СПОСОБ ИЗГОТОВЛЕНИЯ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ, ЭКЗОПРОТЕЗ МОЛОЧНОЙ ЖЕЛЕЗЫ И ПРОМЫШЛЕННОЕ ПРИМЕНЕНИЕ ЭКЗОПРОТЕЗА МОЛОЧНОЙ ЖЕЛЕЗЫ ДЛЯ ИМИТАЦИИ ГРУДНЫХ ТКАНЕЙ
Вид РИД
Изобретение
Группа изобретений относится к медицинской технике и может быть использована в протезировании для замещения дефицита тканей у женщин с удаленной молочной железой.
Известен экзопротез молочной железы и способ его изготовления, включающий заполнение наполнителем сформированной в виде конверта пленочной оболочки с ее последующим размещением в матрице (патент US 5219360 A, 15.06.1993).
Экзопротезы, изготовленные способом по патенту US 5219360, как правило, деформируются в процессе эксплуатации, т.к. при их изготовлении используют наполнитель, который не подвергают вулканизации. Более близким к предлагаемой группе изобретений является способ изготовления накладок на молочные железы женщин, включающий предварительное термосваривание по контуру электродом пленочной оболочки в мешок с последующим его раздувом до 3-4-кратного увеличения объема от размера получаемого изделия, заполнение мешка силиконовым гелем и вулканизацию при температуре до 130°C в пресс-форме с крышкой-пуансоном (RU 2202311 C2, 20.04.2003).
Недостатком способа RU 2202311 является раздувание пленочной оболочки до 3-4- кратного увеличения объема от размера получаемого изделия, которое усложняет изготовление экзопротеза и повышает его стоимость.
Задача, решаемая предлагаемой группой изобретений, направлена на совершенствование технологии изготовления экзопротезов молочных желез и на повышение их качества.
Технический результат заключается в удешевлении процесса изготовления экзопротезов молочных желез, имеющих улучшенные эксплуатационные свойства, и в удобстве применения таких экзопротезов.
Сущность предлагаемой группы изобретений выражается в том, что способ изготовления экзопротеза молочной железы, включающий заполнение наполнителем сваренной по контуру пленочной оболочки с последующим размещением пленочной оболочки в матрице с пуансоном и вулканизацией наполнителя, отличается от ближайшего аналога тем, что перед заполнением проводят подготовку смеси наполнителя путем перемешивания как минимум двух компонентов наполнителя с последующей дегазацией смеси до полного удаления воздуха или проводят подготовку смеси наполнителя путем загрузки как минимум двух его компонентов в отдельные реакторы смесительно-дозирующей установки с последующим перемешиванием компонентов и дегазацией смеси до полного удаления воздуха и последующей дозированной подачи смеси в пленочную оболочку в объеме, соответствующем типоразмеру протеза, затем заполненную пленочную оболочку подвешивают для выхода остаточного воздуха или удаляют воздух выглаживанием, заваривают заливочные отверстия и фиксируют пленочную оболочку в матрице, на которой устанавливают пуансон, затем матрицу с закрепленным пуансоном помещают в термошкаф для вулканизации смеси наполнителя при температуре от 75 до 200°C, а после вулканизации матрицу охлаждают на воздухе или в холодильном шкафу до температуры 25-30°C.
В частных случаях выполнения способа пленочную оболочку фиксируют в матрице посредством колец-хомутов или посредством колец-хомутов с прокладками.
Дегазацию смеси наполнителя осуществляют в герметичной емкости путем подсоединения к ней вакуумной магистрали и полного удаления воздуха. Затем вакуумную магистраль отключают, подключают магистраль сжатого воздуха и создают в емкости избыточное давление. Подача наполнителя в пленочную оболочку происходит самотеком, а скорость подачи наполнителя регулируют давлением и/или изменением диаметра сечения магистрали.
Пленочную оболочку с наполнителем фиксируют в матрице посредством колец-хомутов с прокладками, матрицу герметично закрывают, подсоединяют к вакуумной магистрали и формируют наружную поверхность протеза, а внутреннюю поверхность протеза для прилегания к телу формируют пуансоном.
Перед соединением листов пленочной оболочки один лист пленки маркируют штампами или на установке тампонной печати с применением клише, а после маркировки и просыхания листы складируют или подвешивают на стендах-вешалках по типоразмерам протезов; листы пленочной оболочки соединяют сваркой электродом, повторяющей конфигурацию протеза, или тепловой сваркой, или сваркой токами высокой частоты, или ультразвуковой сваркой, причем сварочный шов выполняют с шириной от 2 до 7 мм, а контроль сварочного шва осуществляют визуально или при помощи светоскопа, или подачей воздуха в сваренную пленочную оболочку; пленочную оболочку выполняют из пленки на основе сополимер уретана или полиуретана, например Platilon или Pharetra или Swissfilm; подготовку смеси наполнителя проводят путем загрузки как минимум двух его компонентов в пропорциях 1:1 или 1:1,1, или 1:1,2 или 10:1.
Экзопротез молочной железы, изготовленный описанным выше способом, содержит пленочную оболочку с наполнителем, который состоит как минимум из двух компонентов, причем, один компонент включает вулканизирующую составляющую, а другой компонент включает сшивающий агент.
В частных случаях выполнения экзопротез содержит наполнитель, который включает красящую базу и средство крепления для установки на тело, которое может быть выполнено в виде липкого слоя.
Промышленное применение экзопротеза молочной железы, изготовленного описанным выше способом, заключается в имитации этим протезом грудных тканей.
Имитация грудных тканей экзопротезом молочной железы включает его реализацию и/или использование для замещения дефицита тканей у женщин с удаленной молочной железой, а также для изготовления рекламных муляжей, манекенов, театрального реквизита, заготовок для швейного производства и т.д.
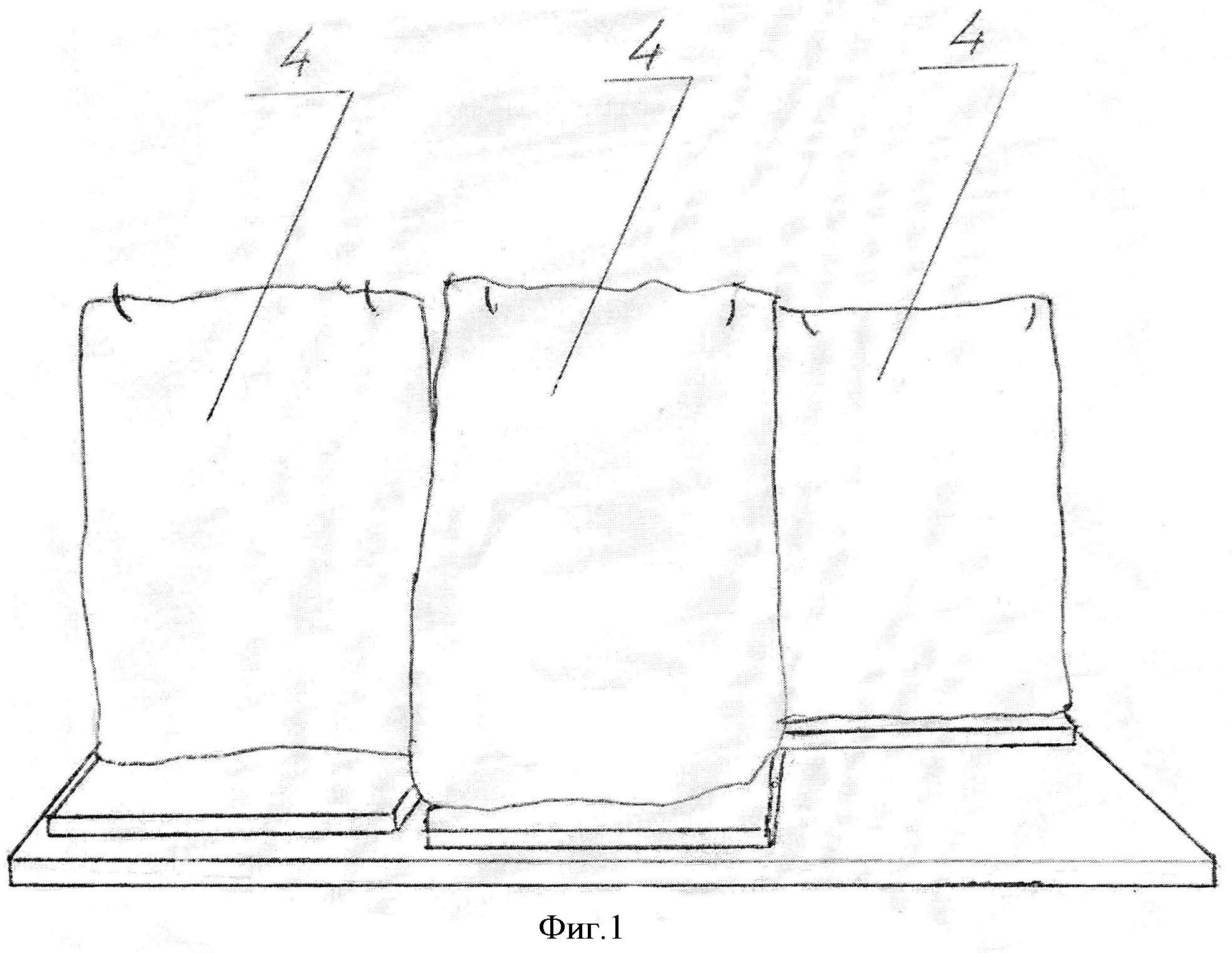
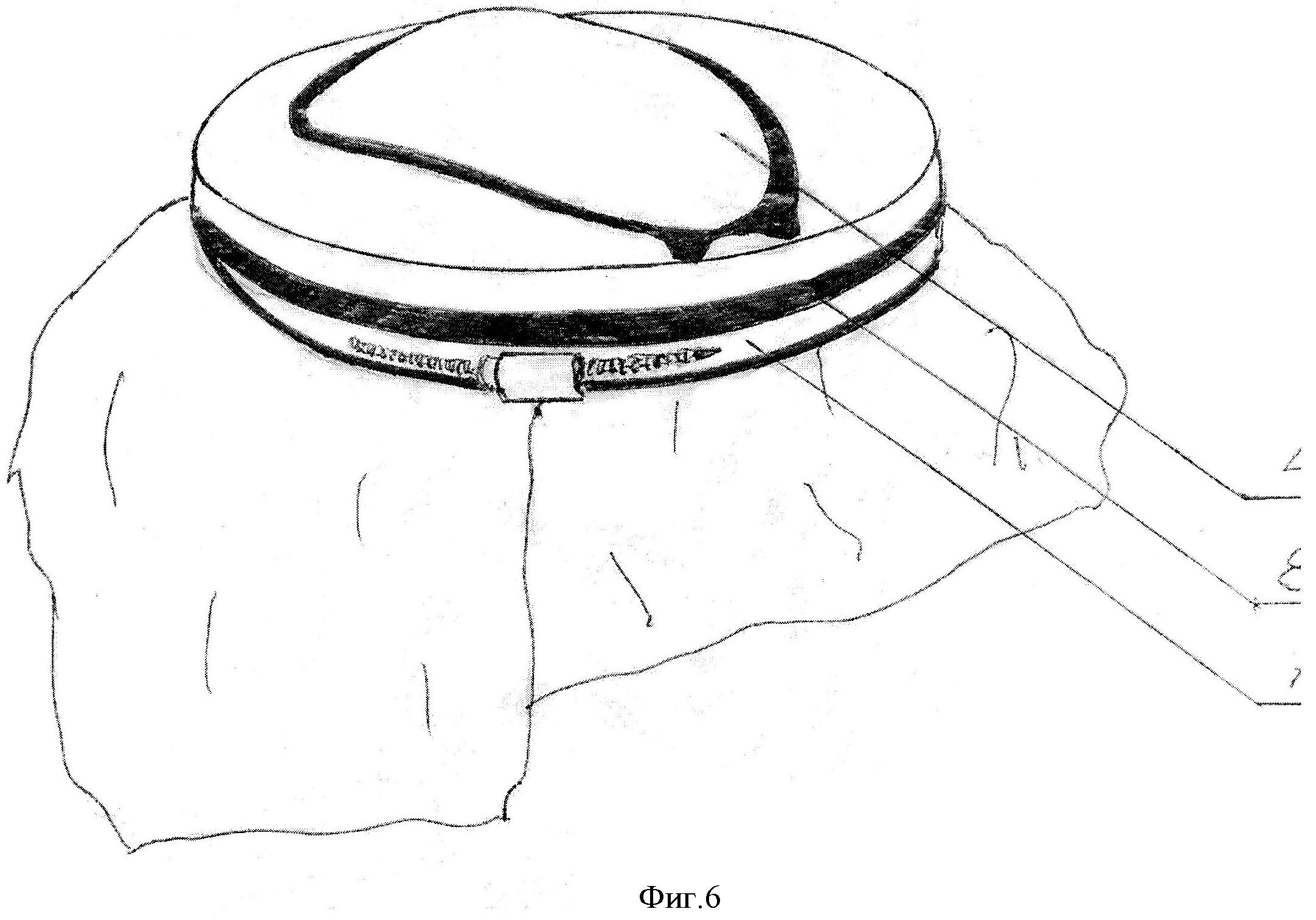
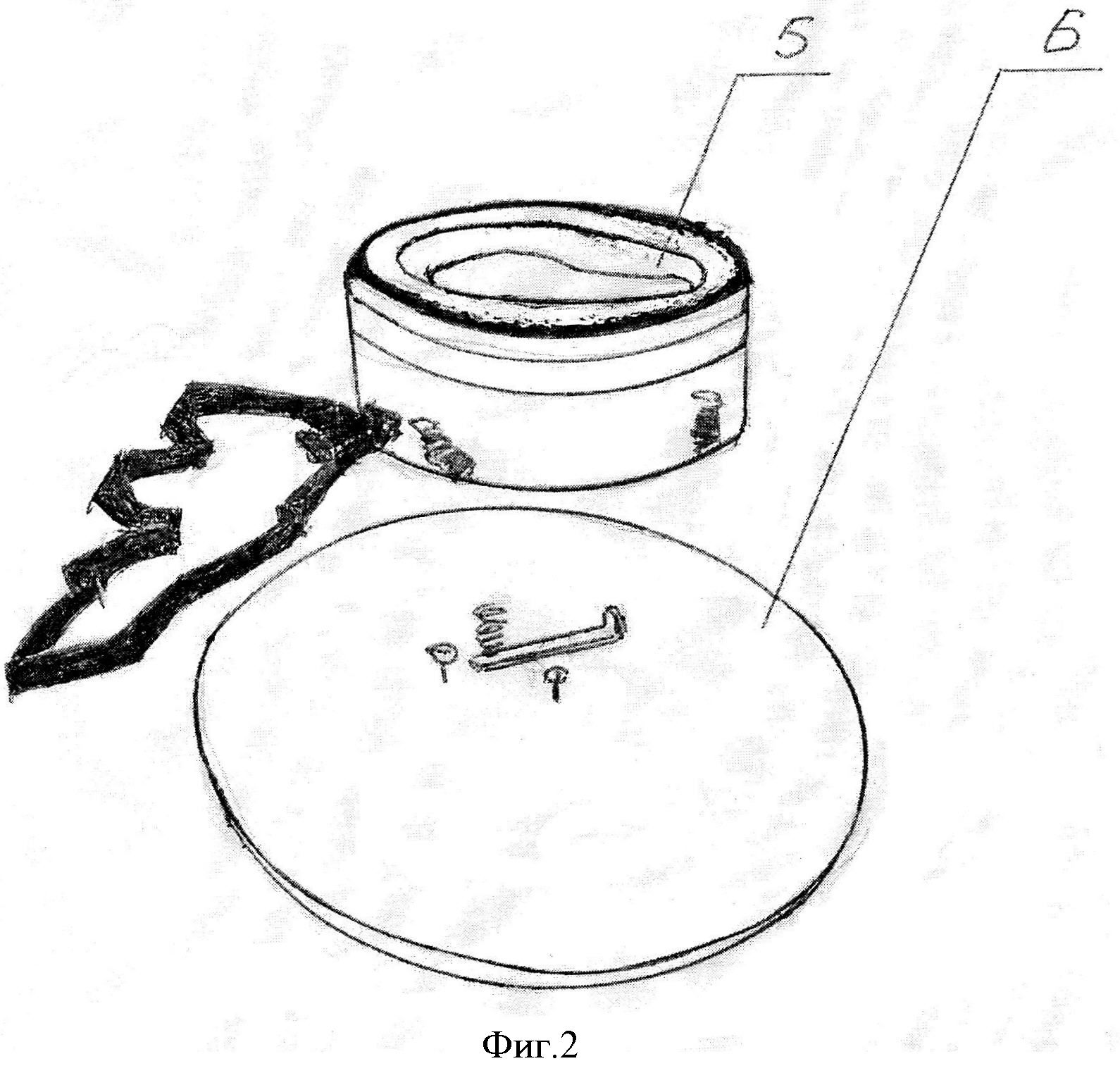
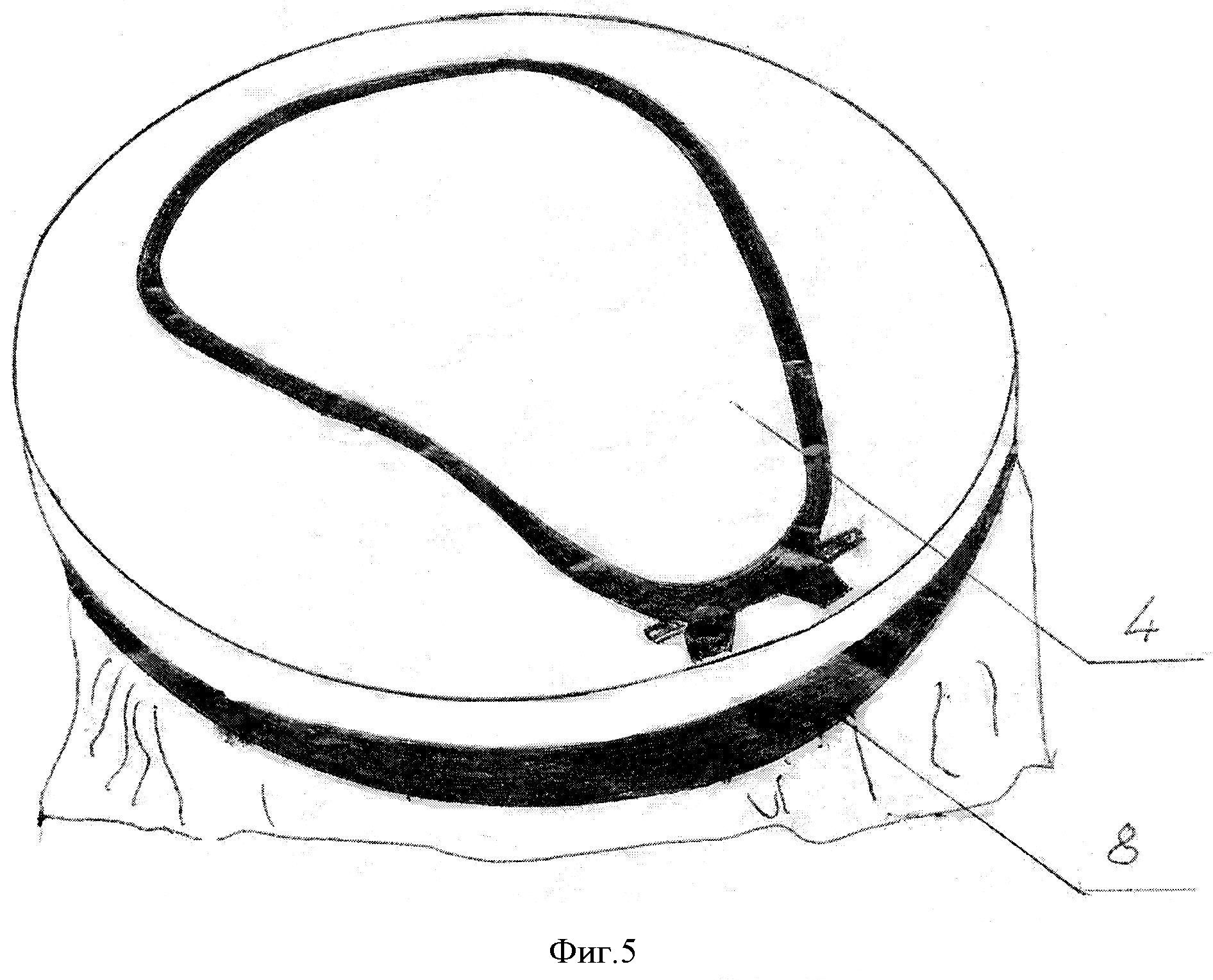
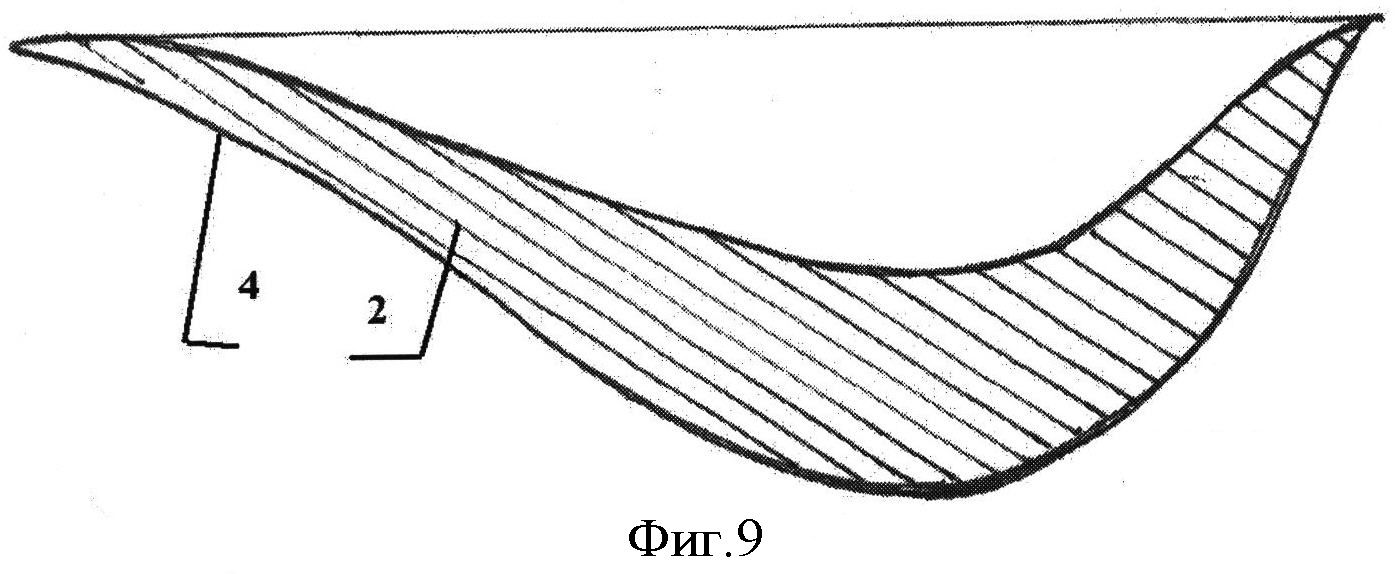
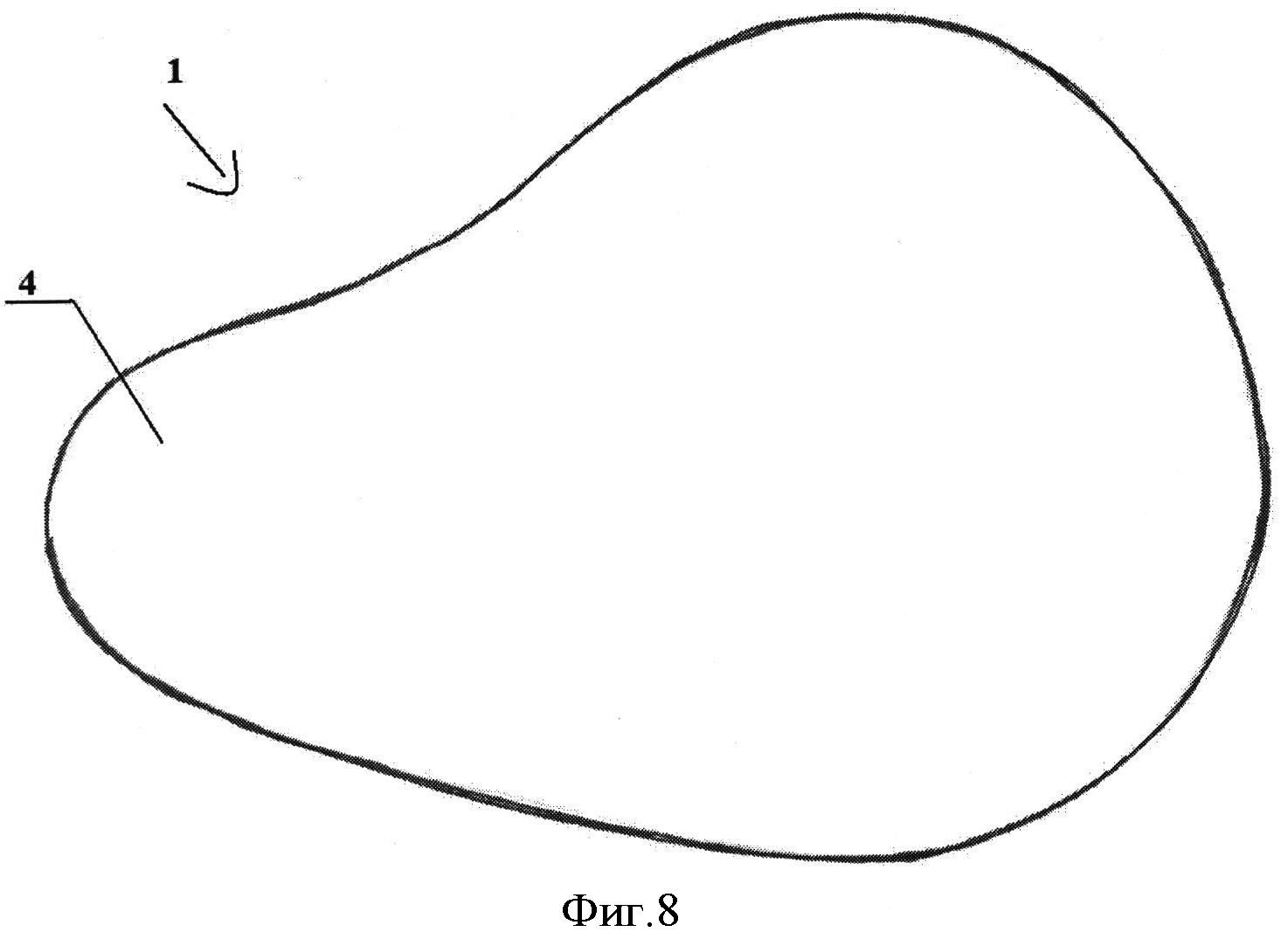
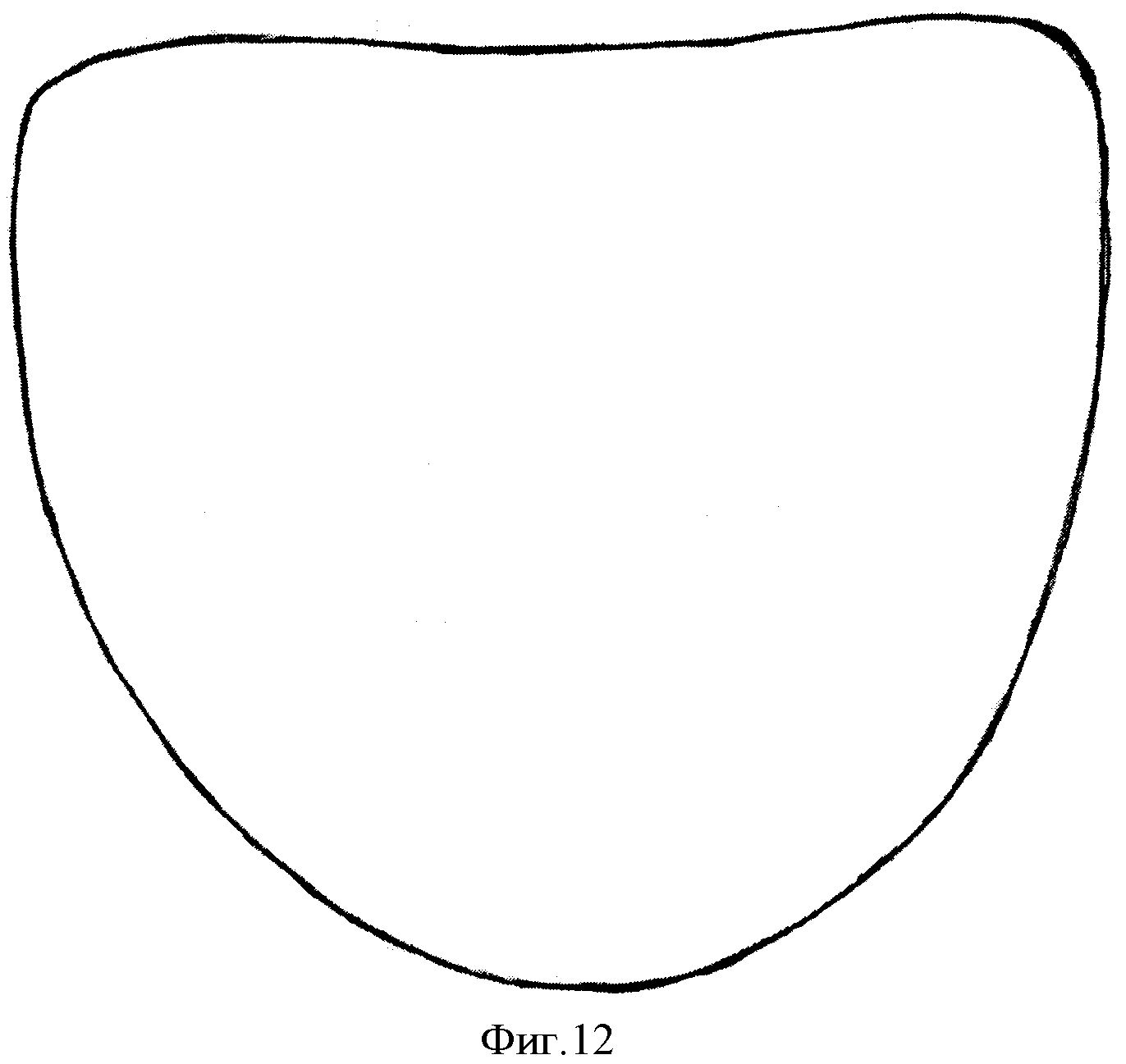
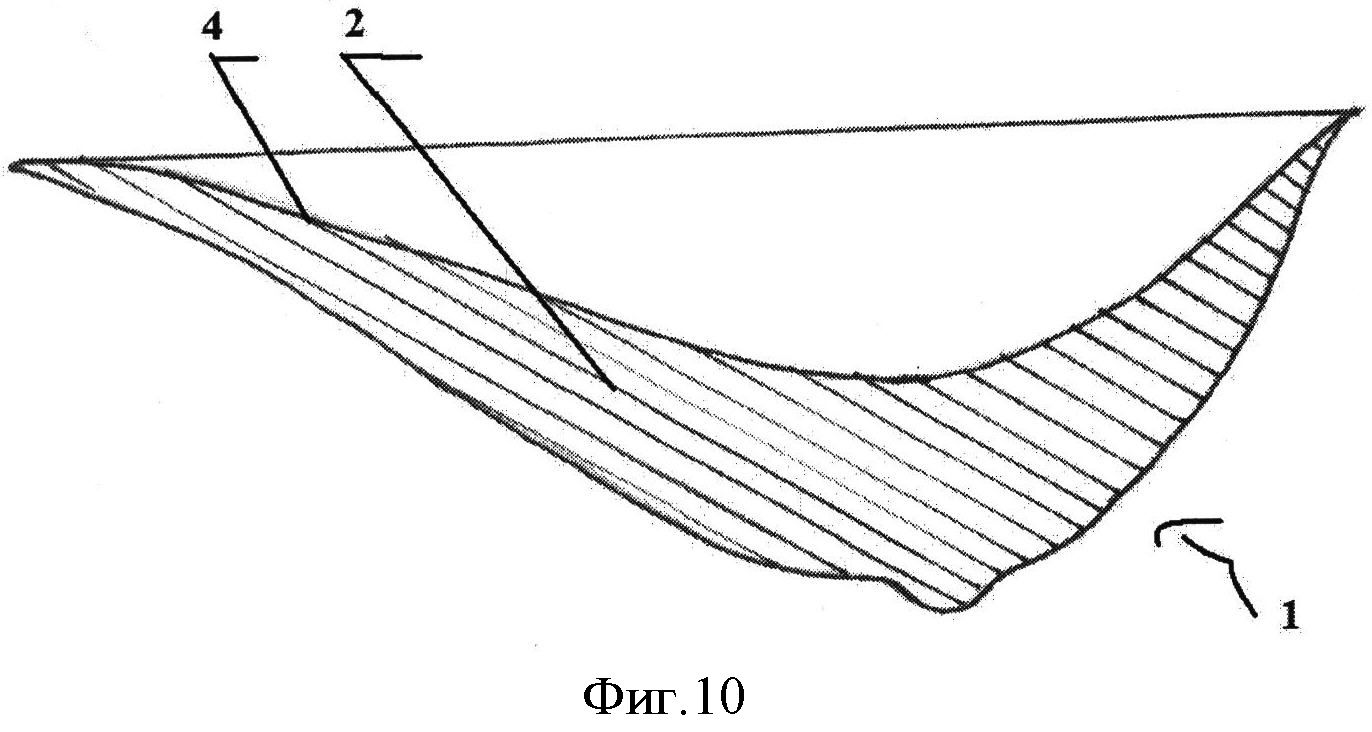
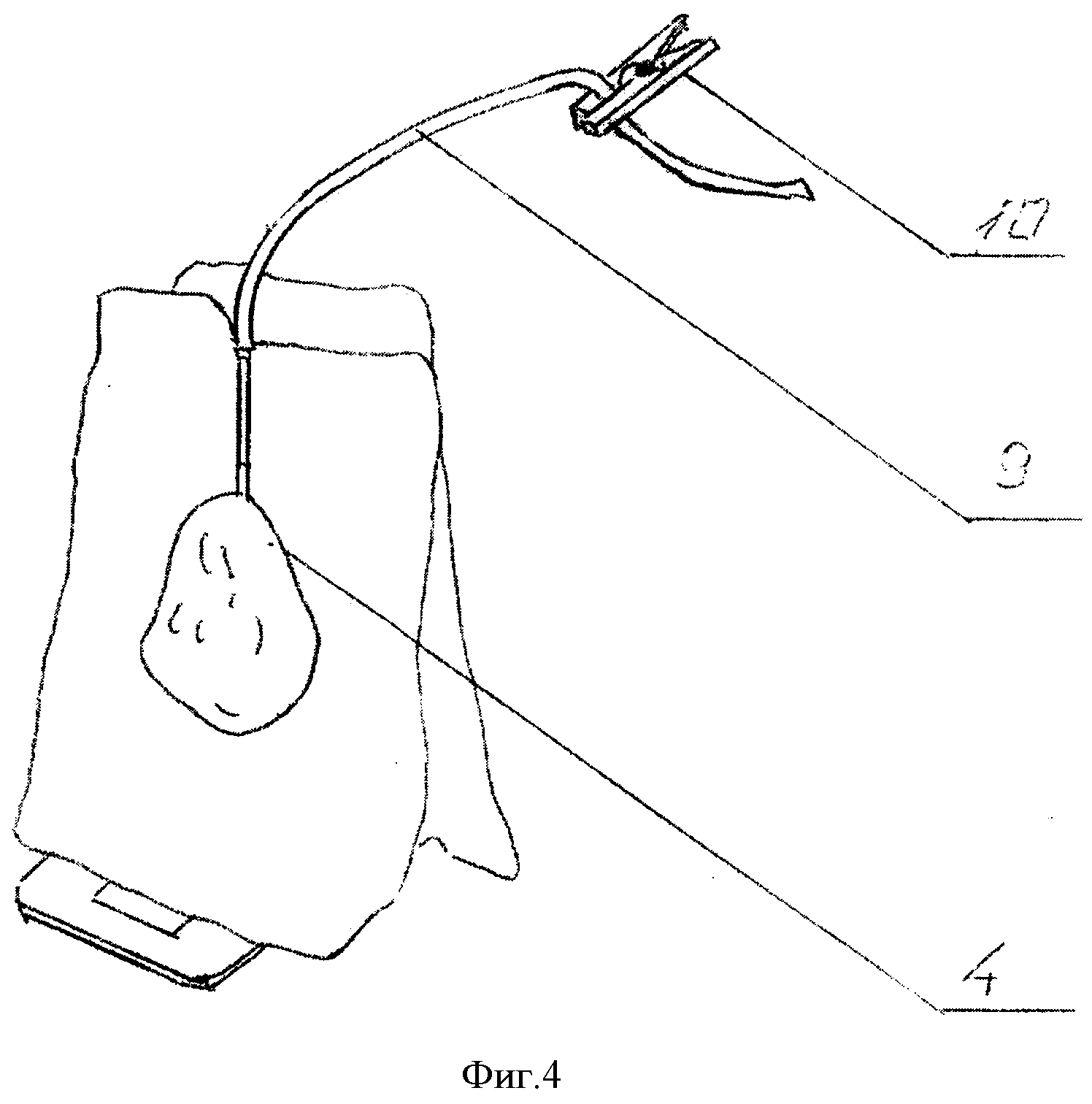
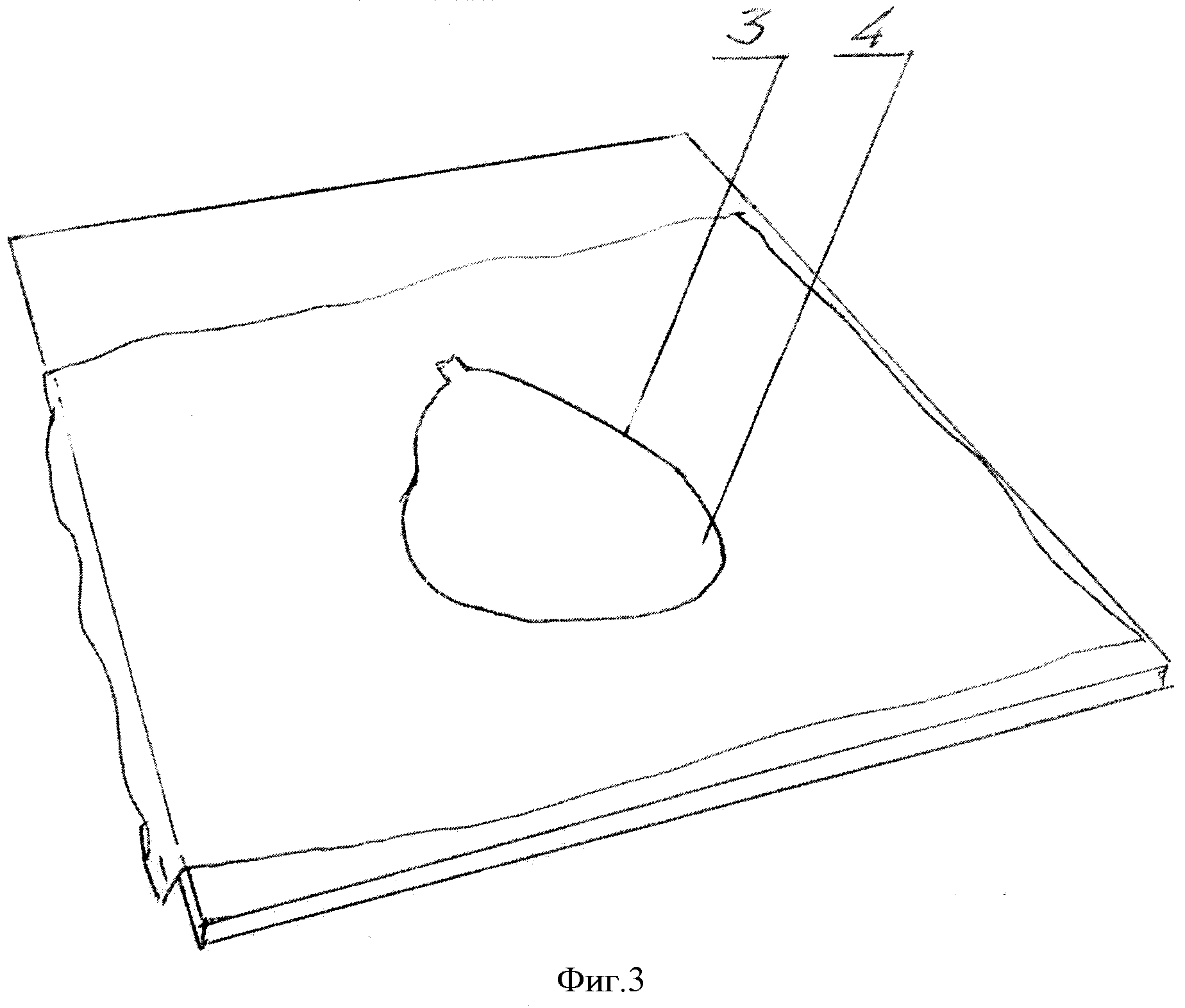
Изобретения поясняются чертежом, где на фиг. 1 изображены сложенные части пленки, подготовленные для сварки; на фиг. 2 показана матрица и пуансон; на фиг. 3 дан вид пленки с контуром пленочной оболочки экзопротеза; на фиг. 4 показано заполнение пленочной оболочки экзопротеза наполнителем; на фиг. 5 - размещение заполненной пленочной оболочки в матрице, на фиг. 6 - фиксация пленочной оболочки на матрице посредством колец-хомутов с прокладками, на фиг. 7 и 8 - варианты выполнения экзопротеза молочной железы, на фиг. 9 и 10 - продольные сечения вариантов выполнения экзопротеза, показанных на фиг. 7 и 8, и на фиг. 11 и 12 - варианты выполнения экзопротеза молочной железы наиболее распространенных форм.
Для изготовления экзопротеза 1 предлагаемым способом заполняют наполнителем 2 сваренную по контуру 3 пленочную оболочку 4, которую затем размещают в матрице 5 с пуансоном 6. Перед заполнением сваренной по контуру 3 пленочной оболочки 4 проводят подготовку смеси наполнителя 2 путем перемешивания как минимум двух компонентов наполнителя 2 с последующей дегазацией смеси до полного удаления воздуха или проводят подготовку смеси наполнителя 2 путем загрузки как минимум двух его компонентов в отдельные реакторы смесительно-дозирующей установки с последующим перемешиванием компонентов и дегазацией смеси до полного удаления воздуха и последующей дозированной подачи смеси в пленочную оболочку 4 в объеме, соответствующем типоразмеру экзопротеза 1. Затем заполненную пленочную оболочку 4 подвешивают для выхода остаточного воздуха или удаляют воздух выглаживанием, заваривают заливочные отверстия и фиксируют пленочную оболочку 4 в матрице 5, на которую устанавливают пуансон 6. Матрицу 5 с закрепленным пуансоном 6 помещают в термошкаф для вулканизации смеси наполнителя 2 при температуре от 75 до 200°C, а после вулканизации матрицу 5 охлаждают на воздухе или в холодильном шкафу до температуры 25-30°C. В частных случаях выполнения способа пленочную оболочку 4 фиксируют в матрице 5 посредством колец или посредством колец-хомутов 7 с прокладками 8.
Дегазацию смеси наполнителя 2 осуществляют в герметичной емкости путем подсоединения к ней вакуумной магистрали и полного удаления воздуха. Затем вакуумную магистраль отключают, подключают магистраль сжатого воздуха и создают в емкости избыточное давление. Подача наполнителя 2 в пленочную оболочку происходит самотеком, а скорость подачи наполнителя 2 регулируют давлением и/или изменением диаметра сечения магистрали 9. Перед соединением листов пленочной оболочки 4 один лист пленки маркируют штампами вручную или на установке тампонной печати с применением клише. После маркировки и просыхания листы складируют или подвешивают на стендах-вешалках по типоразмерам протезов. Листы пленочной оболочки 4 соединяют сваркой электродом, повторяющей конфигурацию протеза, или тепловой сваркой, или сваркой токами высокой частоты, или ультразвуковой сваркой. Сварочный шов выполняют с шириной от 2 до 7 мм. Контроль сварочного шва осуществляют визуально или при помощи светоскопа, или подачей воздуха в сваренную пленочную оболочку. Пленочную оболочку 4 выполняют из пленки на основе сополимер уретана или полиуретана, например Platilon или Pharetra или Swissfilm. Подготовку смеси наполнителя 2 проводят путем загрузки как минимум двух его компонентов в пропорциях 1:1 или 1:1,1, или 1:1,2 или 10:1.
Изготовленный, таким образом, экзопротез 1 содержит пленочную оболочку 4 с наполнителем 2, который состоит как минимум из двух компонентов, причем один компонент включает вулканизирующую составляющую, а другой компонент включает сшивающий агент.
В частных случаях выполнения экзопротез молочной железы 1 содержит наполнитель 2, который включает красящую базу и средство крепления для установки на тело, которое может быть выполнено в виде липкого слоя 11.
Примеры применения экзопротеза:
- пациентка 53 лет, после левосторонней ампутации (мастэктомии) молочной железы. Выбраны жировые и мышечные ткани под ключицей и подмышкой. Вследствие врачебного осмотра дефицита тканей и необходимости их восполнения из всего ассортимента выпускаемых протезов грудных желез наиболее целесообразно при данном виде ампутации использовать протез груди асимметричный, соответствующей модели и размера, сторона левая. Размер подобран путем замера обхвата женщины по выступающей части груди и размера обхвата под грудью. Протез косметически полностью восполняет утраченный орган;
- пациентка 39 лет, после секторальной резекции левой грудной железы. Выбран верхний квадрант грудной железы. Рекомендован протез груди, соответствующей модели и размера, сторона левая. Подобранный экзопротез по геометрическим характеристикам полностью скрывает и восполняет утраченную часть груди.
Ортопедическая стелька
Способ изготовления экзопротеза молочной железы, экзопротез молочной железы и применение экзопротеза молочной железы для замещения дефицита грудных тканей в послеоперационном периоде и для их имитации
Способ изготовления экзопротеза молочной железы, экзопротез молочной железы и применение экзопротеза молочной железы для замещения дефицита грудных тканей в послеоперационном периоде и для их имитации
Искусственная стопа
Искусственная стопа
Искусственная стопа
Искусственная стопа
Искусственная стопа
Ортопедическая стелька
Способ изготовления экзопротеза молочной железы, экзопротез молочной железы и применение экзопротеза молочной железы для замещения дефицита грудных тканей в послеоперационном периоде и для их имитации
Способ изготовления экзопротеза молочной железы, экзопротез молочной железы и применение экзопротеза молочной железы для замещения дефицита грудных тканей в послеоперационном периоде и для их имитации
Искусственная стопа
Искусственная стопа
Искусственная стопа

