Результат интеллектуальной деятельности: ГИБКАЯ УПАКОВКА, ИМЕЮЩАЯ ПОВТОРНО ЗАКРЫВАЕМЫЙ ЗАЖИМ
Вид РИД
Изобретение
Область применения изобретения
Настоящее изобретение в основном имеет отношение к созданию повторно закрываемых зажимов для гибких (мягких) упаковок и, в частности, к созданию способных к сцеплению повторно (многократно) закрываемых зажимов для гибких упаковок.
Предпосылки к созданию изобретения
Различные типы укупорочных средств или зажимов уже используют для повторного закрывания ранее открытой гибкой упаковки. Например, обычно используют механические повторно закрываемые зажимы, такие как застежки-молнии, пружинные зажимы, укупорочные язычки, блокировочные планки, и т.п.. Эти механические укупорочные средства могут быть громоздкими и могут иметь конструкции сложной конфигурации, которые требуют использования отдельных операций формовки и изготовления ранее соединения с гибкой пленкой, используемой для образования упаковки. Так как само укупорочное средство может быть громоздким, то становится трудно оперировать с рулонами пленки, содержащими такие конструкции, несмотря на то, что механические укупорочные средства могут быть использованы в операциях формования, заполнения и уплотнения упаковки, часто требуются проводить сложные технологические операции, чтобы применять, соединять и совмещать характеристики механических зажимов для каждой конструкции. Поэтому механические повторно закрываемые зажимы часто повышают сложность и стоимость при изготовлении гибких упаковок.
Повторно закрываемые зажимы на базе клея (адгезива) могут служить альтернативой механических зажимов, однако зажимы на базе клея имеют свои недостатки, связанные с изготовлением и формированием повторно закрываемого зажима. Например, уже используют клеи, склеивающий при надавливании (PSAs) для формирования повторно уплотняемых зажимов. Однако, обычные PSA повторно закрываемые зажимы имеют недостаток, связанный с тем, что эти типы клеев в основном имеют высокие уровни клейкости. Клейкостью называют свойство клеевого материала, которое в основном позволяет материалу образовать связь с поверхностью другого материала, после приложения кратковременного или легкого давления. Клейкость часто рассматривают как быстрое прилипание, первоначальное сцепление или как характеристику быстрого захвата материала. PSA материалы в основном позволяют создавать не очень хороший повторно закрываемый зажим, так как клей быстро прилипает к большинству поверхностей, с которыми он входит в контакт.В результате, PSA зажим может прилипать к компонентам машины в ходе формирования упаковки, к не предназначенным для этого участкам упаковочной пленки, и даже к продукту (или к его крошкам), который содержится в упаковке.
Во время формирования гибкой упаковки с использованием PSA (клея, склеивающегося при надавливании), клей может входить в контакт с компонентами машины, такими как ролики (валики), режущие пластины, сгибающие (фальцующие) устройства и т.п.За счет высокого уровня клейкости PSA, контакт с этими компонентами машины может приводить к переносу PSA на эти компоненты машины. Перенесенный клей может затем повторно переноситься от этих компонентов машины к другим нежелательным участкам упаковочной пленки, что может в некоторых случаях создавать проблемы при прослеживании полотна (ленты) и другие проблемы.
В существующих машинах для формирования упаковки, пленка часто намотана в большие рулоны, содержащие несколько сот или несколько тысяч ярдов материала, которые иногда называют большими рулонами (слонами). В этих намотанных больших рулонах, высокие уровни клейкости PSAs могут приводить к слипанию смежных слоев пленки друг с другом, что специалисты в данной области обычно называют "блокированием". Блокированные большие рулоны трудно и иногда невозможно размотать, что типично приводит к невозможности их использования.
После формирования в упаковке, повторно закрываемые зажимы с использованием PSA также могут создавать проблемы для потребителя, использующего упаковку. Если упаковку используют для хранения крошащегося или ломкого (образующего кусочки) продукта (ломкого сыра и т.п.), то крошки или кусочки такого продукта могут прилипать к PSA, что снижает эффективность клея при формировании достаточного укупоривания. При значительном засорении клея продуктом зажима на базе клея, он в основном не может образовать адекватное уплотнение при укупоривании упаковки, так как клей прилипает к крошкам продукта, а не к сторонам упаковки.
Термопластичные эластомеры (TPEs), которые иногда называют термопластичной резиной, представляют собой другой тип адгезива, который был изучен для создания повторно закрываемого зажима. Некоторые типы ТРЕ сополимеров (в особенности некоторые стироловые блоксополимеры) показывают высокие когезионные характеристики, но имеют низкие уровни клейкости, что позволяет эффективно их использовать для создания повторно закрываемых зажимов. Однако, такие TPEs могут иметь слишком высокие когезионные характеристики, которые затрудняют их использование для создания повторно закрываемого зажима в гибкой упаковке, так как ТРЕ может скорее отслаиваться от пленочной подложки, чем отрываться от когезионной (способной к сцеплению) поверхности раздела. Недостатком TPEs также является то, что эти материалы являются термопластичными и поэтому их способы обработки в основном ограничены способами обработки с использованием теплоты (то есть способом нанесения покрытия за счет экструзии термоклея). Когда производят обработку с использованием теплоты ТРЕ в виде термоплавкого безрастворного клея, то этот материал в основном наносят непрерывным образом на полотно за счет экструзии в направлении движения машины, что не позволяет использовать этот способ нанесения материала в некоторых видах существующего упаковочного оборудования, в которых укупорочное средство необходимо устанавливать в поперечном направлении полотна или в поперечном направлении относительно направления движения машины. Кроме того, термоплавкий безрастворный клей в основном не может быть нанесен с перерывами в виде полосы в поперечном направлении полотна эффективным или рентабельным образом.
Растворение TPEs в растворителях, так чтобы материал можно было печатать в поперечном направлении полотна, также связано с проблемами, когда упаковочный материал используют для формирования упаковки пищевых продуктов. В некоторых случаях, органические растворители, подходящие для использования с TPEs, неприемлемы для контакта с пищевьми продуктами. Растворение TPEs в водном растворителе может быть плохим, причем это создает дополнительные проблемы, связанные с сушкой нанесенного в виде покрытия материала и удалением водного растворителя. Однако, в некоторых случаях, даже более низкие уровни клейкости ТРЕ зажима могут приводить к технологическим проблемам в упаковочном оборудовании, таким как перенос материала на компоненты машины и блокирование материала, что описано здесь выше для PSA укупорочных средств.
Сущность изобретения
В соответствии с настоящим изобретением предлагаются способный к сцеплению повторно закрываемый зажим и гибкая упаковка, в которой использован способный к сцеплению повторно закрываемый зажим. В соответствии с одним из конструктивных вариантов, гибкая упаковка может иметь переднюю и заднюю гибкие панели, соединенные вместе чтобы образовать полость между ними для вмещения продукта, например, такого как пищевой продукт.Преимущественно, способный к сцеплению повторно закрываемый зажим идет между боковыми кромками передней и задней гибких панелей у отверстия упаковки и выполнен с возможностью повторного (многократного) открывания и разуплотнения.
В соответствии с одним из аспектов, способный к сцеплению повторно закрываемый зажим (материал для его изготовления) может поставляться в виде термопластичного эластомера (ТРЕ), разбавленного вторичным полимером или позволяющим произвести разбавление полимером, таким как, например, сополимер этилена и винилацетата (EVA), имеющий показатель текучести расплава около 600 или выше, растворенный в органическом растворителе (или смеси органических растворителей). В некоторых случаях, ТРЕ, сам по себе, в основном не позволяет образовать подходящий повторно закрываемый зажим для гибких упаковок, который может быть легко и многократно открыт и закрыт, так как он имеет слишком высокую когезионную прочность связи, которая приводит к тому, что зажим становится невозможно открыть или же он может отслаиваться от пленки, образующей гибкую подложку упаковки, ранее отделения от когезионной поверхности раздела. Однако, за счет разбавления ТРЕ эффективными, но небольшими количествами вторичного или разжижающего полимера, такого как EVA сополимер, может быть получена желательная когезионная прочность на отрыв, подходящая для использования в гибких упаковках.
В соответствии с одним из подходов, стабильные растворы ТРЕ и вторичного EVA сополимера имеют достаточно низкую вязкость (ориентировочно от 50 до 1200 сантипуаз при температуре около 23°С) и высокое содержание твердых веществ (ориентировочно от 20 до 60%), так что их можно печатать или наносить валиком. Подходящими растворителями являются этилацетат, нормальный пропилацетат, изопропилацетат, метилэтилкетон, метилизобутилкетон, этиловый спирт, нормальный пропиловый спирт, пропиленгликоль, нормальный пропиловый эфир, бутилацетат, толуол, ксилол, циклогексан, циклогексанол и их смеси. ТРЕ раствор может быть нанесен в виде рисунка на гибкую пленку при помощи процесса флексографии или ротационной глубокой печати, после чего проводят сушку для удаления растворителя.
Нанесенное в виде рисунка способное к сцеплению полимерное покрытие может иметь соответствующую конфигурацию и может образовывать расположенные напротив друг друга способные к сцеплению слои на передней и задней панелях упаковки. Способный к сцеплению повторно закрываемый зажим в основном имеет эффективную конфигурацию, позволяющую его многократно открывать и закрывать без существенного расслаивания, выщипывания или перемещения материала из передней и задней панелей, образующих упаковку. В соответствии с одним аспектом, такая конфигурация может быть получена за счет использования способных к сцеплению слоев, имеющих повышенную когезионную прочность связи, позволяющую создавать уплотнение, когда противоположные способные к сцеплению слои входят в зацепление друг с другом, но также имеющих более высокую прочность связи с передней и задней панелями, чем когезионное отрывное усилие (отслаивающее усилие), необходимое для открывания повторно закрываемого зажима.
В соответствии с другим аспектом, способный к сцеплению повторно закрываемый зажим также может иметь такую конфигурацию, которая усиливает сцепление зажима с желательными поверхностями и одновременно минимизирует и, преимущественно, исключает сцепление зажима с нежелательными поверхностями. В соответствии с одним подходом, способный к сцеплению повторно закрываемый зажим может иметь относительно низкий уровень клейкости, чтобы основном минимизировать сцепление с нежелательными поверхностями и, одновременно, также имеет повышенную когезионную прочность связи, позволяющую образовывать повторно закрываемое уплотнение, и при этом все еще имеет относительно высокую прочность связи с передней и задней панелями. В одной специфической форме, способный к сцеплению повторно закрываемый зажим содержит термопластичный эластомер (ТРЕ) на базе растворителя, такой как стироловый блоксополимер, разбавленный вторичным полимером, который имеет низкую клейкость и хорошую когезионную прочность связи, но относительно более высокую прочность связи с передней и задней панелями, чем его когезионная прочность связи. Для этого, способный к сцеплению повторно закрываемый зажим может содержать смесь стиролового блоксополимера и вторичного полимера, такого как сополимер этилена и винилацетата. В соответствии с одним подходом, раствор для изготовления зажима содержит основное (преобладающее) количество ТРЕ и незначительное количество EVA.
В альтернативной форме, способный к сцеплению повторно закрываемый зажим может содержать способный к сцеплению слой ТРЕ материала на базе растворителя и вторичного полимера, который имеет открытую способную к сцеплению поверхность в комбинации с одним или несколькими неадгезивными распорными слоями, смежными со способным к сцеплению слоем. В этой форме, внешняя поверхность неадгезивного распорного слоя может иметь такую конфигурацию, что она выступает наружу за способную к сцеплению поверхность способного к сцеплению слоя, так что он заглублен (утоплен) относительно внешней поверхности неадгезивного распорного слоя. Такая конфигурация способного к сцеплению повторно закрываемого зажима позволяет в основном образовать зазор между способной к сцеплению поверхностью и внешней поверхностью неадгезивного распорного слоя, который эффективно позволяет зажиму образовывать связи с желательными поверхностями (например, когда зажим закрывают при сжатии) и также позволяет минимизировать и, преимущественно, исключать связи с нежелательными поверхностями (например, когда распорные слои затрудняют контакт со способным к сцеплению слоем, как это описано далее более подробно).
Например, неадгезивный распорный слой в основном функционирует так, что он ограничивает контакт способного к сцеплению слоя со смежными поверхностями (такими как детали оборудования или смежные панели упаковки), за счет поддержания зазора между способной к сцеплению поверхностью и смежной поверхностью, так как смежная поверхность сначала входит в контакт с внешней поверхностью распорного слоя, а затем со способной к сцеплению поверхностью. Для закрывания зажима или введения в зацепление иным образом способного к сцеплению слоя, смежная поверхность должна перекрывать зазор, образованный за счет заглубления способного к сцеплению слоя. Так как пленка подложки и материалы зажима типично являются гибкими, то упаковка может быть закрыта за счет сгибания пленки упаковки, чтобы перекрыть зазор и образовать связь с наружной способной к сцеплению поверхностью согласованного укупорочного средства на противоположной панели упаковки. Такой вход в зацепление может происходить, когда пользователь нажимает пальцем на пленку или сжимает вместе поверхности.
Краткое описание чертежей
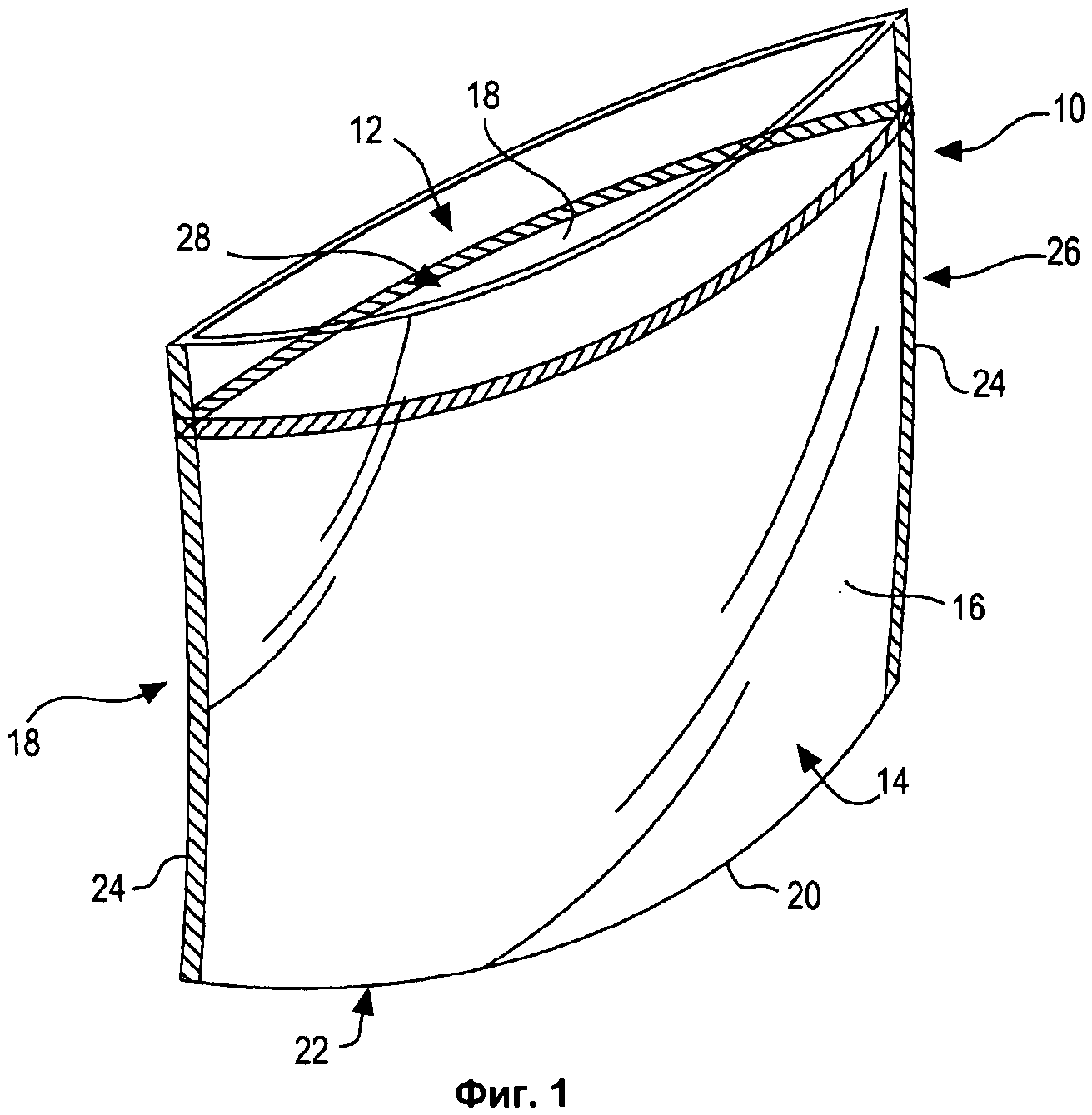
На фиг.1 показан вид в перспективе примерной упаковки, имеющей на ней способный к сцеплению повторно закрываемый зажим, которая показана в открытом положении.
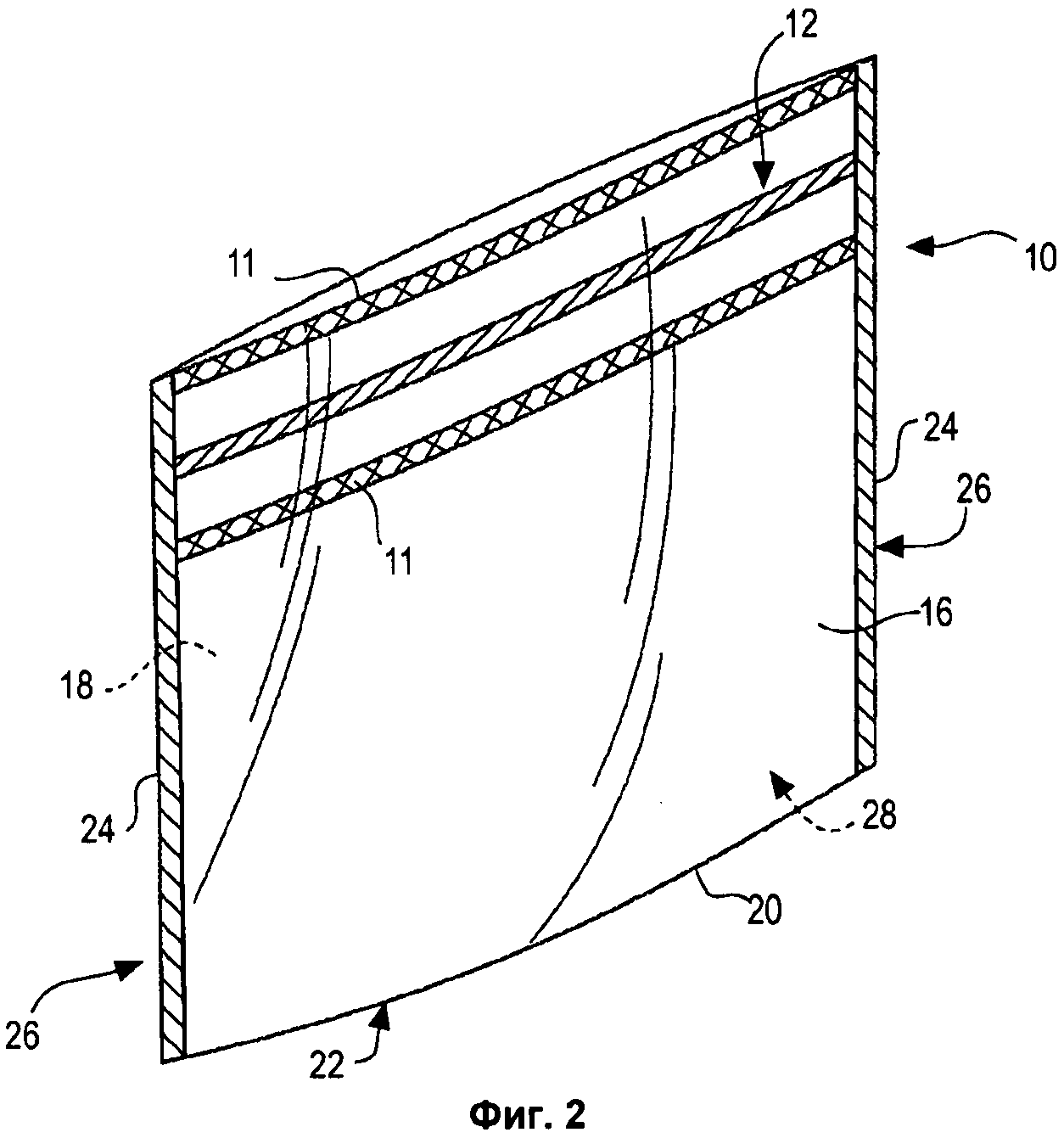
На фиг.2 показан вид в перспективе примерной упаковки, показанной на фиг.1, которая показана в закрытом положении.
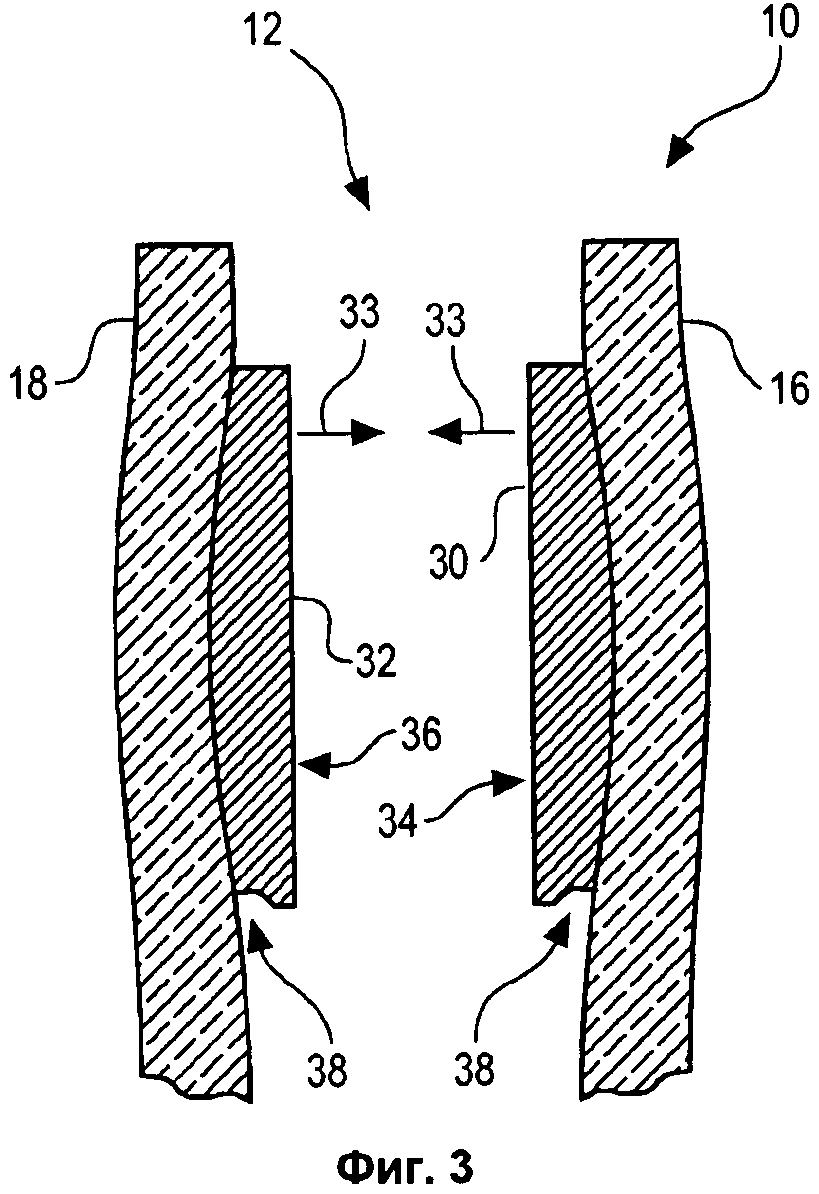
На фиг.3 показан поперечный разрез примерного способного к сцеплению повторно закрываемого зажима.
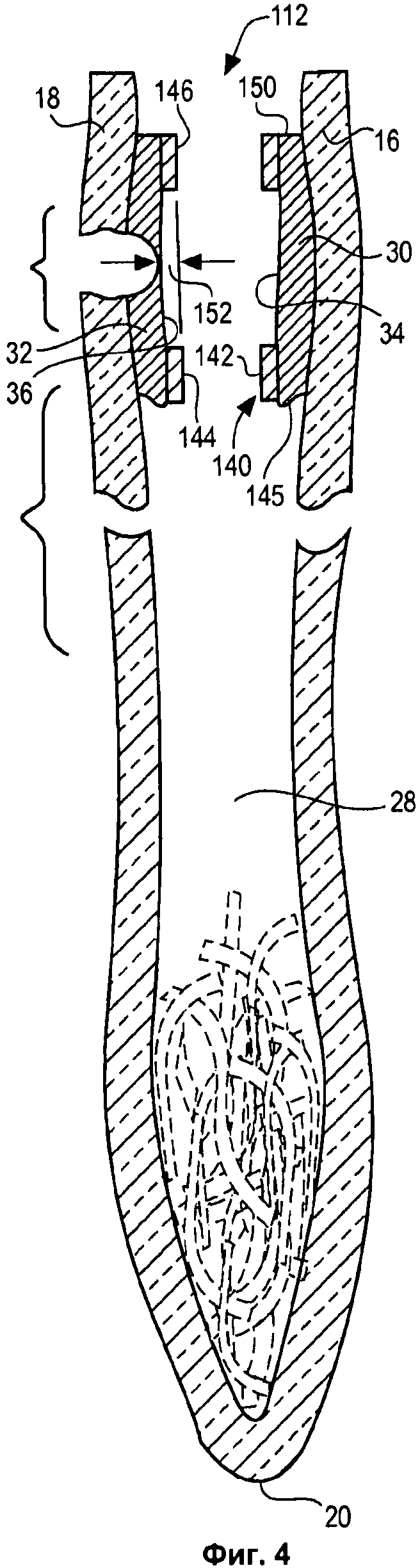
На фиг.4 показан поперечный разрез другого примера способного к сцеплению повторно закрываемого зажима, который показан в открытом положении.
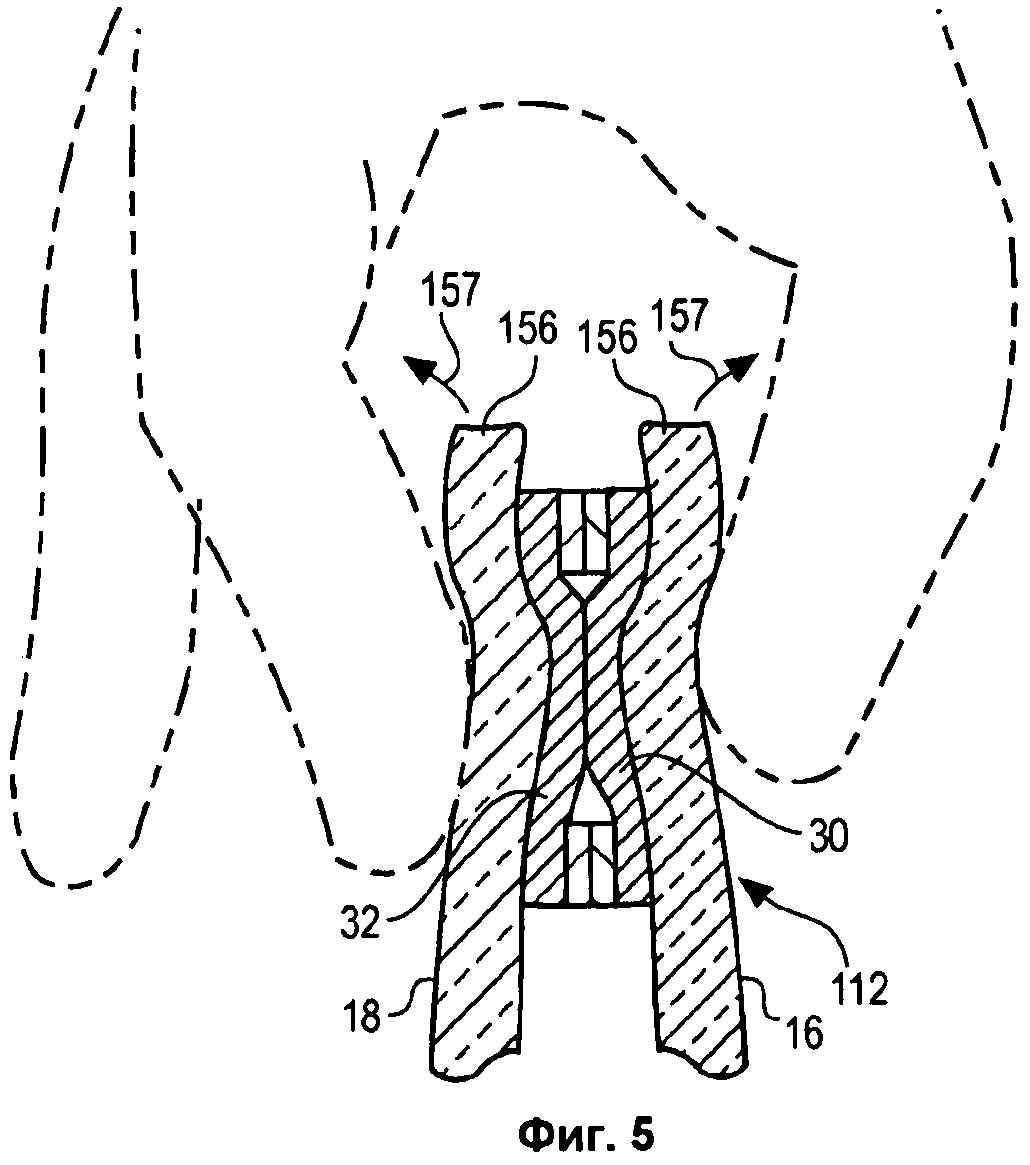
На фиг.5 показан поперечный разрез способного к сцеплению повторно закрываемого зажима, показанного на фиг.4, который показан в закрытом положении.
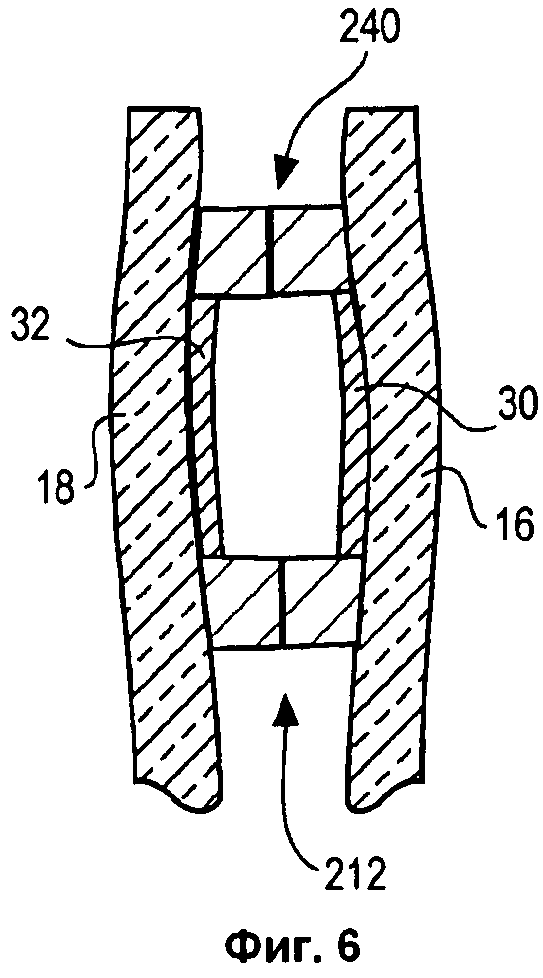
На фиг.6 показан поперечный разрез другого примера способного к сцеплению повторно закрываемого зажима, показанного в частично открытом или в неуплотненном положении.
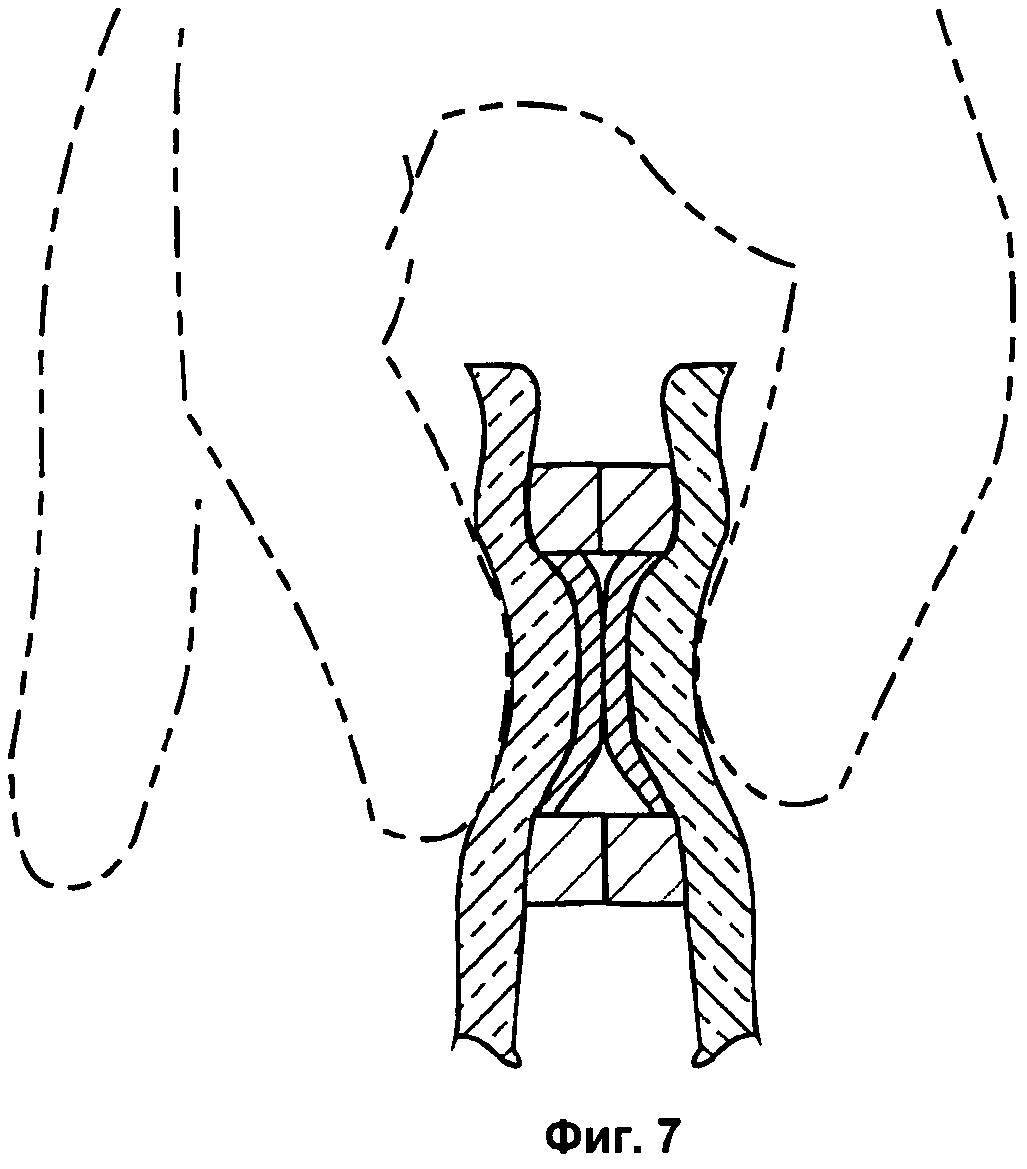
На фиг.7 показан поперечный разрез способного к сцеплению повторно закрываемый зажим, показанного на фиг.6, который показан в закрытом или уплотненном положении.
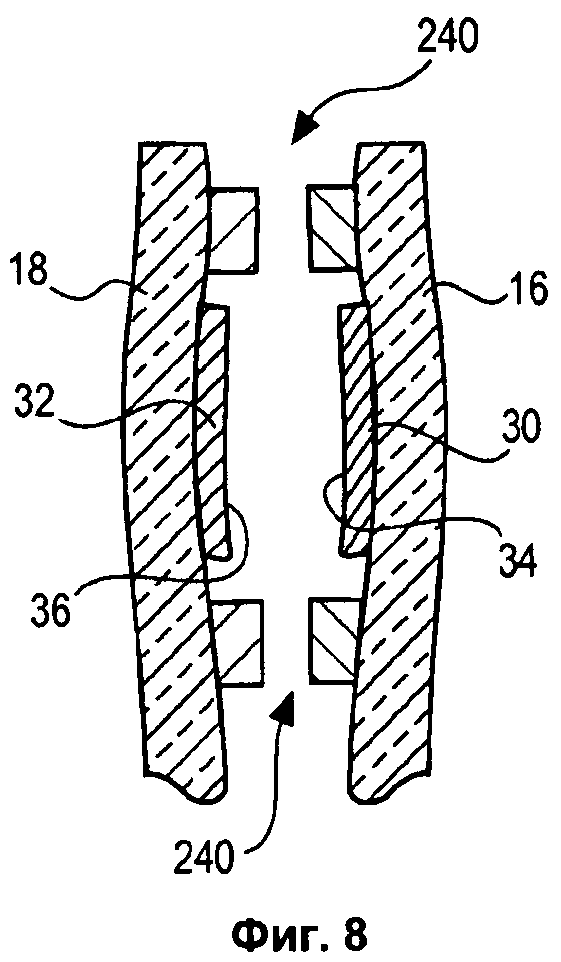
На фиг.8 показан поперечный разрез другого примера способного к сцеплению повторно закрываемого зажима.
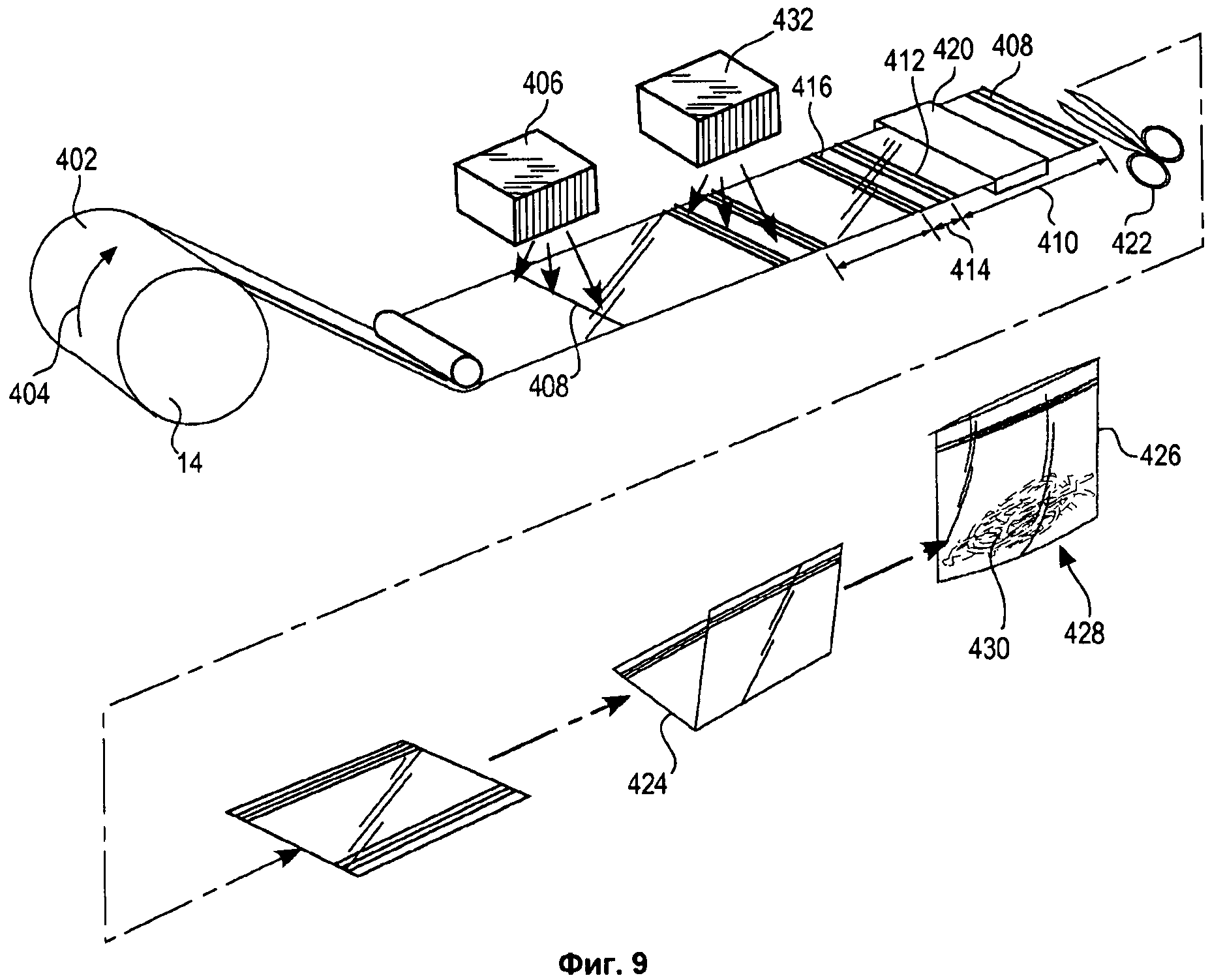
На фиг.9 схематично показан примерный способ формирования гибкой упаковки, имеющей на ней способный к сцеплению повторно закрываемый зажим.
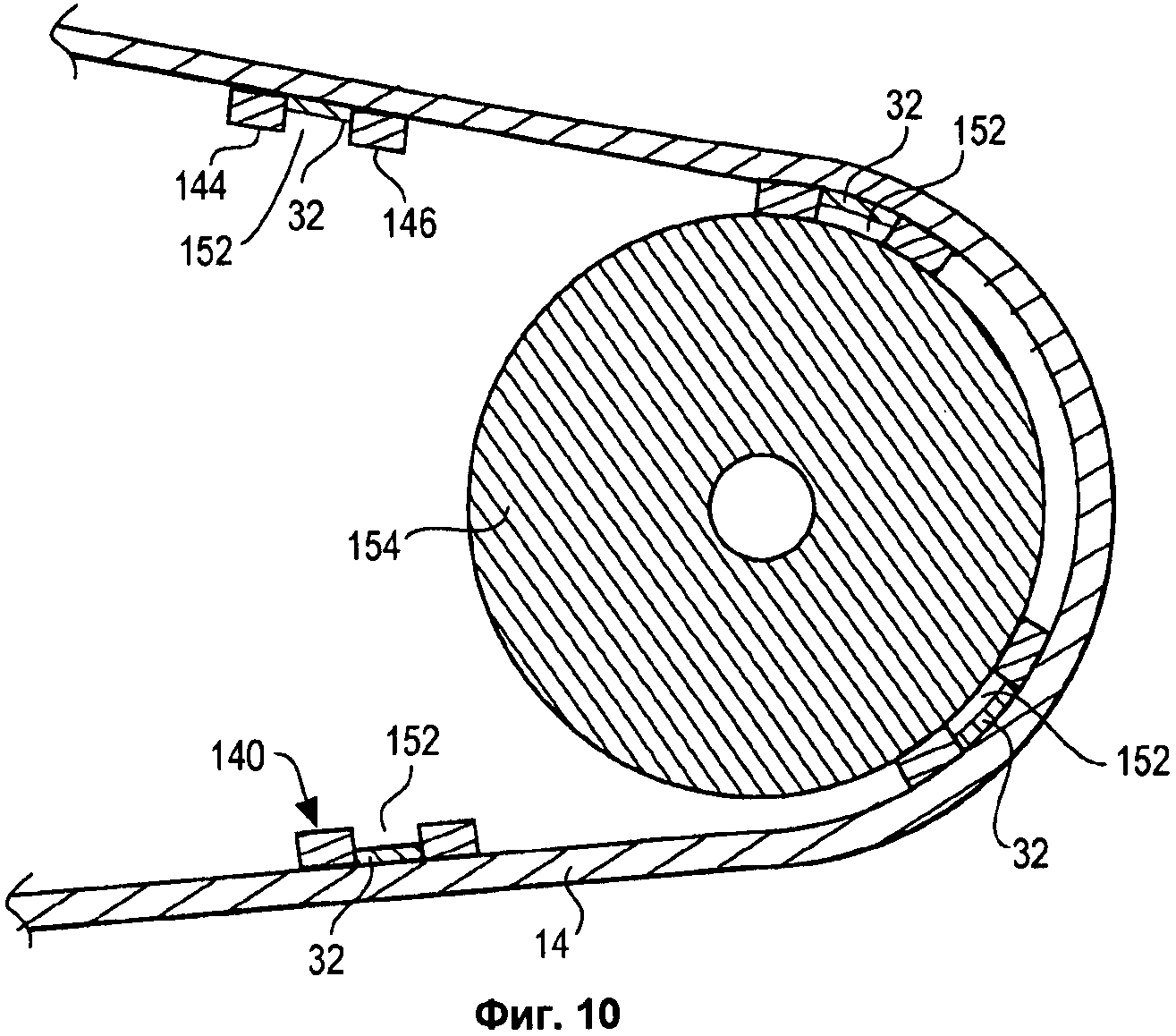
На фиг.10 показан поперечный разрез примерной схемы расположения гибкой упаковки, где можно видеть способный к сцеплению повторно закрываемый зажим относительно смежного, примерного компонента машины.
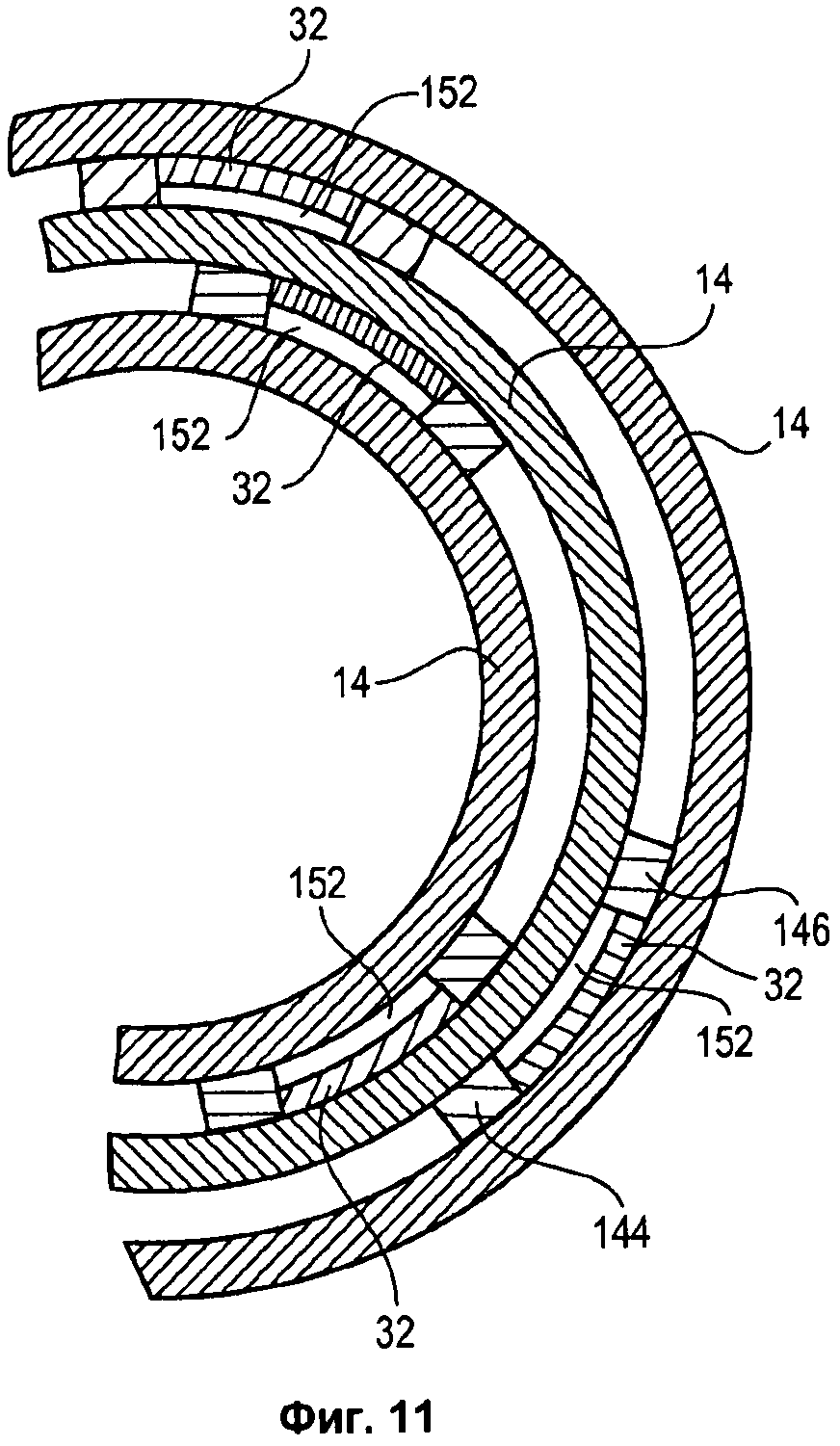
На фиг.11 показан частично поперечный разрез примерного рулона пленочной подложки, где можно видеть способный к сцеплению повторно закрываемый зажим относительно смежных слоев пленочной подложки в намотанном рулоне пленки.
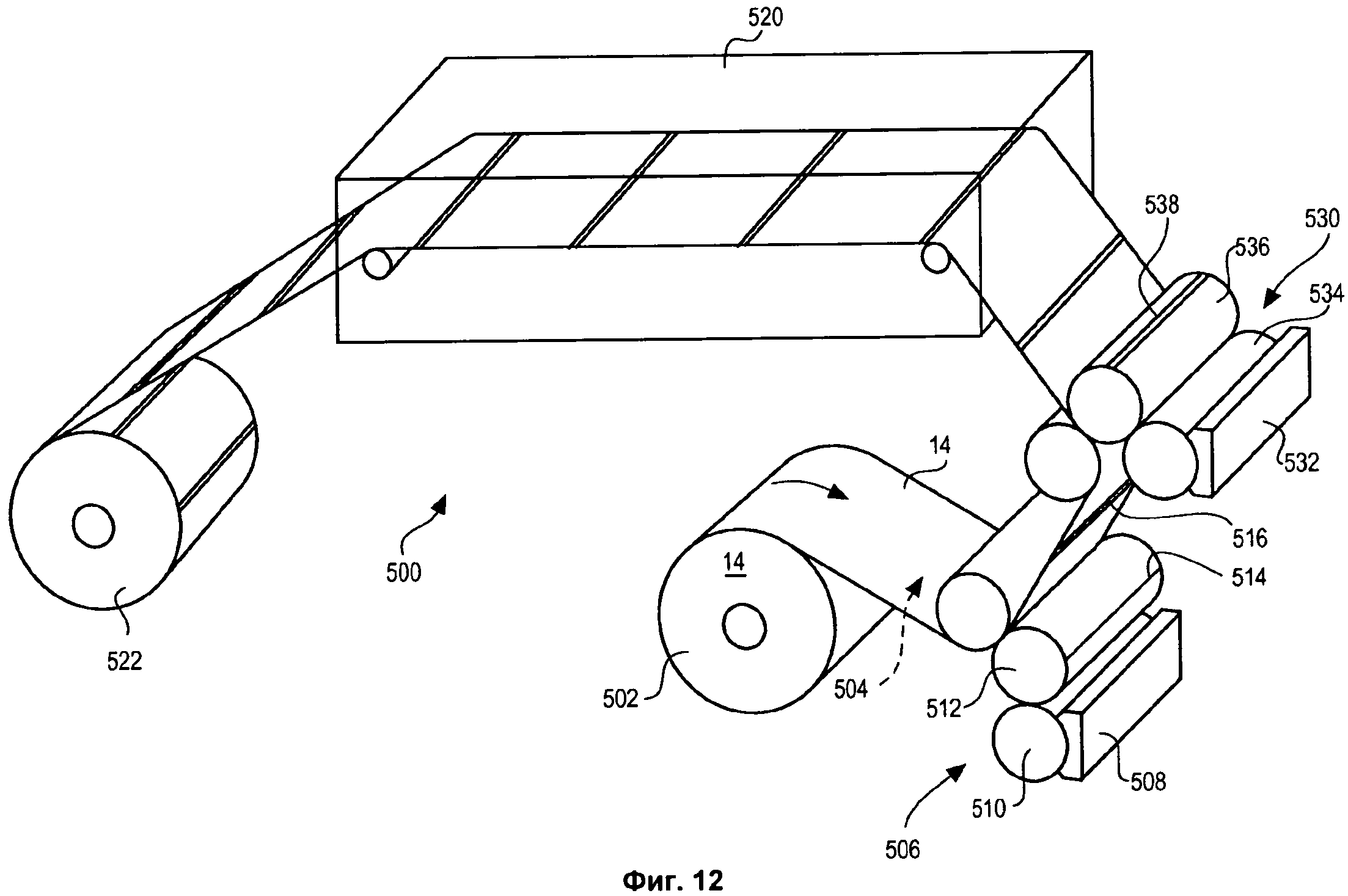
На фиг.12 показан примерный способ наложения способного к сцеплению повторно закрываемого зажима на пленочную подложку.
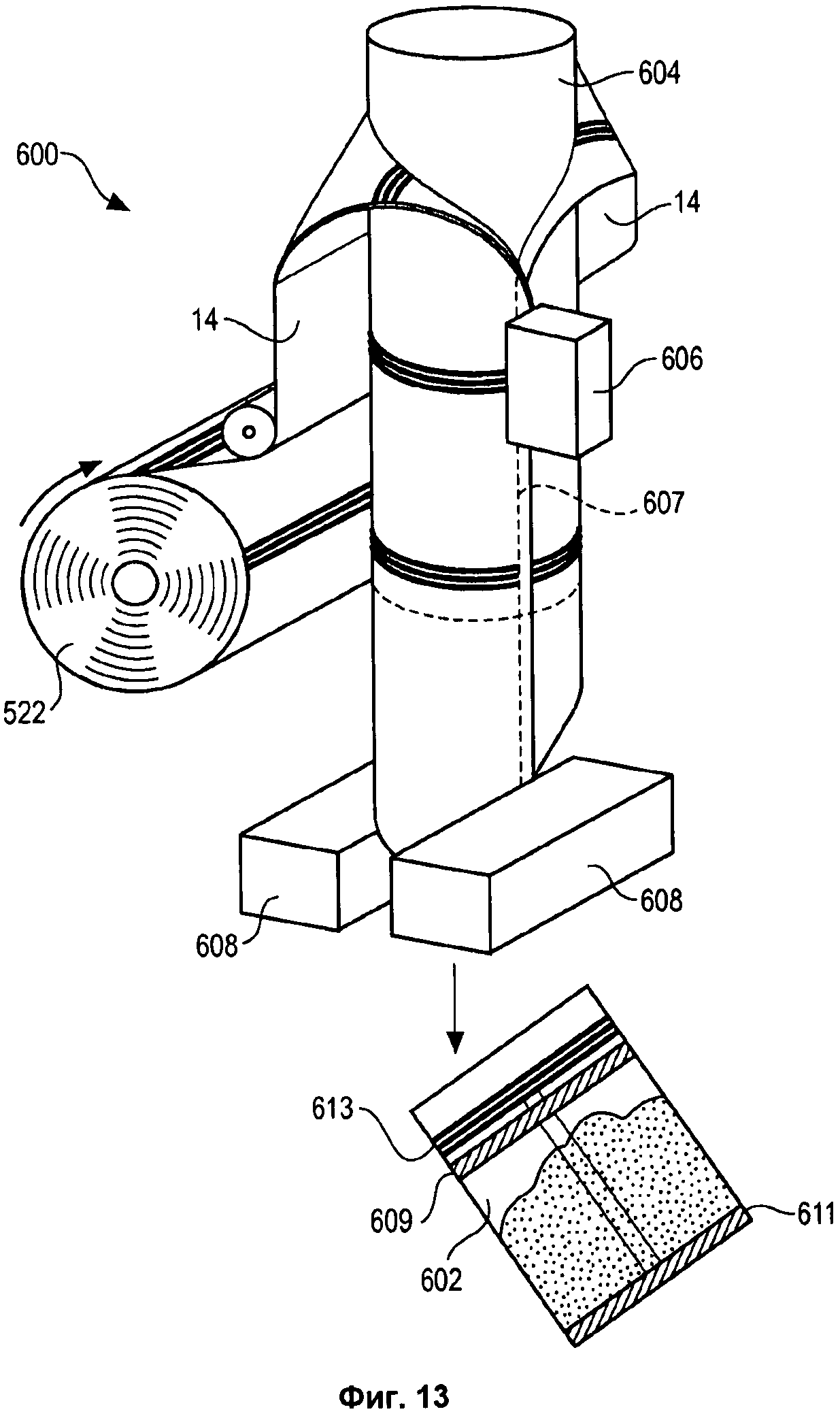
На фиг.13 показан примерный способ формирования гибкой упаковки, в которой используют способный к сцеплению повторно закрываемый зажим.
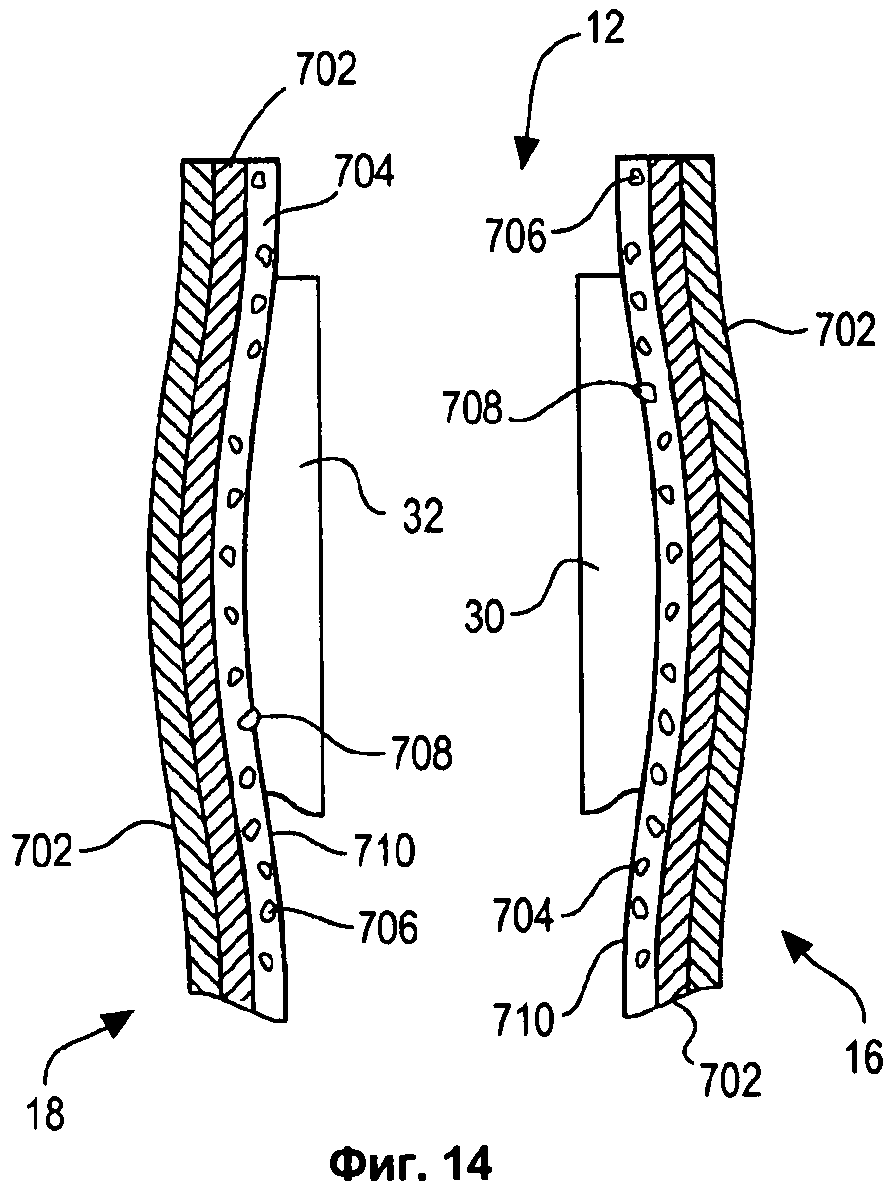
На фиг.14 показан поперечный разрез другого способного к сцеплению повторно закрываемого зажима.
Подробное описание изобретения
В соответствии с настоящим изобретением предлагается упаковка 10, имеющая способный к сцеплению повторно закрываемый зажим 12, которая в общих чертах показана на фиг.1-8. На фиг.1 в основном показана открытая упаковка 10, а на фиг.2 в основном показана уплотненная или закрытая упаковка 10. В соответствии с одной примерной формой, упаковка 10 образована из гибкого листового материала или из пленки 14 (которую иногда называют здесь подложкой (основой) или пленочной подложкой), образующей соответственно переднюю и заднюю гибкие панели 16 и 18. В этой примерной форме, упаковка 10 также может содержать глухой сгиб 20 вдоль ее нижней кромки 22 и поперечные или боковые уплотнения 24 вдоль ее боковых кромок 26, так что упаковка 10 образует полость 28 между передней панелью 16 и задней панелью 18, для размещения продукта, такого как пищевой продукт или другой материал. Следует иметь в виду, что показанная форма упаковки 10 является только примером одного типа упаковки, которая подходит для использования со способным к сцеплению повторно закрываемым зажимом 12, причем другие формы, конфигурации, материалы и типы контейнеров/ упаковок также могут быть использованы совместно со способным к сцеплению повторно закрываемым зажимом 12. Упаковка 10 может дополнительно иметь другие сгибы, уплотнения, вставки и/или клапаны, которые в основном необходимы для специфического применения. Возможно, упаковка 10 также может иметь уплотнения 11, выше или ниже повторно закрываемого зажима 12, как это в основном описано в заявке на патент 11/267, 174, которая полностью включена в данное описание в качестве ссылки.
В соответствии с одним из аспектов, способный к сцеплению повторно закрываемый зажим 12 и упаковка 10 в основном сконструированы так или имеют такую структуру, чтобы минимизировать сцепление зажима 12 с нежелательными поверхностями, но при этом все еще эффективно функционировать в качестве повторно закрываемого зажима. Таким образом, зажим 12 может быть открыт и закрыт много раз, чтобы герметизировать содержимое в полости 28 во время использования упаковки пользователем, но при этом не отслаиваться от пленочной подложки, образующей переднюю и заднюю панели 16 и 16. Для этого, способный к сцеплению повторно закрываемый зажим 12 в основном содержит адгезив с относительно низкими уровнями клейкости, чтобы минимизировать сцепление с нежелательными поверхностями, который однако имеет выбранную прочность на отрыв при соединении или открывании, достаточную для уплотнения или повторного закрывания упаковки 10, а также позволяющую производить разъединение для открывания и/или повторного открывания упаковки. В то же самое время, зажим 12 имеет прочную связь с пленочной подложкой. В соответствии с одним из подходов, зажим (материал зажима) может содержать смесь стироловых блоксополимеров и сополимер этилена и винилацетата.
Следует в основном иметь в виду, что способный к сцеплению материал типично более легко сцепляется с подобными материалами, чем с другими материалами (то есть имеет характеристику самосцепления). Подходящие используемые здесь способные к сцеплению материалы в основном имеют относительно низкую клейкость при контакте с нежелательными поверхностями, хорошую прочность связи с желательными поверхностями (так что отсутствует отслоение от гибких передней и задней панелей), и относительно хорошую прочность связи при сцеплении или самосцеплении, чтобы удерживать гибкую упаковку (или карман) закрытой, но все еще с возможностью открывания или отслаивания рукой. Следует иметь в виду, что используемые здесь выбранные способные к сцеплению материалы могут, в некоторых случаях, иметь свойства клея, склеивающегося при надавливании (свойства чувствительного к давлению адгезива), в том смысле, что связь может быть образована скорее при приложении давления, чем при использовании теплоты, растворителя или других средств. Выбранные способные к сцеплению материалы также позволяют производить разрыв связи или отслаивание от таких подобных материалов, так что способные к сцеплению слои могут быть многократно отделены за счет отслаивания, без существенного повреждения способного к сцеплению материала и/или любой лежащей под ним подложки. Когда способный к сцеплению материал отделяют за счет отслаивания, то следует иметь в виду, что выбранные способные к сцеплению материалы имеют достаточную внутреннюю целостность и в основном отслаиваются у границы раздела когезионного соединения главным образом чисто, без существенного выщипывания и волокнистости материала и без отслаивания от подложки, и/или без других существенных дефектов материала (образования капель, гранул и т.п.).
Как это описано далее более подробно, способный к сцеплению материал содержит смеси основного количества термопластичного эластомера (ТРЕ), разбавленного незначительными количествами вторичного или разжижающего полимера, такого как имеющий относительно малую молекулярную массу (то есть показатель текучести расплава около 600 или больше) сополимер этилена и винилацетата (EVA). Разбавление ТРЕ при помощи EVA сополимера или разбавление ТРЕ другим материалом, имеющим показатель текучести расплава около 600 или больше, позволяет образовать эффективный повторно закрываемый зажим, который все еще может образовывать адекватную связь с гибкой пленкой, образующей переднюю и заднюю панели. Могут быть использованы и другие разбавители, при условии, что они растворяются в заданном растворителе и смешиваются с ТРЕ, чтобы образовать стабильную дисперсию или раствор, позволяющий производить покрытие валиком или печать.
В соответствии с другим аспектом, упаковка 10 и зажим 12 также сконструированы таким образом, что прочность связи или прочность на отрыв способного к сцеплению повторно закрываемого зажима 12 относительно пленочной подложки 14, 16, 18 упаковки в основном больше чем прочность на отрыв при открывании между самими способными к сцеплению слоями зажима 12 (слои 32 и 34). Таким образом, повторно закрываемый зажим 12 в основном остается сцепленным с пленочной подложкой 14 и главным образом не отщипывается, не образует нитей или не отслаивается от подложки 14, 16, 18, когда потребитель открывает упаковку 10 за счет открывания зажима 12 отслаиванием. Можно полагать, что смесь ТРЕ и разбавителя, вместе с конструкцией пленочной подложки, являются эффективными для создания желательных прочности связи и прочности на отрыв.
Обратимся теперь к рассмотрению фиг.3, на которой показана одна форма повторно закрываемого зажима 12, который содержит противоположные способные к сцеплению слои 30 и 32, причем один из этих слоев расположен на передней панели 16, а другой слой расположен на задней панели 18. Слои 30 и 32 зажима в основном совмещены друг с другом, так что обращенные друг к другу внешние поверхности 34 и 36 соответствующих слоев 30 и 32 зажима расположены напротив друг друга и могут контактировать друг с другом в закрытом или уплотненном положении, когда способные к сцеплению слои входят в зацепление друг с другом.
Преимущественно, каждый из противоположных способных к сцеплению слоев 30 и 32 наносят в виде раствора, который содержит термопластичный эластомер (ТРЕ), разбавленный сополимером этилена и винилацетата (EVA), в органическом растворителе или смеси органических растворителей. Как это описано далее более подробно, использование раствора на базе растворителя является предпочтительным, так как это позволяет производить рулонное покрытие растворенного ТРЕ в промежуточные и поперечные полосы при помощи рулонной печати или покрытия, в виде способных к сцеплению слоев 30 и 32, наносимых на пленочную подложку 14, таким образом, что это упрощает формирование упаковки 10 на традиционных машинах для формовки, заполнения и уплотнения (FFS) упаковок. Как это также описано далее более подробно, такие промежуточные и поперечные полосы, полученные при помощи рулонной печати или покрытия, в основном не могут быть получены с использованием более традиционных процессов нанесения покрытия методом экструзии термоклея.
В соответствии с одной формой, зажим содержит основное количество термопластичного эластомера, которьм может быть стироловый блоксополимер, содержащий TPEs, такой как Kraton ® D SIS блоксополимер на базе стирола и изопрена, Kraton ® D SBS блоксополимер на базе стирола и бутадиена, Kraton ® G SEBS блоксополимер с гидрогенизированным средним блоком стирол-этилен/ бутилен-стирол, или Kraton ® SEPS блоксополимер с гидрогенизированным средним блоком стирол-этилен / пропилен-стирол, или их смеси. В некоторых случаях могут потребоваться дополнительные добавки, такие как пластификаторы, наполнители, антиоксиданты, или другие полимеры, которые могут быть необходимы при создании композиции ТРЕ, чтобы подгонять характеристики покрытия и его обработки.
В соответствии с одним подходом, зажим также может содержать небольшое количество сополимера этилена и винилацетата (EVA), который используют для разбавления ТРЕ. Как уже было указано здесь выше, без использования EVA, зажим в основном не может работать как повторно закрываемый зажим, так как самосцепление собственно ТРЕ составляет ориентировочно больше чем 700 граммов на квадратный дюйм и, в некоторых случаях, даже составляет ориентировочно больше чем 1500 граммов на квадратный дюйм, что является нежелательным для формирования повторно закрываемого зажима на гибких подложках, по той причине, что он имеет тенденцию к расслоению ранее полного отделения за счет отслаивания у когезионной поверхности раздела. В соответствии с одним подходом, EVA представляет собой нерегулярный сополимер, который в основном имеет показатель текучести расплава около 600 или больше, и содержит около 19% винилацетата и около 81% этилена. EVA с меньшим содержанием винилацетата и/или с показателем текучести расплава ориентировочно меньше чем 500 не образует стабильный раствор в толуоле.
В соответствии с одним подходом, подходящая смесь для изготовления зажима содержит ориентировочно от 7 до 9 частей ТРЕ и ориентировочно от 0.5 до 2 частей EVA, a преимущественно около 8 частей ТРЕ и около 1 части EVA. Однако, EVA разбавитель может составлять ориентировочно от 5 до 50% раствора. Одна форма раствора, которая содержит ориентировочно от 20 до 60% твердых веществ (в виде полимера), в совместимом растворителе, таком как метилэтилкетон, циклогексан или толуол, имеет вязкость от 50 до 1200 сантипуаз при температуре около 23°С, представляет собой эффективную композицию, причем этот раствор может быть нанесен при помощи печати или покрытия валиком (roll coated) на гибкую подложку. Когда этот раствор нанесен на пленочную подложку 14 и высушен для удаления растворителя, тогда сухой ТРЕ слой 30 или 32 имеет толщину покрытия ориентировочно от 0.0001 до 0.0030 дюйма. После сушки, ТРЕ слой может иметь остаточное количество растворителя около 50 ppm (частей на миллион) или меньше. Однако, покрытие может иметь другую толщину и вес, в зависимости от специфического применения. В зависимости от желательных характеристик специфического изделия, желательные TPEs или основанные на ТРЕ соединения могут быть закуплены на таких фирмах, как GLS Corporation (a Division of PolyOne) (McHenry, Illinois), Dow Chemical (Midland, Michigan), или Kraton Polymers (Houston, Texas). Аналогичные продукты могут быть получены и от других фирм-изготовителей.
Как уже было указано здесь выше, способный к сцеплению повторно закрываемый зажим в основном имеет когезионную прочность связи, которая позволяет способным к сцеплению слоям 30 и 32 соединяться вместе, чтобы закрывать или уплотнять упаковку 10. Например, потребитель может прижимать два противоположных слоя друг к другу, что закрыть или уплотнить упаковку, как это показано стрелками 33 на фиг.3. В соответствии с одним подходом, связь между способными к сцеплению слоями 30 и 32 в основном является достаточной для того, чтобы уплотнять слои 30 и 32 за счет их соединения вместе и, в некоторых случаях, достаточной для того, чтобы образовать герметичное уплотнение. Под герметичным уплотнением здесь понимают в основном воздухонепроницаемое уплотнение. В соответствии с одним примером, выбранный ТРЕ образует способные к сцеплению слои 30 и 32, которые могут иметь когезионную связь или прочность на отрыв ориентировочно от 100 до 700 граммов на дюйм, а в некоторых случаях, ориентировочно от 100 до 400 граммов на дюйм, при измерении в соответствии с ASTM тестом 3395 на отрыв D. Однако, повторно закрываемый зажим может иметь и другие значения прочности на отрыв, в зависимости от специфического применения или от специфического использованного для измерения теста. Когезионные прочности на отрыв, значения которых превышают указанный уровень, в основном являются слишком высокими для использования в повторно уплотняемых гибких упаковках.
Способные к сцеплению материалы также преимущественно имеют относительно низкий уровень клейкости, который позволяет минимизировать и, преимущественно, исключить (ограничить) сцепление зажима 12 с нежелательными материалами и поверхностями, такими как частицы пищи, формующие поверхности оборудования, ролики (валики) и т.п.В соответствии с одним подходом, выбранный ТРЕ может иметь уровень клейкости при контакте с нежелательными поверхностями, который не превышает ориентировочно 5 psi (фунтов на квадратный дюйм) при предварительной нагрузке около 4.5 фунта, и в основном не превышает ориентировочно 15 psi при предварительной нагрузке около 10 фунтов, когда проводят ASTM тест D 2979 образца на клейкость. Однако, следует иметь в виду, что уровни клейкости также могут варьироваться, в зависимости от специфического ТРЕ и его применения и от использованного для измерения теста.
Даже при наличии таких относительно низких уровней клейкости при контакте с нежелательными поверхностями, способные к сцеплению слои 30 и 32 все еще образуют относительно прочную связь с пленочной подложкой, образующей переднюю и заднюю панели 16 и 18, так что способные к сцеплению слои 30 и 32 главным образом не отслаиваются от нее, когда упаковку 10 открывают.В соответствии с одним подходом, прочность связи (сцепления) способных к сцеплению слоев 30 и 32 с пленочной подложкой у ее поверхности 38 раздела в основном превышает прочность на отрыв собственно самого способного к сцеплению материала. Например, прочность на отрыв выбранного способного к сцеплению материала от пленочной подложки, образующей переднюю и заднюю панели, в основном ориентировочно составляет больше чем 700 граммов на дюйм, преимущественно, ориентировочно больше чем 1000 граммов на дюйм и, предпочтительнее, ориентировочно больше чем 1200 граммов на дюйм. Однако, следует иметь в виду, что прочность на отрыв также может варьироваться, в зависимости от пленочной подложки 14, ТРЕ и других факторов.
Можно полагать, что повышенная прочность связи способных к сцеплению материалов с пленочной подложкой может быть достигнута за счет повышенной межфазной, механической или химической связи способного к сцеплению материала со специфической подложкой, за счет повышенной поверхностной энергии подложки, полученной за счет слоя грунтовки, обработки поверхности, и/или их комбинации. Например, может быть использованы различные виды обработки поверхности (поверхности подложки), чтобы повысить поверхностную энергию (такие как обработка коронным разрядом, плазменная обработка, обработка пламенем, и т.п.), или же на поверхность могут быть нанесены химические покрытия, такие как грунтовые покрытия (праймеры) или активаторы склеивания. В качестве не ограничительных примеров можно указать, что указанные праймеры могут быть основаны на акрилатах, сложных полиэфирах, винилах и спиртах. Одним из примеров такого грунтового покрытия, описанного в патенте США No. 4,493,872 А, является сополимер, который содержит изофталевую кислоту и по меньшей мере одну алифатическую дикарбоновую кислоту, по меньшей мере один сульфомономер и алкиленгликоль. В случае обработки коронным разрядом, идеальная поверхностная энергия после обработки должна составлять ориентировочно больше чем 40 дин.
Кроме того, дополнительно предусматривается, что повышение межфазной, механической или химической связи способных к сцеплению материалов 30 и 32 с подложкой 14 может быть достигнуто за счет специфических структур материалов подложки 14, позволяющих повысить поверхностную энергию связи. В соответствии с одним подходом, подложкой 14 может быть однослойная или многослойная пленка, причем самый глубокий слой пленки подложки 14, образующий переднюю и заднюю панели 16 и 18, может быть образован преимущественно из сополимера этилена и винилацетата (EVA), a предпочтительнее, из EVA, имеющего низкую концентрацию добавок, таких как повышающие скольжение добавки или добавки антиблокировки (которые обычно добавляют в упаковочную пленку для того, чтобы получить коэффициент трения, позволяющий обрабатывать пленку на машинах для формования, заполнения и уплотнения упаковок). Обычно такие добавки могут содержать некоторое количество амидов жирных кислот, причем было обнаружено, что такие соединения могут отрицательно влиять на прочность связи способных к сцеплению материалов с пленкой.
Таким образом, в соответствии с одним подходом, пленочная подложка 14 может иметь ориентировочно меньше чем 700 ppm амидов жирных кислот в объеме всего самого глубокого слоя или, в некоторых случаях, в объеме всей подложки 14. Не желая связывать себя какой-либо теорией, все же можно полагать, что амиды жирных кислот, которые представляют собой компоненты с малой молекулярной массой, могут мигрировать к поверхности пленки и отрицательно влиять на прочность связи между поверхностью пленки и способными к сцеплению материалами. Несмотря на то, что обработка коронным разрядом или обработка пламенем могут первоначально выжигать любые амиды жирных кислот на поверхности пленки, что позволяет получить хорошую начальную прочность связи ТРЕ, со временем дополнительные амиды жирных кислот могут мигрировать к поверхности пленки, что приводит к снижению прочности связи в течение длительного периода хранения. С учетом изложенного, пришли к заключению, что желательно снижать содержание амидов жирных кислот в пленке (в объеме всего самого глубокого слоя или в объеме всей пленочной подложки) до уровней ориентировочно ниже 700 ppm, что позволяет обеспечивать как хорошую начальную прочность связи, так и хорошую долговременную прочность связи, по той причине, что с течением времени только такие малые количества указанных примесей будет мигрировать к поверхности пленки. Альтернативно, такой состав материала пленочной подложки может быть использован в комбинации с использованием других поверхностных обработок (обработка коронным разрядом, плазменная обработка, обработка пламенем, и т.п.) или с использованием других покрытий, которые необходимы для специфического применения.
В соответствии с еще одним аспектом, предусматривается, что повышение межфазной, механической или химической связи способных к сцеплению слоев с гибкой пленочной подложкой также может быть достигнуто за счет включения наполнителей (таких как неорганические материалы, минералы, оксиды, и т.п.) по меньшей мере в один поверхностный слой подложки, чтобы усиливать связь ТРЕ зажима 12 с подложкой 14. В качестве примеров подходящих наполнителей можно привести микро- или наноразмерные наполнители из глины, карбоната кальция, монтмориллонита, доломита, микрокристаллического кремнезема, талька, слюды, оксидов (оксидов кремния, оксидов алюминия, и т.п.), других добавок, и/или их комбинации. Не желая связывать себя какой-либо теорией, все же можно полагать, что такие добавки могут повышать прочность связи между покрытием и подложкой по меньшей мере двумя путями. Прежде всего, на микроскопическом уровне эти наполнители создают шероховатую поверхность, что повышает активную область контакта между подложкой и покрытием, за счет чего создается больше сайтов для химической и/или механической связи. Во-вторых, сам наполнитель, если он присутствует на поверхности, может повышать поверхностную энергия, что способствует созданию более сильной связи между покрытием и подложкой. В соответствии с одним подходом, считают, что ориентировочно от 0.5 до 10 вес.% наполнителя (преимущественно, монтмориллонита) в пленке оказывают положительное влияние на прочность связи.
В соответствии с одним подходом, подходящими гибкими пленками, образующими переднюю и заднюю панели 16 и 18, могут быть пленки на базе полиэтилена толщиной ориентировочно от 2 до 5 мил, а в некоторых случаях, толщиной около 3 мил. Обратимся на момент к рассмотрению фиг.14, на которой показано, что, в соответствии с одним подходом, гибкая пленка 16 или 18, образующая соответственно переднюю или заднюю панели, является многослойной пленкой, полученной методом экструзии с раздувом, содержащей структурную базу из одного или нескольких слоев (показаны два слоя) из полиэтилена 702 высокой плотности (HDPE) и внешний или принимающий адгезивный слой 704 горячего уплотнения из EVA, заполненный наполнителем 706. В соответствии с одним подходом, внешний слой может содержать смеси EVA, линейного полиэтилена низкой плотности и наполнителя. Например, экструдированный EVA слой может содержать ориентировочно от 60 до 80% EVA, ориентировочно от 5 до 20% полиэтилена и ориентировочно от 3 до 10% наполнителя. В соответствии с этим подходом, способный к сцеплению зажим 12 наносят на внешний слой 704 горячего уплотнения из EVA, который образует внутреннюю поверхность гибкой упаковки 10. При таком подходе, многослойная пленка может содержать множество слоев, при этом ориентировочно две трети пленки представляют собой полиэтилен высокой плотности и ориентировочно одна треть пленки представляет собой заполненный органоглиной EVA.
Как это показано на фиг.14, наполнитель 706, который для пояснения в основном показан с преувеличением, равномерно диспергирован по всему объему внешнего EVA слоя 704, причем по меньшей мере некоторая часть наполнителя 708, например, может иметь по меньшей мере участок, который открыт или немного выступает из внешней поверхности 710 EVA слоя 704. Альтернативно, наполнитель может быть не открыт на поверхности 708, но может создавать более шероховатую внешнюю поверхность. Не желая связывать себя какой-либо теорией, все же можно полагать, что имеющийся у поверхности наполнитель 708 в сочетании с обработкой коронным разрядом может усиливать связь зажима с пленочной подложкой, что может создавать эффективную связь с пленкой, которая превышает когезионную прочность на отрыв между двумя способными к сцеплению слоями 32 и 34. В основном, когда когезионное усилие отрыва (отслаивающее усилие) составляет меньше чем ориентировочно от 600 до 700 граммов на дюйм, не происходит отслоения во время повторных циклов отрыва/ повторного уплотнения.
При использовании описанных здесь способных к сцеплению зажимов и пленочных подложек, повторно закрываемый зажим на базе адгезива может быть многократно открыт и закрыт без отслоения от гибкой основы, что может быть обеспечено стабильно в течение времени и позволяет получать в основном воспроизводимые результаты, даже если такой зажим был засорен или загрязнен продуктом, таким как крошки пищи. Даже если способный к сцеплению зажим засорен крошками пищи или загрязнен пищевыми маслами, тем не менее, заявленный способный к сцеплению зажим не имеет недопустимого падения когезионных свойств.
В соответствии с одним подходом, заявленные способные к сцеплению зажимы могут сохранять когезионную или автокогезионную прочность на отрыв при загрязнении продуктом, крошками пищи, маслами, и т.п., составляющую ориентировочно от 100 до 650 граммов на дюйм, и обеспечивать остаточное сцепление или остаточную когезию после засорения или загрязнения, составляющую ориентировочно от 25 до 100% уровней когезии до загрязнения. Остаточное сцепление или остаточную когезию определяют как процентное отношение прочности на отрыв при засорении или загрязнении зажима к прочности на отрыв чистого или незагрязненного зажима. Как это дополнительно описано в приведенных ниже примерах, заявленные способные к сцеплению зажимы имеют остаточную когезию ориентировочно 25% и ориентировочно 100%, при загрязнении соответственно мелкими крошками бисквита Triscuit и пшеничными крошками. Сравнимый клей, склеивающий при надавливании, имеет соответствующие остаточные значения ориентировочно 1.2% и ориентировочно 8%, при загрязнении соответственно мелкими крошками бисквита Triscuit и пшеничными крошками, при аналогичных уровнях.
Вернемся к рассмотрению фиг.4 и 5, на которых показан альтернативный повторно закрываемый зажим 112, в котором способные к сцеплению слои 30 и 32 объединены со смежным неадгезивным или буферным распорным слоем 140. Смежный распорный слой 140 расположен так, что он в основном выступает наружу за внешние поверхности 34 и 36 способных к сцеплению слоев 30 и 32, так что способные к сцеплению слои 30 и 32 в основном заглублены относительно внешней поверхности 142 распорного слоя 140.
Неадгезивный распорный слой 140 может быть образован из материала, из которого образован неклейкий или неадгезивный участок упаковки 10, например, из такого материала, который не образует связи с другими материалами. В соответствии с одним подходом, неадгезивный распорный слой 140 может быть образован из такого материала, как полиолефин, полиамид или другой неадгезивный материал. Например, распорный слой 140 может содержать сложный полиэфир, полиэтилен, полипропилен, полибутилен, сополимер этилена и винилацетата, найлон, полиэтилентерефталат, поливинилхлорид, поливинилиденхлорид, сополимер этилена и винилового спирта, поливиниловый спирт, полистирол, и их смеси. В соответствии с одним из вариантов, распорный слой 140 содержит полиолефин. Полиолефины особенно хорошо подходят для использования в качестве материалов для распорного слоя, по той причине, что они в основном не являются адгезивными после сушки и в основном легко позволяют создавать водные дисперсии или дисперсии растворителя, которые легко могут быть нанесены в виде рисунка при помощи процессов флексографии или ротационной глубокой печати. Преимущественно, неадгезивный распорный слой 140 образован из водной дисперсии или дисперсии растворителя неадгезивного материала, растворенного или диспергированного в растворителе. Дисперсию затем с перерывами (периодически) наносят в виде покрытия или печатают рядом со способными к сцеплению слоями 32. Вообще говоря, толщина высушенных слоев покрытия может составлять ориентировочно от 0.1 мил до 2 мил.
Как это показано на фиг.4, неадгезивный распорный слой 140 преимущественно содержит пару неадгезивных распорных слоев 144 и 146, расположенных соответственно рядом с боковыми сторонами 148 или 150 способных к сцеплению слоев 30 и 32. В специфическом варианте, показанном на фиг.4 и 5, можно видеть распорные слои 144 и 146, которые расположены на способном к сцеплению слое 32 и смещены к дистальным концам слоев 30 и 32, которые являются в основном смежными с кромками боковых сторон 148 и 150.
Преимущественно, неадгезивный распорный слой 140 образует зазор 152 между внешней поверхностью 142 распорного слоя 140 и способной к сцеплению поверхностью 34 или 36 когезионного материала. В соответствии с одним подходом, зазор составляет ориентировочно от 2.5 до 50 мкм. Обратимся к рассмотрению фиг.10 и 11, на которых показано, что зазор 152 или образованное иным образом заглубление способных к сцеплению поверхностей 34 или 36 позволяет зажиму 112 ограничивать контакт способного к сцеплению слоя 30 или 32 с нежелательными поверхностями. Как это показано на фиг.10, распорные слои 140 и зазоры 152 стремятся поддерживать промежуток между способным к сцеплению слоем 32 и деталью примерной машины, которая показана как валик 154 примерной машины (однако в качестве не ограничительного примера можно указать, что это может быть любое число компонентов машины, таких как валики (ролики), балки, ножи, направляющие элементы и заливочные трубы). Заглубление способного к сцеплению слоя 30 или 32 за счет распорных слоев 140 уменьшает и, преимущественно, исключает тенденцию входа в контакт когезионного материала с деталью машины и переноса или съема адгезива на эту деталь, потому что способный к сцеплению слой 30 или 32 в основном смещен от этих нежелательных поверхностей за счет распорного слоя 140, контактирующего со смежной поверхностью (то есть с валиком 154 машины) ранее входа в контакт с ней способного к сцеплению слоя 30 или 32, и за счет заглубления способного к сцеплению слоя от нее. Как это в основном показано на фиг.11, распорный слой 140 и зазор 152 также стремятся снизить и, преимущественно, исключить тенденцию к сцеплению зажима 112 с другими слоями 14 пленки, когда пленочную подложку 14 наматывают в рулон или в большой рулон. Образованный зазор 152 может удерживать способный к сцеплению слой 32 смещенным от смежных намотанных слоев 14 пленки, что в основном снижает и, преимущественно, исключает тенденцию к блокированию намотанного рулона, по той причине, что, опять, способный к сцеплению слой 32 смещен от задней стороны смежного слоя 14 пленки, потому что распорный слой 140 входит в зацепление со смежным слоем 14 пленки ранее способного к сцеплению слоя 30 или 32.
Вновь обратимся к рассмотрению фиг.5, на которой показано, что для закрывания упаковки 10, пользователь пальцами (или за счет операции закрывания машины во время операций заполнения упаковки) сдавливает переднюю и заднюю панели 16 и 18 между распорными слоями 140, чтобы прогнуть панели 16 и 18 внутрь через зазор 152, для того, чтобы принудительно ввести в зацепление противоположные способные к сцеплению слои 30 и 32 и образовать когезионную связь между ними, для уплотненного закрывания упаковки 10. Чтобы открыть упаковку 10, пользователь отслаивает назад лапки 156 упаковки, расположенные над способным к сцеплению зажимом 112 в противоположных направлениях 157, чтобы произвести отслаивание способного к сцеплению слоя 30 от способного к сцеплению слоя 32. В соответствии с одним подходом, способные к сцеплению слои 30 и 32 выполнены с возможностью закрывания и повторного открывания множество раз, причем, в некоторых случаях, способные к сцеплению слои 30 и 32 преимущественно имеют достаточную конструктивную целостность и целостность связи, позволяющую закрывать и открывать упаковку ориентировочно от 5 до 10 раз. Однако, следует иметь в виду, что специфические способные к сцеплению слои и соответствующие упаковки могут быть выполнены с возможностью закрывания и повторного открывания любое число раз, в зависимости от специфической конфигурации, веса покрытия и других параметров способных к сцеплению слоев и пленочной подложки.
Обратимся теперь к рассмотрению фиг.6, 7 и 8, на которых показаны альтернативные варианты построения повторно закрываемого зажима. На фиг.6 и 7 показан повторно закрываемый зажим 212, в котором распорные слои 240 являются смежными со способными к сцеплению слоями 30 и 32 и расположены на пленочных подложках 16 и 18. На фиг.8, распорные слои 240 являются смежными со способными к сцеплению слоями 30 и 32, но смещены от них, так как распорные слои 240 не обязательно должны входить в контакт или входить в зацепление со способными к сцеплению слоями 30 или 32, причем, в некоторых случаях, непостоянство изготовления может приводить к наличию промежутка между слоями 240 и слоями 30 и 32.
В этих альтернативных вариантах, аналогичный вес мокрого покрытия, образующего как способный к сцеплению слой 30 или 32, так и распорный слой 240, может быть нанесен на пленочную подложку 14, однако зазор 152 и заглубление способных к сцеплению поверхностей 34 и 36 могут быть образованы за счет изменения процентного содержания твердых веществ в растворе растворителя для образования способных к сцеплению слоев относительно процентного содержания твердых веществ в растворе растворителя или в водном растворе для образования распорного слоя, который используют для нанесения мокрого покрытия. Например, раствор для образования когезионного материала (материала способных к сцеплению слоев) может иметь меньшее процентное содержание твердых веществ, чем раствор для образования распорного слоя, так что, после сушки и главным образом удаления растворителя, способные к сцеплению слои 30 и 32 будут иметь меньший вес сухого покрытия или меньшую толщину. В соответствии с одним подходом, раствор когезионного материала может содержать ориентировочно от 25 до 45% твердых веществ, а раствор растворителя для образования распорного слоя может содержать ориентировочно от 45 до 65% полиолефиновых твердых веществ, так что способный к сцеплению слой образует толщину покрытия, которая существенно тоньше толщины распорного слоя. Например, способный к сцеплению слой может иметь толщину ориентировочно от 10 до 20 мкм, а распорный слой может иметь толщину ориентировочно от 20 до 40 мкм.
Обратимся теперь к рассмотрению фиг.9, на которой в общих чертах схематично показан примерный способ формирования повторно закрываемого зажима 12, 112 или 212, в котором использован процесс прерывистого шагового перемещения. Например, подача пленочной подложки 14 может производиться с рулона 402 за счет ее разматывания в направлении движения машины 404. Первый пост 406 нанесения покрытия периодически наносит первую полосу 408 когезионной дисперсии в поперечном направлении относительно движения ленты. Первый пост 406 нанесения покрытия может содержать аппликатор флексографии, аппликатор глубокой печати или другой подходящий аппликатор для периодического нанесения дисперсии растворителя в поперечном направлении относительно движущейся ленты. Ленту пленки 14 затем перемещают на шаг или сматывают на первое расстояние 410 в направлении движения машины, после чего первый пост 406 нанесения покрытия наносит вторую полосу 412 когезионной дисперсии в поперечном направлении ленты. Затем ленту перемещают на шаг или сматывают на второе расстояние 414, которое может быть короче чем первое расстояние 410, после чего первый пост 406 нанесения покрытия наносит третью поперечную полосу 416 в поперечном направлении ленты. Эту схему нанесения затем повторяют с перемежающимися короткими и длинными шагами, при непрерывном сматывании ленты 14 с рулона 402. Альтернативно, лента может перемещаться на одинаковые шаги между операциями нанесения поперечных полос.
Ленту, которая имеет нанесенные на нее покрытия 408, 412 и 416, затем подвергают сушке или отверждению с использованием сушильной печи или другого устройства 420 для сушки, чтобы удалить растворитель и образовать сухие способные к сцеплению полосы. Из ленты пленки 14 затем может быть образована упаковка 10 за счет разрезания 422, фальцовки 424, формирования 426 боковых уплотнений и заполнения 428 продуктом 430 (таким как пищевой продукт, например, измельченный сыр).
Если используют распорные слои 140, то тогда может быть использован второй пост 432 нанесения покрытия. Если его используют, то второй пост 432 нанесения покрытия будет наносить мокрое покрытие дисперсии распорного слоя рядом с дисперсией когезионного материала, аналогичным образом, последовательно или одновременно с нанесением способного к сцеплению слоя, с использованием аппликатора флексографии, аппликатора глубокой печати или другого подходящего аппликатора, чтобы периодически наносить дисперсию растворителя поперек движущейся ленты. Преимущественно, распорный слои также наносят в основном параллельно способному к сцеплению слою.
Обратимся теперь к рассмотрению фиг.12, на которой показан другой пример подходящего способа 500, который может быть использован для формирования подложки, имеющей на ней повторно закрываемый зажим 12, 112 и/или 212. В этом примере используют растворитель для образования покрытия, а также процесс печати, ротационной глубокой печати или флексографии для нанесения способных к сцеплению слоев и/или распорных слоев (если их используют) на пленочную подложку. Следует иметь в виду, что при необходимости для специфического применения могут быть использованы и другие процессы нанесения покрытия. В описанном альтернативном подходе, пленочную подложку, имеющую на ней укупорочное средство, наматывают в рулон, который позднее используют для образования гибкой упаковки на машине для формирования, заполнения и уплотнения упаковки.
В этом примерном способе 500, пленочную подложку 14 получают с рулона или большого рулона 502 базовой пленки, которая может быть однослойной или многослойной пленкой, имеющей EVA в качестве материала внутреннего слоя 504, на который наносят адгезивы. Пленку сматывают с рулона и направляют на первый пост 506 нанесения покрытия, где может быть нанесен способный к сцеплению слой зажима. В соответствии с одним подходом, первый пост 506 нанесения покрытия может содержать аппликатор 508 для нанесения раствора растворителя когезионного полимера, такой как экструзионная головка, чан для раствора или другое средство для подачи раствора. Например, содержащий ТРЕ раствор растворителя может быть нанесен на первый или формный цилиндр 510, который переносит раствор на второй или офсетный цилиндр 512, имеющий на нем изображение или отпечаток 514 с конфигурацией, размером и формой способной к сцеплению полосы, наносимой на пленку 14. Второй цилиндр 512 затем переносит раствор растворителя когезионнного материала на движущуюся пленочную подложку 14, чтобы образовать первую полосу ТРЕ содержащего материала 516 на ленте.
Ленту 14 затем направляют в сушильную печь 520, для сушки, отверждения или удаления любого остаточного растворителя в нанесенном сцепляющем слое. После достаточной сушки этого сцепляющего слоя, лента с нанесенным сухим сцепляющим слоем может быть намотана в промежуточный рулон 522 для хранения или перемещена на следующий пост формирования для проведения процесса формирования, заполнения и уплотнения упаковки, как это в основном показано на фиг.13.
Если сцепляющий слой содержит возможные буферные или распорные слои 140 или 240, тогда способ 500 также может предусматривать использование второго поста 530 для нанесения раствора. Второй пост 530 для нанесения раствора может быть аналогичен первому посту 506, но выполнен с возможностью нанесения и размещения распорного слоя 140 рядом со способным к сцеплению слоем, как уже было указано здесь выше. Для этого, второй пост 530 нанесения может быть выполнен с возможностью нанесения распорного слоя 140 или 240 на верхней поверхности способного к сцеплению слоя или рядом с ним, как уже было указано здесь выше.
В соответствии с одним подходом, второй пост 530 нанесения также может содержать аппликатор 532 раствора (раствора растворителя или водного раствора), первый или формный цилиндр 534, второй или офсетный цилиндр 536, имеющий на нем изображение или отпечаток 538 с конфигурацией, размером и формой желательного распорного слоя или слоев 140 и/или 240. Второй цилиндр 536 затем переносит полосу или полосы раствора распорного слоя на ленту в правильной ориентации и в правильном расположении относительно способного к сцеплению слоя. Ленту, которая содержит оба способный к сцеплению и распорный слои, затем подают в сушильную печь 520 для удаления остаточных растворителей, а затем наматывают в промежуточный большой рулон 522. Альтернативно, второй пост 530 нанесения может быть расположен ниже по течению от печи 520, так что распорные слои наносят рядом с сухим способным к сцеплению слоем. В этом случае, ленту с нанесенными распорными слоями затем подают во вторую сушильную печь, аналогичную печи 520.
Обратимся теперь к рассмотрению фиг.13, на которой показана примерная машина 600 для формирования, заполнения и уплотнения упаковки, в которой используют промежуточный рулон 522, полученный по способу 500 (который может быть предварительно разрезан для получения подходящего размера ранее использования в машине 600), причем указанная машина 600 позволяет образовать уплотненную упаковку 602. В этом примере используют вертикальный упаковщик или непрерывный процесс упаковывания, чтобы обертывать пленку 14 вокруг заливной трубы 604. Первый узел 606 горячего уплотнения образует первое горячее уплотнение 607 в направлении движения машины. Второй поперечный узел 608 горячего уплотнения с встроенным режущим приспособлением затем образует второе и третье поперечное горячие уплотнения 609 и 611, таким образом, что эти горячие уплотнения будут расположены соответственно на каждой стороне способного к сцеплению повторно закрываемого укупорочного средства (зажима) 613. Как это показано на фиг.13, уплотнение 609 находится ниже когезионного укупорочного средства 613, однако следует иметь в виду, что уплотнение 609 также может находиться выше или выше и ниже укупорочного средства 613. Наконец, режущее приспособление, встроенное в поперечный узел горячего уплотнения, разрезает пленку между способным к сцеплению повторно закрываемым укупорочным средством 613 и нижним уплотнением 611 смежного пакета, за счет чего происходит разделение пакета, который только что был заполнен и уплотнен, от следующего пакета, который находится в процессе заполнения. Следует иметь в виду, что приведенные на фиг.9, 12 и 13 примерные процессы являются всего только одним примером подходящих способов формирования и заполнения гибкой упаковки, имеющей на ней способный к сцеплению повторно закрываемый зажим, так что другие способы формирования также могут быть использованы при необходимости в соответствующем специфическом применении.
Преимущества и конструктивные варианты описанного зажима дополнительно поясняются в следующих примерах. Однако следует иметь в виду, что специфические режимы, схемы обработки, материалы и их количества, которые указаны в этих примерах, а также другие условия и детали, не следует понимать как ограничивающие заявленный способ. В примерах все процентные содержания даны в весовых процентах, если специально не оговорено иное.
Примеры
Пример 1
Был приготовлен способный к сцеплению повторно закрываемый зажим и было произведено его сравнение со стандартным зажимом на базе клея, склеивающего при надавливании (PSA-Control, контрольный зажим PSA), полученным из серийной упаковки Nabisco Chips Ahoy Snack'n Seal (фирма Fasson, Avery Dennison Corporation).
Способный к сцеплению зажим был приготовлен с использованием ориентировочно 8 частей стиролового блоксополимера (ТРЕ, LC347-042B, GLS Corporation) и 1 части по весу сополимера этилена и винилацетата (EVA 1980a, AT Plastics, Edmonton, Alberta, Canada), которые растворяли в толуоле. EVA содержит ориентировочно 19% винилацетата и имеет показатель текучести расплава около 600. Перемешанный и разбавленный раствор содержит около 22% твердых веществ и имеет вязкость по Брукфильду около 155 сантипуаз при температуре около 21°С.Этот раствор был нанесен на многослойную подложку толщиной 2.7 мил с использованием двух смещенных друг от друга брусков для испытания на удар с надрезом, имеющих микрометрическое регулирование. Подложку с покрытием сушили за счет двойного прохода через печь при температуре около 150°F (полное время сушки ориентировочно от 2.5 до 3 минут), чтобы образовать сухое покрытие толщиной около 3 мил для образования способного к сцеплению зажима.
В качестве пленки подложки (фирма Pliant Corporation) использовали многослойную, соэкструдированную пленку, имеющую два слоя полиэтилена высокой плотности и один внешний слой, который представляет собой содержащий наполнитель из органоглины и сополимер этилена и винилацетата (EVA) слой горячего уплотнения. Внешний EVA слой горячего уплотнения соэкструдированной пленки содержит около 80% EVA, около 10% полиэтилена и около 6% наполнителя из органоглины. Поверхность EVA слоя также была обработана коронным разрядом до 40 дин. Способный к сцеплению зажим был закреплен на EVA слое горячего уплотнения. При использовании указанной пленки, способные к сцеплению зажимы этого примера не отслаиваются от пленочной подложки, так что связь с пленкой и с EVA слоем горячего уплотнения будет больше чем когезионные прочности на отрыв, результаты испытаний которых приведены ниже.
Как способный к сцеплению зажим, так и контрольный зажим PSA были испытаны на Т-отслаивание без загрязнения и при загрязнении крошками бисквита Triscuit (Kraft Foods), мелкими пшеничными крошками (Kraft Foods) и кофейными зернами. В показанных ниже таблицах 1-3 приведены результаты испытания на Т-отслаивание (граммов на дюйм при скорости поперечины около 12 дюймов в минуту), без загрязнения и при загрязнении крошками. В таблице 3 приведено остаточное сцепление после загрязнения, которое представляет собой отношение отслаивания после загрязнения к отслаиванию без загрязнения.
Все способные к сцеплению образцы и контрольные образцы подвергали загрязнению, полностью покрывая их липкую поверхность пищевыми крошками, после чего каждый образец понимали и легко встряхивали, чтобы удалить избыток крошек, не прилипших к полосе. В случае бисквитных Triscuit крошек и мелких пшеничных крошек, эти крошки являются эквивалентными тем, которые находят на дне серийных продуктовых коробок. В случае образца кофейных зерен, цельные кофейные зерна помещали в образец и затем удаляли. Полагают, что при этом масло кофейных зерен загрязняет образец.
|
|
Как было показано выше, способный к сцеплению зажим является намного более стойким к загрязнению пищевыми крошками, чем контрольный зажим PSA. Способный к сцеплению зажим имеет % остаточного сцепления (то есть отношение отслаивания при загрязнении к отслаиванию без загрязнения ×100) по меньшей мере около 25%, а в некоторых случаях по меньшей мере около 100%. В результате, способный к сцеплению зажим не имеет никакой существенной потери прочности на отрыв и работает также хорошо при загрязнении пищевыми кошками, как и без загрязнения. В отличие от этого, PSA зажим имеет существенную потерю прочности на отрыв при загрязнении пищевыми кошками.
Для проведения указанных выше испытаний на Т-отслаивание был использован тестер испытаний на сдвиг/ отслаивание (модель SP-102B-3M90, Instrumentors, Inc., Strongsville, Ohio). В режиме испытаний на Т-отслаивание машину включали при скорости около 12 дюймов в минуту. Адгезивные образцы разрезали на полосы шириной около 1 дюйма и длиной около 10 дюймов, причем две полосы склеивали, соединяя вместе их покрытые адгезивом стороны. Склеенные образцы прокатывали по 2 раза вперед и назад (всего 4 прохода) с использованием покрытого силиконом обрезиненного валика массой 4.5 фунта (Chemsultants International Network, HR100, ручной валик 4.5 фунта). Испытание на отслаивание предусматривает получение усредненных показаний с интервалом около 5 секунд, с использованием около 5-8 показаний для каждой полосы.
Пример 2
Способный к сцеплению зажим примера 1, изготовленный из смеси ТРЕ/ EVA, которая содержит ориентировочно 8 частей ТРЕ и 1 часть EVA, был подвергнут испытаниям на изменение Т-прочности на отрыв в течение времени. Полученные результаты приведены ниже в таблице 4.
|
|
Пример 3
Способный к сцеплению зажим примера 1, изготовленный из смеси ТРЕ/EVA, был испытан на снижение прочности на отрыв, при проведении множества циклов отслаивания/повторного уплотнения в быстрой последовательности, с использованием процедур, описанных в примере 1. Все образцы испытывали последовательно, без длительной выдержки между тестами, за исключением времени повторного уплотнения и прокатки образцов. Время выдержки между тестами составляло около 2 минут или меньше. Полученные результаты приведены ниже в таблице 5. Как это показано в таблице 5, когезионная прочность на отрыв составила около 80% самого высокого уровня исходной прочности на отрыв после множества попыток повторного уплотнения.
|
Сравнительный пример 1
Пленочная подложка примера 1 была покрыта аналогично указанному в примере 1, но только с использованием ТРЕ (LC 347-042B) в толуоле, без использования разбавителя. В этом случае, начальная прочность на отрыв составила около 339 граммов на дюйм (в среднем), однако прочность на отрыв по истечении 24 часов была недопустимо высокой и составляла около 1,500 граммов на дюйм (в среднем). Полученные результаты приведены ниже в таблице 6.
|
Сравнительный пример 2
Была также предпринята попытка использования других разбавителей, однако это не привело к получению приемлемых изделий. Прежде всего, использовали поливинил бутирал (PVB) (Wacker Chemical) в смеси с ТРЕ в толуоле, аналогично указанному в примере 1, при отношениях около 1:1, около 3:1 и около 7:1 (TPE/PVB). Затем проводили испытания когезионной прочности на отрыв, также аналогично указанному в примере 1. Ни один из образцов не показал приемлемых результатов, так как когезионное отслаивание было слишком высоким или слишком низким. При отношении 1:1, образец имел низкое начальное отслаивание, составляющее около 23 граммов на дюйм, однако отслаивание по истечении 24 часов возрастало до 293 граммов на дюйм, но затем, по истечении 96 часов, вновь падало до значения ориентировочно меньше чем 100 граммов на дюйм. При отношении 3:1, когезионное самосцепление первоначально составляло около 294 граммов на дюйм и по истечении 24 часов возрастало до значения больше чем 1,100 граммов на дюйм. Наконец, при отношении 7:1, когезионное сцепление первоначально составляло около 394 граммов на дюйм и по истечении 24 часов возрастало до значения больше чем, 1,700 граммов на дюйм. Полученные результаты приведены ниже в таблице 7, 8 и 9. Указанные образцы являются неприемлемыми, так как они имеют слишком низкое или неприемлемо высокое отслаивание.
|
Сравнительный пример 3
Была также проведена оценка различных сополимеров этилена и винилацетата (EVA) для использования в качестве разбавителя. Был исследован EVA разбавитель, который содержит около 18% винилацетата и имеет показатель текучести расплава около 150 (EVA 1850А, AT Plastics), причем оказалось, что он не растворяется в толуоле и не образует стабильный раствор с ТРЕ. Был исследован также другой EVA разбавитель, который содержит около 18% винилацетата и имеет показатель текучести расплава около 500 (EVA 1880А, AT Plastics), причем также оказалось, что он не растворяется в толуоле и не образует стабильный раствор с ТРЕ.
Следует иметь в виду, что несмотря на то, что был описан предпочтительный вариант осуществления изобретения, приведенный для пояснения сути предложенной упаковки, совершенно ясно, что в него специалистами в данной области могут быть внесены изменения и дополнения, касающиеся деталей, материалов и компоновки упаковки и способа ее образования, которые соответствуют принципам и объему заявленного изобретения и не выходят за рамки формулы изобретения.
Упаковка, содержащая поддающуюся повторному закрытию застежку на клеевой основе, и способы ее формирования
Упаковка, содержащая поддающуюся повторному закрытию застежку на клеевой основе, и способы ее формирования

