Результат интеллектуальной деятельности: СПОСОБ ГИБКИ ТРУБ С ОБРАЗОВАНИЕМ КОЛЕН ПОВТОРЯЮЩЕЙСЯ ФОРМЫ
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении для гибки длинномерных труб с постоянной площадью проходного сечения.
Известен способ гибки труб, когда исходную трубу с диаметром, меньшим диаметра получаемого изделия, изгибают на радиус, больший радиуса кривизны получаемого изделия, после чего раздают методом пневмотермической формовки в разъемном штампе (а.с. №633635, В21С 37/15).
Также известен способ гибки труб, который включает предварительное сплющивание трубной заготовки, гибку сплющенного участка и раздачу внутренним давлением. Сплющивание проводят до получения зазора между параллельными стенками не более 1,5 толщины стенки трубы. По краям оставляют закругленные участки с внутренним радиусом, составляющим 5…10 толщин стенки трубы (патент РФ №1492558, В21С 9/00).
Недостатком этих способов является гофрообразование заготовки на внутреннем радиусе крутоизогнутой части трубы, особенно тонкостенной с постоянной площадью проходного сечения, что снижает качество получаемых деталей.
Задачей предлагаемого способа является повышение качества деталей путем предотвращения потери устойчивости в крутоизогнутой части трубы с сохранением площади проходного сечения независимо от длины трубы и местоположения изгибаемого участка.
Задача решается тем, что в способе гибки труб с образованием колен повторяющейся формы, включающем предварительное сплющивание трубной заготовки, гибку сплющенного участка и его раздачу внутренним давлением, сплющенный участок образуют в месте расположения предполагаемого колена и помещают в жесткую матрицу с крутоизогнутым каналом, при помощи которого на сплющенном участке образуют сначала внутренний радиус крутоизогнутой части трубы, а затем исходный диаметр путем раздачи сплющенного участка внутренним давлением в предварительно нагретой матрице.
Кроме того, поставленная задача решается тем, что:
- перед сплющиванием внутрь трубной заготовки помещают наполнитель;
- в качестве трубной заготовки выбирают сварную трубу, сварной шов которой располагают со стороны внутреннего радиуса крутоизогнутой части;
- наполнитель выполняют из бумаги в виде технологической трубы, которая имеет толщину стенки не менее толщины стенки трубной заготовки.
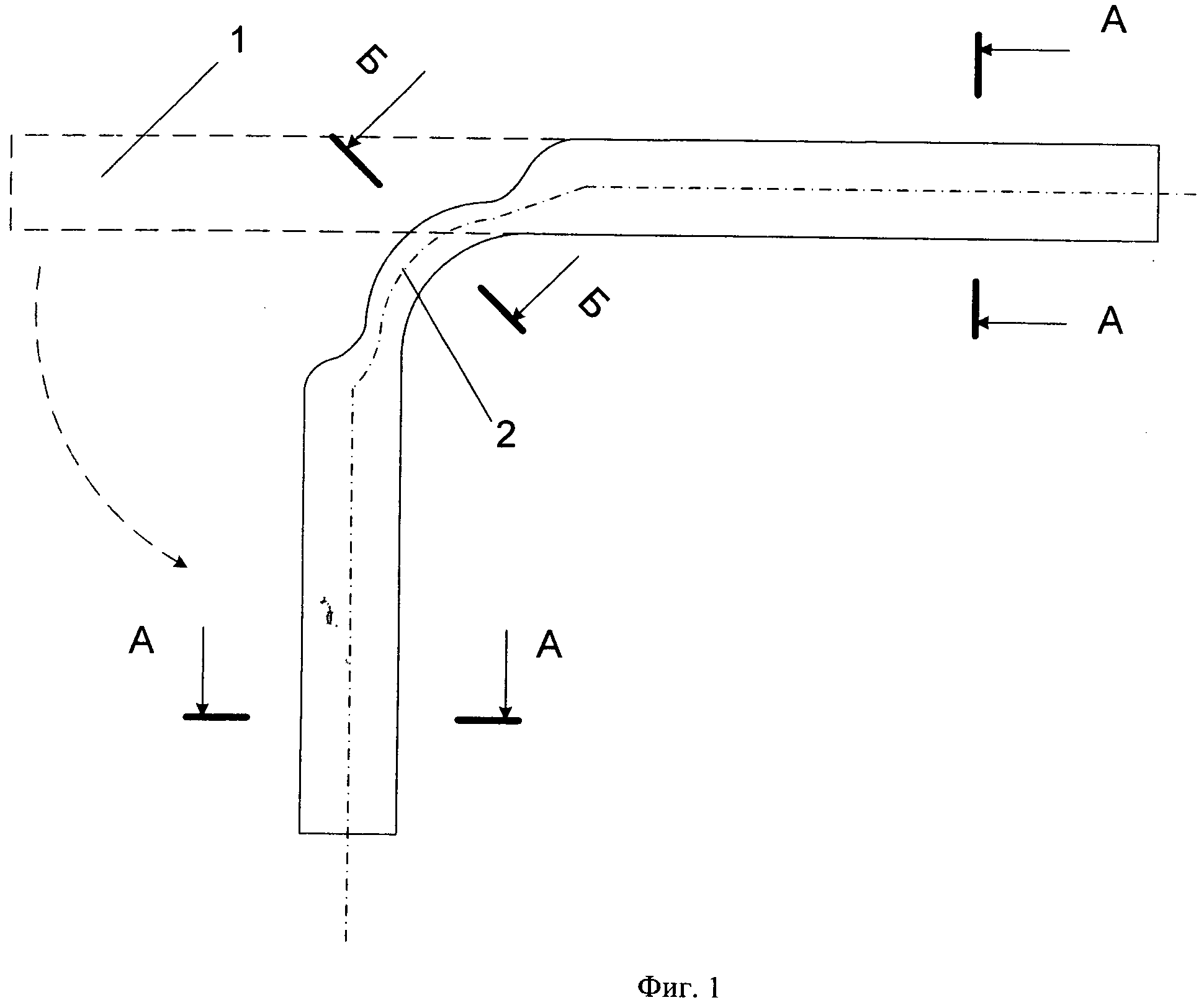
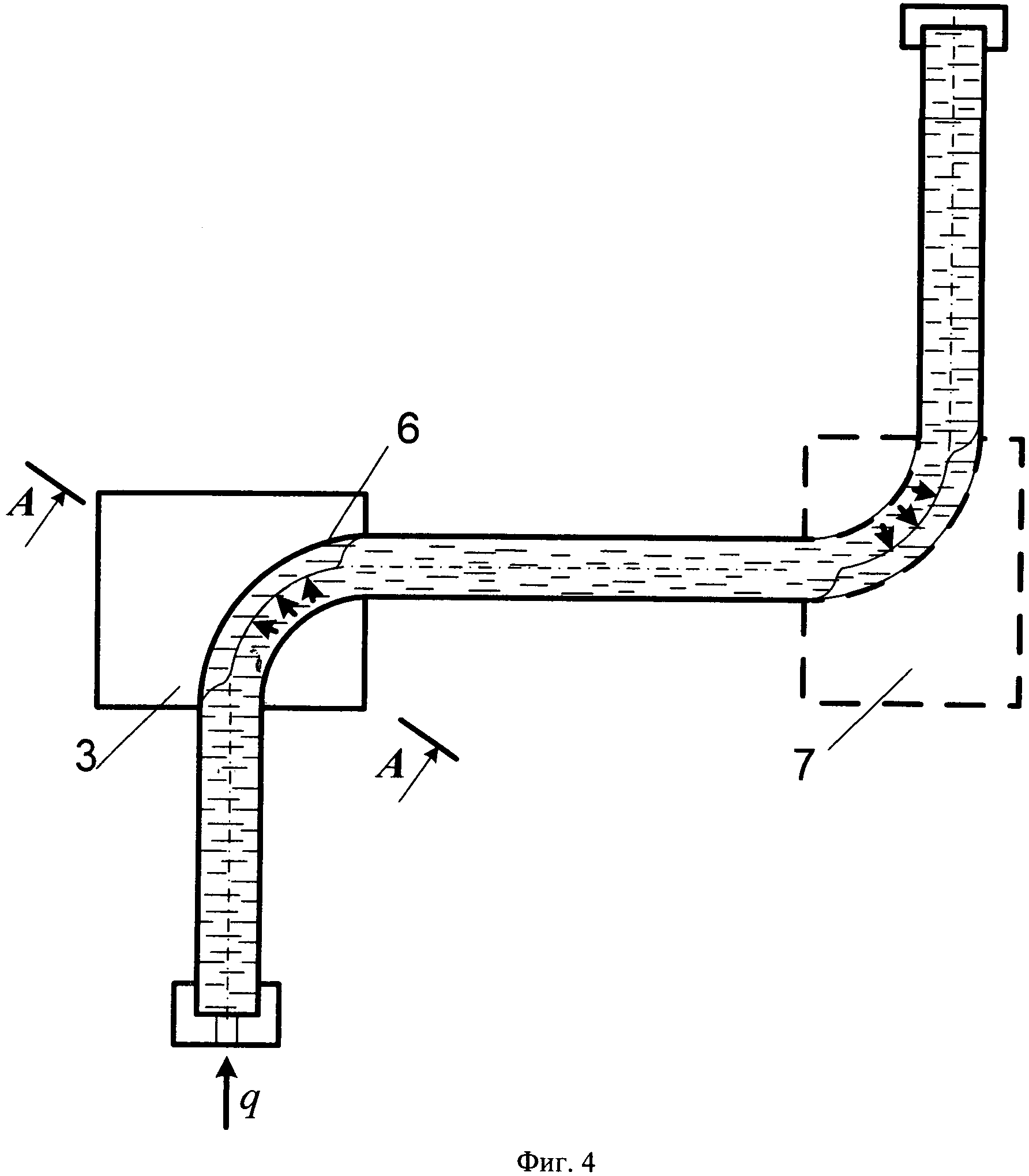
Сущность изобретения поясняется графическим материалом: фиг.1 - этап предварительной гибки прямолинейной трубы в поперечном и продольном направлениях, фиг.2 - сечение А-А фиг.1, фиг.3 - сечение Б-Б фиг.1, фиг.4 - этап окончательного формообразования трубы внутренним давлением по жесткой матрице, фиг.5 - сечение В-В фиг.4.
Способ гибки труб с образованием колен повторяющейся формы заключается в следующем.
На этапе предварительной гибки исходную прямолинейную трубу 1 расплющивают и изгибают в зоне предполагаемого гиба 2 по жесткому пуансону в поперечном и продольном направлениях за один или два перехода так, чтобы обеспечить получение половины крутоизогнутой части трубы внутреннего радиуса с требуемыми параметрами R и r (фиг.1-3, 5). Сплющивание трубы дает возможность уменьшить внутренний радиус изгиба этого участка в несколько раз по сравнению с изгибом недеформированной трубы.
От профиля сечения трубы в зоне изгиба (фиг.3) и его дальнейшего расположения в жесткой матрице 3 будет зависеть распределение толщины стенки получаемого изделия. Чем ближе к внутреннему радиусу матрицы располагается заготовка 2, тем меньше вероятность образования гофров в процессе окончательного формообразования.
На этапе окончательного формообразования, на котором производится раздача-формовка заготовки, предварительно изогнутую трубу 2 помещают в полость матрицы 3, состоящей из полуматриц 4, 5 и имеющей криволинейный канал 6, так, чтобы внутренний радиус заготовки 2 совпадал с внутренним радиусом канала 6 матрицы 3. Окончательное формообразование осуществляют внутренним давлением q по жесткой матрице 3, восстанавливая исходный диаметр трубы.
При необходимости можно получить несколько крутоизогнутых элементов на одной трубе. Для этого изгиб заготовки производится в необходимых местах путем установки дополнительной разъемной матрицы 7, после чего осуществляется окончательное формообразование с нагревом заготовки в зоне деформации (фиг.4 и 5).
Сплющивание и предварительный изгиб трубы в поперечном и продольном направлениях осуществляют с наполнителем 8 для предотвращения трещин и гофров на внутреннем и внешнем радиусах изгиба. Форма жесткого пуансона имеет геометрические параметры R и r и соответствует форме половины крутоизогнутой части трубы внутреннего радиуса. Изгиб по жесткому пуансону осуществляется резиной за один или несколько переходов, возможно производить изгиб нагретой заготовки.
Наполнитель 8 может быть выполнен из бумаги скрученным в форме трубы, имеющей толщину не менее толщины стенки исходной заготовки 1, что позволит предотвратить появление трещин на боковых поверхностях трубы при сплющивании, а также на внешнем радиусе при изгибе в продольном и поперечном направлениях. Кроме того, применение наполнителя позволяет избежать появления гофров и складок на внутреннем радиусе при изгибе.
При необходимости гибки труб с продольным сварным швом, например в случае отсутствия цельнотянутой трубной заготовки требуемого типоразмера, сварной шов трубы при гибке располагают со стороны внутреннего радиуса крутоизогнутой части. Такое осуществление способа позволяет в процессе деформирования заготовки уменьшить величину растягивающих напряжений в зоне продольного сварного шва, что позволит снизить вероятность возникновения в ней трещин при раздаче заготовки внутренним давлением, так как известно, что максимальные растягивающие напряжения и соответствующее максимальное утонение заготовки наблюдается на внешнем радиусе изгиба трубы.
Способ гибки труб с образованием колен повторяющейся формы был опробован при гибке труб из материала АМг6М ⌀30 мм с толщиной стенки 1,5-1,6 мм и длиной 1 м. На этапе предварительной гибки производилось сплющивание трубной заготовки с наполнителем толщиной 1,6 мм вплоть до смыкания стенок наполнителя и ее изгиб в продольном направлении на угол 90° по жесткому пуансону до получения внутреннего радиуса изгиба с параметрами R=35 мм и r=16 мм. На этапе окончательного формообразования заготовка устанавливалась в разъемную матрицу, и получение крутоизогнутой части трубы исходного диаметра осуществлялось внутренним давлением по жесткой матрице. Окончательное формообразование производилось с нагревом трубы до 400°С от предварительно нагретой матрицы. На торцевые участки трубы устанавливались заглушки, через одну из которых подводился воздух под давлением от баллона. Давление для осуществления формообразования составило 15-20 атм.
Матрица имела следующие размеры: внутренний радиус канала 35 мм, внешний радиус канала 67 мм, радиус криволинейного канала матрицы 16 мм. После окончательного формоизменения диаметр трубы в крутоизогнутом сечении составил 32 мм, а радиус изгиба трубы соответствовал контуру канала матрицы. Наименьшая толщина получена на внешнем радиусе в наиболее растянутой зоне (1,09 мм), а наибольшая толщина на внутреннем радиусе в сжатой зоне (1,57 мм). На прямолинейных участках трубы в зонах сопряжения с криволинейным участком разнотолщинность по сечению не превышала 20%. Дефекты в виде гофров и складок не наблюдались.
Описанным образом способ был опробован при гибке труб со сварным швом из листового материала АМг6М ⌀30×1,5 мм длиной 1 м. После окончательного формоизменения диаметр трубы в крутоизогнутом сечении соответствовал радиусу канала матрицы, а радиус изгиба трубы соответствовал криволинейному контуру канала матрицы. Распределение толщин получаемой трубы аналогично распределению, полученному при формообразовании цельных трубных заготовок.
Предлагаемый способ гибки труб с образованием колен повторяющейся формы обеспечит повышение качества получаемой детали путем предотвращения потери устойчивости заготовки.



Способ изготовления полых многослойных деталей с отводами
Кран шаровой
Устройство для защиты разъемов коммуникаций от воздействия внешней среды
Система подачи и сброса сжатого газа с резервированием исполнительных элементов
Устройство отвода коммуникаций с разъемным соединением
Способ монтажа и демонтажа ветросиловой энергетической установки и подъемный механизм для осуществления этого способа
Многослойное изделие и способ его изготовления (варианты)
Ракета космического назначения (варианты)
Клеевая композиция (ее варианты)
Модульная конструкция космического аппарата
Устройство для гидроштамповки полых деталей из трубных заготовок
Способ изготовления бесшовных гофрированных конусов из листовой заготовки и устройство для осуществления этого способа
Способ измерения резонансной частоты стенда, имитирующего инерционную нагрузку и упругость узлов крепления привода в изделии
Устройство для гидравлической штамповки полых деталей с отводами из трубных заготовок
Пневматическая система нагружения выходного звена гидропривода
Спутниковый акселерометр

