Результат интеллектуальной деятельности: СПОСОБ И УСТРОЙСТВО ДЛЯ РАСКАТКИ ТЕСТА В НЕПРЕРЫВНЫЙ ПЛАСТ
Вид РИД
Изобретение
Изобретение относится к способу и устройству для обработки теста, а именно для непрерывного раскатывания теста в пласт задаваемой толщины для хлебобулочных и мучных кондитерских изделий.
Известен способ раскатывания теста, предусматривающий подачу теста по меньшей мере одним транспортером, раскатывание теста нажимным валиком, движущимся возвратно-поступательно по поверхности теста в направлении движения теста, и по меньшей мере одним дополнительным нажимным валиком, одновременно перемещающимся по поверхности теста в направлении, поперечном движению теста, причем дополнительный нажимной валик располагают по ходу движения теста, за основным нажимным валиком [1]. Устройство, реализующее способ, содержит последовательно установленные транспортеры и расположенный над поверхностью транспортеров нажимной валик с возможностью возвратно-поступательного перемещения в направлении, совпадающем с направлением движения транспортера, и дополнительный нажимной валик, смонтированный с возможностью одновременного возвратно-поступательного перемещения в направлении, поперечном направлению перемещения транспортера, также устройство снабжено по меньшей мере одним дополнительным нажимным валиком, установленным за основным нажимным валиком, причем оба валика смонтированы с возможностью синхронного движения.
Известный способ и устройство реализуют раскатку непрерывного пласта теста. Недостатком данного способа и устройства является его использование только для ограниченного вида теста, обладающего некоторой вязкостью, достаточной пластичностью и текучестью, и совершенно непригодно для раскатки крутого теста, что снижает функциональные возможности устройства.
Известно устройство, реализующее способ раскатки пласта теста, перемещаемого транспортером, нажимными парами валиков, движущимися возвратно-поступательно по поверхности теста в направлении движения теста, с последующим изменением угла раскатки в одну и другую стороны от направления движения транспортера [2]. Устройство включает ленточный транспортер, каретку с парами свободно вращающихся валков для раскатывания теста с механизмом реверса ее движения, установленную в рамном пространстве горизонтально относительно транспортера, причем рамное пространство установлено на механизме подъема - опускания каретки в вертикальной плоскости параллельно транспортеру.
Второй известный способ и устройство, наиболее близкие к предлагаемому решению, обеспечивают раскатку пласта крутого теста равномерной толщины. Недостатком этого способа является сложность механизмов устройства, осуществляющих его реализацию, возможность раскатки только отдельных пластов, а также сохраняющиеся вдоль транспортера некоторые отклонения поперечных размеров пласта теста, не поддающихся полному контролю. Эти недостатки обусловлены цикличностью процессов раскатки и транспортирования тестовых заготовок, что в целом снижает производительность устройства, увеличивает энергоемкость установки.
Целью изобретения является повышение эффективности способа путем предварительного деформирования непрерывно движущейся тестовой заготовки в направлении, поперечном направлению движения теста, посредством последовательного создания разных волновых структур в виде гофр на поверхности теста и окончательной раскатки до достижения заданной толщины пласта теста, причем поперечные сечения разных волновых структур примерно равны между собой.
Последовательное деформирование в разных поперечных направлениях непрерывно движущегося теста свободно вращающимися валиками с гофрированной поверхностью и последующее многократное раскатывание в продольном направлении, согласно изобретению, уменьшают остаточные деформации в тесте и обеспечивают равномерность структуры заданной толщины теста по ширине пласта.
Соответственно, изобретение предлагает устройство, реализующее процесс раскатывания теста в непрерывно движущийся пласт, включает несколько свободно вращающихся раскатных валиков, наружные поверхности которых выполнены в виде волнообразных профилей - гофров, расположенных над транспортером перед горизонтальным рамным пространством с кареткой, содержащей параллельные раскатные валики, причем каждый из валиков последовательно взаимодействует с поверхностью непрерывно движущегося теста.
Применение указанных видов раскатных валиков при их воздействии на непрерывно движущуюся тестовую заготовку уменьшает остаточные деформации в тесте и обеспечивает равномерность структуры, образуя лист теста однородной толщины и однородного качества.
Предпочтительно устройство по изобретению, свободно вращающиеся раскатные гофрированные валки оснащены по торцам каточками, обкатывающими транспортерную ленту, причем средний диаметр волновых поверхностей - гофров валков уменьшается по мере удаления от горизонтального рамного пространства с кареткой и соответственно пропорционально уменьшению расстояний между каточками валков.
Применение раскатных гофрированных валков, оснащенных по торцам каточками, исключит расползание теста, обеспечит равномерность распределения в нем напряжений и правильность формирования краевых структур раскатываемого теста, что исключит отходы при формовке теста.
Устройство по изобретению по меньшей мере снабжено одним свободно вращающимся раскатным валиком, с наружной поверхностью в виде волнообразных профилей - гофров, расположенным над транспортером.
Использование одного свободно вращающегося раскатного валика с наружной поверхностью в виде волнообразных профилей - гофров целесообразно в случае подачи на транспортер непрерывной тестовой массы примерно распределенной по ширине и высоте, что уменьшит энергоемкость процесса раскатывания теста в непрерывно движущийся пласт.
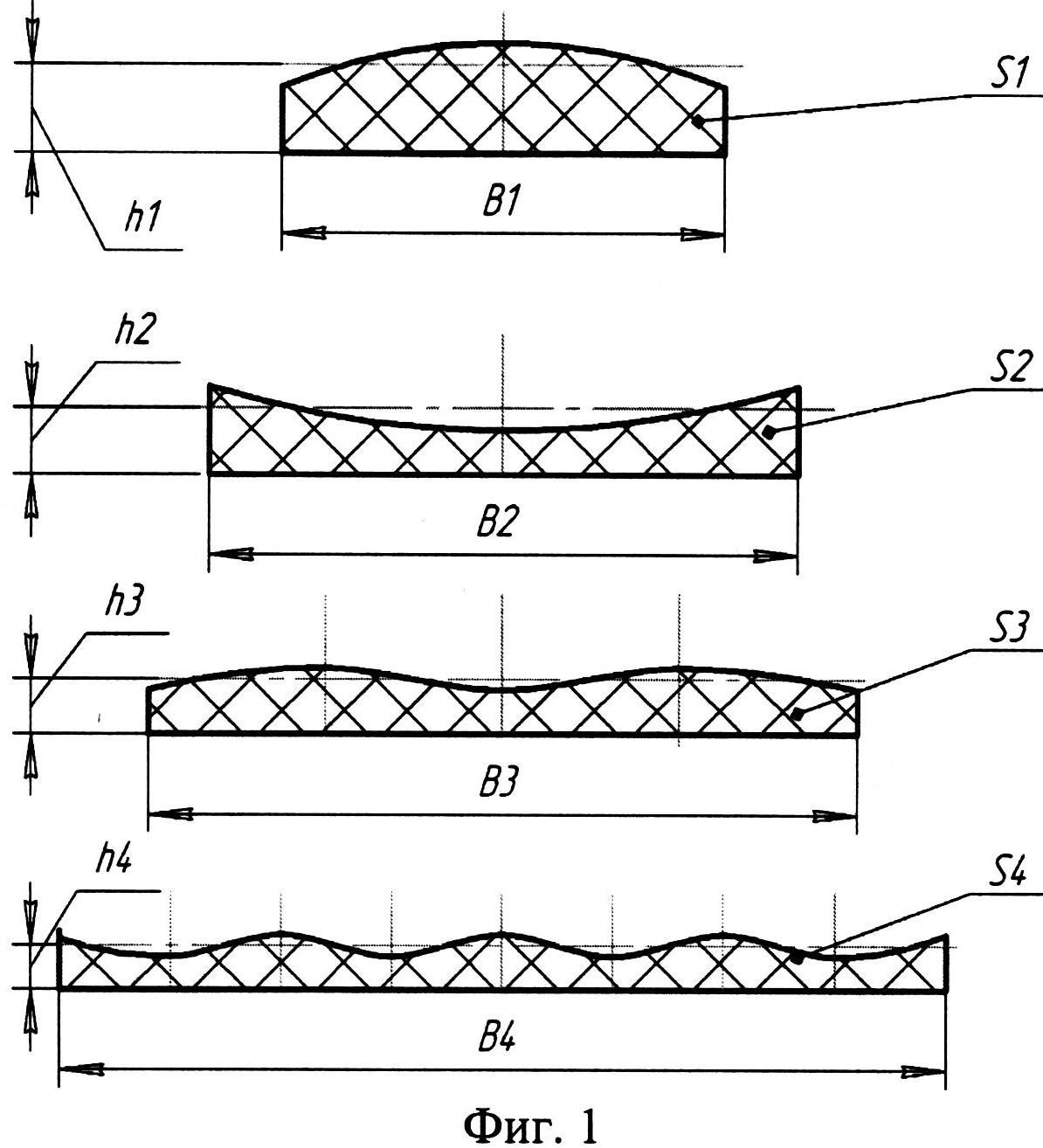
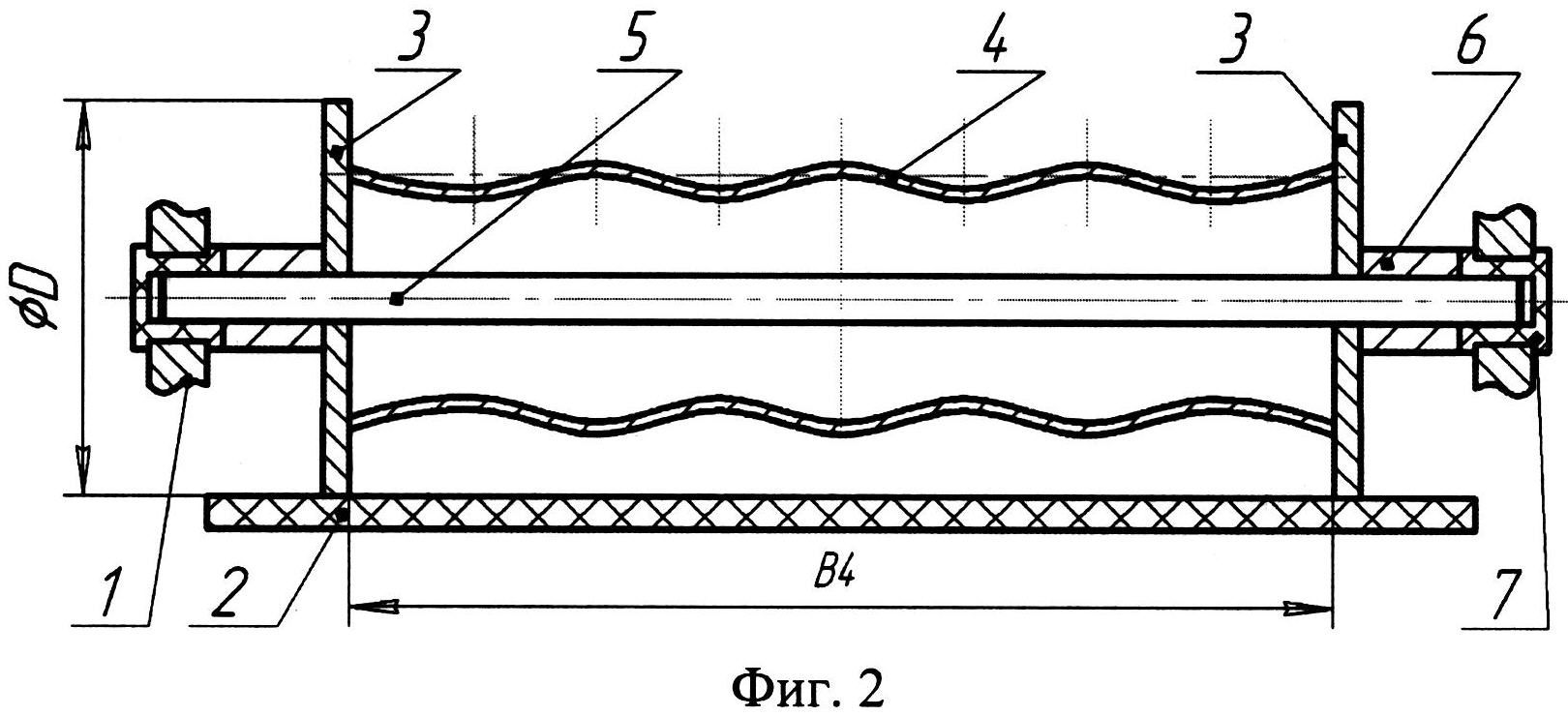
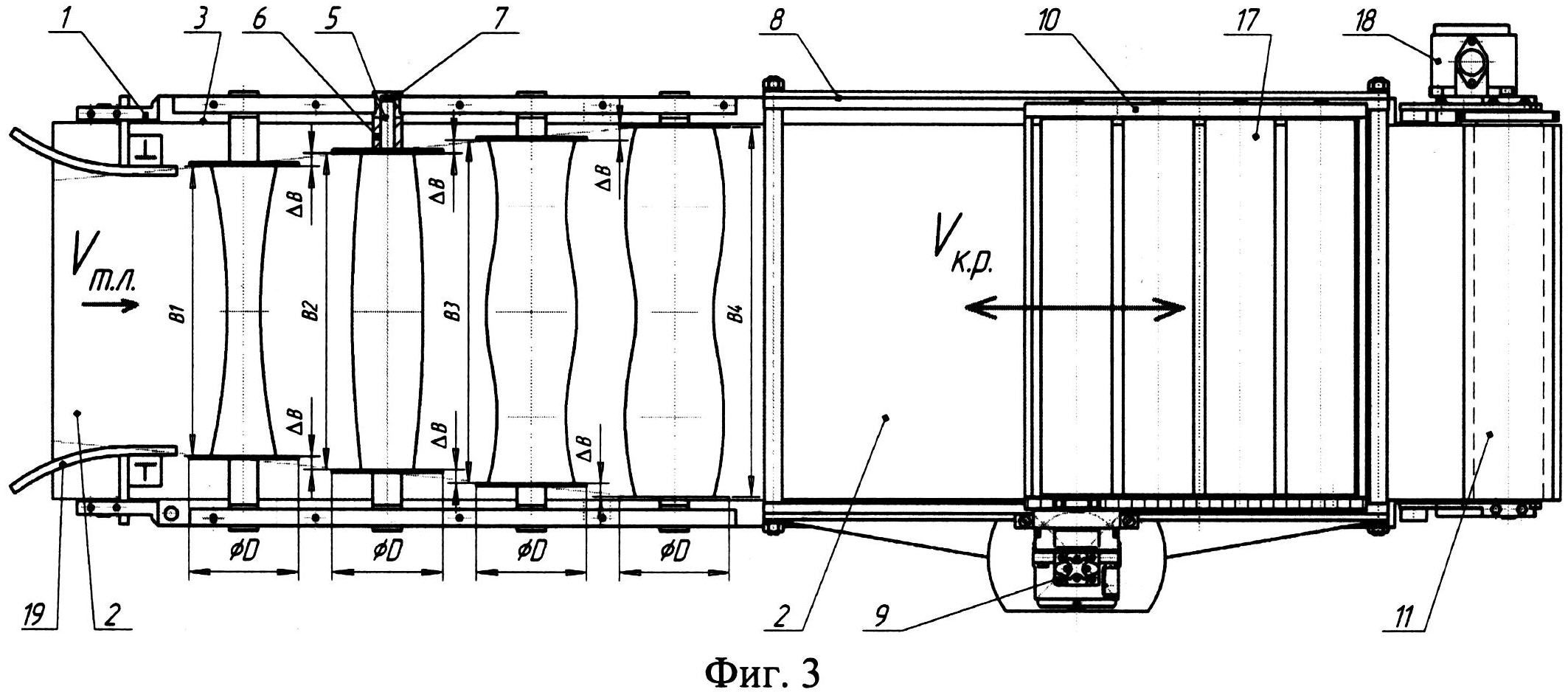
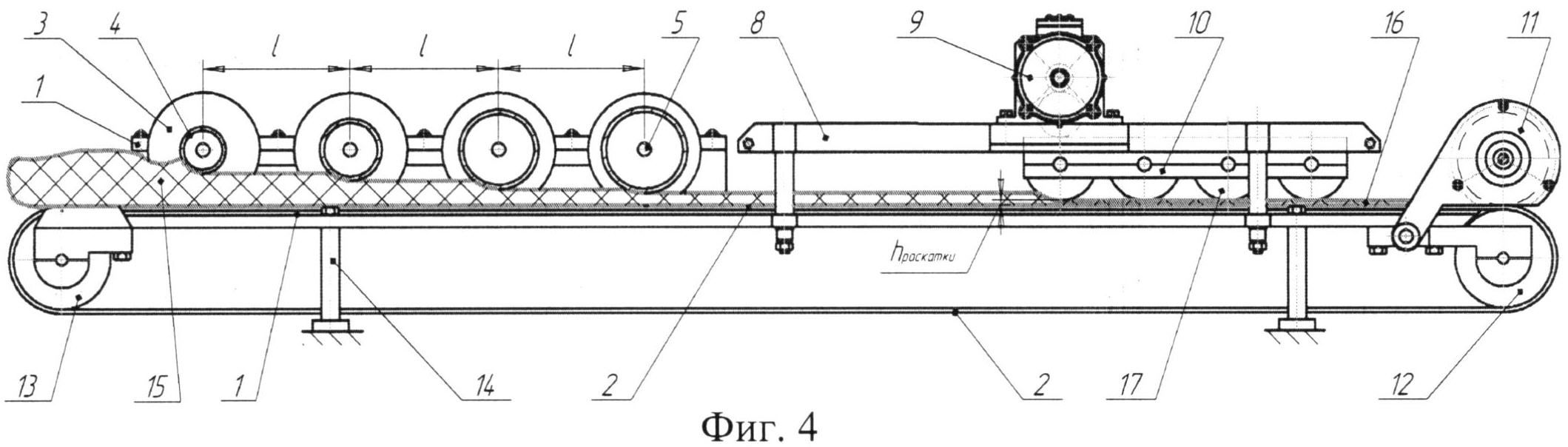
На фиг.1 представлены фрагменты изменения возможной формы в поперечных сечениях, получаемых при деформировании непрерывно движущейся тестовой массы. На фиг.2 представлен вид формообразующего раскатного валика, поверхность которого выполнена в виде волнообразных гофр. На фиг.3 - вид устройства сверху. На фиг.4 - общий вид устройства раскатки теста в пласт.
Фрагменты деформируемой непрерывно движущейся тестовой массы, представленные отдельными последовательными сечениями (фиг.1), характеризуются геометрическими размерами: В1, В2, В3, В4 - шириной тестового пласта на транспортерной ленте; h1, h2, h3, h4 - средней высотой волнообразной (гофрированной) поверхности тестового пласта от транспортерной ленты; S1, S2, S3, S4 - площади поперечных сечений.
Раскатной валик устройства (см. фиг.2) выполнен с наружной поверхностью в виде волн и состоит из гофрированного цилиндра 4, двух упорных каточков 3 диаметром ⌀D, расположенных по торцам цилиндра на расстоянии В4 друг от друга. Цилиндр и каточки фиксируются на оси 5 посредством втулок 6. Валик устанавливается в подшипниках скольжения, например втулки 7, которые монтируются в элементах несущей конструкции 1 устройства, причем каточки должны свободно обкатывать транспортерную ленту 2.
Устройство (см. фиг.3 и 4) конструктивно выполнено из транспортера, горизонтального рамного пространства 8, содержащего раскаточную каретку 10. Транспортер состоит из несущего стола 1, установленного на четырех стойках 14. На столе крепятся тянущий 12 и натяжной 13 валики, которые обхватываются транспортерной лентой 2 с заданной технологической шириной. В выпускной части транспортера расположен самогрузный формующий валик 11. Движение транспортерной ленты со скоростью Vт.л. осуществляется посредством мотор-редуктора 18. Раскаточная каретка 10 содержит две пары валиков 17 (по крайне мере одну). Привод каретки осуществляется через редукционную связь, выполненную в виде кинематических элементов с реверсивным приводом 9, что обеспечивает процесс раскатки тестовой заготовки в калиброванный пласт со скоростью Vк.р. движения каретки. Тестовый пласт 15, расположенный на транспортерной ленте 2, последовательно взаимодействует с раскатными валиками, имеющими волновые поверхности в виде гофр. Валики через оси 5 и подшипниковые втулки 7 расположены в элементах несущей конструкции с возможностью свободного вращения, что позволяет последовательно деформировать тестовую заготовку в поперечном направлении, исключая при этом процессы трения скольжения поверхностей валиков о поверхность теста.
Устройство работает следующим образом.
Непрерывная тестовая масса 15, имеющая в поперечном сечении любую конфигурацию, подается на транспортерную ленту 2, имеющую скоростью Vт.л., и транспортируется к раскатному валку. Своей поверхностью масса входит во взаимодействие с волновой поверхностью свободно вращающегося раскатного валика, где осуществляется ее деформация вниз и в стороны, поперек движения транспортерной ленты. Это позволяет получить первую конфигурацию в сечении теста с размерами B1 и h1, средней площадью S1. По мере продвижения вперед тестовая масса своей поверхностью входит во взаимодействие с волновой поверхностью следующего валка. Подвергаясь деформированию в вертикальном и поперечном направлениях, масса получает поперечные размеры В2 и h2, средней площадью S2. Взаимодействие массы со следующим валком также ее деформирует и обеспечивает размеры В3 и h3, средней площадью S3. Взаимодействие массы с четвертым валком обеспечивает размеры В4 и h4, средней площадью S4.
Из условий подготовки теста к окончательному раскатыванию каждый этап постепенно обеспечивает плавное деформирование теста и достижения калиброванного пласта теста с волновой поверхностью вдоль транспортерной ленты. Необходимые условия выполнения конструкции валиков - это постоянство диаметров упорных каточков ⌀D=const, изменение расстояния между упорными каточками каждого валка В1<В2<В3<В4 и средней высоты волновой поверхности до транспортерной ленты h1>h2>h3>h4. Это обуславливает то, что валок с размером В1 - первый в взаимодействующей цепочке, а валок с размером В4 - последний и является ближайшим к горизонтальному рамному пространству с кареткой.
Для получения калиброванной тестовой массы при подготовке к окончательной раскатке принимается примерное равенство площадей поперечного сечения между транспортерной лентой и волновой поверхностью каждого раскатного валка, ограниченной упорными каточками, как S1≈S2≈S3≈S4. Совокупность условий характеризуется постоянной величиной ΔВ изменения половины размера между каточками валка близлежащих раскатных валков.
После выхода раскатанной тестовой массы из последнего валка она непрерывно транспортируется в зону горизонтального рамного пространства с кареткой, где тесто подвергается окончательной раскатке в калиброванный пласт по длине транспортера. Калиброванный пласт теста, непрерывно поступающий к формовочному валику, разрезается на фигурные тестовые заготовки, из которых в дальнейшем выпекаются готовые изделия, например печенье и т.п.
Заявляемый способ уменьшает остаточные деформации в тесте и обеспечивает равномерность структуры заданной толщины теста по ширине пласта.
Заявляемое устройство, реализующее способ, способствует уменьшению остаточных деформаций в тесте и обеспечивает равномерность структуры, образуя лист теста однородной толщины и однородного качества, позволяет обеспечить равномерность распределения в нем напряжений и правильность формирования краевых структур раскатываемого теста, что исключает отходы при формовке теста, а также уменьшает энергоемкость процесса раскатывания теста в непрерывно движущийся пласт.
Список литературы
1. Патент RU №2037298, кл. А21С 3/02, 19.09.1991, «Способ раскатывания теста и устройство для его осуществления».
2. Заявка на изобретение №2011148726 (решение о выдаче патента от 08.11.2012 г.), Кл. А21C 3/02, «Устройство для раскатки теста в пласт».
Устройство для раскатки теста в пласт
Устройство солнечного освещения "гелиолампа"
Цифроаналоговый преобразователь
Способ получения растворов в цилиндрической вертикальной емкости, нагреваемой в основном со стороны днища, например, для работы шлихтовальной машины ткацкого производства
Способ восстановления изношенных шеек вала
Способ получения покрытий
Автономная гелиоэлектрическая лампа
Способ цифроаналогового преобразования
Способ приготовления корма и/или кормовой добавки для сельскохозяйственных животных, птиц и рыб
Способ изготовления проволочного измерительного резистора
Способ восстановления деталей из алюминиевых сплавов
Способ нагрева термопластичных материалов, например битума, в емкости до жидкого состояния
Высоковольтный вакуумный выключатель
Устройство для раскатки теста в пласт
Роторная ветроэнергетическая установка наземного транспортного средства
Устройство солнечного освещения "гелиолампа"
Способ восстановления резьбы на валах
Цифроаналоговый преобразователь
Динамический стенд авиационного тренажера
Способ получения растворов в цилиндрической вертикальной емкости, нагреваемой в основном со стороны днища, например, для работы шлихтовальной машины ткацкого производства

