Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СНАБЖЕННОГО ПОКРЫТИЕМ СОТОВОГО ЭЛЕМЕНТА
Вид РИД
Изобретение
Настоящее изобретение относится к способу изготовления сотового элемента из металлических слоев, имеющего проточные для потока отработавших газов (ОГ) каналы и снабженного покрытием. Подобные сотовые элементы находят применение в качестве носителей каталитических нейтрализаторов, в качестве фильтров, в качестве смесителей и/или в качестве адсорберов в системах выпуска ОГ, образующихся при работе двигателей внутреннего сгорания (ДВС), преимущественно нестационарных ДВС.
Обычно сотовые элементы снабжены покрытием из пористого оксида, называемого ниже просто пористым покрытием. Такие пористые покрытия обычно выполнены из γ-оксида алюминия и предназначены для увеличения площади поверхности стенок каналов в сотовом элементе. У сотового элемента при его применении в качестве носителя каталитического нейтрализатора подобное пористое покрытие содержит каталитически активные вещества. Увеличение площади поверхности стенок каналов обеспечивается прежде всего благодаря пористой структуре покрытия. При наличии поверхностей большой площади повышается вероятность вхождения проходящих через сотовый элемент ОГ в контакт с каталитически активными веществами в сотовом элементе. Благодаря этому повышается каталитическая эффективность сотового элемента.
Количество материала покрытия, которым снабжают сотовый элемент, обычно выбирают таким, чтобы обеспечить максимальное увеличение площади поверхности стенок каналов в сотовом элементе. Введение материала покрытия в сотовый элемент в малом количестве может соответственно привести лишь к незначительному увеличению площади поверхности стенок его каналов. При наличии же материала покрытия в сотовом элементе в слишком большом количестве пористое покрытие перекрывает каналы сотового элемента настолько, что оно становится не способным проявлять свое увеличивающее площадь поверхности действие. При этом из-за наличия покрытия в слишком большом количестве уменьшаются проходные сечения каналов сотового элемента, и по этой причине возрастает его аэродинамическое сопротивление. Более того, существует даже опасность полного перекрытия каналов сотового элемента.
Исходя из вышеизложенного, в основу настоящего изобретения была положена задача по меньшей мере снизить остроту рассмотренных выше в описании уровня техники проблем. Задача изобретения состояла прежде всего в разработке способа изготовления снабженного покрытием металлического сотового элемента и в разработке самого такого металлического сотового элемента, которые касательно покрытия и его нанесения обладали бы преимуществами перед известными из уровня техники снабженными покрытием металлическими сотовыми элементами.
Указанные задачи решаются с помощью способа и сотового элемента, заявленных в соответствующих независимых пунктах формулы изобретения. Различные предпочтительные варианты осуществления предлагаемого в изобретении способа и варианты выполнения предлагаемого в изобретении сотового элемента представлены в соответствующих зависимых пунктах формулы изобретения. Необходимо отметить, что представленные по отдельности в формуле изобретения отличительные особенности изобретения могут использоваться в любом технически целесообразном сочетании друг с другом и могут дополняться пояснениями, приведенными в последующем описании, прежде всего во взаимосвязи с прилагаемыми к нему чертежами, образуя тем самым другие варианты осуществления изобретения.
Предлагаемый в изобретении способ изготовления металлического сотового элемента с покрытием заключается в выполнении по меньшей мере следующих стадий:
а) подготавливают по меньшей мере один по меньшей мере частично гофрированный металлический слой,
б) выполняют первый цикл нанесения покрытия на по меньшей мере один из числа по меньшей мере одного металлического слоя таким образом, что его отдельные участки остаются обнаженными,
в) по меньшей мере один металлический слой располагают в положении формирования из него сотовой структуры с каналами с образованием в результате точек контакта между собой обнаженных отдельных участков по меньшей мере одного металлического слоя и
г) на по меньшей мере части точек контакта образуют места неразъемного соединения с получением в результате сотового элемента.
При подготовке металлических слоев на стадии а) в предпочтительном варианте подготавливают множество гладких металлических слоев и множество гофрированных металлических слоев. Гофрированные металлические слои могут иметь, например, волнистость синусоидального в сечении профиля. Вместе с тем волнистость может иметь и иной профиль в сечении, например, прямоугольный, зубчатый или меандрообразный профиль. На стадии б) по меньшей мере часть слоев снабжают (первым) покрытием таким образом, что их отдельные участки остаются обнаженными. При использовании, например, слоев двух разных типов (например, гофрированных слоев и гладких слоев) слои первого типа (например, гладкие слои) могут оставаться без покрытия, тогда как слои второго типа (например, гофрированные слои) соответственно снабжают покрытием. Для этого либо покрытие можно наносить таким образом, чтобы при его нанесении указанные отдельные участки могли оставаться без покрытия, либо участки, которые должны оставаться без покрытия, закрывают маской. Такие участки можно покрывать, например, антиадгезионным слоем, при наличии которого покрытие остается только на заданных участках металлического слоя. Еще одна возможность заключается в распылении материала покрытия на поверхность металлического слоя с закрытыми маской теми его участками, которые должны оставаться обнаженными.
В другом варианте реализации стадии б) на металлический слой можно локально наносить жидкость, которая образует пассивирующий слой и тем самым локально вытесняет наносимое в последующем покрытие, соответственно предотвращает его сцепление с металлическим слоем.
Определение "обнаженный" согласно изобретению означает, что на обнаженных участках покрытие прежде всего отсутствует полностью либо присутствует лишь в пренебрежимо малом количестве. На стадии в) подготовленные на стадии а) металлические слои в предпочтительном варианте набирают в пакет, в котором гладкие и гофрированные слои расположены с попеременным чередованием. Затем один или несколько подобных пакетов слоев свертывают в рулон, скручивают и/или набирают в пакет с образованием в результате сотовой структуры с каналами. При этом в каждом из тех мест, где волнистость гофрированных металлических слоев имеет свои максимумы, обычно образуются точки контакта между гладкими и гофрированными металлическими слоями. Справа и слева от таких максимумов волнистости образуется по имеющей в сечении треугольный профиль или клиновидной пазухе. На стадии г) на части точек контакта, образовавшихся на стадии в), образуют места соединения между металлическими слоями. Такие места соединения предпочтительно при этом образовывать максимум в 50% точек контакта, прежде всего максимум в 10% точек контакта. Места соединения выполняют в виде паяного или сварного соединения. Для этого в сотовый элемент вводят, например, припой и путем термической обработки создают паяное соединение. Припой может проникать в клиновидные пазухи, например, под действием капиллярных сил. Помимо этого можно также еще перед стадией в) или даже еще перед стадией б) снабжать металлические слои припоем или адгезивом, который облегчает подачу припоя до, соответственно на стадии г).
Покрытые участки и обнаженные участки можно располагать на гофрированных и/или гладких слоях по разным схемам. Так, например, предпочтительно использовать полностью обнаженные гладкие слои и локально обнаженные гофрированные слои. Гофрированные слои могут быть обнаженными, например, в зоне максимумов их волнистости (в зоне вершин гофров и/или впадин между ними). Соблюдение подобного условия позволяет вне зависимости от ориентации слоев друг относительно друга, в которой они оказываются расположены после образования из них сотовой структуры путем их свертывания в рулон, скручивания или набора в пакет, обеспечить образование точек контакта металлических слоев между собой только на каждом из их обнаженных участков.
Помимо этого покрытые участки и обнаженные участки можно создавать и на гофрированных, и на гладких слоях. С целью обеспечить при этом образование точек контакта металлических слоев между собой только на их обнаженных участках требуется точное согласование положения обнаженных участков и покрытых участков друг относительно друга путем расположения слоев в строго определенной взаимной ориентации, а также требуется точное согласование существующей технологии свертывания слоев в рулон, соответственно их набора в пакет.
В следующем варианте осуществления предлагаемого в изобретении способа на стадии б) гладкие слои и гофрированные слои не снабжают покрытием в тех их местах, которые у полученной на стадии в) сотовой структуры располагаются вблизи по меньшей мере одного ее торца. В предпочтительном варианте у гладких слоев и гофрированных слоев оставляют без покрытия полосу заданной ширины, например, максимум 20 мм, предпочтительно максимум 10 мм, особенно предпочтительно максимум 5 мм, считая от края слоев. Места неразъемного соединения предпочтительно создавать на стадии г) прежде всего вблизи по меньшей мере одного торца сотовой структуры. Поскольку именно эти участки остаются обнаженными, соответственно без покрытия, удается реализовать обнаженные точки контакта между слоями.
Помимо этого покрытые участки и обнаженные участки на гофрированных слоях и на гладких слоях можно предусматривать вблизи края слоев, которые в остальном полностью снабжены покрытием. Хотя в подобном случае и требуется точное согласование относительного положения обнаженных участков и покрытых участков, технологии свертывания слоев в рулон, соответственно технологии их набора в пакет и взаимной ориентации слоев, тем не менее на стадии б) покрытие можно наносить в максимальном количестве, и несмотря на это точки контакта образуются при этом на стадии г) только на обнаженных участках слоев.
В том случае, когда в сотовой структуре после выполнения стадии в) присутствуют и обнаженные точки контакта, и покрытые точки контакта, гофрированные слои и/или гладкие слои можно выполнять таким образом, чтобы форма волнистости по меньшей мере частично компенсировала дополнительную толщину покрытия. Обеспечить такую компенсацию можно, например, путем выполнения гофров переменной высоты. Так, например, гофрированные слои можно в тех местах, где присутствуют покрытые точки контакта, выполнять с меньшей высотой гофров по сравнению с высотой гофров на участках расположения обнаженных, соответственно непокрытых точек контакта. Для придания гофрированным слоям подобной волнистости можно использовать, например, ступенчатые гофрировочные валки.
В следующем варианте осуществления предлагаемого в изобретении способа после стадии г) сотовый элемент подвергают на стадии д) дополнительной обработке. Под такой дополнительной обработкой в данном случае подразумевается активная обработка сотового элемента, которую выполняют перед окончательным монтажом сотового элемента, например, в системе выпуска ОГ. Подобная обработка в данном случае прежде всего не подразумевает никакого старения сотового элемента, которое происходит при его применении, например, под воздействием ОГ.
Дополнительная обработка сотового элемента может предусматривать, например, придание шероховатости покрытию и/или обнаженным участкам. Помимо этого дополнительная обработка сотового элемента может также заключаться в легировании покрытия и/или его нанесении или удалении.
В особенно предпочтительном варианте осуществления предлагаемого в изобретении способа на стадии д), выполняемой после стадии г), выполняют второй цикл нанесения покрытия на сотовый элемент.
В соответствии с этим после стадии г) на стадии д) выполняют второй цикл нанесения (второго) покрытия на сотовый элемент. При этом на стадиях б) и д) можно также наносить покрытия разных типов и/или разного функционального назначения. При этом покрытия, наносимые на стадиях б) и д), обычно дополняют одно другое и/или накладываются одно на другое. Именно при большой толщине покрытия, которая при определенных условиях затруднила бы выполнение стадии г), покрытие на сотовый элемент в данном случае можно наносить в несколько стадий (или даже в множество стадий).
В еще одном варианте осуществления предлагаемого в изобретении способа можно также при нанесении покрытия на стадии д) снабжать нанесенное на стадии б) покрытие только каталитически активным материалом. На стадии д) ранее нанесенное покрытие можно прежде всего снабжать, соответственно легировать каталитически активным благородным металлом. При этом при нанесении покрытия на стадии д) можно также не наносить никакое новое покрытие. Стадию г) обычно выполняют в паяльной печи. В ходе пайки при этом происходит нагрев до высоких температур, под действием которых содержащийся в покрытии благородный металл может по меньшей мере частично вновь претерпевать химическое превращение. Избежать подобного эффекта можно, нанося благородный металл лишь после стадии г) на стадии д).
В особенно предпочтительном варианте покрытие на стадии д) наносят на по меньшей мере один металлический слой таким образом, что им полностью снабжают имеющуюся в сотовом элементе свободную поверхность по меньшей мере одного металлического слоя. Такая свободная поверхность представляет собой всю поверхность металлических слоев, за исключением точек контакта между собой металлических слоев, соответственно за исключением зоны, непосредственно окружающей такие точки контакта. Так, например, покрытие на стадии д) можно наносить опусканием сотового элемента в погружную ванну. При этом при выполнении второго цикла нанесения покрытия прежде всего можно также снабжать сотовый элемент покрытием не целиком, а только в его парциальном объеме. Так, например, второе покрытие можно наносить на сотовый элемент только в том его парциальном объеме, который начиная от торца сотового элемента частично проходит вглубь него в осевом направлении.
Значительное преимущество предлагаемых в изобретении сотовых элементов перед сотовыми элементами, которые снабжают покрытием в одну стадию его нанесения, состоит в том, что прежде всего в зоне клиновидных пазух толщина покрытия существенно меньше, чем вне них. При выполнении первого цикла нанесения покрытия на стадии б) клиновидные пазухи еще не образованы. Поэтому покрытие можно при этом наносить в большом количестве без опасности скапливания его материала в клиновидных пазухах под действием капиллярных сил. Скапливание материала покрытия в зоне клиновидных пазух нежелательно из-за происходящего именно по этой причине уменьшения площади поверхности в изготавливаемом в последующем сотовом элементе, поскольку клиновидные пазухи могли бы практически полностью заполниться материалом покрытия под действием капиллярных сил. На стадии д) при выполнении второго цикла нанесения покрытия его наносят в гораздо меньшем количестве. Благодаря этому можно, с одной стороны, обеспечить вообще присутствие покрытия и в зоне клиновидных пазух с увеличением площади активной поверхности также в данном месте. С другой стороны, в зоне клиновидных пазух не происходит никакого излишнего уменьшения площади активной поверхности вследствие скапливания в них материала покрытия.
Еще один важный предпочтительный аспект предлагаемого в изобретении способа заключается в том, что он значительно упрощает выполнение неразъемных соединений между металлическими слоями, образующими сотовый элемент. Благодаря наличию обнаженных участков, которые в результате выполнения стадии б) остаются без покрытия на металлических слоях, из которых изготавливают сотовый элемент, каждая из точек контакта между собой металлических слоев обнажена, т.е., как уже указывалось выше, не покрыта, соответственно покрытие отсутствует на ней вовсе или присутствует на ней лишь в пренебрежимо малом количестве. В результате удается существенно повысить качество образуемых на стадии г) мест соединения по сравнению с качеством мест соединения, которые образовывались бы при наличии покрытия на точках контакта между собой металлических слоев.
Предпочтителен также тот вариант осуществления предлагаемого в изобретении способа, в котором по меньшей мере на одной из стадий б) и д) наносят пористое покрытие. Такие пористые покрытия предназначены прежде всего для увеличения площади поверхности внутри сотовых элементов и/или для размещения в них каталитически активных материалов. Такие пористые покрытия при их нанесении в ходе осуществления предлагаемого в изобретении способа позволяют увеличивать площадь поверхности стенок каналов сотового элемента до особо высоких значений.
Помимо этого на одной из стадий б) и д) можно наносить по меньшей мере одно из следующих покрытий: покрытие для селективного каталитического восстановления (СКВ-покрытие), покрытие для адсорбции NOx, покрытие для трехкомпонентной каталитической нейтрализации ОГ.
СКВ-покрытие обеспечивает возможность селективного каталитического восстановления оксидов азота их взаимодействием с восстановителем, обычно аммиаком. Такое селективное каталитическое восстановление оксидов азота их взаимодействием с восстановителем происходит при температуре выше 250°С. Наличие СКВ-покрытия позволяет снизить температуру такого взаимодействия и обеспечить тем самым протекание процесса селективного каталитического восстановления при меньших температурах.
Особенно предпочтителен вариант осуществления предлагаемого в изобретении способа с нанесением СКВ-покрытия на одной из стадий б) и д), поскольку таким путем можно изготовить сотовый элемент, который можно наиболее эффективно использовать в качестве каталитического нейтрализатора для СКВ (СКВ-катализатора). СКВ-катализаторы должны обладать максимально прочной конструкцией. Поэтому предпочтительно, чтобы при образовании неразъемных соединений на стадии г) уже нанесенное покрытие не могло препятствовать их выполнению. Одновременно с этим в СКВ-катализаторах по возможности не должны присутствовать никакие непокрытые участки металлических поверхностей. Подобное требование обусловлено тем, что на непокрытых участках металлических поверхностей в системе выпуска ОГ обычно происходит окисление аммиака. Такой окисленный аммиак уже не может более использоваться в качестве восстановителя для восстановления оксидов азота. Выполнение же второго цикла нанесения покрытия на стадии д) предлагаемого в изобретении способа позволяет исключить наличие непокрытых участков в сотовом элементе.
Помимо этого на одной из стадий б) и д) можно наносить покрытие для трехкомпонентной каталитической нейтрализации ОГ, соответственно покрытие, используемое в трехкомпонентных каталитических нейтрализаторах. В таких трехкомпонентных каталитических нейтрализаторах происходит одновременное окисление монооксида углерода и углеводородов, а также восстановление оксидов азота.
На одной из стадий б) и д) можно далее наносить также адсорбирующее покрытие, используемое в адсорбере NOx. Адсорберы NOx адсорбируют содержащиеся в ОГ оксиды азота при преобладании в системе выпуска ОГ определенных рабочих условий, в которых невозможно превращение оксидов азота. Когда же рабочие условия в системе выпуска ОГ снова изменяются на условия, в которых возможно превращение оксидов азота, такие адсорберы вновь высвобождают накопленные ими оксиды азота.
При выполнении первого цикла нанесения покрытия на стадии б) предлагаемого в изобретении способа покрытие на металлический слой можно также наносить в таком количестве, чтобы после стадии б) удельное количество покрытия в сотовом элементе составляло от 100 до 250 г на литр его объема, предпочтительно от 180 до 220 г на литр его объема. Покрытие при его нанесении в таком количестве обеспечивает значительное увеличение площади поверхности металлических слоев. В том случае, если бы материал покрытия в таком же количестве вводили в окончательно образованную скручиванием металлических слоев, их свертыванием в рулон и/или их набором в пакет сотовую структуру, материал покрытия преимущественно скапливался бы в клиновидных пазухах. Поэтому покрытие в таких количествах наиболее предпочтительно наносить предлагаемым в изобретении способом на еще не скрученные, не свернутые в рулон и/или не набранные в пакет металлические слои, из которых в последующем образуют металлические сотовые элементы.
Помимо этого при выполнении второго цикла нанесения покрытия на стадии д) материал покрытия можно вводить в сотовый элемент в таком количестве, чтобы удельное количество покрытия в сотовом элементе увеличивалось на величину в пределах от 20 до 50 г на литр его объема. Материал пористого покрытия можно также вводить в подобном количестве в готовый сотовый элемент без опасности нежелательного скапливания материала покрытия в клиновидных пазухах сотового элемента.
Особенно предпочтителен тот вариант осуществления предлагаемого в изобретении способа, в котором на стадии а) подготавливают по меньшей мере один слой гладкого металлического нетканого материала и по меньшей мере один слой гофрированной фольги и перед стадией в) слои гладкого нетканого материала и слои гофрированной фольги набирают с попеременным чередованием слоев одного и другого типа в по меньшей мере один пакет, который затем на стадии в) свертывают в рулон или скручивают.
Подобный металлический нетканый материал используют прежде всего для улавливания содержащихся в ОГ сажевых частиц и их химического превращения (дожигания). Применение нетканого материала в сочетании с покрытием позволяет, когда оно представляет собой СКВ-покрытие, получить особо эффективную комбинацию из улавливателя твердых частиц и СКВ-катализатора. В данном случае прежде всего можно при выполнении первого цикла нанесения покрытия на стадии б) наносить его только на гофрированную фольгу. В качестве дополнительного усовершенствования гофрированная фольга может иметь потокоотклоняющие структуры, которые отклоняют поток ОГ в сторону металлического нетканого материала и таким путем обеспечивают отфильтровывание твердых частиц из потока ОГ металлическим нетканым материалом.
Нанесение материала покрытия на стадии д) в малом количестве позволяет также наносить приемлемое покрытие на отдельные проволоки, тончайшие проволоки и иные волокнообразные элементы, образующие нетканый материал. Нанесение же материала покрытия в большом количестве, в котором его наносят на стадии б), привело бы к полному заполнению пустот в нетканом материале материалом покрытия и утрате нетканым материалом по этой причине своего присущего ему действия.
Объектом настоящего изобретения является, кроме того, сотовый элемент, образованный по меньшей мере одним по меньшей мере скрученным, свернутым в рулон или набранным в пакет по меньшей мере частично гофрированным металлическим слоем, который имеет точки контакта и места неразъемного соединения и который образует тем самым стенки каналов и клиновидные пазухи в зоне мест соединения, при этом стенки каналов сотового элемента снабжены покрытием, которое в клиновидных пазухах имеет первую толщину, а вне клиновидных пазух имеет вторую толщину, которая больше первой толщины.
Характерной особенностью подобных сотовых элементов является наличие у них внутренней поверхности особо большой площади. Другие преимущества и отличительные особенности таких сотовых элементов уже подробно рассмотрены выше в описании предлагаемого в изобретении способа.
Вторая толщина покрытия прежде всего может более чем вдвое или даже более чем втрое превышать его первую толщину.
В особенно предпочтительном варианте выполнения предлагаемого в изобретении сотового элемента он образован по меньшей мере двумя металлическими слоями, представляющими собой по меньшей мере один слой гладкого металлического нетканого материала и по меньшей мере один слой гофрированной фольги.
Подобный сотовый элемент пригоден прежде всего для применения в качестве комбинации из улавливателя твердых частиц и СКВ-катализатора, преимущества которой также уже подробно рассмотрены выше в описании предлагаемого в изобретении способа.
Особенно предпочтителен также вариант выполнения предлагаемого в изобретении сотового элемента в виде открытого улавливателя твердых частиц. Характерной особенностью открытых (безнапорных) улавливателей твердых частиц является отсутствие у них проницаемых стенок между входной стороной и выходной стороной улавливателя твердых частиц. Свободную проходимость открытых улавливателей твердых частиц можно описать тем, что через улавливатель твердых частиц могут свободно проходить сыпучие твердые частицы определенного диаметра. Дополнительную информацию о подобных открытых улавливателях твердых частиц можно найти в более ранних заявках на имя фирмы Эмитек Гезелыпафт фюр Эмиссионстехнологи мбХ (Emitec Gesellschaft fur Emissionstechnologie mbH), например, в WO 02/00326. Открытый улавливатель твердых частиц, снабженный покрытием предлагаемым в изобретении способом, особенно предпочтителен, поскольку уже подробно описанный выше предлагаемый в изобретении способ обеспечивает свободную проходимость сотового элемента.
Предлагаемый в изобретении сотовый элемент может также представлять собой закрытый фильтр. Характерная особенность закрытых фильтров обычно состоит в том, что проходящий через закрытый фильтр поток ОГ должен на своем пути от входной стороны фильтра до его выходной стороны принудительно и гарантированно пройти сквозь по меньшей мере один фильтрующий слой, образованный, например, пористым материалом. Закрытые фильтры часто имеют каналы, каждый из которых закрыт или выполнен глухим с одной стороны (входной, соответственно выходной стороны) фильтра и открыт соответственно с другой его стороны. Поэтому проходящие через фильтр ОГ должны принудительно проходить сквозь стенку, разделяющую между собой открытый с входной стороны канал и открытый с выходной стороны канал (такие фильтры называют также фильтрами с проницаемыми стенками каналов).
Подобный сотовый элемент используется прежде всего в системе выпуска ОГ на автомобиле, прежде всего в качестве так называемого СКВ-катализатора для химического превращения оксидов азота, содержащихся в ОГ, образующихся при работе ДВС автомобиля.
Преимущества и отличительные особенности предлагаемого в изобретении сотового элемента равным образом могут использоваться и для пояснения и усовершенствования предлагаемого в изобретении способа.
Ниже изобретение, а также необходимые для его реализации технические средства более подробно рассмотрены со ссылкой на прилагаемые к описанию чертежи. На этих чертежах представлены особенно предпочтительные варианты осуществления изобретения, которые, однако, не ограничивают его объем. При этом необходимо прежде всего отметить, что эти чертежи носят исключительно схематичный характер и прежде всего не отражают реальные соотношения между размерами. На прилагаемых к описанию чертежах, в частности, показано:
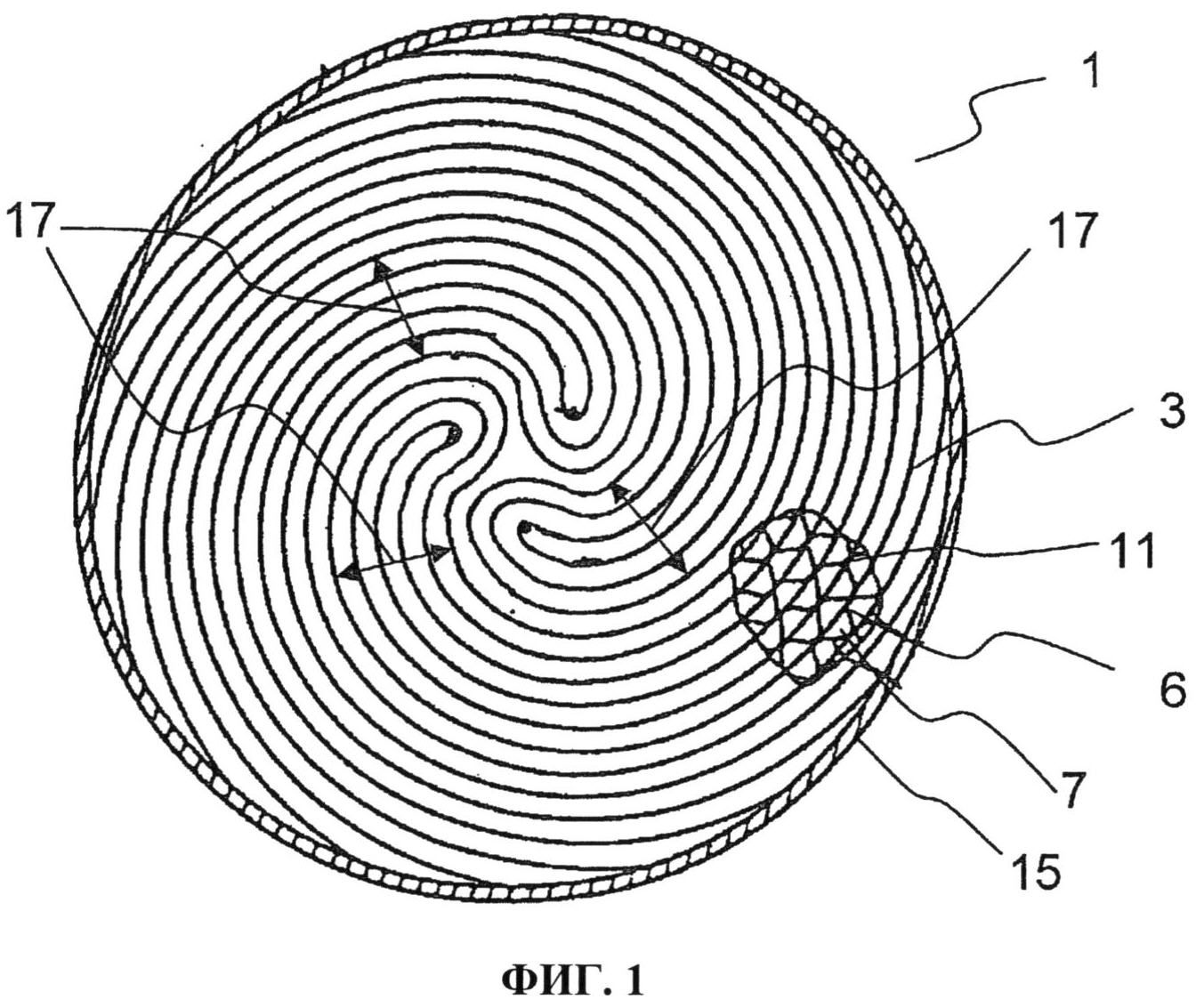
на фиг.1 - предлагаемый в изобретении сотовый элемент,
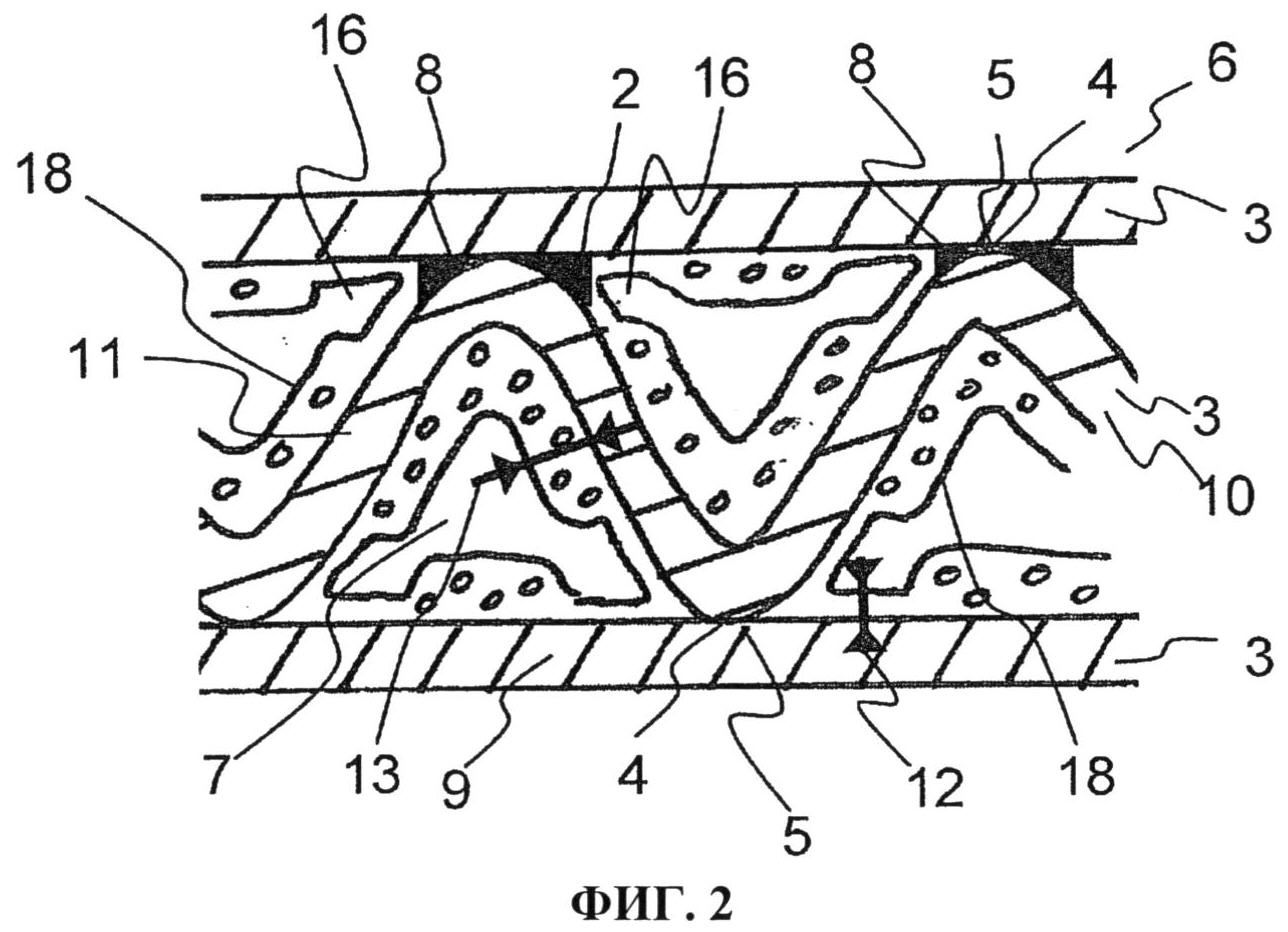
на фиг.2 - фрагмент сотовой структуры предлагаемого в изобретении сотового элемента,
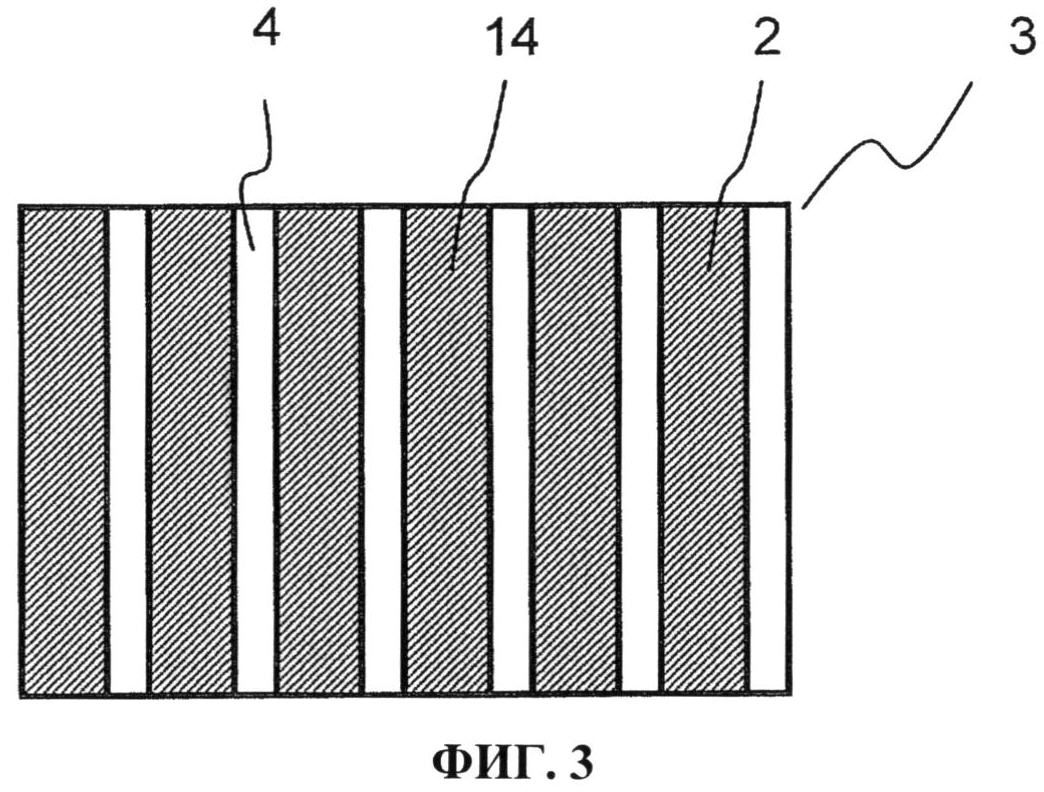
на фиг.3 - металлический слой для образования предлагаемого в изобретении сотового элемента,
на фиг.4 - выполненный в виде закрытого фильтра предлагаемый в изобретении сотовый элемент,
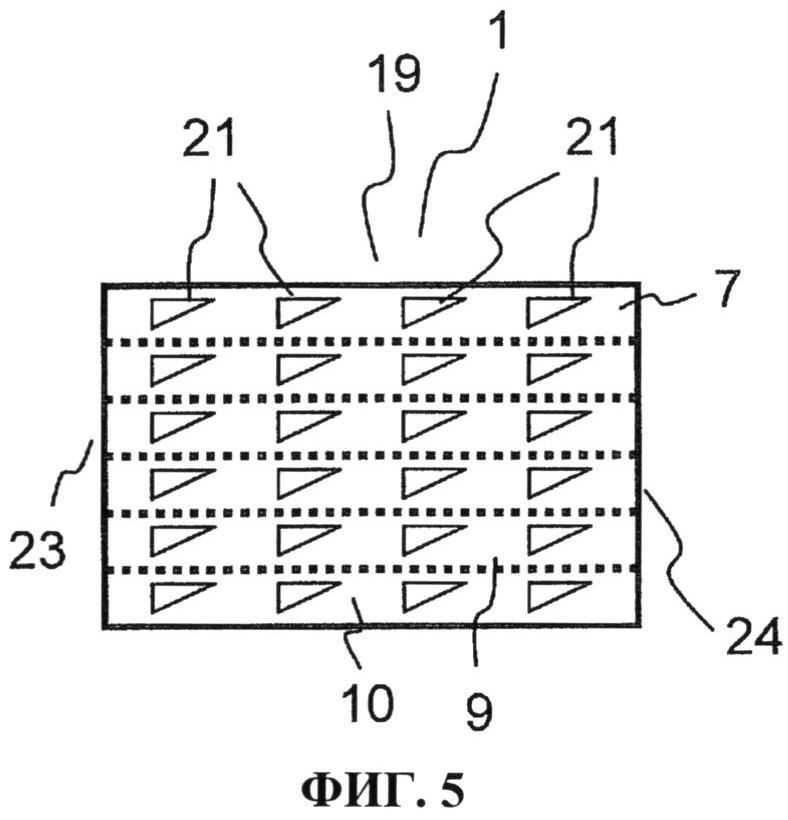
на фиг.5 - выполненный в виде открытого улавливателя твердых частиц предлагаемый в изобретении сотовый элемент и
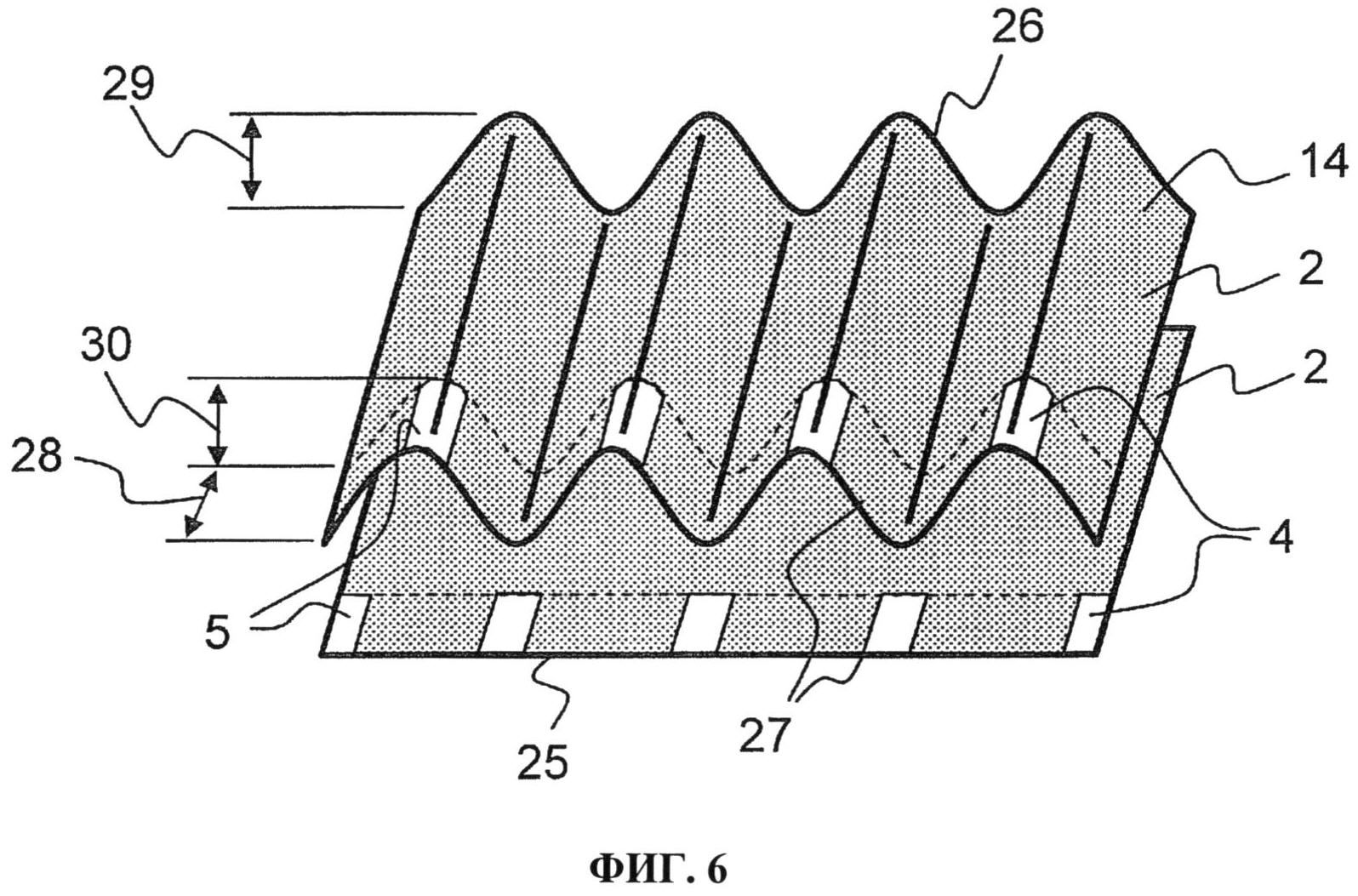
на фиг.6 - фрагменты гофрированного металлического слоя и гладкого металлического слоя, перерабатываемых предлагаемым в изобретении способом.
На фиг.1 показан предлагаемый в изобретении сотовый элемент 1. Он имеет сотовую структуру 6 с каналами 7, образованную металлическими слоями 3. Металлические слои 3 образуют стенки 11 каналов 7. Помимо этого сотовый элемент 1 имеет кожух 15. У показанного на фиг.1 сотового элемента 1 его сотовая структура 6 образована скручиванием металлических слоев, в данном случае совместным скручиванием трех отдельных пакетов 17 металлических слоев.
На фиг.2 показан фрагмент сотовой структуры 6 предлагаемого в изобретении сотового элемента 1. На фиг.2 также видны металлические слои 3. На данном чертеже показаны набранные друг с другом в пакет слой металлического нетканого материала 9 и слой гофрированной фольги 10. Слои гладкого нетканого материала 9 и слои гофрированной фольги 10 совместно образуют стенки 11 каналов 7 сотовой структуры 6. Слои гладкого нетканого материала 9 и слои гофрированной фольги 10 имеют точки 5 взаимного контакта. На части таких точек 5 контакта образованы места 8 соединения. В зоне точек 5 контакта и мест 8 соединения имеются клиновидные пазухи 16 между слоями гладкого нетканого материала 9 и слоями гофрированной фольги 10. Стенки 11, ограничивающие каналы 7, снабжены покрытием 2. В зоне точек 5 контакта, мест 8 соединения, соответственно в зоне клиновидных пазух 16 такое покрытие 2 имеет первую толщину 12. В остальных зонах гладкого нетканого материала 9, соответственно слоев гофрированной фольги 10 покрытие 2 имеет вторую толщину 13. Вторая толщина 13 покрытия существенно больше его первой толщины 12. Как показано на фиг.2, благодаря меньшей первой толщине 12 покрытия 2 по сравнению с его второй толщиной 13 оно со своей обращенной внутрь проточных для ОГ каналов 7 обеспечивает наличие большей по своей площади активной поверхности 18.
Сотовый элемент 1 в показанном на фиг.1 варианте его выполнения можно изготавливать предлагаемым в изобретении способом. Для изготовления такого сотового элемента 1, выполненного по показанному на фиг.1 варианту, все металлические слои 3, т.е. слои гладкого нетканого материала 9 и слои гофрированной фольги 10, необходимо при выполнении первого цикла нанесения покрытия на стадии б) предлагаемого в изобретении способа снабжать покрытием 2, после нанесения которого отдельные участки 4 металлического слоя 3 остаются обнаженными. Затем на стадии в) из слоев гладкого нетканого материала 9 и слоев гофрированной фольги 10 путем их соответствующего взаимного расположения необходимо образовать сотовую структуру 6 с каналами 7, точками 5 контакта и стенками 11 каналов. Далее на стадии г) в точках 5 контакта образуют места 8 неразъемного соединения. После этого на стадии д) выполняют второй цикл нанесения покрытия на сотовый элемент 1. Первую толщину 12 покрытие приобретает на оставшихся еще обнаженными после выполнения стадии б) отдельных участках 4 гладкого нетканого материала 9, соответственно гофрированной фольги 10 лишь в результате выполнения второго цикла нанесения покрытия на стадии д). В остальных зонах гладкого нетканого материала 9, соответственно гофрированной фольги 10 покрытие имеет вторую толщину 13 в результате сложения толщины покрытия, полученного при выполнении первого цикла его нанесения, и толщины покрытия, полученного при выполнении второго цикла его нанесения. Поэтому вторая толщина 13 покрытия больше его первой толщины 12.
На фиг.3 в виде в плане показан металлический слой 3 в том виде, в котором его получают в результате выполнения стадии б) предлагаемого в изобретении способа. Такой металлический слой 3 имеет покрытие 2 на покрытых участках 14. Помимо этого на металлическом слое имеются отдельные участки 4, которые остались обнаженными, т.е. не снабжены покрытием. Такие отдельные участки 4 предусмотрены точно в тех местах, где на стадии в) предлагаемого в изобретении способа образуются точки 5 контакта металлических слоев 3 между собой (см. фиг.2).
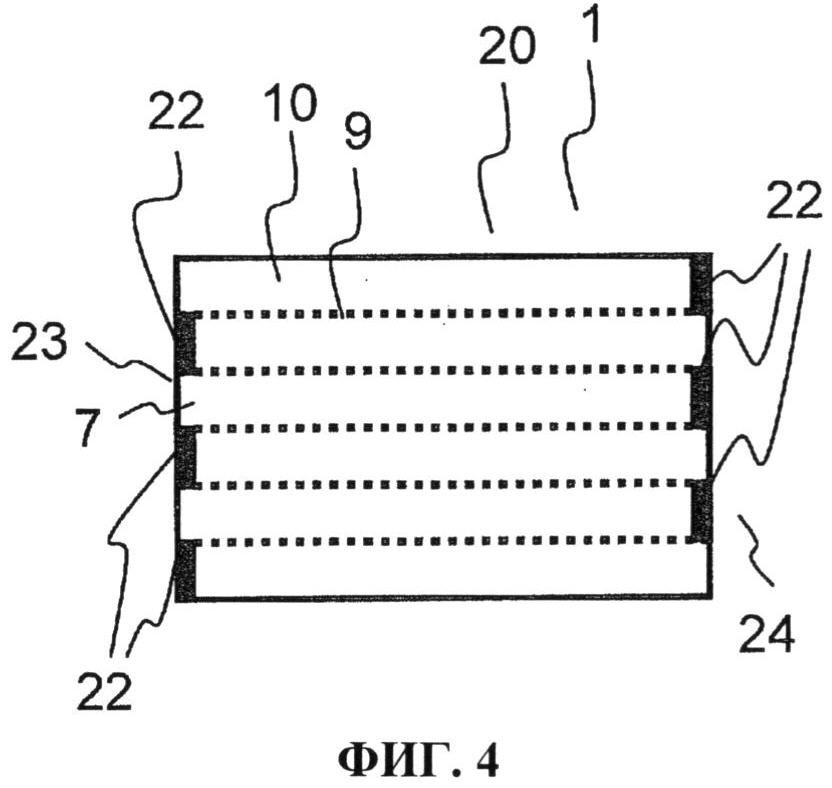
На фиг.4 показан выполненный в виде закрытого фильтра 20 предлагаемый в изобретении сотовый элемент 1. Такой сотовый элемент 1 образован несколькими слоями гофрированной фольги 10 и несколькими слоями гладкого нетканого материала 9. Поскольку на данном чертеже сотовый элемент 1 показан в продольном разрезе, волнистость слоев гофрированной фольги 10 не видна. Слои гофрированной фольги 10 и слои гладкого нетканого материала 9 образуют каналы, проходящие через сотовый элемент 1 от его входной стороны 23 до его выходной стороны 24. Каждый из каналов закрыт заглушкой 22 с одного из своих концов, а именно: с выходной стороны 24 сотового элемента или с его входной стороны 23. В предпочтительном варианте каждый не закрытый, а следовательно, открытый с входной стороны канал полностью окружен не закрытыми, соответственно открытыми с выходной стороны каналами. Благодаря попеременному закрытию каналов с входной и выходной сторон сотового элемента 1 ОГ при своем прохождении через него от его входной стороны 23 к его выходной стороне 24 должны принудительно проходить сквозь слой гладкого нетканого материала 9.
На фиг.5 показан выполненный в виде улавливателя 19 твердых частиц предлагаемый в изобретении сотовый элемент 1. Такой сотовый элемент 1 образован несколькими слоями гофрированной фольги 10 и несколькими слоями гладкого нетканого материала 9. Поскольку на данном чертеже сотовый элемент 1 показан в продольном разрезе, волнистость слоев гофрированной фольги 10 не видна. Слои гофрированной фольги 10 и слои гладкого нетканого материала 9 образуют каналы, проходящие через сотовый элемент 1 от его входной стороны 23 до его выходной стороны 24. Каждый из слоев гофрированной фольги 10 снабжен потокоотклоняющими структурами 21, которые по меньшей мере частично отклоняют проходящий по каналам 7 поток ОГ в направлении слоев гладкого нетканого материала 9. Благодаря этому ОГ на своем пути от входной стороны 23 сотового элемента к его выходной стороне 24 преобладающей частью проходят сквозь слои гладкого нетканого материала 9. Полное закупоривание подобного открытого улавливателя 19 твердых частиц невозможно, поскольку при полном забивании слоев гладкого нетканого материала 9 ОГ могут напрямую проходить по отдельным каналам 7 через открытый улавливатель 19 твердых частиц от входной стороны 23 сотового элемента к его выходной стороне 24.
На фиг.6 в качестве примера показаны гладкий металлический слой 25 и гофрированный металлический слой 26, которые можно перерабатывать в сотовую структуру. Каждый из числа гладкого металлического слоя 25 и гофрированного металлического слоя 26 имеет снабженные покрытием 2 покрытые участки 14 и обнаженные участки 4. Точки 5 контакта образуются и на покрытых участках 14, и на обнаженных участках 4. При этом, однако, неразъемные соединения должны выполняться только на обнаженных участках 4. Каждый из обнаженных участков 4 образован вблизи краев 27 гладких металлических слоев 25 и гофрированных металлических слоев 26 (например, в примыкающей к краям и проходящей параллельно им краевой зоне шириной максимум 10 мм) и имеет ширину 28, считая от краев 27. У образованной в последующем путем свертывания металлических слоев в рулон или их набора в пакет сотовой структуры края 27 металлических слоев образуют ее торец. Поскольку точки 5 контакта присутствуют на обнаженных участках 4 и на покрытых участках 14, возможно появление различий в расстояниях между соседними гладкими металлическими слоями 25 и/или гофрированными металлическими слоями 26. Для компенсации подобных различий в расстояниях гофрированные металлические слои 26 можно выполнять в зоне покрытых точек 5 контакта с первой высотой 29 гофров, а в зоне обнаженных точек 5 контакта -со второй высотой 30 гофров, которая может быть меньше первой высоты 29 гофров и/или позволяет по меньшей мере частично компенсировать толщину покрытия 2.
В соответствии со сказанным выше в настоящем изобретении предлагается способ изготовления металлического сотового элемента из металлических слоев, имеющего проточные для потока ОГ каналы и снабженного покрытием. Подобные сотовые элементы находят применение в качестве носителей каталитических нейтрализаторов, в качестве фильтров, в качестве смесителей и/или в качестве адсорберов в системах выпуска ОГ, образующихся при работе ДВС, преимущественно нестационарных ДВС. Предлагаемый в изобретении способ предусматривает двухстадийное нанесение покрытия и позволяет изготавливать металлические сотовые элементы с оптимальным покрытием, которые характеризуются большой площадью поверхности такого покрытия и низким аэродинамическим сопротивлением. Одновременно с этим предлагаемый в изобретении способ позволяет при меньшем количестве материала покрытия увеличивать площадь поверхности в сотовом элементе до особо высоких значений.
Перечень ссылочных обозначений
1 сотовый элемент
2 покрытие
3 металлический слой
4 отдельный участок
5 точки контакта
6 сотовая структура
7 каналы
8 место соединения
9 нетканый материал
10 фольга
11 стенка канала
12 первая толщина покрытия
13 вторая толщина покрытия
14 покрытый участок
15 кожух
16 клиновидная пазуха
17 пакет слоев
18 поверхность
19 улавливатель твердых частиц
20 закрытый фильтр
21 потокоотклоняющая структура
22 заглушка канала
23 входная сторона
24 выходная сторона
25 гладкий металлический слой
26 гофрированный металлический слой
27 край
28 ширина
29 первая высота гофров
30 вторая высота гофров
Обработка отработавших газов перед турбонагнетателем
Испарительное устройство для получения газообразного аммиака на транспортном средстве и способ изготовления такого устройства
Сотовый элемент с не имеющей соединений зоной
Сотовый элемент с имеющими разное в радиальном направлении исполнение местами соединения
Сотовый элемент с зонами гибкости
Способ эксплуатации автомобиля с нагревателем отработавших газов
Способ эксплуатации устройства, имеющего по меньшей мере один электронагреваемый сотовый элемент
Устройство для очистки отработавшего газа с двумя сотовыми телами для создания электрического потенциала
Устройство для подачи восстановителя и способ изготовления автомобиля
Сотовый элемент с гибкими местами соединения
Обработка отработавших газов перед турбонагнетателем
Испарительное устройство для получения газообразного аммиака на транспортном средстве и способ изготовления такого устройства
Сотовый элемент с не имеющей соединений зоной
Сотовый элемент с имеющими разное в радиальном направлении исполнение местами соединения
Сотовый элемент с зонами гибкости
Способ эксплуатации автомобиля с нагревателем отработавших газов
Способ эксплуатации устройства, имеющего по меньшей мере один электронагреваемый сотовый элемент
Устройство для очистки отработавшего газа с двумя сотовыми телами для создания электрического потенциала
Устройство для подачи восстановителя и способ изготовления автомобиля
Сотовый элемент с гибкими местами соединения

