать пустоты (b), как показано на Фиг.4(а). Термин «пустоты» означает вмятины (дефекты), образующиеся на поверхности вулканизированной шины при вулканизации сырой заготовки шины с использованием формы, при удержании воздуха между сырой заготовкой шины и формой.
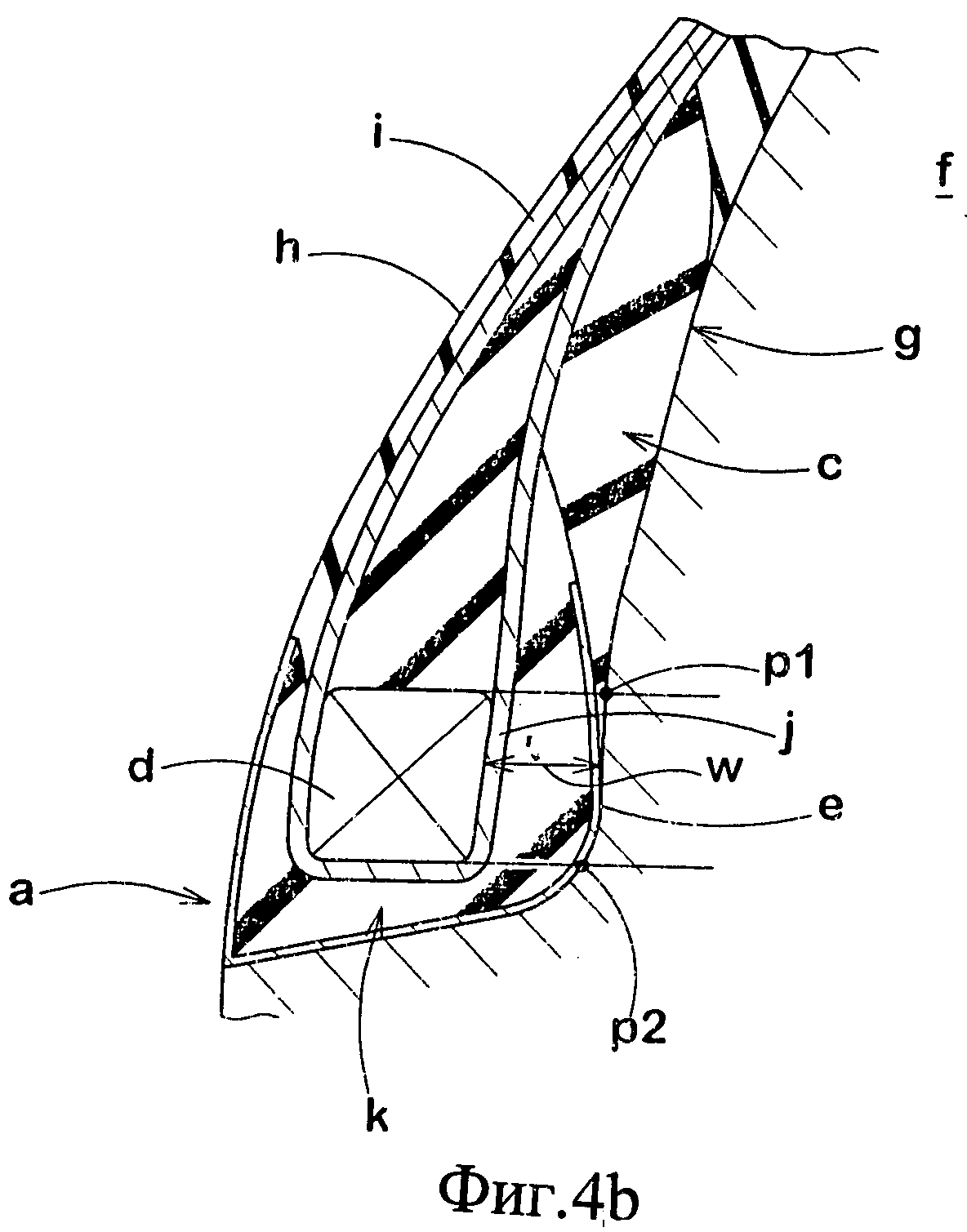
Авторами настоящего изобретения обнаружено, что край (е) резины боковины, который является радиально-внутренним краем резины (С) боковины, деформируется под давлением, создаваемым большим усилием сжатия между очень жестким бортовым кольцом (d) и формой (f), так что в ходе вулканизации образуются пустоты (b), как показано на Фиг.4(b).
Кроме того, также полагают, что причиной возникновения пустот (b) является тот факт, что усилие сжатия в ходе вулканизации не может быть достаточно амортизировано из-за снижения толщины борта (а) вследствие исключения такого усиливающего борт слоя.
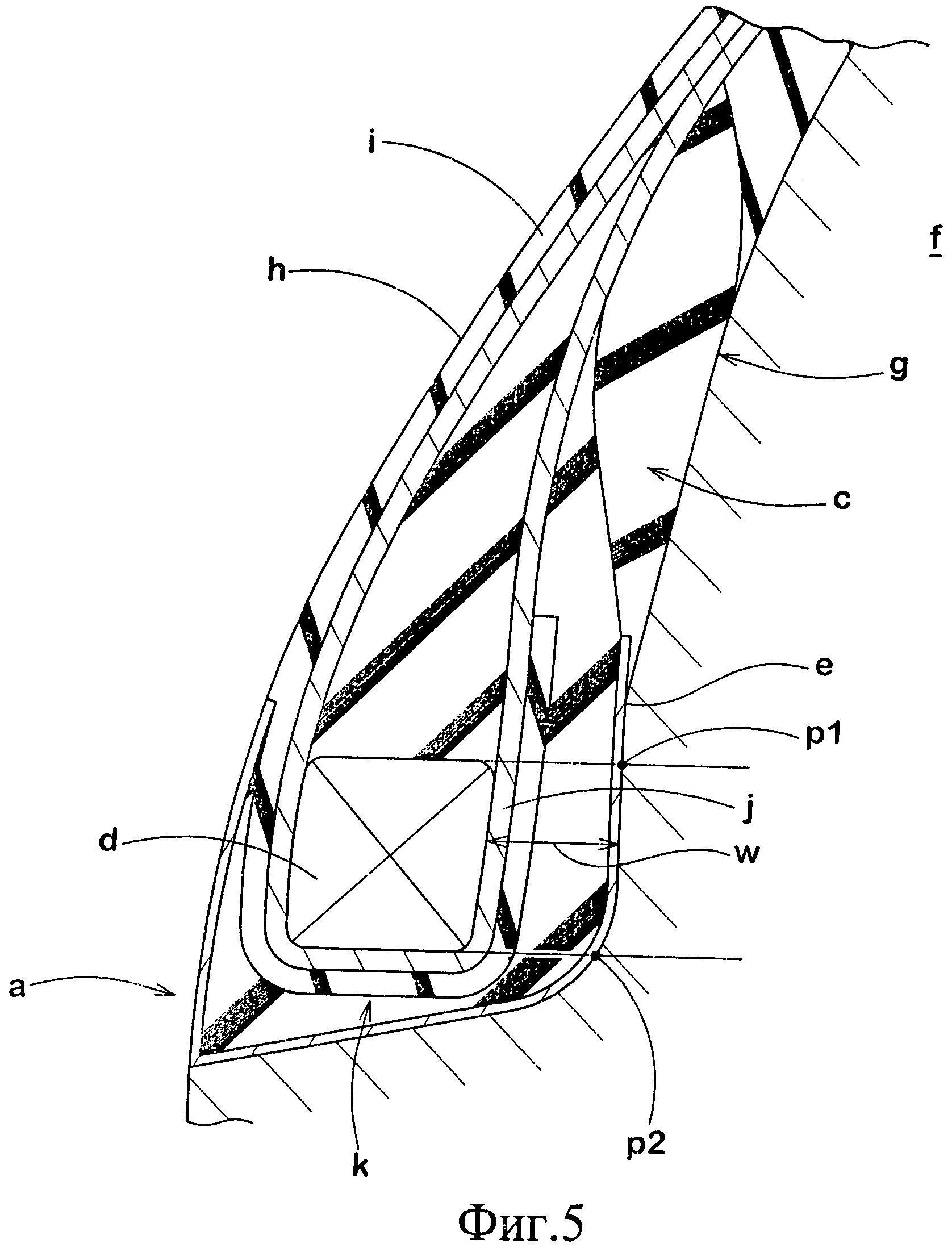
Тогда авторами настоящего изобретения в патентном документе 1 был предложен способ изготовления пневматической шины, как показано на Фиг.5, в котором вулканизацию сырой заготовки (g) проводили при размещении края (е) резины боковины во внешней точке р1 кольца, более внешней в радиальном направлении шины относительно бортового кольца (d), или во внутренней точке р2 кольца, более внутренней в радиальном направлении шины, в положении, когда заготовка шины (g) вставлена в форму (f). При таком способе изготовления пневматической шины край (е) резины боковины не подвергается действию большого усилия сжатия, создаваемого между бортовым кольцом (d) и формой (f), что приводит к подавлению образования пустот (b).
Патентный документ 1: Патент JP 3367895.
Описание изобретения
Однако образование пустот (b) при таком способе изготовления пневматической шины возможно подавить до определенной степени, и этого недостаточно; существует возможность для улучшения.
Кроме того, для амортизации усилия сжатия в ходе вулканизации также было предложено обеспечить загиб внутренней оболочки (i), расположенной на обращенной к полости шины поверхности (h), от аксиально-внутренней стороны аксиально наружу шины вокруг бортового кольца (d), чтобы увеличить толщину (w) резины борта (а). Однако, внутренняя оболочка (i) была выполнена из резины, обладающей худшими адгезионными свойствами, так что было трудно получить достаточную прочность соединения с каркасом (j), и бортовой лентой (k) и т.п., поэтому долговечность борта (а) могла снижаться.
Поэтому, в свете указанных выше проблем, целью настоящего изобретения является обеспечение способа изготовления пневматической шины, позволяющего подавить образование пустот вблизи края резины боковины и обеспечивающего повышенную долговечность. Настоящее изобретение основано на размещении изоляционной резины, имеющей лучшие адгезионные свойства, чем внутренняя оболочка, между каркасом и внутренней оболочкой и обеспечении загиба ее вокруг бортового кольца, при этом край резины боковины располагают с более внутренней стороны в радиальном направлении шины, чем бортовое кольцо, и внешний край загнутой части изоляционной резины располагают с более внешней стороны в радиальном направлении шины, чем край резины боковины.
Настоящее изобретение относится к способу изготовления пневматической шины, включающему операцию формирования сырой заготовки шины и операцию вулканизации для вулканизационной формовки, осуществляемую при помещении сырой заготовки шины в форму.
Сырая заготовка шины включает:
каркас, содержащий слой каркаса, включающий загнутую часть, причем каркас проходит от протектора через боковину и загнут вокруг бортового кольца борта,
резину боковины, расположенную аксиально снаружи каркаса и образующую внешнюю поверхность боковины,
бортовую ленту, соединенную с радиально-внутренним краем резины боковины и расположенную вдоль поверхности посадочной полки обода колеса,
внутреннюю оболочку, изготовленную из воздухонепроницаемого резинового материала и расположенную внутри каркаса с образованием поверхности, обращенной к полости шины, и
изоляционную резину, имеющую лучшие адгезионные свойства, чем внутренняя оболочка, включающую основную часть, расположенную между каркасом и внутренней оболочкой и проходящую от протектора через боковину к борту, и загнутую часть, соединенную с основной частью и загнутую вокруг бортового кольца от аксиально-внутренней стороны наружу.
Когда сырая заготовка шины помещена в форму, край резины боковины, который является граничным участком между резиной боковины, выходящей на внешнюю поверхность сырой заготовки шины, и бортовой лентой, расположен с более внутренней стороны в радиальном направлении шины, чем внутренняя точка Р1 кольца, в которой внешняя поверхность сырой заготовки шины пересекается с направленной по оси шины линией L1, проходящей через радиально-внутренний край бортового кольца.
Внешний край загнутой части изоляционной резины проходит между загнутой частью слоя каркаса и резиной боковины и расположен с более внешней стороны в радиальном направлении шины, чем край резины боковины.
При таком способе изготовления пневматической шины, когда сырая заготовка шины вставлена в форму, край резины боковины, который является граничным участком между резиной боковины, выходящей на внешнюю поверхность сырой заготовки шины, и бортовой лентой, расположен с более внутренней стороны в радиальном направлении шины, чем внутренняя точка Р1 кольца, в которой внешняя поверхность сырой заготовки шины пересекается с направленной по оси шины линией L1, проходящей через радиально-внутренний край указанного бортового кольца. Поэтому край боковины не подвергается воздействию большого усилия сжатия, создаваемого между бортовым кольцом и формой в ходе вулканизации, и деформация края резины боковины может быть уменьшена. Таким образом, образование пустот вблизи края боковины может быть подавлено.
Более того, указанная выше сырая заготовка снабжена изоляционной резиной, включающей основную часть, проходящую между каркасом и внутренней оболочкой от протектора через боковину к борту, и загнутую часть, соединенную с этой основной частью и загнутую вокруг бортового кольца от аксиально-внутренней стороны аксиально наружу шины. Внешний край загнутой части изоляционной резины проходит между загнутой частью слоя каркаса и резиной боковины и расположен с более внешней стороны в радиальном направлении шины, чем край резины боковины. Поэтому изоляционная резина вносит вклад в увеличение толщины резины борта и может амортизировать большое усилие сжатия, создаваемое между бортовым кольцом и формой в ходе вулканизации, и может сглаживать разницу жесткости с краем резины боковины. Следовательно, образование пустот может быть эффективно подавлено.
Более того, изоляционная резина имеет лучшие адгезионные свойства, чем внутренняя оболочка, и может прочно соединяться с каркасом и резиной боковины. Следовательно, прочность соединения с каркасом и резиной боковины может быть надежно обеспечена, что повышает долговечность борта.
Краткое описание чертежей
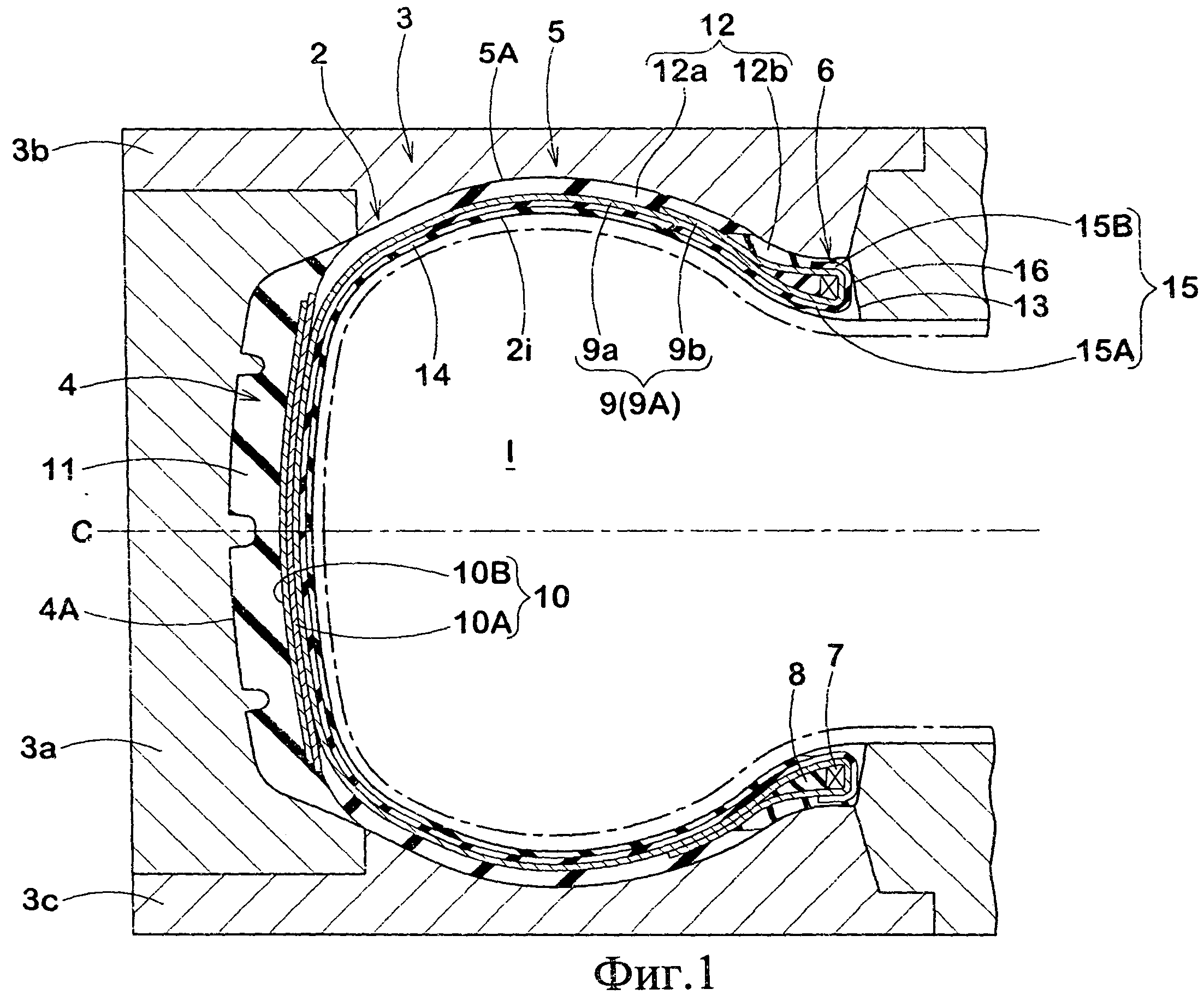
На Фиг.1 представлен вид поперечного сечения сырой заготовки шины и формы, используемой в способе изготовления пневматической шины по настоящему изобретению.
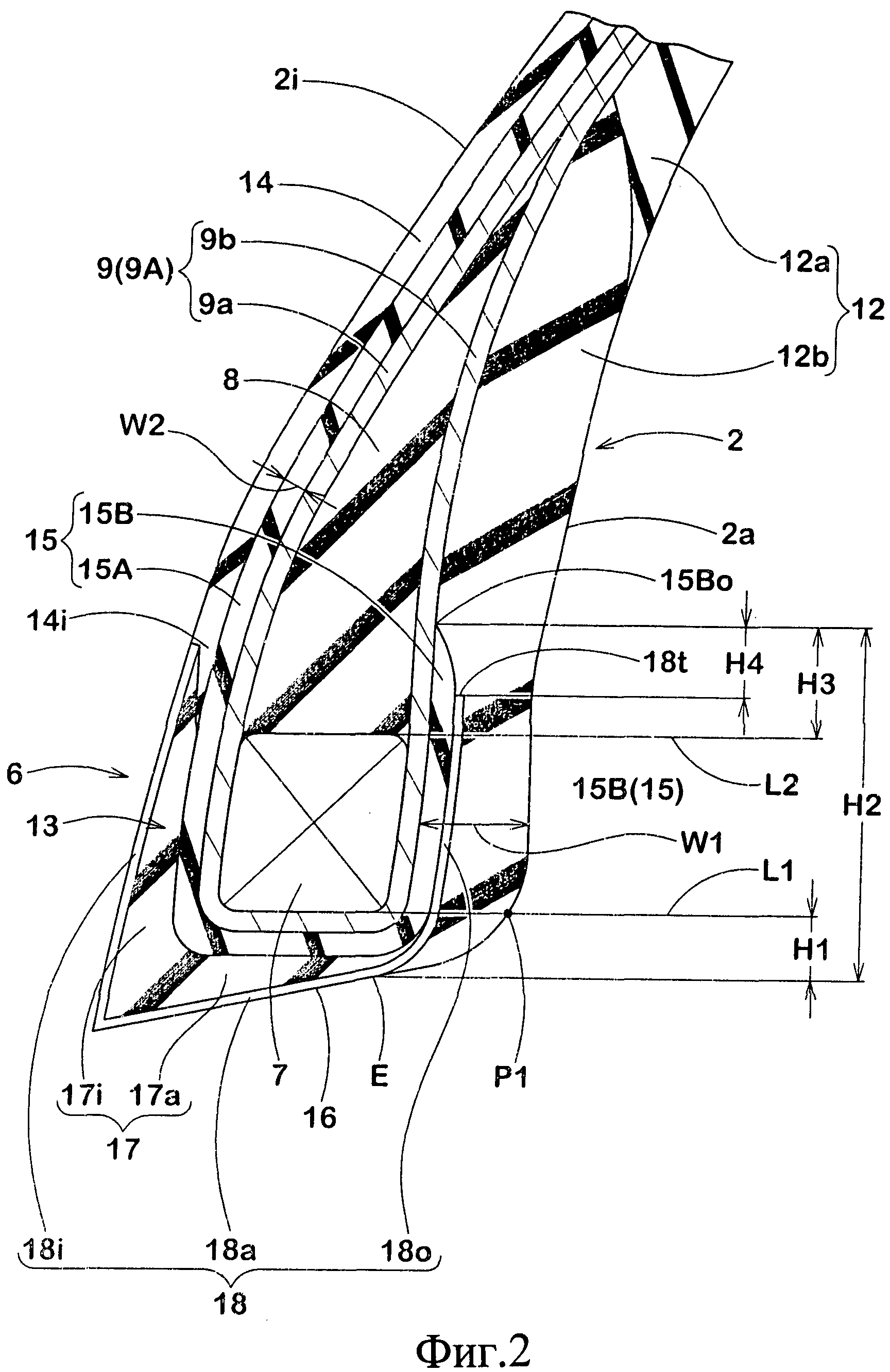
На Фиг.2 представлен увеличенный вид борта сырой заготовки шины по Фиг.1.
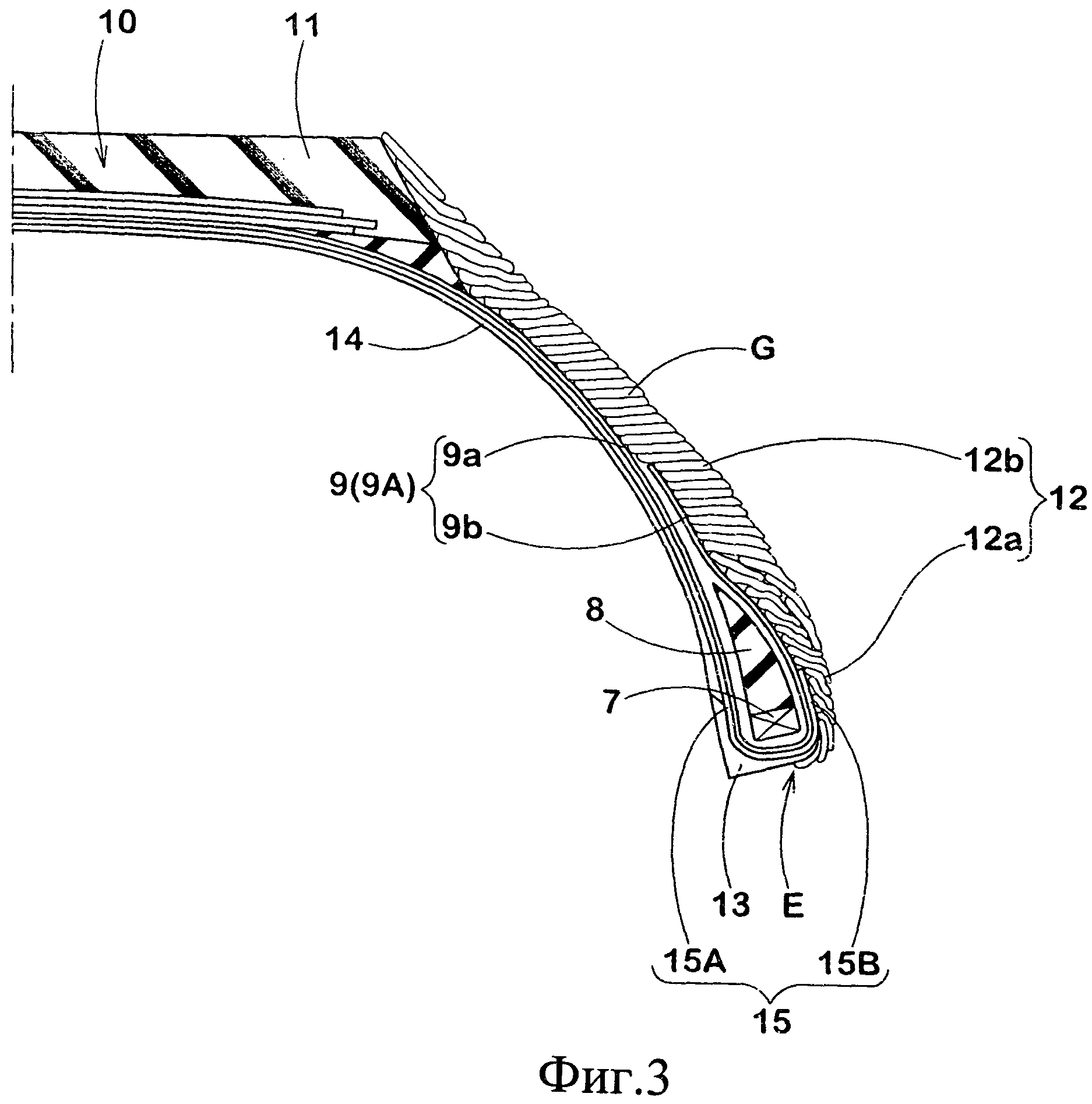
На Фиг.3 представлен вид поперечного сечения сырой заготовки шины, содержащей резину боковины, сформированную методом навивки ленты.
На Фиг.4(а) представлен неполный вид в перспективе борта пневматической шины с пустотами, образующимися в области борта;
На Фиг.4(b) представлен вид поперечного сечения такого борта.
На Фиг.5 представлен вид поперечного сечения обычной сырой заготовки шины, содержащей край резины боковины, расположенный с более внешней стороны в радиальном направлении, чем внешняя точка кольца.
Описание условных обозначений
2 - сырая заготовка шины
3 - форма
4 - протектор
5 - боковина
6 - борт
7 - бортовое кольцо
9 - каркас
12 - резина боковины
13 - бортовая лента
14 - внутренняя оболочка
15 - изоляционная резина
Е - край резины боковины
L1 - линия, направленная по оси шины
Р1 - внутренняя точка кольца.
Ниже описано воплощение настоящего изобретения со ссылками на чертежи. Настоящее изобретение относится к способу изготовления пневматической шины, включающему операцию формирования сырой заготовки 2 шины и операцию вулканизации для вулканизационной формовки, осуществляемую при помещении заготовки шины 2 в форму 3.
Как показано на Фиг.1, сырая заготовка шины 2 по настоящему воплощению включает каркас 9, проходящий от протектора 4 через боковину 5 к бортовому кольцу 7 борта 6, и слой 10 брекерного пояса, расположенный радиально внутри протектора 4 и радиально снаружи каркаса 9.
Указанный выше каркас 9 по настоящему воплощению образован из одного слоя 9А каркаса, загнутого от аксиально внутренней стороны к аксиально-внешней стороне и закрепленного с возможностью навивки резины 8 уплотнителя борта вокруг вышеуказанного бортового кольца. Таким образом, слой 9А каркаса включает основную часть 9а, проходящую от протектора 4 через боковину 5 к бортовому кольцу 7 борта 6, и загнутую часть 9b, проходящую от этой основной части 9а и загнутую вокруг бортового кольца 7 от аксиально-внутренней стороны аксиально наружу шины. Кроме того, слой 9А каркаса включает каркасный корд, изготовленный из органического волокна, такого как полиэфирное волокно, нейлон, вискозное волокно или т.п., и после вулканизации наклон каркасного корда составляет от 75 до 90° относительно экватора С шины.
Указанный выше слой 10 брекерного пояса сформирован наложением двух прослоек брекерного пояса, внутренней прослойки 10А брекерного пояса и внешней прослойки 10В брекерного пояса, содержащих брекерные корды, расположенные с наклоном под небольшим углом от 10 до 40°, например, относительно экватора С шины, с пересечением брекерных кордов в различных прослойках. В качестве брекерных кордов по настоящему воплощению выбран стальной корд, но также, при необходимости, можно использовать корд из высокоэластичного органического волокна, такого как арамидное волокно, вискозное волокно и т.п.
Кроме того, сырая заготовка шины 2 по настоящему воплощению включает резину 11 протектора, образующую внешнюю поверхность 4А протектора 4, резину 12 боковины, образующую внешнюю поверхность 5А боковины 5, бортовую ленту 13, расположенную вдоль поверхности 16 посадочной полки обода колеса, и внутреннюю оболочку 14, образующую поверхность 2i, обращенную к полости шины внутри каркаса 9.
Указанная выше резина 11 протектора расположена снаружи слоя 10 брекерного пояса в радиальном направлении шины. Кроме того, на внешней поверхности 4А резины 11 протектора формируют заранее заданный рисунок протектора с применением формы 3.
Указанная выше резина 12 боковины расположена снаружи каркаса 9 в аксиальном направлении шины. Резина 12 боковины по настоящему воплощению включает резину 12а основного бокового слоя, составляющего большую часть боковины 5, и резину 12b обжимной части, соединенную с радиально-внутренним краем резины 12а основного бокового слоя. Эта резина 12b обжимной части тверже, чем резина 12а основного бокового слоя, и имеет небольшую длину.
Бортовая лента 13 по настоящему воплощению, как показано на увеличенном виде Фиг.2, сформирована в виде комбинированной детали, включающей твердую резиновую часть 17, изготовленную из резины большей твердости, чем резина 12b обжимной части, и окантовку 18, предназначенную для предотвращения смещения обода и изготовленную из грубого полотна или т.п. для покрытия данной твердой резиновой части 17. Такую бортовую ленту 13 располагают в борту 6 перед прикреплением резины 12 боковины.
Указанная выше твердая резиновая часть 17 включает базовую часть 17а, проходящую вдоль поверхности 16 посадочной полки обода колеса, и внутреннюю восходящую часть 17i, поднимающуюся от внутреннего в аксиальном направлении шины края этой базовой части 17а радиально наружу шины, сужаясь на конус. Поперечное сечение твердой резиновой части 17 образует по существу L-образную форму, как видно на Фиг.2.
Указанная выше окантовка 18 включает базовую часть 18а, проходящую вдоль поверхности 16 посадочной полки обода колеса, покрывающую базовую часть 17а, а также внутреннюю вертикальную часть 18i и внешнюю вертикальную часть 18о, поднимающиеся наружу в радиальном направлении шины с обоих аксиально-внешних краев этой базовой части 18а. Внутренняя вертикальная часть 18i покрывает внутреннюю восходящую часть 17i твердой резиновой части 17. При таком расположении внутренняя вертикальная часть 18i проходит вдоль поверхности 2i, обращенной к полости шины, в радиальном направлении шины. Кроме того, внешняя вертикальная часть 18о проходит между каркасом 9 и резиной 12 боковины вокруг в радиальном направлении шины.
Указанная выше внутренняя оболочка 14 имеет тороидальную форму и расположена главным образом между бортами 6 и 6, чтобы удерживать воздух в полости (I) шины, как показано на Фиг.1. Как показано на Фиг.2, радиально-внутренний край 14i внутренней оболочки 14 по настоящему воплощению соединен с внутренней восходящей частью 17i и внутренней вертикальной частью 18i бортовой ленты 13. Кроме того, внутренняя оболочка 14 изготовлена из воздухонепроницаемого резинового материала, включающего, например, бутиловый каучук, галогенированный бутиловый каучук и/или бромированный бутиловый каучук и т.п.
Кроме того, сырая заготовка шины 2 по настоящему воплощению снабжена изоляционной резиной 15. Изоляционная резина расположена между каркасом 9 и внутренней оболочкой 14 и включает тороидальную основную часть 15А, проходящую от протектора 4 через боковину 5 к борту 6, и загнутую часть 15В, соединяющуюся с основной частью 15А и загнутую вокруг бортового кольца 7 с внутренней стороны наружу в аксиальном направлении шины.
Указанная выше изоляционная резина 15 изготовлена из резины, имеющей лучшие адгезионные свойства, чем внутренняя оболочка 14. Термин «адгезионные свойства» здесь означает силы адгезии между невулканизированными резиновыми материалами. Чтобы получить лучшие адгезионные свойства, чем у внутренней оболочки 14, предпочтительно для изоляционной резины 15 использовать резину на основе НК, в которой натуральный каучук (НК) составляет, например не менее 60 масс.ч., более предпочтительно, не менее 80 масс.ч. на 100 масс.ч. каучукового компонента. Кроме того, в качестве остального каучукового полимера предпочтительно используют изопреновый каучук (ИК) или бутадиеновый каучук (БК).
Указанная выше основная часть 15А изоляционной резины 15 расположена между каркасом 9 и внутренней оболочкой 14, поэтому адгезионные свойства между ними улучшают. Более того, как показано на Фиг.2, загнутая часть 15В изоляционной резины 15 проходит между бортовым кольцом 7 и твердой резиновой частью 17 бортовой ленты 13 и загнута вокруг бортового кольца 7, проходит между загнутой частью 9b слоя 9А каркаса и резиной 12 боковины и проходит радиально наружу, сужаясь на конус. Более конкретно, загнутая часть 15В по настоящему воплощению проходит между внешней вертикальной частью 18о бортовой ленты 13 и загнутой частью 9b слоя 9А каркаса.
Можно использовать различные типы формы 3, но на Фиг.1 показана форма 3, включающая:
деталь 3a формы, предназначенную для формовки протектора, позволяющую обеспечить рисунок протектора на резине 11 протектора, и
верхнюю деталь 3b и нижнюю деталь 3с, расположенные с обеих сторон вышеуказанной детали и предназначенные для формовки боковины 5 и борта 6, выполненные с возможностью перемещения совместно и отдельно в аксиальном направлении шины.
В способе изготовления шины по настоящему воплощению, когда сырая заготовка 2 шины помещена в форму 3, как показано на Фиг.2, край Е резины боковины, который является граничным участком между резиной 12 боковины, выходящей на внешнюю поверхность 2а сырой заготовки шины, и бортовой лентой, расположен с более внутренней стороны в радиальном направлении шины, чем внутренняя точка Р1 кольца, в которой внешняя поверхность 2а сырой заготовки шины пересекается с направленной по оси шины линией L1, проходящей через радиально-внутренний край бортового кольца 7. Выражение «когда сырая заготовка 2 шины помещена в форму 3» означает состояние, при котором сырая заготовка 2 шины вставлена в форму 3 и соответствующие детали 3а-3с формы 3 закрыты, как показано на Фиг.1.
Кроме того, в способе изготовления шины по настоящему воплощению внешний край 15Во загнутой части 15В изоляционной резины 15 расположен с более внешней стороны в радиальном направлении, чем край Е резины боковины. Таким образом, в способе изготовления по настоящему воплощению край Е резины боковины не подвержен воздействию большого усилия сжатия, создаваемого между бортовым кольцом 7 и формой 3 в ходе вулканизации; в конечном счете, большие деформации, приводящие к образованию пустот вблизи края Е резины боковины, могут быть уменьшены.
Кроме того, в способе изготовления по настоящему изобретению, благодаря изоляционной резине 15, толщина W1 резины на аксиально-внешней стороне бортового кольца 7 может быть увеличена. Это способствует предпочтительной амортизации большого усилия сжатия, создаваемого между бортовым кольцом 7 и формой 3 в ходе вулканизации. К тому же внешний край 15Во загнутой части 15В изоляционной резины 15 расположен на расстоянии от края Е резины боковины в радиальном направлении шины, так что можно предотвратить плохое соединение из-за близкого расположения обеих конечных частей друг относительно друга и ухудшение долговечности, и образование пустот может быть эффективно предотвращено.
Кроме того, поскольку изоляционная резина 15 обладает лучшими адгезионными свойствами, чем внутренняя оболочка 14, она может быть прочно соединена с каркасом 9 и резиной 12 боковины. Таким образом, может быть обеспечена достаточная прочность соединения с каркасом 9 и резиной 12 боковины, чтобы повысить долговечность борта 6.
Также, в способе изготовления по настоящему воплощению важно определить положение края Е резины боковины и внешнего края 15Во загнутой части 15 В изоляционной резины 15, когда сырая заготовка 2 шины вставлена в форму 3; однако не столь важно определять соответствующие точки в вулканизированной пневматической шине, с точки зрения предотвращения пустот. Кроме того, край Е резины боковины и внешний край 15Во могут изменять свое положение в радиальном направлении шины перед вулканизацией и после нее.
Радиальное расстояние Н1 между краем Е резины боковины и направленной по оси шины линией L1, проходящей через радиально-внутренний край бортового кольца 7, может быть определено произвольно. Когда радиальное расстояние Н1 слишком мало, большое усилие сжатия действует на край Е резины боковины, и образование пустот может быть подавлено недостаточно. С этой точки зрения, расстояние Н1 предпочтительно составляет не менее 1 мм, более предпочтительно, не менее 2 мм, еще более предпочтительно, не менее 3 мм.
Кроме того, радиальное расстояние Н2 между краем Е резины боковины и внешним краем 15Во загнутой части 15В изоляционной резины 15 может быть определено произвольно. Когда это расстояние Н2 слишком мало, край резины 12 боковины слишком близко расположен к краю изоляционной резины 15, и долговечность может снижаться; однако, когда расстояние Н2 слишком велико, эта характеристика не улучшается пропорционально увеличению массы шины. С этой точки зрения, расстояние Н2 предпочтительно составляет не менее 5 мм, более предпочтительно, не менее 6 мм, еще более предпочтительно, не менее 7 мм.
Кроме того, внешний край 15Во загнутой части 15В изоляционной резины 15 предпочтительно проходит с более внутренней стороны в радиальном направлении шины, чем направленная по оси шины линия L2, проходящая через радиально- внешний край бортового кольца 7. При таком расположении изоляционная резина 15 может покрывать аксиально-внешнюю часть бортового кольца 7 и может амортизировать большое усилие сжатия, создаваемое между бортовым кольцом 7 и формой 3 в ходе вулканизации. Также, когда аксиальное расстояние Н3 между внешним краем 15Во изоляционной резины 15 и направленной по оси шины линией L2 небольшое, напряжение концентрируется вблизи внешнего края 15Во изоляционной резины, и от этого могут возникать повреждения. Однако, когда аксиальное расстояние Н3 слишком велико, характеристика не улучшается пропорционально увеличению массы шины. С этой точки зрения, расстояние Н3 предпочтительно составляет не менее 1 мм, более предпочтительно, не менее 2 мм, предпочтительно, не более 10 мм.
Кроме того, внешний край 15Во загнутой части 15В изоляционной резины 15 предпочтительно расположен с более внешней стороны в радиальном направлении шины, чем внешний край 18t внешней вертикальной части 18о бортовой ленты 13. Это способствует предотвращению возникновения разницы жесткости из-за близкого расположения обоих внешних краев друг относительно друга. Чтобы определенно предотвратить такую разницу жесткости, радиальное расстояние между внешним краем 15Во изоляционной резины 15 и внешним краем 18t внешней вертикальной части 18о предпочтительно составляет не менее 1 мм, более предпочтительно не менее 2 мм. Также внешний край 18t внешней вертикальной части 18о предпочтительно расположен с более внешней стороны в радиальном направлении шины, чем направленная по оси шины линия L2, проходящая через внешний край бортового кольца.
Кроме того, толщина W2 изоляционной резины 15 может быть также определена произвольно. Когда толщина W2 слишком мала, большое усилие сжатия, создаваемое между бортовым кольцом 7 и формой 3 в ходе вулканизации, может быть недостаточно амортизировано. Однако, когда толщина W2 слишком велика, на внешнем краю 15Во загнутой части 15В изоляционной резины 15, в боковине 5, образуется неровность и могут возникнуть новые пустоты. С этой точки зрения, толщина W2 изоляционной резины 15 предпочтительно составляет не менее 0,5 мм, более предпочтительно, не менее 0,7 мм; но предпочтительно не более 1,5 мм, более предпочтительно, не более 1,3 мм.
Кроме того, когда комплексный модуль упругости Е*1 изоляционной резины небольшой, усилие сжатия, создаваемое между бортовым кольцом 7 и формой 3 в ходе вулканизации, может быть недостаточно амортизировано. Однако, когда комплексный модуль упругости Е*1 становится большим, усилие сжатия не амортизируется, а передается резине 12 боковины, и могут возникать пустоты. В связи с этим комплексный модуль упругости Е*1 изоляционной резины 15 предпочтительно составляет не менее 0,3, более предпочтительно не менее 0,5 комплексного модуля упругости Е*2 резины 12b обжимной части; но предпочтительно не более 1,0, более предпочтительно, не более 0,8 комплексного модуля упругости Е*2 резины 12b обжимной части,
Комплексные модули упругости Е*1 и Е*2 измеряют с использованием спектрометра для измерения вязкоэластичности, выпускаемого K.K.Iwamoto Seisakusyo, в соответствии с предписаниями стандарта JSS-K6394, в условиях температуры 70°С, частоты 10 Гц, начальной деформации растяжения 10% и амплитуде динамической деформации ±1%.
Резину 12 боковины по настоящему воплощению получают методом экструзионного прессования. Кроме того, в настоящем изобретении резина 12 боковины может быть сформирована посредством спиральной намотки невулканизированной резиновой ленты G в виде полосы вокруг оси вращения шины, так называемым способом намотки ленты, как показано на Фиг.3.
При таком способе намотки ленты резину 12 боковины формируют прямой намоткой резиновой ленты G на слой 9А каркаса и с внешней стороны загнутой части 15В изоляционной резины 15. В данном примере резину 12b обжимной части и резину 12а основного бокового слоя наматывают от края Е резины боковины наружу в радиальном направлении шины в порядке очередности.
В резине 12 боковины, сформированной таким способом намотки ленты, край Е резины боковины может быть расположен с более внутренней стороны в радиальном направлении шины, чем внутренняя точка Р1 кольца, и резина 12 боковины может быть сформирована с высокой степенью точности.
Несмотря на то что конкретные предпочтительные воплощения настоящего изобретения описаны подробно, необходимо отметить, что изобретение не ограничено указанными выше конкретными воплощениями и могут быть сделаны различные модификации.
ПРИМЕРЫ
Получали сырую заготовку шины (размер шины: 195/65R15), имеющую основную конструкцию, представленную на Фиг.1, и включающую конструкцию борта с техническими характеристиками, представленными в таблице 1, и исследовали отклонения от формы и т.п. в ходе вулканизации. Кроме того, для сравнения такие же испытания осуществляли с сырой заготовкой шины, включающей край резины боковины, расположенный между внешней точкой кольца и внутренней точкой кольца, как показано на Фиг.4(b) (сравнительный пример 1), и сырой заготовкой шины, включающей край резины боковины, расположенный с более внешней стороны в радиальном направлении шины, чем внешняя точка кольца, и внутреннюю оболочку, загнутую вокруг бортового кольца, как показано на Фиг.5 (сравнительный пример 2). Испытания осуществляли, как описано далее.
Частота возникновения пустот
Тысячу сырых заготовок шин каждого из указанных выше типа формовали при вулканизации с использованием формы, и проверяли наличие пустот на краю боковины, видимых невооруженным глазом. Оценку осуществляли по частоте возникновения пустот и чем меньше величина, тем благоприятнее результат.
Долговечность борта
Вулканизированную шину, установленную на обод размером 15×6J, вращали на испытательном барабане при условиях внутреннего давления 200 кПа, продольной нагрузки 8,16 Н и скорости 65 км/ч; измеряли время прогона до образования повреждений. Результаты представлены с использованием показателя, исходя из сравнительного примера 1, принятого за 100. Чем больше численное значение, тем лучше долговечность.
Результаты испытаний и т.п. представлены в таблице 1. В таблице 1 величины расстояний Н1-Н4, представленных на Фиг.2, указаны в виде положительных величин. Кроме того, соединения, используемые для изготовления внутренней оболочки и изоляционной резины, представлены в таблице 2.
|
|
|
Результаты испытаний подтверждают, что способ изготовления пневматической шины по изобретению, представленный в примерах, позволяет подавлять образование пустот вблизи края резины боковины и повысить долговечность.
Пневматическая шина
Пневматическая шина
Пневматическая шина
Пневматическая шина и способ ее получения
Резиновая смесь для боковины и пневматическая шина, изготовленная с ее применением
Резиновая смесь для шины и пневматическая шина, выполненная с применением этой смеси
Способ приготовления стабилизатора, ускорителя вулканизации или модифицированного посредством микроорганизма природного каучука
Транспортное средство с пневматическими шинами и способ охлаждения шин в указанном транспортном средстве
Пневматическая шина
Пневматическая шина со щелевидными дренажными канавками
Пневматическая шина
Пневматическая шина
Пневматическая шина
Пневматическая шина и способ ее получения
Резиновая смесь для боковины и пневматическая шина, изготовленная с ее применением
Резиновая смесь для шины и пневматическая шина, выполненная с применением этой смеси
Способ приготовления стабилизатора, ускорителя вулканизации или модифицированного посредством микроорганизма природного каучука
Транспортное средство с пневматическими шинами и способ охлаждения шин в указанном транспортном средстве
Пневматическая шина
Пневматическая шина со щелевидными дренажными канавками

