Результат интеллектуальной деятельности: ТРУБНОЕ СОЕДИНЕНИЕ С КЛИНОВИДНОЙ РЕЗЬБОЙ С ПОВЕРХНОСТНЫМ ПОКРЫТИЕМ
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Настоящее изобретение относится, главным образом, к резьбовым соединениям, имеющим клиновидную резьбу. Более конкретно, изобретение относятся к клиновидной резьбе, на которую нанесено улучшенное поверхностное покрытие, и к способам нанесения такого поверхностного покрытия.
Уровень техники
Соединения обсадных труб, хвостовики и другие трубные изделия нефтепромыслового сортамента часто применяются при бурении, заканчивании и эксплуатации скважины. Например, обсадные соединения могут устанавливаться в ствол скважины для стабилизации и защиты пластов от высоких давлений со стороны ствола (например, от давлений, превышающих пластовое давление), которое, в противном случае, может, повредить пласты. Обсадные соединения - это секции труб (например, из стали или титана), которые могут быть соединены конец к концу с помощью резьбовых, сварных или любых других видов соединений, известных из уровня техники. В связи с этим соединения обычно выполняют таким образом, чтобы образовывалось хотя бы одно уплотнение между внутренней частью стыкуемых обсадных труб и кольцевым пространством, образуемым между внешними стенками обсадных труб и внутренними стенками ствола скважины (то есть пласта). Уплотнение может быть эластомерным (например, кольцевое уплотнение), резьбовым уплотнением, уплотнением «металл-металл» или любым другим уплотнением, известным специалисту в данной области техники.
Необходимо понимать, что в данном документе использованы определенные термины, которые являются понятными и очевидными, в частности, применительно к ситуации, когда трубные резьбовые соединения соединяют в вертикальном положении вдоль их центральной оси, например, при создании колонны труб для спуска в скважину. Обычно в трубных резьбовых соединениях типа «ниппель-муфта» охватываемый элемент с наружной резьбой обозначен как «ниппель», а охватывающий элемент с внутренней резьбой обозначен как «муфта». В данном документе термин «сборка» относится к помещению ниппеля в муфту и свинчиванию одного этих элементов друг с другом с помощью вращающего момента. Также термин «подобранная сборка» относится к свинчиванию муфты и ниппеля с использованием необходимого крутящего момента или на основе взаимного расположения (осевого или углового) ниппеля и муфты. Также под термином «торец муфты» понимается конец охватывающего элемента, направленный наружу от резьбы, а под термином «торец ниппеля» - конец охватываемого элемента, направленный наружу от резьбы соединения. Таким образом, после сборки соединения торец ниппеля состыкован с муфтой или вставлен внутрь и проходит за торец муфты.
Говоря о форме резьбы, термин «опорная сторона» определяет поверхность боковой стенки профиля резьбы, направленную от внешнего конца соответствующего ниппеля или муфты, на котором нарезана резьба, и выдерживает нагрузку (например, усилие натяга), вызванную весом нижнего трубного элемента, установленного в скважине. Аналогичным образом термин «закладная сторона» обозначает поверхность боковой стенки резьбы, направленную к внешнему концу соответствующего ниппеля или муфты, и выдерживает нагрузку, прижимающую элементы соединения друг к другу, например вес верхнего трубного элемента во время начальной сборки соединения, или силы, прилагаемой для вставки нижнего трубного элемента в дно ствола скважины (то есть сжимающее усилие).
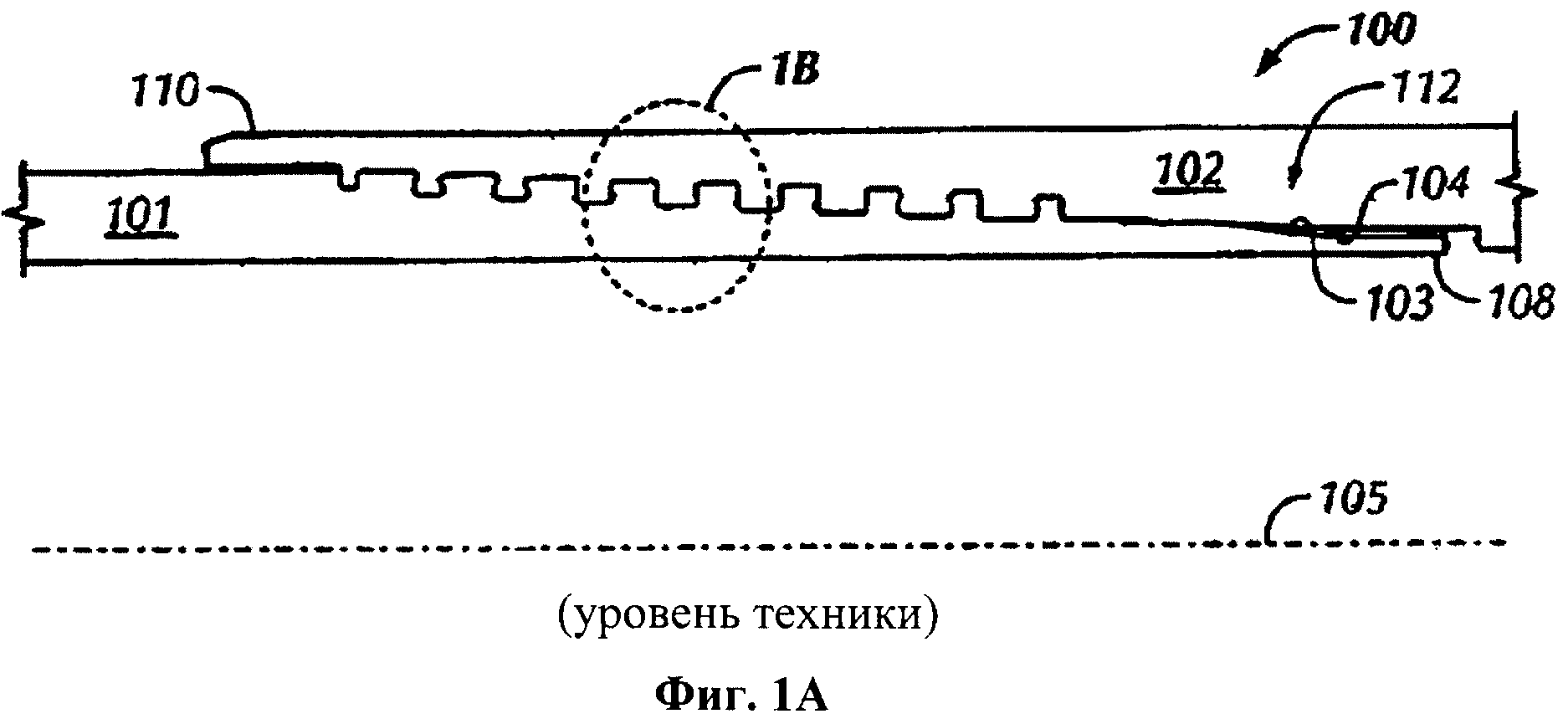
Один тип обычно используемого резьбового соединения в трубах нефтяного сортамента известен как «клиновидная резьба». На фиг.1А и 1В изображено известное из уровня техники трубное соединение 100 с клиновидной резьбой. В данном документе «клиновидной резьбой» называется резьба, независимо от конкретной ее формы, ширина витков которой (то есть осевое расстояние между опорными сторонами 225 и 226 и закладными сторонами 232 и 231) увеличивается в противоположных направлениях на ниппеле 101 и муфте 102. Скорость, с которой ширина витка изменяется вдоль соединения, обозначается переменной, известной как «степень клиновидности» («wedge ratio»). В данном документе «степень клиновидности», хотя технически это и не степень, относится к разности шагов витков на закладной и опорной сторонах, из-за чего ширина витка резьбы изменяется вдоль соединения. Более того, в данном документе «шаг» резьбы относится к расстоянию между соседними нитями резьбы. Например, «шаг закладной стороны» - это расстояние между закладными сторонами последовательных витков резьбы вдоль осевой длины соединения. Подробное обсуждение степеней клиновидности приведено в патенте США №6206436, выданном Маллису, переуступленном компании «Hydril Company» и включенном в данный документ посредством ссылки. Более того, клиновидные резьбы раскрываются в патенте США №RE 30647, выданном Блоузу, патенте США № RE 34467, выданном Ривесу, патенте США №4703954, выданном Ортлоффу, и патенте США №5454605, выданном Мотту, переуступленных компании «Hydril Company» и включенных в данный документ посредством ссылок.
На Фиг.1А и 1В вершина 222 резьбы ниппеля в клиновидном резьбовом соединении сужается в направлении дальнего конца 108 ниппеля 101, а вершина 291 резьбы муфты является широкой. В направлении вдоль оси 105 (справа налево) вершина 222 резьбы ниппеля расширяется, а вершина 291 резьбы муфты сужается по мере приближения к дальнему концу 110 муфты 102. Как показано на Фиг.1А, резьбовые поверхности являются коническими, то есть виток 106 резьбы ниппеля увеличивается в диаметре от начала к концу, а виток 107 резьбы муфты соответственно уменьшается согласованным образом. Наличие конусности резьбы может облегчить посадку ниппеля 101 в муфту 102 и обеспечивает распределение напряжений в соединении.
В общем случае резьбовые уплотнения сложно получить для резьбы неклиновидной формы (например, свободных резьб). Однако формы профиля резьбы, которые не могут образовать клиновидное уплотнение в свободной конфигурации, могут образовывать резьбовые уплотнения при использовании в клиновидной конфигурации. Специалистам данной области понятно, что так как клиновидная резьба не требует определенного типа геометрии витков, могут использоваться различные формы резьб. Один из примеров подходящей формы резьбы - соединение в форме половины ласточкиного хвоста, раскрываемое в патенте США №5360239, выданном Клементичу, включенном в данный документ посредством ссылки. Другая форма резьбы включает в себя многогранную закладную или опорную сторону, как раскрыто в патенте США №6772706, выданном Черчу, включенном в данный документ посредством ссылки. Все указанные выше формы резьбы считаются «зацепленными» в том смысле, что хотя бы часть соответствующих опорных сторон и/или соответствующих закладных сторон перекрываются в осевом направлении.
На Фиг.1А и 1B в клиновидной резьбе уплотнение резьбы может быть выполнено за счет контактного давления, создаваемого взаимодействием, возникающим при сборке хотя бы на участке соединения 100 между опорной стороной 226 ниппеля и опорной стороной 225 муфты, а также между стыковочной стороной 232 ниппеля и стыковочной стороной 231 муфты. Непосредственная близость или взаимодействие между впадинами 292 и 221 и вершинами 222 и 291 создают резьбовое уплотнение при приближении к пересечению с такой боковой стороной. В общем случае более высокие значения давления могут выдерживаться при увеличении зацепления между впадинами и вершинами («зацепление впадина/вершина») на ниппеле 101 и муфте 102 или при увеличении упомянутого зацепления сторон.
Хотя существуют различные клиновидные резьбовые соединения с неподвижными упорами (например, описанные в упомянутом патенте Клементича), у клиновидных резьб обычно нет неподвижных упоров, таким образом, их сборка становится «неограниченной», в результате относительное положение ниппеля и муфты может изменяться во время сборки для применения необходимого диапазона крутящих моментов по сравнению с соединениями, имеющими неподвижный упор. Для клиновидных резьб, которые должны иметь зацепление боковых сторон и зацепление впадин/вершин при осуществлении подобранной сборки, соединение должно быть таким, чтобы зацепление боковых сторон и зацепление впадин/вершин увеличивались бы при сборке (то есть увеличение крутящего момента приводит к увеличению зацепления боковых сторон и зацепления впадин/вершин). Для конусной клиновидной резьбы, имеющей зазор между впадиной и вершиной, этот зазор будет уменьшаться при сборке соединения.
Независимо от конструкции клиновидной резьбы, во время сборки соответствующие боковые стороны приближаются друг к другу (то есть уменьшается зазор или увеличивается зацепление). Неограниченная сборка позволяет увеличить зацепление боковых сторон и зацепление впадин/вершин за счет увеличения крутящего момента, прилагаемого к соединению. Таким образом, клиновидная резьба может обеспечить способность выдерживать большее давление газа и/или жидкости разработкой соединения, имеющего увеличенное зацепление боковых сторон и/или зацепление впадин/вершин, либо за счет увеличения крутящего момента, необходимого для сборки соединения. Однако увеличенное зацепление и крутящий момент сборки может увеличить напряжение на соединении во время сборки, которое может привести к преждевременному разрушению соединения.
Более того, как показано, соединение 100 включает в себя уплотнение 112 «металл-металл», создаваемое при контакте между соответствующими уплотняющими поверхностями 103 и 104, расположенными на ниппеле 101 и муфте 102 соответственно. Уплотнение 112 «металл-металл» обеспечивает дополнительную степень целостности (то есть когда уплотнение клиновидной резьбы является недостаточным) резьбового соединения 100, и особенно полезно там, где соединение 100 предназначено для удержания газов, находящихся под высоким давлением. При этом уплотнение 112 «металл-металл» показано расположенным вблизи дальнего конца 108 ниппеля 102, специалистам в данной области понятно, что уплотнение 112 «металл-металл» может быть расположено в любом месте соединения 100, включая, без ограничения, область рядом с дальним концом 110 муфты 102.
В определенных случаях, на поверхность резьбы соединения может быть нанесен один или более слой «сухого» покрытия, предназначенного для различных целей, например для улучшения характеристик уплотнения резьбового соединения, сопротивления истиранию резьбы и обеспечения коррозийной устойчивости. Поверхностное покрытие может быть названо сухим, потому что оно постоянным образом прикрепляется к резьбе, а не наносится в виде жидкой смазки. Например, публикация США №2009/0033087 на имя заявителя раскрывает резьбовое соединение, имеющее свободную резьбу и поверхностное покрытие, нанесенное в несколько слоев. Однако клиновидная резьба создает новые трудности в отношении поверхностных покрытий из-за сложных характеристик резьбы с большим допуском. Соответственно, существует необходимость в сухом поверхностном покрытии для клиновидных резьбовых поверхностей, которое имеет лучшие значения характеристик покрытий, наносимых на свободную резьбу.
Раскрытие изобретения
В одном аспекте представленные варианты выполнения относятся к резьбовому соединению для труб, содержащему охватываемый элемент и охватывающий элемент (ниппель и муфту), причем ниппель имеет наружную резьбу, соответствующую форме внутренней резьбы муфты, форма внутренней резьбы и наружной резьбы имеют, в основном, профиль в виде ласточкиного хвоста с опорными и закладными сторонами и плоскими впадинами и вершинами, причем витки внутренней резьбы расширяются в одном направлении на муфте, а витки наружной резьбы расширяются в обратном направлении на ниппеле, таким образом, что впадины, вершины и боковые стороны резьбы двигаются вместе и образуют уплотнения, препятствующие вытеканию сквозь них потока текучей среды. Резьбовое соединение дополнительно содержит фторполимерное покрытие, нанесенное на отдельные участки внутренней и наружной резьбы, и смоляное покрытие, используемое на участках внутренней и наружной резьбы, на которых отсутствует фторполимерное покрытие, причем фторполимерное покрытие и смоляное покрытие должны образовывать слой равномерной толщины на всей поверхности внутренней и наружной резьбы.
В других аспектах представленные варианты выполнения относятся к способу улучшения качества резьбовых поверхностей трубных соединений, который включает в себя обеспечение ниппеля, имеющего наружную клиновидную резьбу, и муфты, имеющей внутреннюю клиновидную резьбу, совместимую с наружной клиновидной резьбой на ниппеле, обработку всей поверхности внутренней и наружной клиновидной резьбы нанесением на отдельные участки внутренней и наружной резьбы фторполимерного покрытия, а также последующим нанесением смоляного покрытия на всю резьбовую поверхность внутренней и наружной резьбы, причем смоляное покрытие имеет свойство сцепляться с теми участками, на которых отсутствует фторполимерное покрытие.
Другие аспекты и преимущества изобретения поясняются следующим описанием и прилагаемой формулы изобретения.
Краткое описание чертежей
На Фиг.1А и 1В показаны поперечные сечения известного из уровня техники трубного соединения, имеющего клиновидную резьбу.
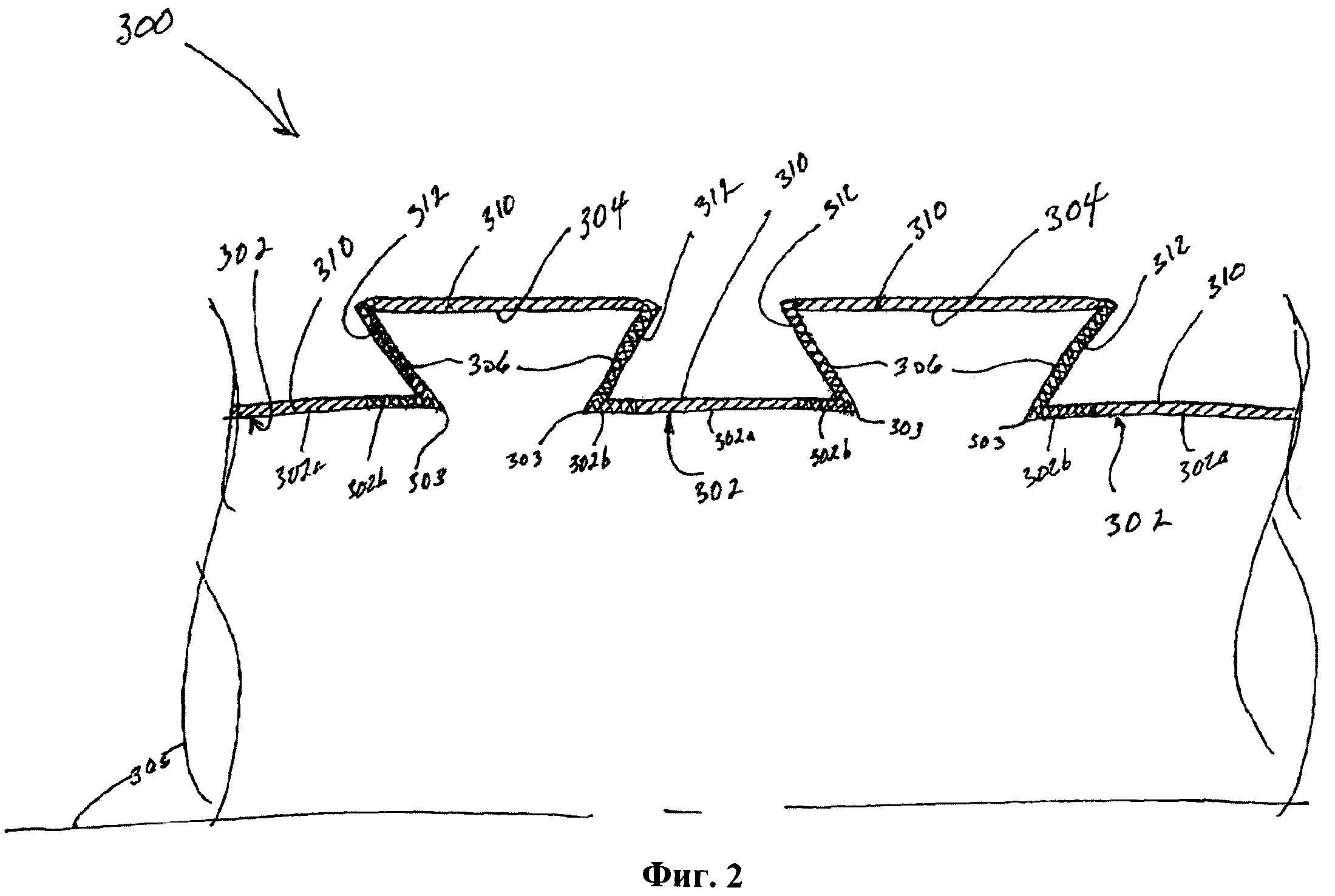
На Фиг.2 показано поперечное сечение клиновидной резьбы, имеющей слой поверхностного покрытия в соответствии с настоящим изобретением.
Осуществление изобретения
В одном аспекте настоящее изобретение относится к поверхностному покрытию, нанесенному на клиновидную резьбу, и соответствующим способам нанесения на клиновидную резьбу поверхностного покрытия. На Фиг.2 представлен поперечный разрез клиновидной резьбы, имеющей поверхностное покрытие 300 в соответствии с настоящим изобретением. Поверхностное покрытие 300 включает в себя первое покрытие 310 и второе покрытие 312, которые вместе образуют единый равномерный слой 300, покрывающий всю поверхность профиля резьбы. На Фиг.2 показано поверхностное покрытие 300, нанесенное на резьбу ниппеля, но необходимо понимать, что поверхностное покрытие 300 может быть нанесено на резьбу и ниппеля, и муфты, либо только на резьбу ниппеля, либо только на резьбу муфты. В некоторых вариантах поверхностное покрытие 300 может быть нанесено на муфту, а другое устойчивое к коррозии покрытие и/или смазка - на ниппель.
Согласно настоящему изобретению, для полного заполнения всей поверхности покрытием 300 в виде единого равномерного слоя может потребоваться нанесение покрытия в несколько этапов. Способ нанесения в соответствии с настоящим изобретением может быть выполнен следующими образом. Изначально для подготовки поверхности резьбы к последующему нанесению слоев покрытия по всей поверхности резьбы может быть произведена предварительная обработка поверхности (химическая или механическая, не показано на Фиг.2). Химическая обработка может быть подготовительной для резьбовых поверхностей и может не иметь существенной толщины. Химическое покрытие может включать в себя, без ограничения, фосфатное покрытие, оксалатное покрытие и боратное покрытие. Химическое покрытие создает основу на поверхностях резьбы для обеспечения максимального закрепления последующих слоев покрытия на резьбовых поверхностях и для предотвращения истирания и коррозии резьбовых поверхностей. Например, может потребоваться, чтобы после нанесения химического покрытия характер и шероховатость поверхности имели определенные значения, чтобы обеспечить необходимое сцепление с резьбовыми поверхностями последующих слоев покрытия. Механическая обработка может включать в себя пескоструйную обработку или другие виды абразивной обработки. В определенных вариантах выполнения средняя шероховатость поверхности (Ra) может находиться в пределах от 2,0 до 6,0 микрометров. В других вариантах выполнения средняя шероховатость поверхности может находиться в пределах от 2,0 до 4,0 микрометров.
После обработки поверхности на резьбовые поверхности может быть нанесено первое покрытие 310. Первое покрытие 310 может быть нанесено по всей длине изделия с помощью растворителя, который снижает вязкость смеси до величины, пригодной для нанесения (разбавляет смесь таким образом, чтобы ее было легче наносить на резьбовые поверхности). Стандартные органические растворители, которые могут быть использованы в наносимой смеси, включают в себя, без ограничения перечисленным, 2-метокси-1-метил-этилацетат, ксилен, ацетон, тетрагидрофуран, метилэтилкетон, этилацетат, пропилацетат, бутилацетат, изобутилацетат, метилизобутилкетон, метиламилацетат, диизобутилкетон, ацетат монометилового эфира этиленгликоля, моноэтиловый эфир этиленгликоля, а также смеси указанных выше веществ. После нанесения первого покрытия 310 на резьбовые поверхности растворитель обычно испаряется из смеси, оставляя первое покрытие 310 в виде слоя на резьбовых поверхностях.
Первое покрытие 310 может быть нанесено на определенные участки резьбовых поверхностей, а именно поверхности 304 вершин резьбы и по существу центральные области 302А поверхностей 302 впадин резьбы. Первое покрытие 310 может быть нанесено только на по существу центральные области поверхностей 302 впадин резьбы в зависимости от метода нанесения первого покрытия 310 и ограничений, связанных со структурой клиновидной резьбы. Первое покрытие 310 может, в основном, наносится в радиальном направлении на нити резьбы (например, в направлении, по существу перпендикулярном центральной оси 305). Может быть применено радиальное направление, поскольку оно способствует более однородному распределению на поверхности впадин, что требует меньшего количества проходов для нанесения последовательных покрытий.
В результате применения такого конкретного способа нанесения структура профиля резьбы может наложить ограничения, касающиеся участков резьбы, на которые может быть нанесено первое покрытие 310. Как было описано ранее, клиновидная резьба может быть охарактеризована, в определенных вариантах выполнения, как зацепленная резьба или резьба "ласточкин хвост". Как показано на Фиг.2, резьба типа "ласточкин хвост" может иметь меньшую осевую ширину рядом с впадиной 302 и большую осевую ширину рядом с вершиной 304. Таким образом, часть или участок впадины 302 перекрывается или накрывается соседними вершинами 304. По существу центральные области впадин 302 обозначены позициями 302А на Фиг.2, а перекрывающие участки обозначены позицией 302В. Следовательно, первое покрытие 310 может быть нанесено только на по существу центральные области 302А впадин 302 и на всю поверхность резьбовых вершин 304. Первое покрытие 310 может характеризоваться низким трением и низким поверхностным напряжением (то есть следующие слои могут плохо закрепляться на первом покрытии). Низкие значения коэффициента трения по изобретению могут быть менее примерно 0,08. В других вариантах выполнения коэффициент трения может составлять менее 0,04. Низкое поверхностное напряжение первого слоя 310 может быть полезным для нанесения второго слоя покрытия, описанного далее.
Второе покрытие 312 может быть нанесено после первого покрытия 310 на всю поверхность резьбы методом заливки, распыления или нанесения щеткой. Однако благодаря низкому поверхностному напряжению первого покрытия второе покрытие 312 может отталкиваться первым покрытием 310 и перемещаться на непокрытые участки резьбы. Второе покрытие 312 может быть практически полностью оттолкнуто от первого покрытия 310 из-за разницы поверхностной энергии между покрытиями; поверхностная энергия второго покрытия может быть выше, чем поверхностная энергия первого покрытия. В определенных вариантах выполнения второе покрытие может иметь поверхностную энергию, по крайней мере вдвое превышающую энергию первого покрытия. Низкие значения поверхностной энергии в соответствии с изобретением могут быть меньше 50 дин/см. В других реализациях низкие значения поверхностной энергии могут составлять менее 20 дин/см.
После нанесения первого покрытия 310, непокрытые участки резьбы могут, в основном, включать в себя боковые стороны 306 (как закладные, так и опорные стороны) и крайние участки 302В (по оси) впадины 302, которые проходят от центральной области 302А в направлении переходного участка 303, который соединяет впадину 302 с боковыми сторонами 306. После нанесения второго покрытия 312 на резьбовых поверхностях соединения образуется единый слой однородного поверхностного покрытия 300 (то есть покрытие с постоянной толщиной). Поверхностный слой 300, если необходимо, может быть высушен тепловой обработкой. В определенных вариантах выполнения после нанесения покрытия может быть проведена тепловая обработка при температуре примерно 150°С или выше в зависимости от покрытия.
В одном примере первое покрытие 310 может представлять собой фторполимерное покрытие. Фторполимерное покрытие может представлять собой твердый фторполимер (например, порошок), который распределен в термореактивном материале, например эпоксидной смоле. Эпоксидная смола может состоять из эпоксида (например, обычно используемых глицидиловых эпоксидных смол, включая, без ограничения перечисленным, диглицидиловые эфиры бисфенола-А и новолачные эпоксидные смолы, а также любые другие известные эпоксидные смолы) и отвердителя, известного из уровня техники. Фторполимерное покрытие может содержать реактивную эпоксидную смолу, которая может реагировать с отвердителем с образованием термореактивной матрицы с распределенным в ней фторполимером. Термореактивный материал может доставляться (т.е. наноситься) в виде непрореагировавшей, но реактивной смолы, которая может затвердеть после нанесения на нужные участки резьбы.
Твердый фторполимер может быть распределен в эпоксидной смоле в определенном соотношении для получения необходимых характеристик первого покрытия (например, уплотняющая способность, устойчивость к истиранию, коррозийная стойкость, долговечность и т.д.). В определенных вариантах выполнения количество твердого фторполимера может составлять 20-40 весовых процентов, а эпоксидной смолы - около 40-60 весовых процентов. Более того, в смесь может быть добавлен диоксид титана в концентрации около 5-15 весовых процентов. Согласно изобретению, толщина первого покрытия 310 может изменяться в пределах примерно 10-40 микрометров.
В определенных вариантах выполнения фторполимерный порошок может представлять собой политетрафторэтилен (ПТФЭ). Другие примеры фторполимеров, которые могут использоваться в составе покрытий по изобретению, включают в себя, без ограничения перечисленным, перфторалкокси полимерную смолу (ПФА), фторированный этилен-пропилен (ФЭП), полиэтилентетрафторэтилен (ПЭТФЭ), поливинилфторид (ПВФ), полиэтилен хлортрифторэтилен (ПЭХТФЭ), поливинилиденфторид (ПВДФ), полихлортрифторэтилен (ПХТФЭ) и перфторполиэфир Fomblin (ПФПЭ).
Второе покрытие 312 может представлять собой полимерную смолу, которую наносят для покрытия непокрытых поверхностей резьбы или поверхностей, не имеющих первого покрытия 310. Второе покрытие 312 может иметь упругие свойства после нанесения на резьбовые поверхности. Функция полимерной смолы заключается в заполнении участков, пропущенных при нанесении первого покрытия. Свойство упругости является преимуществом, поскольку материал будет восстанавливать свою форму после каждого цикла сборки/разборки с сохранением уплотняющей способности. Типы смол, которые могут использоваться в качестве второго покрытия, могут включать в себя, без ограничения, эпоксидную смолу, полиэфир и эфир эпоксидной смолы. В представленных вариантах изобретения, толщина второго покрытия 312 может варьироваться в пределах 10-40 микрометров. За счет низкого трения и низкого поверхностного напряжения первого покрытия 310, второе покрытие 312, или смола, могут быть избирательно распределены на участки резьбовой поверхности, не имеющие первого покрытия 310. Другими словами, слабые фрикционные свойства первого покрытия 310 могут способствовать (например, за счет отталкивания) перемещению второго покрытия 312 на участки резьбовых поверхностей, не имеющие первого покрытия 310. Таким образом, первое покрытие 310 и второе покрытие 312 образуют единый равномерный слой покрытия 300 на всей резьбовой поверхности за счет расположения в пределах конкретных отдельных участков, которые подробно описаны далее.
В других вариантах выполнения до нанесения покрытия на резьбовые поверхности может быть нанесен слой медного покрытия. В определенных вариантах выполнения обработка поверхности может гарантировать среднее значение шероховатости поверхности (Ra) в пределах от 2,0 до 6,0 микрометров. В других вариантах выполнения среднее значение шероховатости поверхности может составлять от 2,0 до 4,0 микрометров. Коррозионно-устойчивые сплавы могут иметь более высокое содержание хрома для сопротивления воздействию более агрессивных и экстремальных глубинных условий. Для специалистов в данной области техники выбор коррозийно-устойчивых сплавов не составит труда.
Предпочтительно, изобретение обеспечивает покрытие резьбовой поверхности, имеющей улучшенные показатели изнашиваемости и устойчивости от заклинивания, которые позволяют резьбовым соединениям иметь поверхностное покрытие для выдерживания многократных циклов сборки и демонтажа. Увеличение срока службы резьбового соединения при многократных циклах сборки и демонтажа может снизить расходы, связанные с заменой изношенных или поврежденных резьбовых соединений. Результаты испытаний показали, что клиновидное резьбовое соединение с поверхностной обработкой в соответствии с изобретением было собрано с обеспечением крутящего момента от 9500 футов на фунт до 20000 футов на фунт без изнашивания поверхностей резьбы или уплотнения после всех циклов сборки/демонтажа.
Также поверхностное покрытие по изобретению может обеспечивать увеличение эффективности смазки для резьбового соединения за счет исключения контакта между металлами при сборке. Более того, поверхностное покрытие может улучшить уплотнение резьбового соединения. Более того, поверхностное покрытие может обеспечивать улучшенную коррозионную устойчивость, тем самым увеличивая срок эксплуатации резьбового соединения. Расходы на техническое обслуживание и замену оборудования могут быть снижены, а резьбовое соединение будет оставаться в исправном состоянии в течение более длительного периода времени. Наконец, поверхностное покрытие является экологически безвредным и не содержит каких-либо потенциально загрязняющих элементов.
Так как настоящее изобретение описано по отношению к ограниченному количеству вариантов выполнения, специалисты в данной области техники, зная преимущества данного изобретения, смогут разработать другие варианты реализации, которые соответствуют сущности изобретения. В соответствии с этим область применения изобретения ограничивается только прилагаемой формулой изобретения.
Резьбовое соединение с усовершенствованными эластичными уплотнительными кольцами
Устройство и способ измерения параметров резьбы
Резьбовое соединение с усовершенствованными эластичными уплотнительными кольцами
Устройство и способ измерения параметров резьбы

