Результат интеллектуальной деятельности: СОСТОЯЩИЙ ИЗ ДВУХ МАТЕРИАЛОВ УДЛИНЕННЫЙ ЭЛЕМЕНТ-ВСТАВКА ДЛЯ ИЗМЕЛЬЧАЮЩЕГО ВАЛКА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится к удлиненному элементу-вставке для измельчающего валка для работы с интенсивным износом. Изобретение также относится к кассете и части для измельчающего валка, измельчающему валку и валковой машине.
Уровень техники
Когда материалы размалывают или измельчают в порошок, используя межчастичное измельчение, два валка, установленных с вращением в противоположные стороны, отделенные друг от друга зазором, образуют затягивающую зону контакта, в которую втягиваются материалы, подаваемые под нагрузкой или за счет силы тяжести и размалываемые друг о друга. Преимущество межчастичного измельчения состоит в том, что может быть достигнуто эффективное размалывание даже для очень маленьких размеров зерна с пониженным потреблением энергии по сравнению со многими другими технологиями размалывания. Кроме того, по сравнению с другими технологиями размалывания во время процесса существенно снижается уровень шума.
Настоящее изобретение относится к усовершенствованному износостойкому элементу для валковой конструкции, использующей межчастичное измельчение и одночастичное измельчение, при котором в процессе размалывания или измельчения в порошок материалов между двумя валками в валковой конструкции существуют условия для сильного изнашивания. Наружные поверхности валка подвергаются чрезвычайно высокому напряжению, от которого среди прочего происходит высокий износ. Известно противодействие данному износу посредством придания различных форм и нанесения покрытий на поверхности валков, подверженных износу.
Европейский патент 699479 раскрывает прессы с валками высокого давления для сжимающего уменьшения размера зернистого материала, имеющие твердые поверхности с утолщенными шипами, которые являются износоустойчивыми и подходят для самозащиты от износа. Утолщенные шипы, которые имеют долгий потенциальный срок службы даже при воздействии высоких сжимающих нагрузок, имеют радиально направленную внутреннюю часть, которая легко приваривается к поверхности валка, и радиально направленную наружную более твердую часть, закрывающую и защищающую радиально направленную внутреннюю часть.
Существуют проблемы, связанные с упомянутой выше технологией. Вследствие огромной величины напряжения, прикладываемого к валкам, износостойкие утолщенные шипы, вставляемые в области поверхности валков, должны выдерживать давление большой величины без разрушения. Однако даже утолщенные шипы, которые описаны в указанном патенте, изнашиваются с неудовлетворительной скоростью. Кромки утолщенных шипов наиболее открыты и имеют тенденцию к преждевременному растрескиванию, ускоряя за счет этого скорость износа утолщенных шипов.
Сущность изобретения
Целью настоящего изобретения является создание усовершенствования описанной выше технологии известного уровня техники. Более конкретно, целью настоящего изобретения является создание усовершенствованного элемента-вставки для измельчающего валка для придания наружной поверхности измельчающего валка высокой износостойкости. Кроме того, целью настоящего изобретения является создание кассеты и части для измельчающего валка, измельчающего валка и валковой машины.
Данные и другие цели и преимущества настоящего изобретения, которые будут понятны из следующего описания изобретения, достигаются с помощью удлиненного элемента-вставки для измельчающего валка для работы с интенсивным износом согласно независимому пункту формулы изобретения.
Создан удлиненный элемент-вставка для измельчающего валка для работы с интенсивным износом, содержащий среднюю часть из первого материала с первой твердостью, проходящую в продольном направлении элемента-вставки, и корпус из второго материала со второй твердостью, заключающий в себе среднюю часть. Первая твердость больше второй твердости. Преимуществом этого является то, что данный элемент-вставка является значительно более надежным, чем известные штыри из твердого металла. Благодаря более пластичному корпусу элемента-вставки могут быть использованы марки твердого металла, имеющие меньшее содержание связующего вещества, делая элемент-вставку более износостойким. Это, в свою очередь, приводит к уменьшенному объему разрушений элементов-вставок, что в существующих измельчающих валках, содержащих износостойкие элементы-вставки, приводило к поломкам в процессе использования. Более пластичный корпус элемента-вставки дополнительно противостоит преждевременному растрескиванию кромок элементов-вставок, которые частично подвержены износу. Когда элемент-вставка подвергается износу, пластичный, но прочный корпус будет изнашиваться довольно быстро сверху элемента-вставки, открывая посредством этого среднюю часть. Соответственно, верхняя часть элемента-вставки, подвергаемая износу, будет состоять из твердой и износостойкой средней части, заключенной в радиальном направлении в более прочный, но пластичный корпус. Поскольку поверхность корпуса, подвергаемая износу, значительно меньше, чем поверхность средней части, подвергаемой износу, корпус и средняя часть будут изнашиваться приблизительно одними и теми же темпами. Как упоминалось выше, корпус элемента-вставки также функционирует в качестве защиты для более чувствительных кромок средней части. Еще одно преимущество наличия прочного, но более пластичного корпуса состоит в том, что уменьшается вероятность выскакивания элементов-вставок из измельчающего валка вследствие упругости, возникающей между элементом-вставкой и измельчающим валком, когда они скреплены.
Первый материал может иметь первую прочность, а второй материал - вторую прочность, при этом первая прочность меньше, чем вторая прочность. Преимущество этого состоит в том, что дополнительно усиливается влияние более пластичного корпуса.
Первый материал может быть выбран из группы, содержащей металлический материал, керамический материал или их комбинацию. Преимущество этого состоит в том, что данный материал является очень устойчивым к износу.
Второй материал может быть выбран из группы, содержащей металлический материал, керамический материал или их комбинацию. Преимущество этого состоит в том, что данный материал является очень устойчивым к износу.
Первый материал может иметь предпочтительную твердость от по меньшей мере 600 до 1200 единиц твердости по Виккерсу. Это наиболее предпочтительная твердость средней части элемента-вставки.
Второй материал может иметь предпочтительную твердость от 400 до 1200 единиц твердости по Виккерсу. Это наиболее предпочтительная твердость корпуса элемента-вставки.
Поперечное сечение элемента-вставки может быть цилиндрическим, а элемент-вставка может иметь форму шипа. Данная простая форма делает легким изготовление элементов-вставок.
Средняя часть может быть цилиндрической, что является простой формой, обеспечивающий легкое изготовление элемента-вставки с подобной средней частью.
Геометрическая центральная ось средней части может не быть выровнена с геометрической центральной осью элемента-вставки.
Средняя часть может проходить вдоль всей длины элемента-вставки в продольном направлении.
Средняя часть может проходить сверху элемента-вставки и вдоль части длины элемента-вставки в продольном направлении.
Соответственно, элемент-вставка может быть адаптирован к различным формам и размерам для получения характеристик, необходимых для определенной операции размалывания в зависимости от типа материала, который подлежит размалыванию или измельчению в порошок.
Наружная поверхность элемента-вставки может быть профилированной, что является преимуществом в том, что на валке предоставлена неоднородная поверхность, улучшающая посредством втягивание материала, подлежащего размалыванию. Дополнительно, благодаря неоднородной поверхности элементов-вставок удерживаются материалы, подлежащие размалыванию или измельчению в порошок, заполняющие промежутки, созданные между элементами-вставками и посредством этого создающие самозащиту валка.
Согласно второму аспекту изобретения изобретение относится к кассете для измельчающего валка для работы с интенсивным износом, содержащей множество вышеописанных элементов-вставок.
Согласно третьему аспекту изобретения изобретение относится к части для измельчающего валка для работы с интенсивным износом, содержащей множество вышеописанных элементов-вставок или кассет.
Согласно четвертому аспекту изобретения изобретение относится к измельчающему валку для работы с интенсивным износом, содержащему множество вышеописанных элементов-вставок, кассет или частей измельчающего валка.
Согласно пятому аспекту изобретения изобретение относится к валковой машине для измельчения слоя материала, содержащей, по меньшей мере, один вышеописанный измельчающий валок.
Согласно шестому аспекту изобретения изобретение относится к способу улучшения износостойкости измельчающего валка высокого давления, содержащему изготовление измельчающего валка, выполнение, по меньшей мере, одного углубления в периферии измельчающего валка, изготовление, по меньшей мере, одного элемента-вставки и расположение и прикрепление, по меньшей мере, одного элемента-вставки в, по меньшей мере, одном углублении, при этом стадия изготовления, по меньшей мере, одного элемента-вставки включает в себя расположение средней части из первого материала с первой твердостью, в корпусе из второго материала со второй твердостью в продольном направлении, по меньшей мере, одного элемента-вставки, при этом первая твердость больше, чем вторая твердость. Преимущество этого состоит в надежном прикреплении, по меньшей мере, одного элемента-вставки к измельчающему валку, обеспечивая посредством этого высокую износостойкость огибающей поверхности измельчающего валка.
В общем, все термины, используемые в формуле изобретения, следует интерпретировать согласно их обычному значению в технической области, если в данном описании в явной форме не определено иное. Все ссылки на элемент, устройство, компонент, средство, и т.д. следует интерпретировать как, по меньшей мере, один указанный элемент, устройство, компонент, средство и т.д., если в явной форме не изложено иное. Кроме того, под термином "прочность" в заявке подразумевается "трещиностойкость", а под термином "содержащий" подразумевается "содержащий, но без ограничения". Подразумевается, что термин "измельчающий" включает в себя "размалывающий".
Краткое описание чертежей
Приведенные выше и дополнительные цели, признаки и преимущества настоящего изобретения будут лучше понятны из следующего иллюстративного, но не ограничивающего подробного описания предпочтительных вариантов осуществления представленного изобретения со ссылкой на приложенные чертежи, при этом одинаковые ссылочные номера будут использоваться для аналогичных элементов. На чертежах показано следующее:
Фиг.1a-l представляют собой перспективные виды элемента-вставки согласно двенадцати различным вариантам осуществления представленного изобретения.
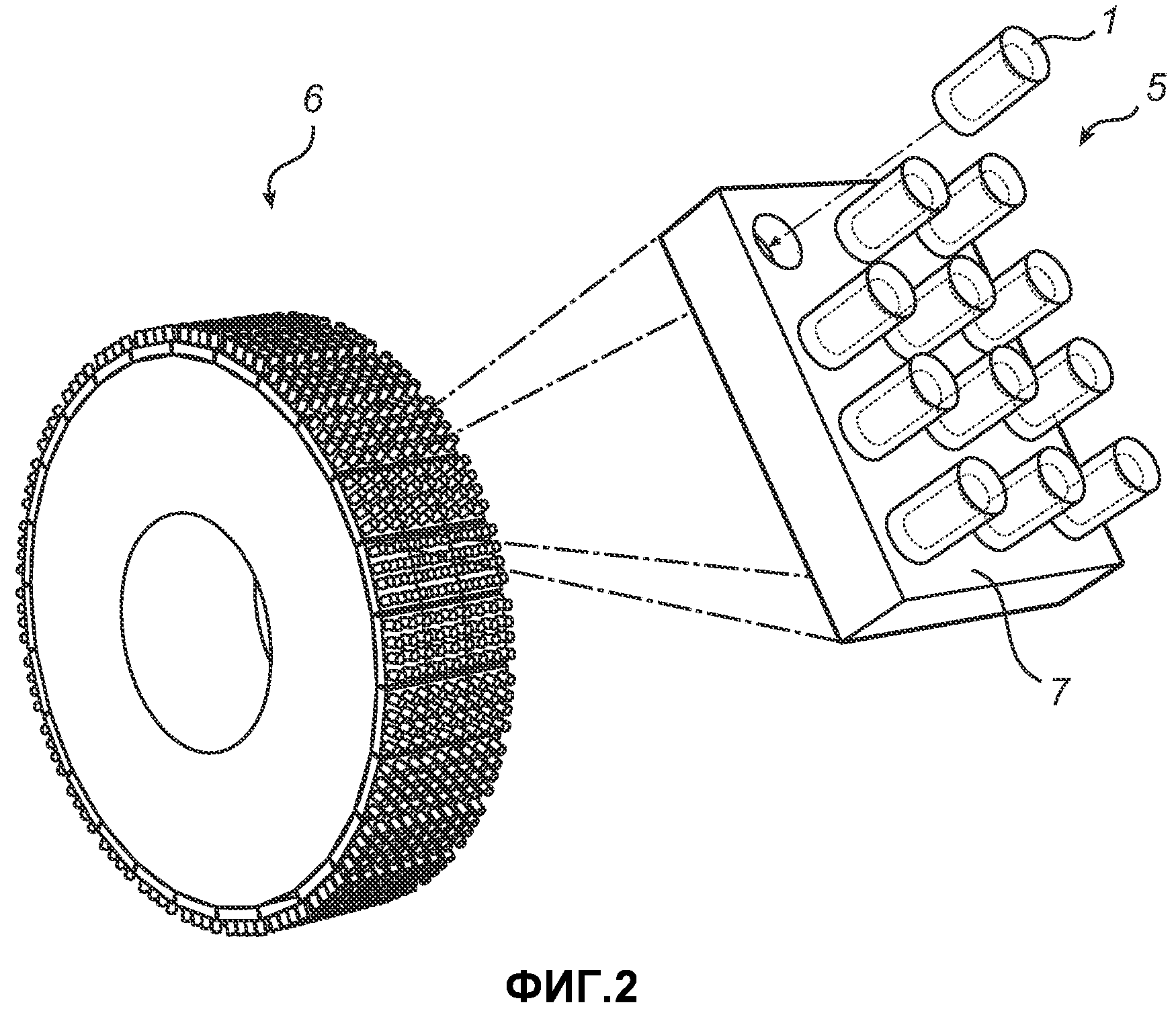
Фиг.2 представляет собой перспективный вид кассеты для измельчающего валка, содержащей множество элементов-вставок.
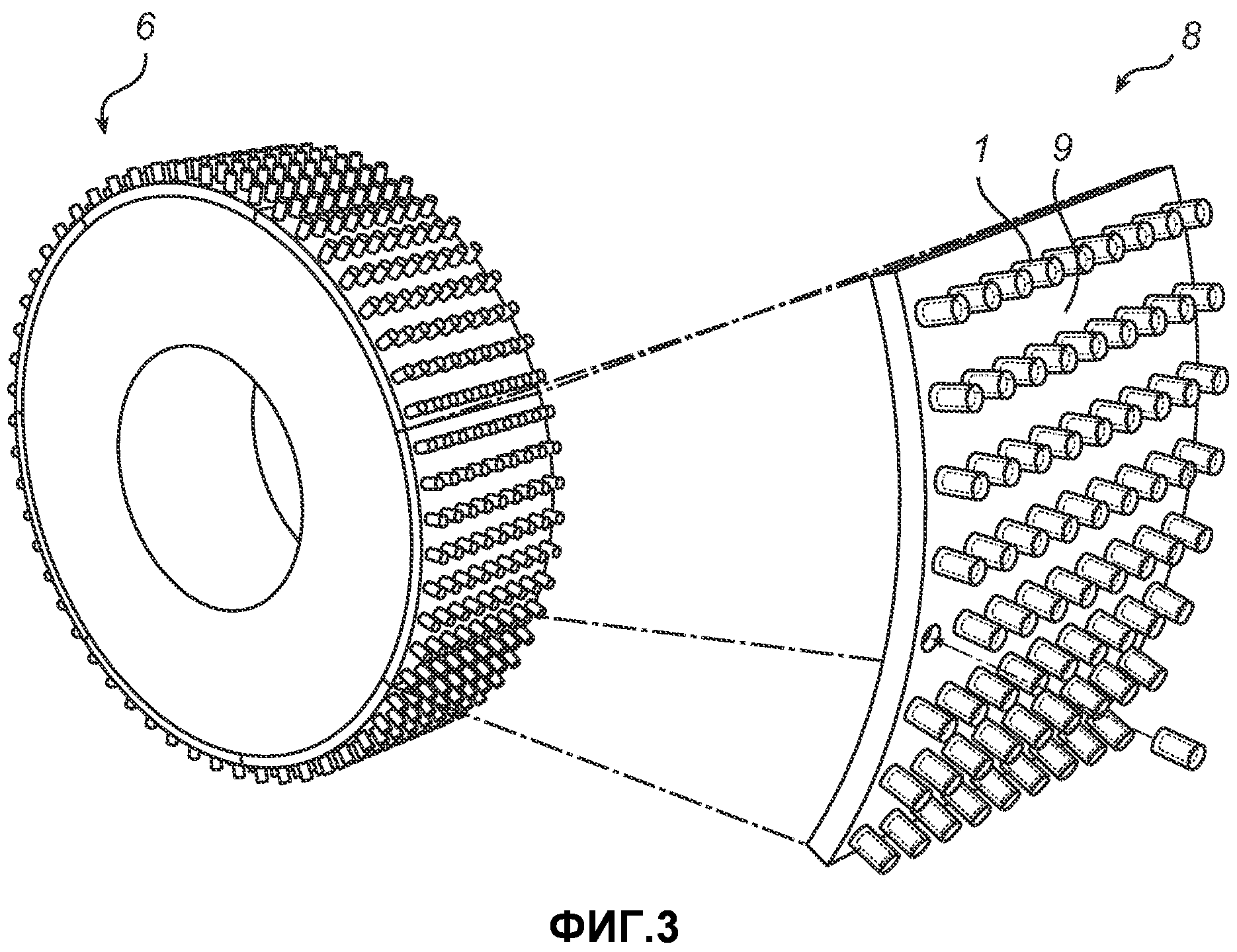
Фиг.3 представляет собой перспективный вид части для измельчающего валка, содержащего множество кассет или элементов-вставок.
Фиг.4 представляет собой перспективный вид измельчающего валка, содержащего множество частей, кассет или элементов-вставок.
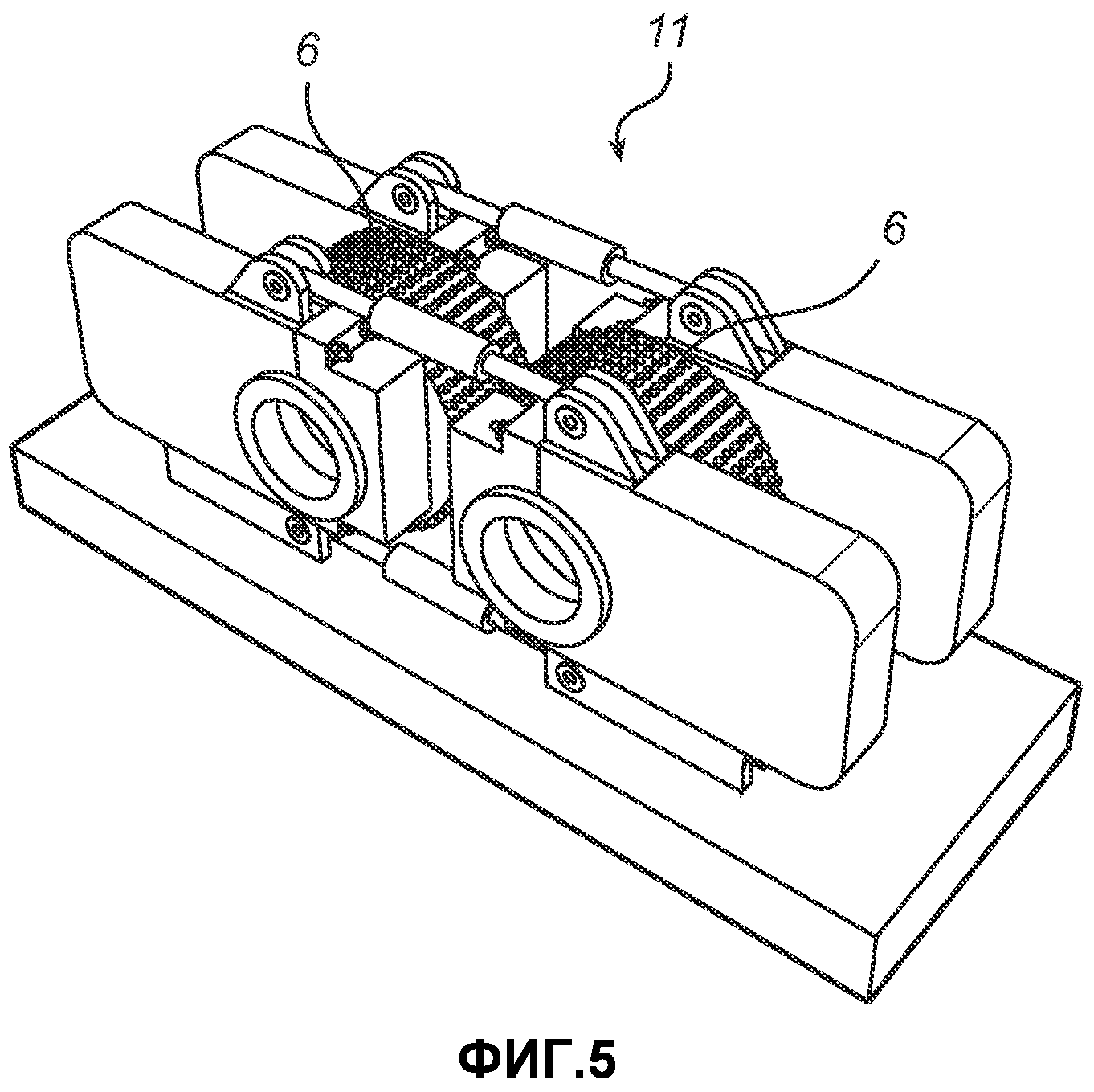
Фиг.5 представляет собой перспективный вид валковой машины, содержащей, по меньшей мере, один измельчающий валок.
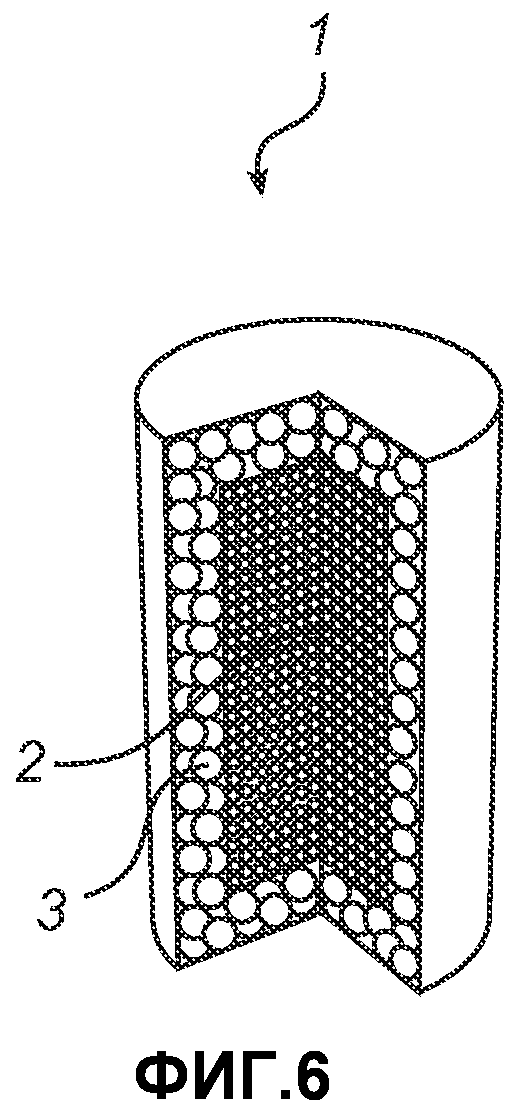
Фиг.6 представляет собой перспективный вид элемента-вставки согласно девятому варианту осуществления изобретения.
Подробное описание предпочтительных вариантов осуществления изобретения
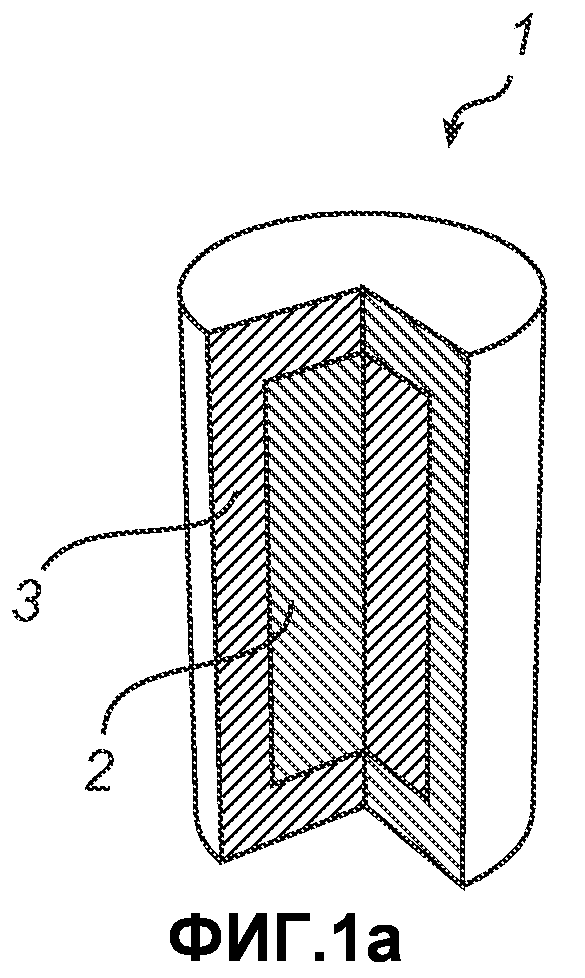
Фиг.1a иллюстрирует элемент-вставку 1 для измельчающего валка для работы с интенсивным износом согласно первому варианту осуществления изобретения. Поперечное сечение элемента-вставки 1 является цилиндрическим, при этом он имеет форму шипа. Элемент-вставка 1 имеет среднюю часть 2 из первого материала, имеющего первую твердость. Средняя часть 2 является цилиндрической и проходит в продольном направлении элемента-вставки 1. Геометрическая ось средней части 2 выровнена с геометрической осью элемента-вставки 1. Элемент-вставка 1 дополнительно имеет корпус 3 из второго материала, имеющего вторую твердость, причем корпус 3 полностью заключает в себе среднюю часть 2. Первая твердость больше, чем вторая твердость. Первый материал, иначе говоря, материал средней части 2 элемента-вставки 1, предпочтительно состоит из металлического материала, керамического материала или их комбинации. Однако, естественно, что также возможны другие решения материалов для средней части 2 элемента-вставки 1. Первый материал имеет предпочтительную твердость от, по меньшей мере, 600 до 1200 единиц твердости по Виккерсу. Второй материал, т.е. материал корпуса 3 элемента-вставки 1, предпочтительно состоит из металлического материала, керамического материала или их комбинации. Однако, естественно, что также возможны другие решения материалов для корпуса 3 элемента-вставки 1. Второй материал имеет предпочтительную твердость от 400 до 1200 единиц твердости по Виккерсу. В предпочтительном варианте осуществления изобретения первый материал имеет первую прочность, а второй материал имеет вторую прочность, при этом первая прочность меньше, чем вторая прочность.
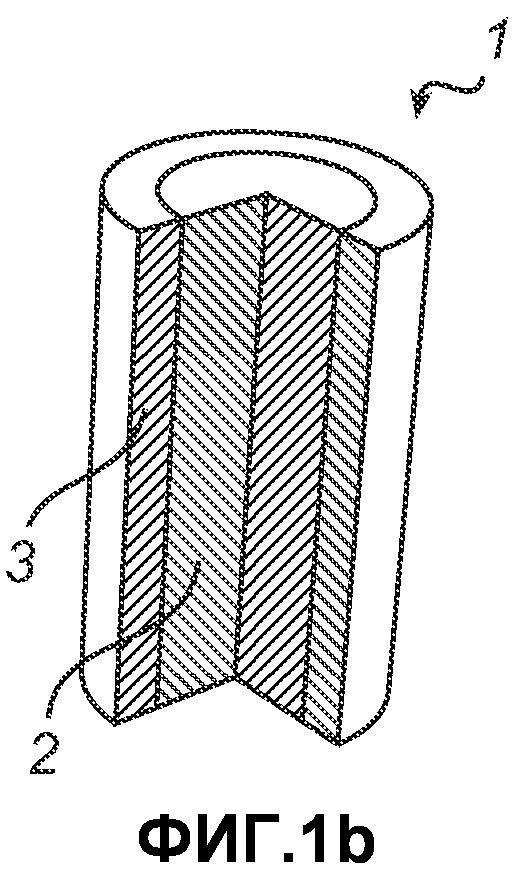
На фиг.1b проиллюстрирован элемент-вставка 1 согласно второму варианту осуществления изобретения. Средняя часть 2 является цилиндрической и проходит вдоль всей длины элемента-вставки 1 в продольном направлении. Геометрическая ось средней части 2 выровнена с геометрической осью элемента-вставки 1. Корпус 3 элемента-вставки 1 радиально заключает в себе среднюю часть 2. Средняя часть 2 таким образом открыта сверху и снизу элемента-вставки 1, когда расположена в вертикальном направлении.
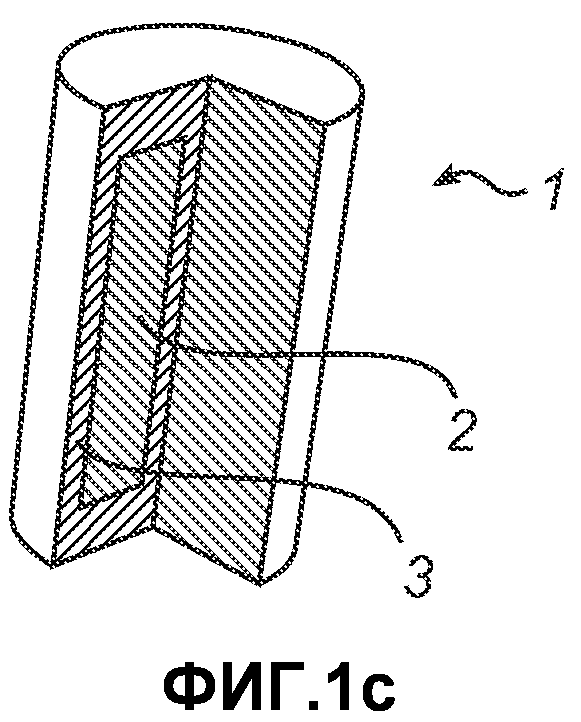
Фиг.1с иллюстрирует элемент-вставку 1 согласно третьему варианту осуществления изобретения. Средняя часть 2 является цилиндрической и проходит в продольном направлении элемента-вставки 1. Геометрическая ось средней части 2 сдвинута или смещена относительно геометрической оси элемента-вставки 1. Корпус 3 элемента-вставки 1 полностью заключает в себе среднюю часть 2.
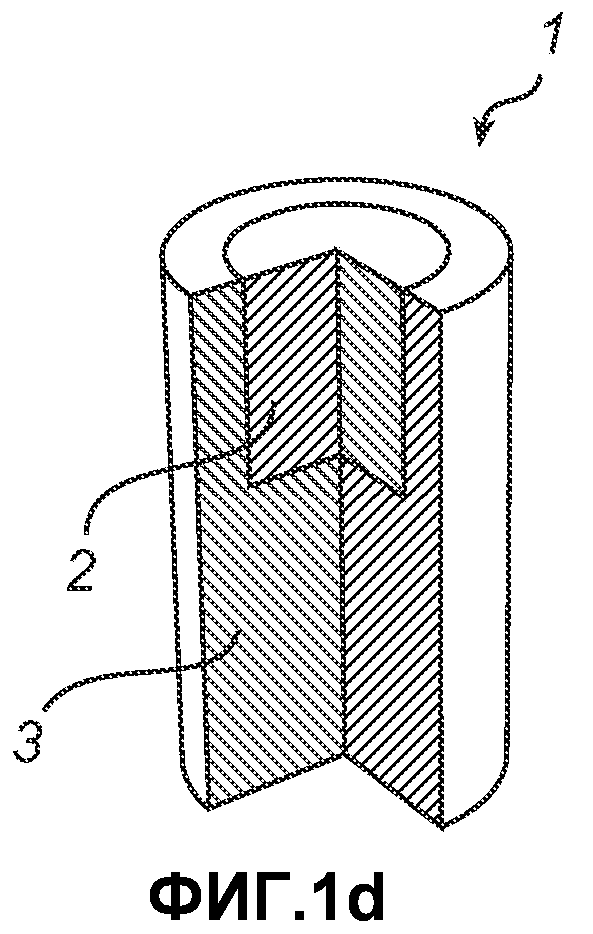
На фиг.1d проиллюстрирован элемент-вставка 1 согласно четвертому варианту осуществления изобретения. Средняя часть 2 является цилиндрической и проходит сверху элемента-вставки 1 и вдоль части длины элемента-вставки в продольном направлении. Геометрическая ось средней части 2 выровнена с геометрической осью элемента-вставки 1. Корпус 3 элемента-вставки 1 радиально заключает в себе среднюю часть 2. Средняя часть 2 открыта сверху элемента-вставки 1, когда расположена в вертикальном направлении.
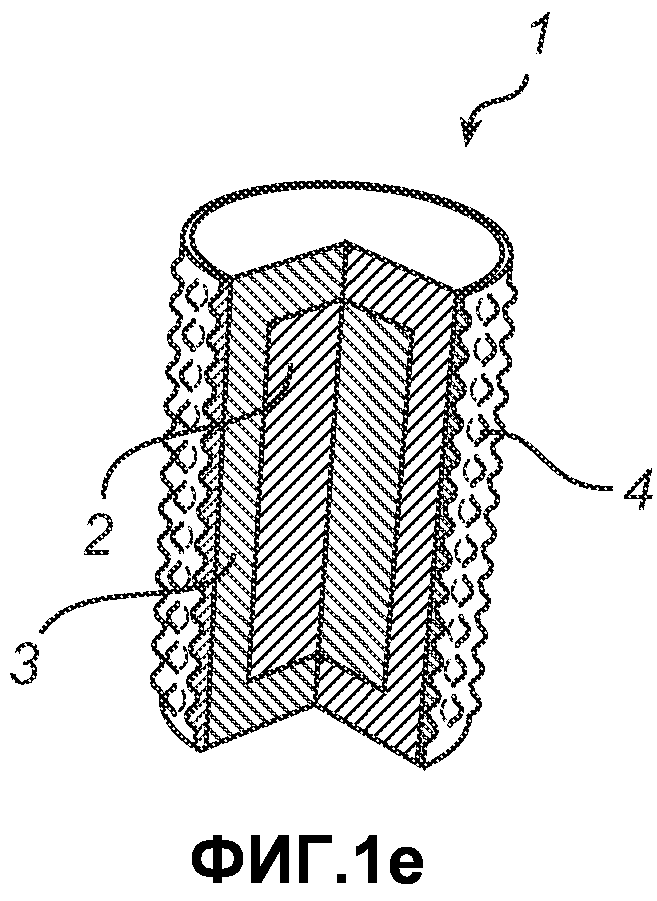
Фиг.1е иллюстрирует элемент-вставку 1 согласно пятому варианту осуществления изобретения. Средняя часть 2 является цилиндрической и проходит в продольном направлении элемента-вставки 1. Геометрическая ось средней части 2 выровнена с геометрической осью элемента-вставки 1. Корпус 3 элемента-вставки 1 полностью заключает в себе среднюю часть 2. Наружная поверхность 4 элемента-вставки 1 является профилированной, т.е. снабжена выпуклостями для удерживания материала, подлежащего размалыванию или измельчению в порошок, в зазорах, созданных между элементами-вставками 1, когда они имеются на валке, так что слой самозащиты создается и сохраняется в процессе использования данного валка. Выпуклости могут быть образованы в виде единого целого с корпусом 3 или могут быть предоставлены в виде рукава, расположенного на корпусе.
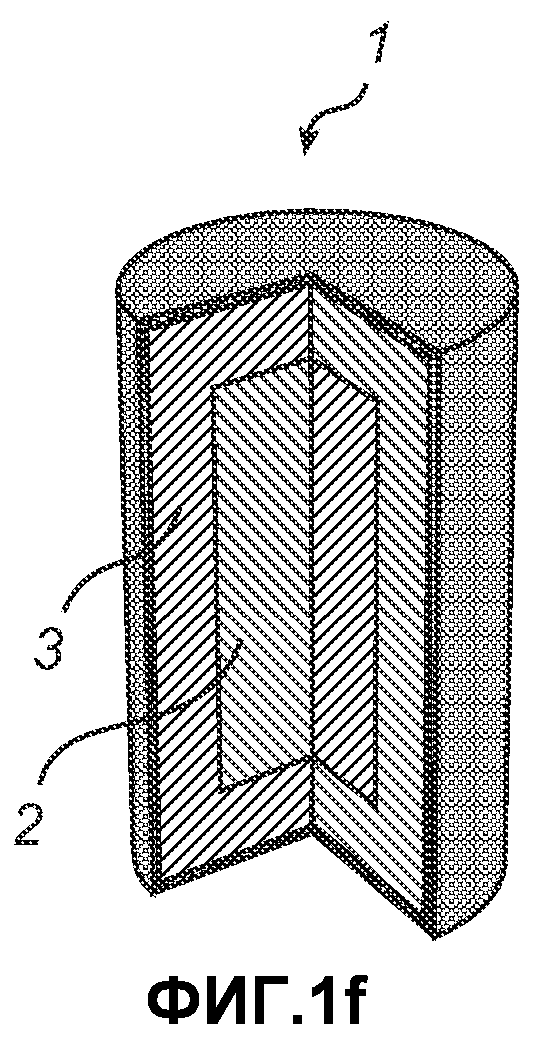
На фиг.1f проиллюстрирован элемент-вставка 1 согласно шестому варианту осуществления изобретения. Средняя часть 2 является цилиндрической и проходит в продольном направлении элемента-вставки 1. Геометрическая ось средней части 2 выровнена с геометрической осью элемента-вставки 1. Корпус 3 элемента-вставки 1 полностью заключает в себе среднюю часть 2. Корпус 2 целиком покрыт поверхностным слоем или покрытием. Поверхностный слой или покрытие может быть получено посредством погружения элемента-вставки 1 в жидкое покрытие и его сушки на поверхности элемента-вставки или реакции с поверхностью элемента-вставки. Покрытие или поверхностный слой также может быть получен за счет механического или физического процессов, например за счет отложения или науглероживания.
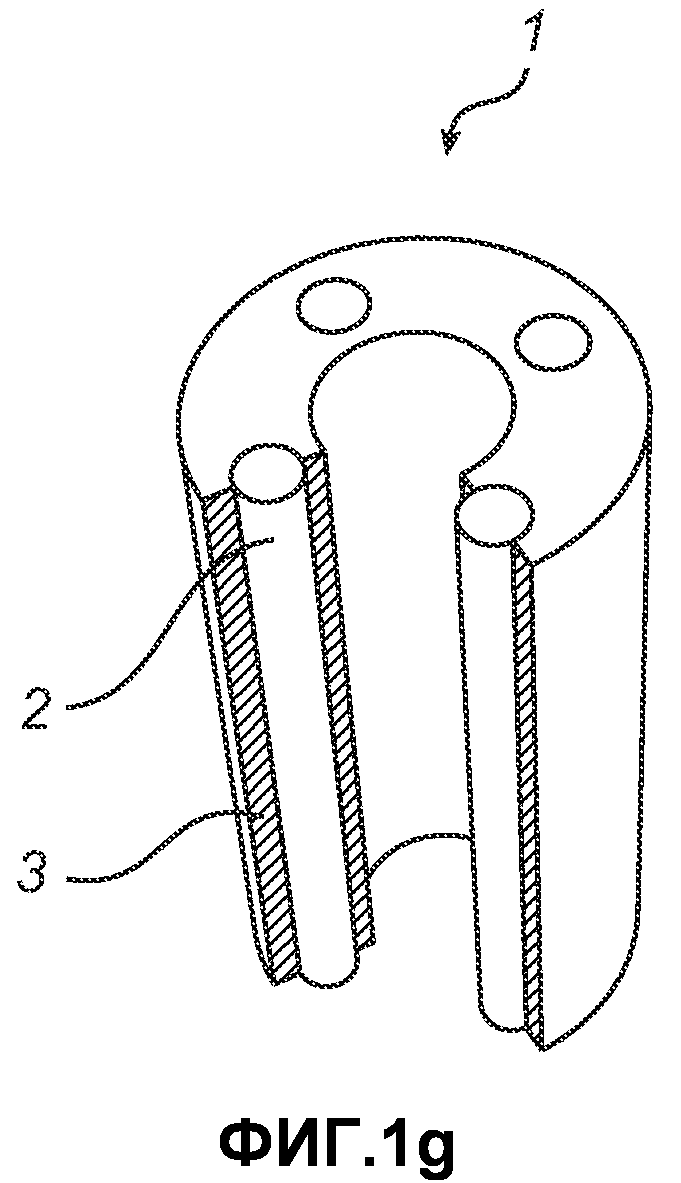
Фиг.1g иллюстрирует элемент-вставку 1 согласно седьмому варианту осуществления изобретения. Корпус 3 имеет форму полой трубки, имеющей кольцеподобную форму поперечного сечения. Соответственно, в центре элемента-вставки 1 имеется пространство, которое в процессе измельчения будет наполняться материалом, подлежащим измельчению. В кольцеподобный корпус 3 вставлено множество круглых средних частей 2. Средние части 2 имеют параллельные продольные оси.
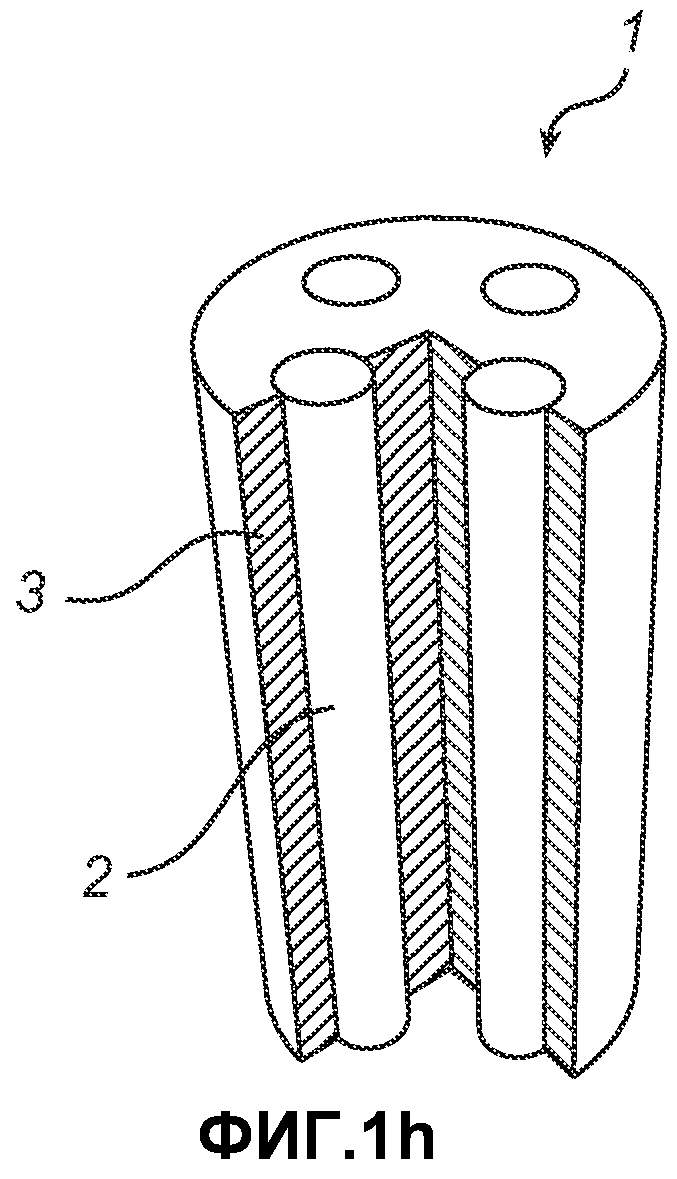
На фиг.1h проиллюстрирован элемент-вставка 1 согласно восьмому варианту осуществления изобретения. Элемент-вставка 1 имеет круглое поперечное сечение и множество круглых средних частей 2, вставленных в корпус 3. Средние части 2 являются параллельными, при этом они имеют одинаковый размер, т.е. площади их поперечных сечений являются одинаковыми. Однако в вариантах осуществления с использованием множества средних частей в одном единственном корпусе необязательно, чтобы все средние части имели одинаковый размер. Они могут отличаться друг от друга и иметь различные длины, формы поперечного сечения и/или площади поперечного сечения. Также средние части могут быть изготовлены из различных материалов. Это улучшает возможность адаптации свойств элемента-вставки для различных материалов, подлежащих измельчению, и/или для различных местоположений на измельчающей поверхности валка.
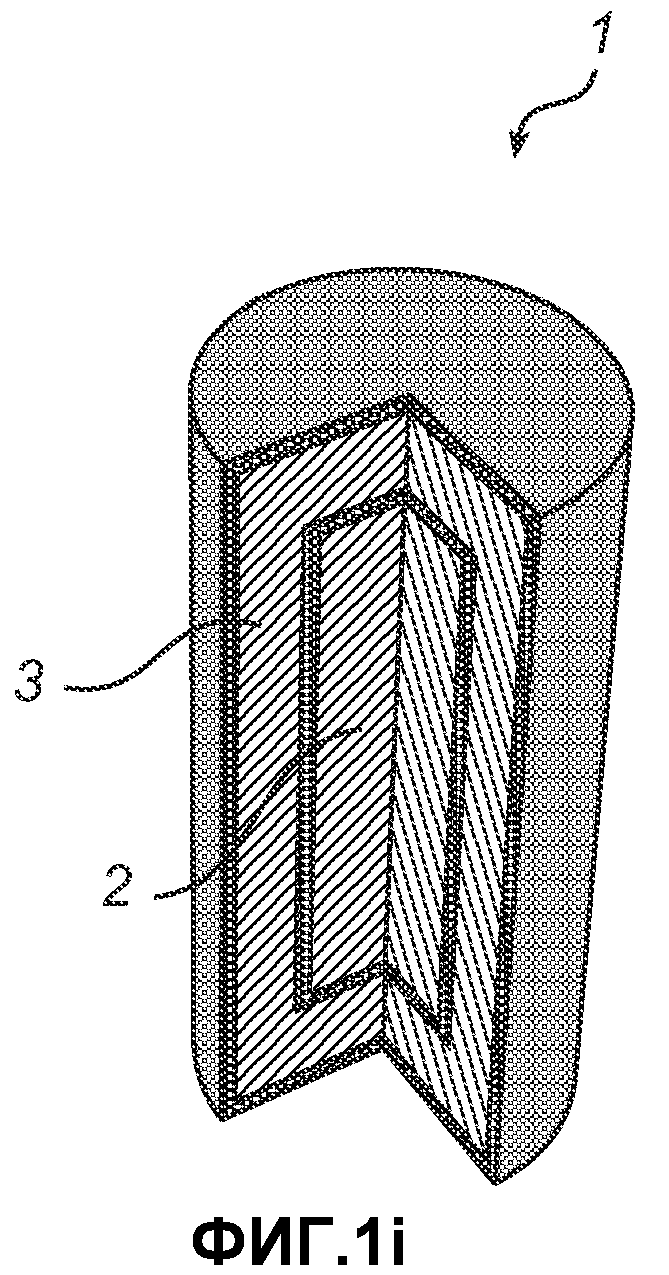
Фиг.1i иллюстрирует элемент-вставку 1 согласно девятому варианту осуществления изобретения. Элемент-вставка 1 имеет круглое поперечное сечение. Круглая средняя часть 2 вставлена в центр круглого корпуса 3 таким образом, что продольные оси средней части 2 и корпуса 3 являются параллельными и накладываются друг на друга. Элемент-вставка 1 содержит также промежуточный слой, расположенный между средней частью 2 и корпусом 3. Промежуточный слой может улучшать механические свойства элемента-вставки 1 или крепление средней части 2 к корпусу 3. Элемент-вставка 1 содержит также покрытие на наружной поверхности корпуса 3. Покрытие также может улучшать механические свойства элемента-вставки 1 или крепление элемента-вставки 1 к измельчающему валку. Промежуточный слой и покрытие могут быть из одного и того же или иного материала.
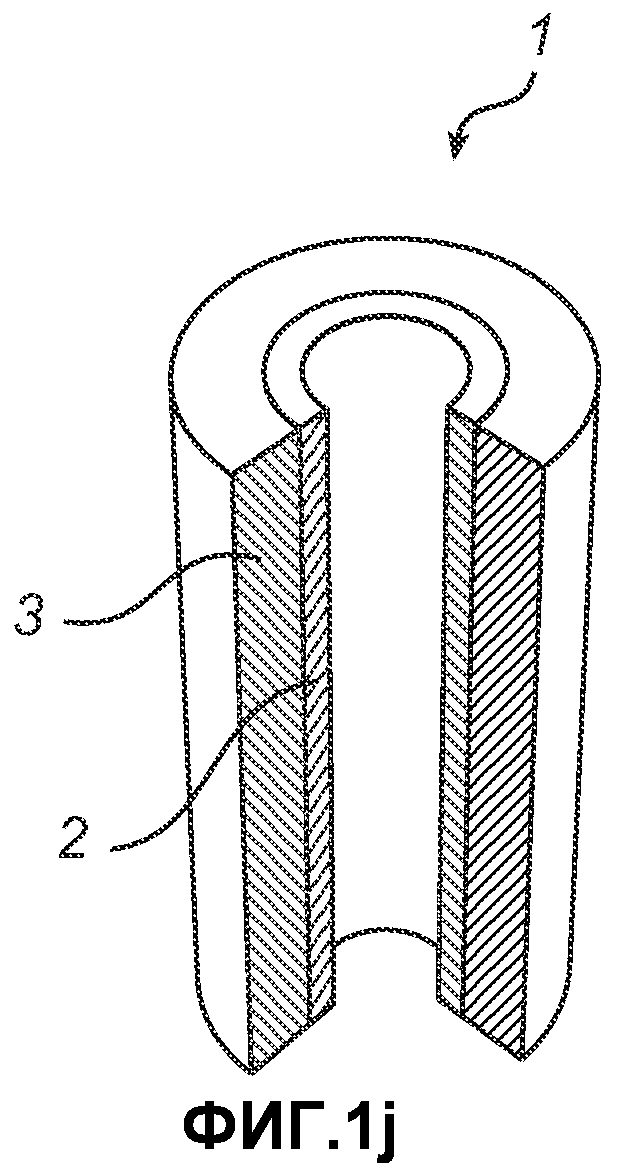
На фиг.1j проиллюстрирован элемент-вставка 1 согласно десятому варианту осуществления изобретения. Элемент-вставка 1 имеет корпус 3 в виде полой трубки, имеющей кольцеподобную форму поперечного сечения. Средняя часть 2 расположена на внутренней поверхности корпуса 3 и выполнена в виде полой трубки с кольцеподобной формой поперечного сечения. В центре элемента-вставки 1 имеется пустое пространство, образованное материалом средней части.
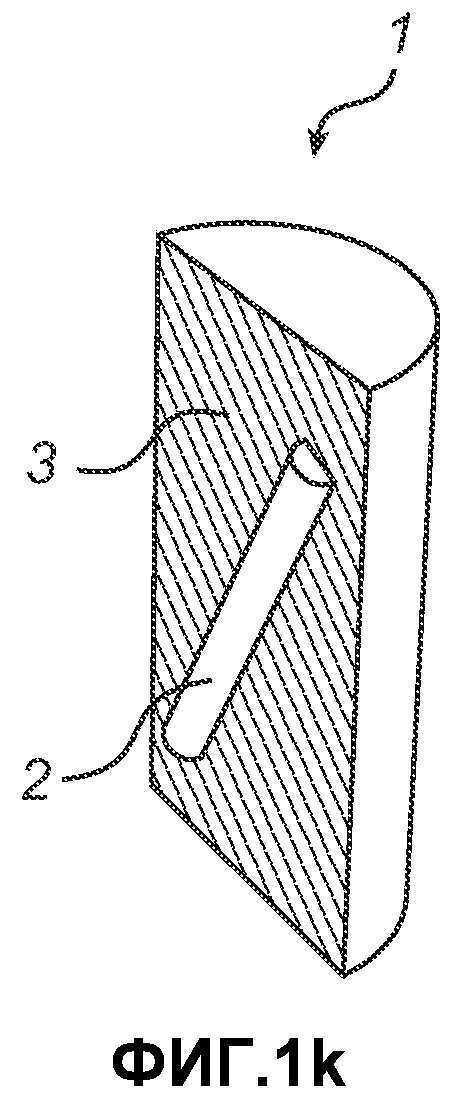
Фиг.1k иллюстрирует элемент-вставку 1 согласно одиннадцатому варианту осуществления изобретения. Средняя часть 2 является цилиндрической и, по существу, проходит в диагональном направлении элемента-вставки 1, когда располагается вертикально. Геометрическая ось средней части 2 расположена таким образом под углом относительно геометрической оси элемента-вставки 1. Угол геометрической оси средней части относительно геометрической оси элемента-вставки может изменяться. Корпус 3 элемента-вставки 1 полностью заключает в себе среднюю часть 2. Однако средняя часть 2 может быть открыта сверху и снизу элемента-вставки 1. Также возможны различные размеры и формы средней части 2. При размалывании материала с использованием измельчающих валков, имеющих элементы-вставки, вероятно, что материал, подлежащий размалыванию, ударяет элементы-вставки по диагонали сверху элемента-вставки. За счет ориентирования средней части 2 элемента-вставки 1 с различными углами относительно элемента-вставки 1 износоустойчивость элемента-вставки 1 может быть особенно усилена в направлениях элемента-вставки 1, подвергающихся значительному износу. Возможны различные размеры и формы элемента-вставки 1.
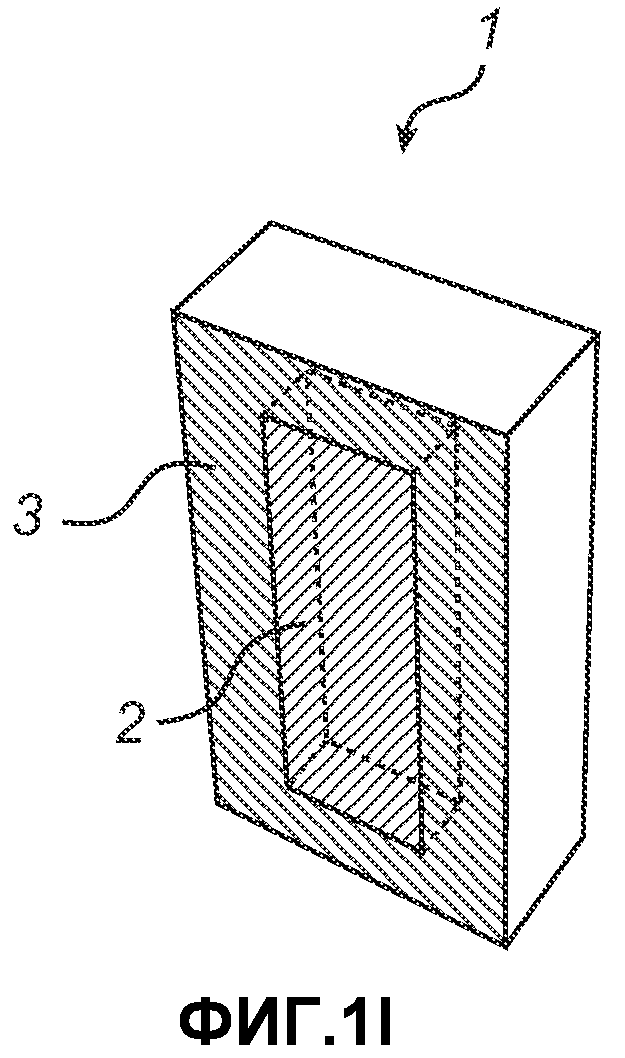
Фиг.1l иллюстрирует элемент-вставку 1 согласно двенадцатому варианту осуществления изобретения. Поперечное сечение элемента-вставки 1 и средней части 2 является квадратным. Средняя часть 2 проходит в продольном направлении элемента-вставки 1. Геометрическая ось средней части 2 выровнена с геометрической осью элемента-вставки 1. Корпус 3 элемента-вставки 1 полностью заключает в себе среднюю часть 2.
На фиг.2 проиллюстрирована кассета 5 для измельчающего валка 6. Кассета 5 содержит множество элементов-вставок 1. Кассеты 5 должны быть закреплены в огибающей поверхности измельчающего валка 6, облегчая посредством этого установку и возможную замену или обслуживание элементов-вставок 1. Наружная поверхность 7 кассет 5, окружающая элементы-вставки 1 может иметь покрытие или быть обработана, например, науглерожена для обеспечения большей устойчивости к износу.
Фиг.3 иллюстрирует часть 8 для измельчающего валка 6 для работы с интенсивным износом. Часть 8 содержит множество элементов-вставок 1. Части 8 должны быть закреплены в огибающей поверхности измельчающего валка 6, облегчая посредством этого установку и возможную замену или обслуживание элементов-вставок 1. Наружная поверхность 9 частей 8, окружающая элементы-вставки 1, может иметь покрытие или быть обработана, например, науглерожена для обеспечения большей устойчивости к износу.
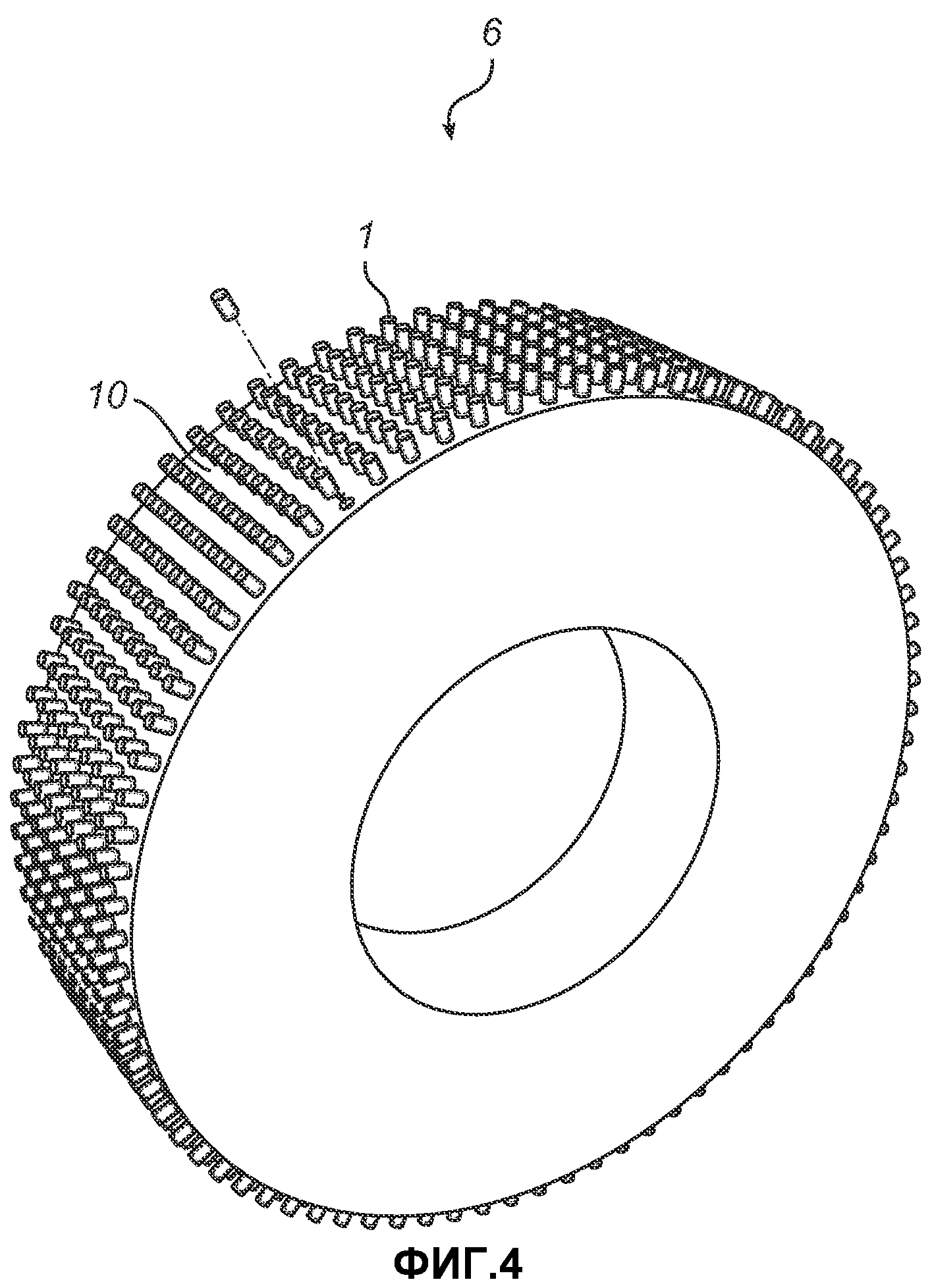
На фиг.4 проиллюстрирован измельчающий валок 6 для работы с интенсивным износом. Измельчающий валок 8 содержит множество элементов-вставок 1. Элементы-вставки должны быть закреплены в огибающей поверхности измельчающего валка 6. Прикрепление элементов-вставок 1 к огибающей поверхности измельчающего валка 5 может быть выполнено множеством различных способов. Например, кассеты 4 или части 8, которые описаны выше, могут быть использованы для того, чтобы облегчить установку элементов-вставок 1. Еще одна возможность состоит в использовании установочного кольца. Наружная поверхность 10 валка 5 (или кассеты, части, установочное кольцо и т.д.), окружающая элементы-вставки 1, может иметь покрытие или быть обработана, например науглерожена для обеспечения большей устойчивости к износу.
Элементы-вставки могут быть закреплены в огибающей поверхности измельчающего валка или в кассете или части посредством различных технологий. Таким образом, отдельный элемент-вставка может, например, быть закреплен посредством плотной посадки, сварки, приклеивания, обжатия, крепления клином или болтового соединения.
Фиг.5 иллюстрирует валковую машину 11 для измельчения слоя материала. Валковая машина 11 содержит два измельчающих валка 6. В процессе использования, элементы-вставки 1, прикрепленные к измельчающим валкам 6 валковой машины 11, подвергаются износу. Когда элемент-вставка 1 подвергается износу, пластичный, но прочный корпус 3 будет изнашиваться довольно быстро сверху элемента-вставки 1, открывая посредством этого среднюю часть 2. Соответственно, верхняя часть элемента-вставки 1, подвергаемая износу, будет состоять из твердой и износостойкой средней части 2, заключенной в радиальном направлении более прочным, но пластичным корпусом 3. Поскольку поверхность корпуса 3, подвергаемая износу, значительно меньше, чем поверхность средней части 2, подвергаемой износу, корпус 3 и средняя часть 2 будут изнашиваться приблизительно одними и теми же темпами. Это приводит к более долгому сроку службы элементов-вставок 1, и таким образом, измельчающих валков 8.
Для продления срока службы измельчающих валков 6 они могут быть снабжены износостойким слоем на огибающей поверхности, закрывающим зазоры, созданные на измельчающих валках 8 между элементами-вставками 1. Износостойкий слой уменьшает износ под защитным слоем, созданным между элементами-вставками 1, и защищает поверхность от износа в случае поломки элементов-вставок 1. Износостойкий слой может, например, быть изготовлен из инструментальной стали.
На фиг.6 проиллюстрирован элемент-вставка 1 согласно девятому варианту осуществления. В данном варианте осуществления первый и второй материал относятся к одному и тому же виду материала. Иначе говоря, весь элемент-вставка 1 изготовлен из одного вида материала. Таким образом, оба материала могут содержать зерна единственного, конкретного вида материала, но размер зерна у двух материалов может варьировать. Корпус 3 таким образом может быть образован первым материалом, содержащим зерна более большие, чем зерна второго материала, образующего среднюю часть 2 для того, чтобы получить такой же эффект, как для других вариантов осуществления элемента-вставки 1. Таким образом, твердость средней части 2 больше, чем твердость корпуса 3, а прочность средней части 2 меньше, чем прочность корпуса 3. Средняя часть 2 является цилиндрической и проходит в продольном направлении элемента-вставки 1. Геометрическая ось средней части 2 выровнена с геометрической осью элемента-вставки 1. Корпус 3 элемента-вставки 1 полностью заключает в себе среднюю часть 2.
При использовании два измельчающих валка располагаются по существу параллельно друг к другу с зазором между ними. Материал, подлежащий размалыванию, подается в зазор, чаще всего с загрузкой навалом, но возможно только за счет силы тяжести, и размалывается между измельчающими валками. При межчастичном измельчении только часть работы по размалыванию выполняется размалывающей поверхностью измельчающих валков, а часть размалывания происходит в слое материала, образованном между измельчающими валками, так как частицы в слое материала трутся друг о друга. Зазоры между элементами-вставками будут наполняться размолотым материалом, создавая посредством этого защитный износостойкий слой. Таким образом, износ на реальной охватывающей поверхности уменьшается, продлевая срок службы измельчающего валка.
Первый материал средней части и второй материал корпуса могут иметь один и тот же химический состав, т.е. они могут быть химически одинаковыми, но они отличаются по своим физическим свойствам, таким как твердость по Виккерсу и/или трещиностойкость. Различие в физических свойствах может быть достигнуто посредством различной обработки первого и второго материала, напр., посредством закалки.
Корпус может быть изготовлен из материала, имеющего значение твердости по Виккерсу в диапазоне, равном 400-1200, а средняя часть может быть изготовлена из материала, имеющего значение твердости по Виккерсу, равное по меньшей мере 600-1200. Согласно одному варианту осуществления изобретения корпус имеет твердость по Виккерсу, равную по меньшей мере 600, а средняя часть имеет твердость по Виккерсу, равную по меньшей мере 1000. Предпочтительно, корпус имеет твердость по Виккерсу, равную по меньшей мере 1000, при этом средняя часть имеет твердость по Виккерсу, равную по меньшей мере 1200. Твердость средней части всегда больше, чем твердость корпуса, предоставляя таким образом свойства улучшенной износостойкости и трещиностойкости в процессе измельчения твердых и абразивных минеральных материалов.
Первый материал, который используют для изготовления средней части, имеет, как правило трещиностойкость, ниже чем трещиностойкость второго материала. Трещиностойкость на первом материале составляет, как правило <18 мН/м3/2, часто в диапазоне, равном 10-18 мН/м3/2, более типично в диапазоне, равном 11-16 мН/м3/2, предпочтительно в диапазоне, равном 12-14 мН/м3/2. Обычно, износостойкость первого материала выше, чем износостойкость второго материала. Первым материалом может быть композит из металла и керамики, так называемый кермет или твердый металл, в котором металл функционирует в качестве связки. Типичной связкой может быть, например, кобальт, при этом содержание связки может составлять 0-20% масс. Другими металлами, которые могут быть использованы в качестве связки являются сплавы на основе кобальта, никель и сплавы на основе никеля, титан и сплавы на основе титана, сплавы на основе железа, а также молибден и сплавы на основе молибдена. Керамическим материалом может быть любой подходящий карбидный материал, такой как карбид вольфрама (WC), карбид титана (TiC), карбид ванадия (VC), карбид хрома (CrC), карбид тантала (TaC), смесь двух или более карбидов или смесь двух или более керамических материалов. Первым материалом может также быть оксид металла, такой как частично стабилизированный оксид циркония или оксид аллюминия или нитрид металла или борид металла. Первым материалом может также быть керамический карбидный материал.
Согласно одному варианту осуществления изобретения второй материал, который используют для изготовления корпуса, имеет трещиностойкость, равную по меньшей мере 14 мН/м3/2, как правило, в диапазоне, равном 15-30 мН/м3/2, более типично в диапазоне, равном 16-25 мН/м3/2, более предпочтительно в диапазоне, равном 18-25 мН/м3/2. Второй материал может являться композитом из металла и керамики, так называемым керметом или твердым металлом, причем в данном композите металл функционирует в качестве связки. Типичным металлом-связкой может быть, например, кобальт, а содержимое связки может составлять 10-25% масс. Другими металлами, которые могут быть использованы в качестве связки, являются сплавы на основе кобальта, никель и сплавы на основе никеля, титан и сплавы на основе титана, сплавы на основе железа, а также молибден и сплавы на основе молибдена. Керамическим материалом может быть любой подходящий карбидный материал, такой как карбид вольфрама (WC), карбид титана (TiC), карбид ванадия (VC), карбид хрома (CrC), карбид тантала (TaC), смесь двух или более карбидов или смесь двух или более керамических материалов. Вторым материалом может также быть оксид металла, такой как частично стабилизированный оксид циркония или оксид аллюминия или нитрид металла или борид металла. Вторым материалом также может быть технический алмаз или инструментальная сталь, предпочтительно инструментальная сталь. Инструментальную сталь в данном случае следует понимать, как материал на основе железа, который содержит карбид, такой как карбид хрома, карбид ванадия, карбид ниобия, карбид вольфрама или любую их комбинацию. Примерами видов инструментальной стали являются науглероженная сталь, закаленная сталь, быстрорежущая сталь, сталь, полученная при распылительной штамповке, или литейный чугун. Как правило, твердость по Виккерсу инструментальной стали составляет по меньшей мере 400, более типично по меньшей мере 500, более предпочтительно по меньшей мере 600 единиц твердости по Виккерсу. Количество карбида в инструментальной стали составляет по меньшей мере 5 об.%, как правило, свыше 10 об.%, предпочтительно свыше 20 об.%.
Согласно одному предпочтительному варианту осуществления представленного изобретения корпус изготовлен из материала, который представляет собой кермет или твердый металл, тогда как средняя часть изготовлена из материала, который также является керметом или твердым металлом. Согласно еще одному предпочтительному варианту осуществления представленного изобретения, корпус изготовлен из материала, который представляет собой инструментальную сталь, тогда как средняя часть изготовлена из материала, который представляет собой кермет или твердый металл.
Согласно еще одному предпочтительному варианту осуществления изобретения твердость корпуса варьируется по всему корпусу. Твердость может, например, непрерывно увеличиваться от наружной поверхности корпуса к центру корпуса, независимо от средней части, вставленной в корпусе.
Средняя часть может также быть изготовлена из множества отдельных деталей средней части. Например, средняя часть может содержать ряд цилиндрических деталей, которые были помещены в корпус одна за другой. Таким образом, средняя часть не является непрерывной, но средняя часть содержит ряд неоднородностей, когда один участок средней части заканчивается, и начинается второй участок средней части. Концы отдельных участков средней части могут быть в контакте друг с другом или может быть материал между ними. Точки неоднородности средней части делают среднюю часть более устойчивой к трещинам, но средняя часть все-таки сохраняет свои свойства улучшения износостойкости. Средняя часть может содержать 2-4 отдельных участка средней части.
Форма поперечного сечения средней части может быть круглой, удлиненной, треугольной, четырехугольной, параллелограммом, полигональной или неправильной. Форма поперечного сечения и площадь средней части обычно являются постоянными по всей длине средней части. В некоторых вариантах осуществления, однако, имеется возможность, чтобы диаметр и площадь поперечного сечения уменьшались от первого конца в направлении второго конца средней части, посредством чего средняя часть имеет форму усеченного конуса. Также возможно, чтобы средняя часть была T-образной.
Как правило, длина элемента-вставки составляет 25-100 мм, обычно, 30-80 мм, более типично 30-60 мм, а общий диаметр элемента-вставки находится в диапазоне, составляющем 10-60 мм. Диаметр средней части, как правило, составляет 2-50 мм. Также возможно, чтобы корпус содержал множество параллельных средних частей. Один единственный корпус может содержать, например 2-6, как правило, 2-4 параллельные средние части. Данные параллельные средние части могут иметь диаметр в диапазоне, равном 5-30 мм. Когда элемент-вставка имеет множество параллельных средних частей, его механическая надежность улучшается, даже если отдельные средние части тоньше, чем средние части, используемые в элементе-вставке, содержащем только единственную среднюю часть. Множество средних частей предоставляет преимущество в том, что даже, если бы одна из средних частей сломалась или повредилась, прочность элемента-вставки все равно оставалась бы на приемлемом уровне благодаря другим несломанным средним частям. Элементы-вставки, которые имеют множество средних частей, могут быть использованы, например, для защиты кромок измельчающего валка.
Поперечное сечение элемента-вставки может быть круглым, удлиненным, треугольным, четырехугольным, параллелограммом, полигональным или неправильным. Имеется возможность регулирования потока материала, подлежащего размалыванию, таким образом, чтобы материал был более равномерно распределен в осевом направлении измельчающего валка. Например, удлиненные элементы-вставки могут быть помещены с взаимным расположением под углом с центральной линией измельчающего валка таким образом, чтобы элементы-вставки направляли материал, который подлежит измельчению, в направлении концов измельчающего валка в сторону от центральной части измельчающего валка. Также имеется возможность улучшения результатов размалывания за счет использования вставок с различными формами поперечного сечения в различных местоположениях измельчающего валка.
Также возможно, чтобы корпус имел форму полой трубки, тора или кольца. Средние части могут быть расположены в стенках трубки, торуса или кольца, или средняя часть может образовывать внутренний слой на внутренней стенке корпуса. В процессе измельчения пустое пространство внутри элемента-вставки заполняют материалом, который подлежит измельчению, предоставляя таким образом самозащиту.
В одном варианте осуществления, элемент-вставка имеет множество средних частей, при этом каждая средняя часть имеет форму сферы.
Согласно одному варианту осуществления изобретения элемент-вставка содержит дополнительно поверхностный слой или покрытие, которое охватывает по меньшей мере часть корпуса. Поверхностный слой или покрытие может быть из иного материала, чем корпус, или наружная поверхность корпуса может быть обработана или подвергнута обработке способом, который предоставляет ей иные характеристики и/или свойства, чем у основного материала корпуса. Например, поверхность корпуса может быть науглерожена. Поверхностный слой или покрытие может улучшать износостойкость элемента-вставки, или он может улучшать его соединение с измельчающим валком. Также возможно, чтобы средняя часть содержала соответствующий поверхностный слой или покрытие, улучшающее механические свойства средней части или его соединение с корпусом. В случае, когда поверхностный слой или покрытие расположено на наружной поверхности средней части перед тем, как среднюю часть вставляют в корпус, оно становится промежуточным слоем между средней частью и корпусом.
В одном варианте осуществления изобретения имеется возможность выполнить один или несколько промежуточных слоев между корпусом и средней частью. Промежуточным слоем может быть материал, который химически отличается от материалов как средней части, так и корпуса. Также промежуточным слоем может быть материал, химически подобный материалу средней части и/или корпуса, но в этом случае он отличается от них по своим физическим свойствам. Промежуточные слои можно располагать поочередно на поверхности средней части перед тем, как ее вставляют и закрепляют в корпусе.
Средняя часть и корпус могут быть прикреплены друг к другу любым подходящим способом, который предусматривает достаточную прочность крепления. В случае, когда как корпус, так и средняя часть изготовлены из композита из металла и керамики, кермета, их, как правило, спекают вместе. В случае, когда корпус изготовлен из инструментальной стали, а средняя часть изготовлена из композита из металла и керамики, кермета, их скрепляют вместе посредством использования клея, прессовой посадки, посадки внатяг или пайки. Подходящим клеем является клей, основанный на эпоксидной смоле, предпочтительно двухкомпонентный эпоксидный клей. В прессовой посадке среднюю часть запрессовывают в углубление в корпусе, при этом углубление имеет немного меньший диаметр, чем средняя часть. Комбинация элементов-вставок вдоль измельчающего валка, к которому они прикреплены, может изменяться для того, чтобы адаптировать каждый измельчающий валок к различным типам износа.
Измельчающий валок может иметь диаметр от 0,15 м до 5 м, как правило, 1,0-2,5 м, а его длина в осевом направлении может составлять до 2,0 м. Измельчающий валок может быть из обработанной давлением, прокованной, литой стали или стали, полученной горячим изостатическим прессованием, при этом измельчающий валок может быть развальцован посредством горячего прессования, напр. прокаткой. Твердость по Виккерсу материала измельчающего валка имеет такое же значение твердости по Виккерсу, как у корпуса, или ниже. Измельчающий валок содержит концы валка, которые простираются от кромки валка в направлении центра измельчающего валка, и имеют длину, составляющую 10-20% общей длины измельчающего валка. Между данными концами валка расположена центральная часть измельчающего валка, содержащая 60-80% общей длины измельчающего валка. Обычно объемный поток материала, подлежащего измельчению, выше в центральной части измельчающего валка, чем в концах валка. Круговая скорость измельчающего валка в процессе измельчения, как правило, составляет 1-2 м/с. Измельчающий валок используют в блоке измельчения при высоком давлении, содержащем два вращающихся в противоположных направлениях валка, которые размалывают материал между ними под большим гидравлическим давлением.
Согласно одному варианту осуществления изобретения измельчающий валок покрыт износостойким поверхностным слоем, полученным с помощью горячего изостатического прессования, распылительной штамповки, индукционной закалки, смешанного литья или сварки. Поверхность измельчающего валка также может представлять собой обработанную поверхность, напр. науглероженную, азотированную или их комбинации. Посредством выполнения износостойкого поверхностного слоя на поверхности валка между элементами-вставками, имеется возможность снижения риска износа под самозащитным слоем, возможно образующимся во время процесса измельчения. Поверхностный слой также защищает поверхность валка от катастрофического износа в случае случайной поломки элементов-вставок, а также защищает поверхность в случае отсутствия образования самозащитного слоя в процессе измельчения. Например, если один или несколько элементов-вставок повреждаются и/или обламываются в процессе измельчения, износостойкий слой обеспечивает больше времени оператору технологического процесса, чтобы заметить поломку элемента-вставки и принять меры перед тем, как поверхность измельчающего валка будет безвозвратно повреждена. Измельчающий валок содержит по меньшей мере одно, предпочтительно множество углублений для элементов-вставок, содержащих среднюю часть и корпус, окружающий среднюю часть. Элемент-вставка может быть закреплена в углублении измельчающего валка с помощью адгезионного связывания, пайки, горячей запрессовки, сварки, прессовой посадки, посадки внатяг или механического соединения. Клеем, который может быть использован для адгезионного связывания, является эпоксидный клей, особенно двухкомпонентный эпоксидный клей. Во многих вариантах осуществления адгезионное связывание предоставляет быстрый, недорогой и простой способ соединения элементов-вставок с измельчающим валком. Он также имеет пониженные требования к люфту элемента-вставки и размерам углубления. Адгезионное связывание может также предусматривать замену поврежденных и/или изношенных элементов-вставок. Например, может использоваться клей, который является чувствительным к температуре, посредством чего нагревание валка в местоположении элемента-вставки приводит к разрушению клея и делает возможным удаление элемента-вставки из углубления и замены его на новый элемент-вставку.
Глубина углубления в измельчающем валке, как правило, такая, чтобы элемент-вставка выступал из поверхности валка, как правило, на 5-20 мм, более типично на 5-15 мм. Это обеспечивает возможность образования самозащиты от износа размалываемым материалом, когда материал имеет возможность нагромождаться между элементами-вставками. Также возможно, чтобы глубина углубления была такая, чтобы конец элемента-вставки находился в одной и той же плоскости с основной поверхностью валка.
Можно дать определение площади покрытия элемента-вставки на измельчающий валок. Площадь покрытия элемента-вставки обозначает в данном случае долю дополнительной площади поперечного сечения элементов-вставок на определенной площади поверхности измельчающего валка, к которой ограниченная площадь поверхности измельчающего валка, приводится в процентах. Площадь покрытия элемента-вставки составляет по меньшей мере 20%, как правило, по меньшей мере 30%, и она не превышает 100%, и как правило меньше чем 90%. Площадь покрытия элемента-вставки может варьировать на или вдоль поверхность валка, и, как правило, ее выбирают таким образом, чтобы между элементами-вставками образовывался самозащитный слой измельченного материала. Площадь покрытия элемента-вставки также можно выбирать таким образом, чтобы получался равномерный износ поверхности валка. Как правило, площадь покрытия элемента-вставки выше в центральной части измельчающего валка и ниже в концах валка.
Согласно второму аспекту изобретения создана кассета для измельчающего валка для работы с интенсивным износом, содержащая множество элементов-вставок согласно признакам выше.
Согласно третьему аспекту изобретения создана часть для измельчающего валка для работы с интенсивным износом, содержащая множество вышеописанных элементов-вставок или кассет.
Согласно четвертому аспекту изобретения создан измельчающий валок для работы с интенсивным износом, содержащий множество вышеописанных элементов-вставок, кассет или частей.
Согласно пятому аспекту изобретения создана валковая машина для измельчения слоя материала, содержащая, по меньшей мере, один вышеописанный измельчающий валок.
Согласно шестому аспекту изобретения предоставлен способ улучшения износостойкости измельчающего валка высокого давления.
Изобретение было описано выше в основном со ссылкой на несколько вариантов осуществления. Однако, как понятно квалифицированному специалисту в данной области, другие варианты являются возможными в пределах объема правовых притязаний изобретения, который ограничен приложенной формулой изобретения. Соответственно, размер и форма элемента-вставки, корпуса и средней части согласно настоящему изобретению могут варьировать в виде огромного количества различных вариантов осуществления без отклонения от объема настоящего изобретения.
Валковая дробилка, в которой по меньшей мере один валок имеет фланец
Износостойкая облицовка
Валковая дробилка, в которой по меньшей мере один валок имеет фланец
Способ изготовления компонента или конструкции из нескольких материалов
Гидроциклонный сепаратор
Вибрационное просеивающее устройство
Оптимизация веса футеровочного элемента для кузова карьерного самосвала
Гидроциклонный сепаратор
Гидроциклонный сепаратор

