Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ МАГНИТОМЯГКОГО СПЛАВА НА ОСНОВЕ ЖЕЛЕЗО-КОБАЛЬТ РАВНОКАНАЛЬНЫМ УГЛОВЫМ ПРЕССОВАНИЕМ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области технологий обработки металлов давлением с использованием интенсивной пластической деформации и предназначено для получения нанокристаллических материалов с увеличенным уровнем механических свойств, и может быть использовано при обработке изделий из магнитомягких сплавов, методом равноканального углового прессования.
Известен способ равноканального углового прессования заготовок из титана (патент РФ №2400321, МПК В21С 23/22, публ. 27.09.2010 г.), включающий подготовку, очистку поверхности и прессование заготовок. Первоначально на поверхность заготовок наносят промежуточный слой никеля, затем пластичный слой меди толщиной не менее 80-100 мкм методом гальванического нанесения покрытия в электролите с последующим прессованием заготовок при давлении 500-1000 МПа в диапазоне температур 450-500°С.
В известном способе обеспечивается уменьшение усилий прессования, улучшение технологичности, улучшение механических характеристик заготовки, уменьшение окисляемости и триботехнических показателей процесса, однако в известном способе не предусмотрено мероприятий по предварительной подготовке поверхности заготовок из магнитомягкого металлического сплава на железо-кобальтовой основе и отсутствуют условия обработки таких изделий.
Известен в качестве прототипа заявляемого способ равноканального углового прессования конструкционных металлов (патент РФ №2420604, МПК C22F 1/18, публ. 10.06.2011 г.), включающий подготовку пескоструйной обработкой поверхности образца, травление в смеси концентрированных плавиковой и серной кислот, формирование на поверхности образца гальваническим методом промежуточного слоя из никеля, последующее формирование составного пластичного слоя нанесением первого слоя меди, нанесением второго слоя меди до толщины слоя покрытия не менее 70-80 мкм после термовакуумной обработки, осуществление равноканального углового прессования заготовки при давлении не более 1000 МПа в диапазоне температур 450-500°С с сохранением промежуточного и пластичного металлических слоев в готовом изделии.
Известный способ обеспечивает уменьшение усилий прессования, улучшение технологичности за счет снижения износа штампа, улучшение механических характеристик образца, однако в известном способе не предусмотрено мероприятий предварительной подготовки поверхности образцов из магнитомягкого металлического сплава на железо-кобальтовой основе и отсутствуют условия обработки таких изделий с одновременным обеспечением значительного снижения окисляемости и триботехнических показателей процесса прессования в диапазоне температур 450-500°С.
Задачей авторов предлагаемого является разработка эффективного способа равноканального углового прессования изделий из магнитомягкого металлического сплава на железо-кобальтовой основе, обеспечивающего значительное снижение электрического потенциала поверхности образцов и увеличение количества проходов.
Новый технический результат, обеспечиваемый при использовании предлагаемого способа, заключается в обеспечении возможности подготовки поверхности образцов из магнитомягкого металлического сплава на железо-кобальтовой основе и обеспечение условий обработки таких изделий с одновременным обеспечением значительного снижения окисляемости.
Указанные задача и новый технический результат при использовании предлагаемого способа обеспечиваются тем, что способ изготовления изделий из магнитомягкого сплава на основе железо-кобальт равноканальным угловым прессованием, включает пескоструйную обработку поверхности заготовок, травление в смеси серной, плавиковой и азотной кислоты при их соотношении, г/л: 550-750, 250-300, 250-300, активирование поверхности заготовки в растворе соляной кислоты с концентрацией не менее 200 г/л, формирование на поверхности заготовки гальванического промежуточного слоя из никеля толщиной 3-5 мкм, формирование гальванического пластичного слоя из меди толщиной 80-100 мкм и равноканальное угловое прессование заготовок при давлении 1000 МПа в диапазоне температур 450-500°С
Предлагаемый способ поясняется следующим образом.
Первоначально образцы металла из магнитомягкого сплава на железо-кобальтовой основе (например, сплава марки 27 КХ) подвергают пескоструйной обработке для подготовки поверхности образцов к гальваническому нанесению пластичного слоя, для чего сначала снимают механический наружный слой образцов, состоящий из оксидной пленки и частиц механических загрязнений, затем поверхность образцов подвергают химическому травлению с использованием смеси концентрированных минеральных кислот серной, плавиковой и азотной в диапазонах их соотношений соответственно в г/л: 550-750, 250-300, 250-300. Однако данной операции оказалось не достаточно для обеспечения адгезии медного покрытия с основой, поэтому для понижения потенциала поверхности образцы подвергают активированию в растворе соляной кислоты с концентрацией не менее 200 г/л.
Затем на подготовленной поверхности образцов гальваническим методом формируют промежуточный слой из никеля при плотности тока 2 А/дм2 и температуре 20-40°С в течение 15-20 мин с использованием электролита на основе сернокислого никеля. Как это показано в эксперименте, такой подход в значительной степени способствует повышению адгезионной прочности взаимодействия пластичного слоя покрытия с поверхностью образцов. Нанесение слоя никеля проводят до толщины слоя 3-5 мкм.
Далее осуществляют формирование пластичного слоя из меди толщиной 80-100 мкм методом гальванического нанесения из сернокислого электролита меднения при плотности тока 2 А/дм2 и температуре 20-40°С в течение 3-3.5 час.
Последующее прессование заготовок (РКУП) осуществляют при давлении не более 1000 МПа в диапазоне температур 450-500°С, при этом промежуточный и пластичный металлические слои сохраняют до момента поставки готовых изделий.
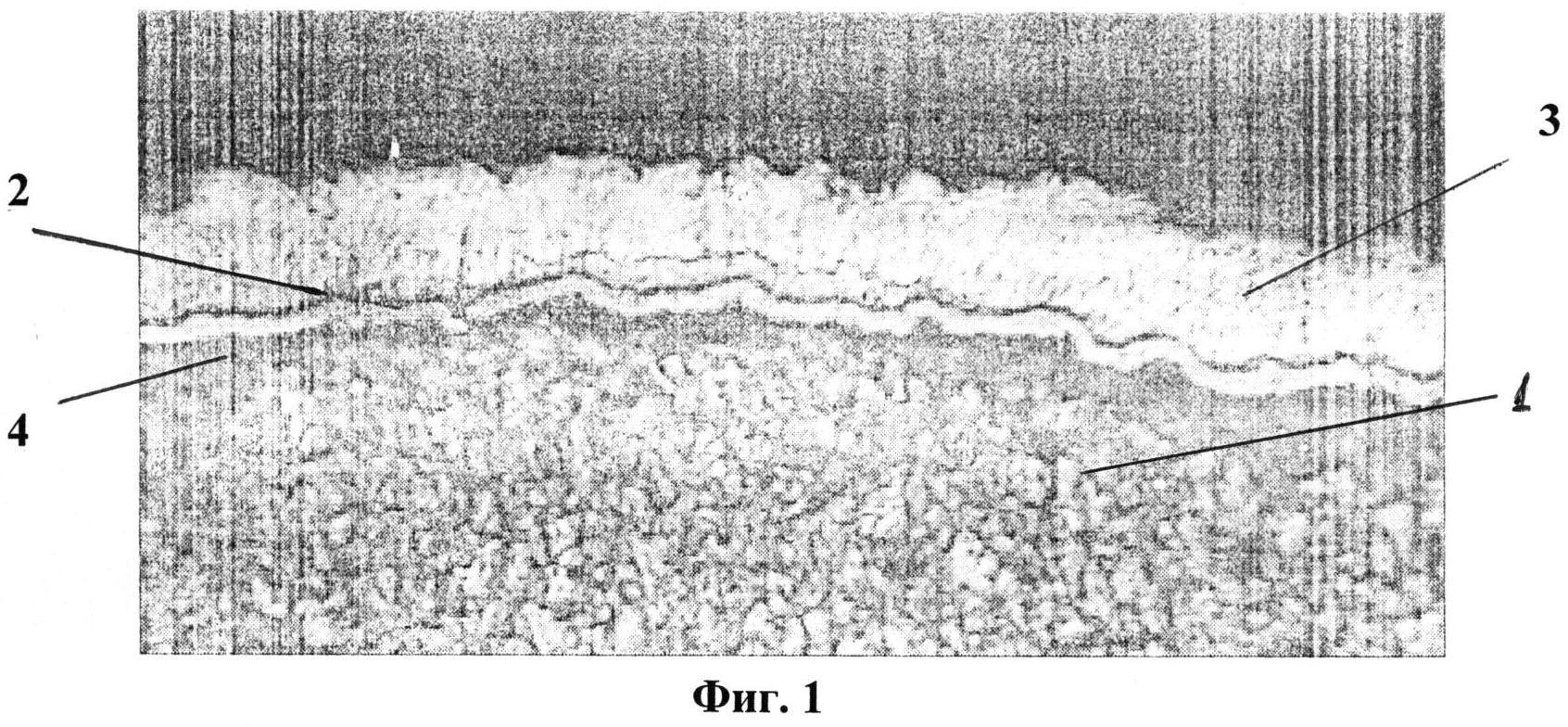
На фиг.1 изображен продольный срез образца из магнитомягкого сплава 27 КХ до испытаний для иллюстрации микроструктуры покрытия, где 1 - слой магнитомягкого сплава 27 КХ, 2 - слой гальванического никеля, 3 - слой гальванической меди, 4 - диффузионная зона.
Все условия и режимы гальванического нанесения указанных выше слоев никеля и меди были подобраны экспериментальным путем, все результаты испытаний полученных образцов из магнитомягкого сплава 27 КХ приведены в таблице 1.
Таким образом, как это показало использование предлагаемого способа, было подтверждено обеспечение возможности подготовки поверхности заготовок из магнитомягкого металлического сплава на железо-кобальтовой основе и созданы условия эффективной обработки таких изделий
Возможность промышленного применения предлагаемого способа подтверждена следующими примерами конкретной реализации.
Пример 1. Предлагаемый способ равноканального углового прессования образцов конструкционных металлов был реализован в лабораторных условиях на образцах из магнитомягкого сплава 27 КХ. Способ включал в себя следующие операции:
- пескоструйная обработка;
- обезжиривание в растворе состава (г/л):
|
при температуре 60-80°С в течение 10-15 минут в установке ультразвуковой очистки (УЗ);
- промывка в горячей воде;
- промывка в холодной воде;
- травление в растворе состава (г/л):
|
при комнатной температуре в течение 0,5-2 минут;
- промывка в холодной воде;
- активирование в растворе соляной кислоты (концентрацией не менее 200 г/л) при комнатной температуре в течение 5-30 секунд;
- никелирование в электролите состава (г/л):
|
плотность тока 1-2 А/дм2, температура 20-40°С, время 3-3,5 часа;
- промывка в холодной воде;
- меднение в электролите состава (г/л):
|
плотность тока 1-2 А/дм2, температура 20-40°С,
- промывка в холодной воде;
- сушка;
- гравиметрический метод контроля толщины слоя медного покрытия;
- РКУП заготовок при давлении не более 1000 МПа при температуре 450°С, при этом промежуточный и пластичный металлические слои сохраняют до момента поставки готовых изделий потребителю.
Пример 2. Предлагаемый способ был реализован в лабораторных условиях на образцах из магнитомягкого сплава 27 КХ и включал в себя следующие операции:
- обезжиривание в растворе состава (г/л):
|
при температуре 60-80°С в течение 10-15 минут в установке ультразвуковой очистки (УЗ);
- промывка в горячей воде;
- промывка в холодной воде;
- травление в растворе состава (г/л):
|
при комнатной температуре в течение 0,5-2 минут;
- промывка в холодной воде;
- активирование в растворе соляной кислоты (концентрацией не менее 200 г/л) при комнатной температуре в течение 5-30 секунд;
- никелирование в электролите состава (г/л):
|
плотность тока 1-2 А/дм2, температура 20-40°С,
- промывка в холодной воде;
- меднение в электролите состава (г/л):
|
плотность тока 1-2 А/дм2, температура 20-40°С,
- промывка в холодной воде;
- сушка;
- гравиметрический метод контроля толщины слоя медного покрытия;
- РКУП заготовок при давлении не более 1000 МПа при температуре 450°С, при этом промежуточный и пластичный металлические слои сохраняют до момента поставки готовых изделий потребителю.
|
Многопроходное импульсное лазерное устройство
Устройство для измерения динамических деформаций
Устройство взрывное
Способ изготовления биметаллических труб сваркой взрывом
Способ определения статического и динамического коэффициентов внешнего трения
Гермоввод
Многоканальный счетчик импульсов
Способ подбора профиля высоковольтных кольцевых экранов
Разрезающее устройство
Способ изготовления заготовки светоотражающего элемента для оптических систем
Многопроходное импульсное лазерное устройство
Устройство для измерения динамических деформаций
Устройство взрывное
Способ изготовления биметаллических труб сваркой взрывом
Способ определения статического и динамического коэффициентов внешнего трения
Гермоввод
Многоканальный счетчик импульсов
Способ подбора профиля высоковольтных кольцевых экранов
Разрезающее устройство
Способ изготовления заготовки светоотражающего элемента для оптических систем

