Результат интеллектуальной деятельности: СПОСОБ ИНДУКЦИОННОЙ НАПЛАВКИ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может быть использовано для повышения износостойкости наружных цилиндрических поверхностей изделий.
Известен способ индукционной наплавки, заключающийся в том, что на наплавляемую поверхность изделия наносят слой наплавляемого материала (например, в виде пасты или шихты) и подвергают их совместному разогреванию токами высокой частоты при помощи индуктора - до оплавления поверхности изделия и расплавления наплавляемого материала; после отключения индуктора и остывания изделия и наплавленного материала на изделии образуется наплавленный слой (см., например, Аникин Н.А., Дробышевская Н.И., Дудинов В.А. и др. Справочник для изобретателя и рационализатора. Предисл. Изд. 3-е испр. и доп. Москва-Свердловск, Машгиз, 1962. 792 стр. с ил., стр.543).
Недостаток данного способа состоит в том, что он неприменим для наплавки наружных цилиндрических поверхностей, так как наплавляемый материал не удерживается на этих поверхностях вследствие их кривизны.
В качестве прототипа взят способ индукционной наплавки по АС СССР №1794610, кл. B23K 13/01, опубл. 15.02.1993 г., бюл. №6. Сущность его состоит в том, что из цилиндрической детали предварительно изготавливают правильный многогранник, нанесение наплавляемого материала осуществляют на каждую из граней, последовательно устанавливая их горизонтально, обрабатывают наплавляемый материал индуктором, после остывания расплава последовательно устанавливают горизонтально участки пересечения граней, повторяя при этом те же операции, процесс повторяют до получения слоя наплавленного материала требуемой толщины, после чего деталь обрабатывают до заданного диаметра.
Недостаток прототипа состоит в том, что по данному способу деталь перед наплавкой необходимо огранивать, что нетехнологично, приводит к перерасходу материала детали и требует дополнительных временных затрат; отдельный наплавляемый слой получается малой толщины, вследствие того что расплав стремится к растеканию и стеканию с его граней, это требует повторения большого количества отдельных наплавочных операций, что удлиняет процесс наплавления, тем более, что требуется после каждого отдельного наплавления дожидаться застывания расплава; при этом суммарный наплавленный слой получается неоднородным, что ухудшает его эксплуатационные качества; кроме того, суммарный наплавленный слой получается сплошным, а в случае необходимости выполнения в наплавленной поверхности масляных канавок (для улучшения триботехнических характеристик поверхности изделия) требуется производить дополнительные операции по их нарезанию в этой поверхности, что нетехнологично, требует дополнительных временных затрат и затруднительно, т.к. наплавленная поверхность имеет повышенную твердость.
Изобретением решается задача оптимизации процесса наплавки и повышения триботехнических характеристик наплавленной поверхности.
Это достигается тем, что изделие с наплавляемой наружной цилиндрической поверхностью устанавливают горизонтально; на верхнюю часть поверхности, вдоль нее, симметрично относительно вертикали и радиально относительно изделия, устанавливают пару пластин, выполненных из термостойкого неметаллического материала, например графита, с расстоянием между ними, равным задаваемой ширине одноразово наплавляемого слоя, и высотой больше высоты этого слоя; наносят между пластинами порцию наплавляемого материала и обрабатывают его индуктором; после затвердевания расплава изделие проворачивают на величину шага наплавки, равного сумме ширины наплавленного слоя и толщины пластины; переставляют первую по ходу проворачивания изделия пластину на место, которое первоначально занимала вторая пластина; наносят вновь между пластинами наплавляемый материал и обрабатывают его индуктором; после затвердевания расплава изделие вновь проворачивают на тот же шаг наплавки; переставляют первую по ходу проворачивания изделия пластину на место, которое занимала до проворачивания вторая пластина, и повторяют циклы наплавки до наплавления поверхности изделия по всей его окружности; после окончания процесса наплавки изделие обтачивают до необходимого диаметра.
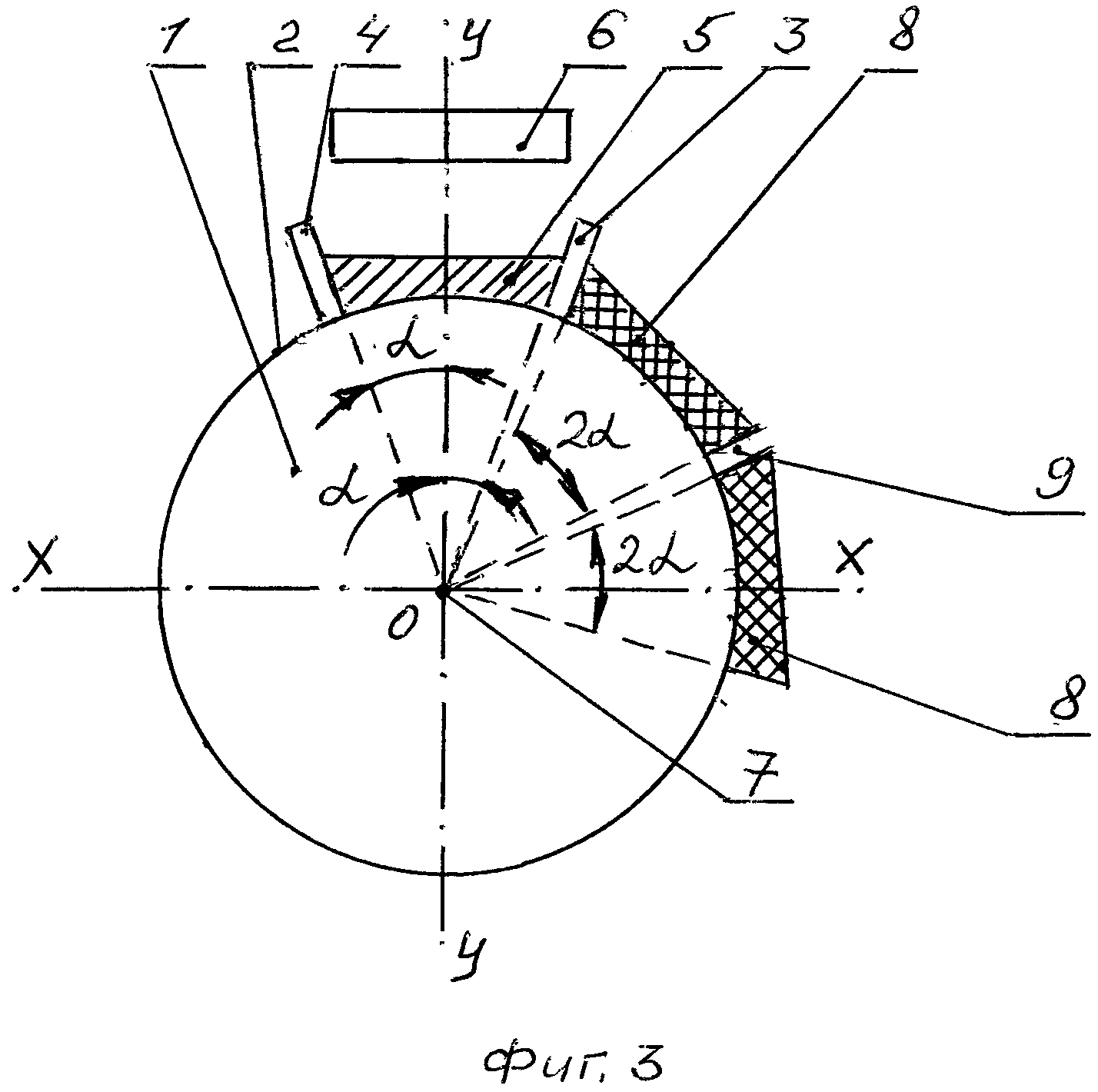
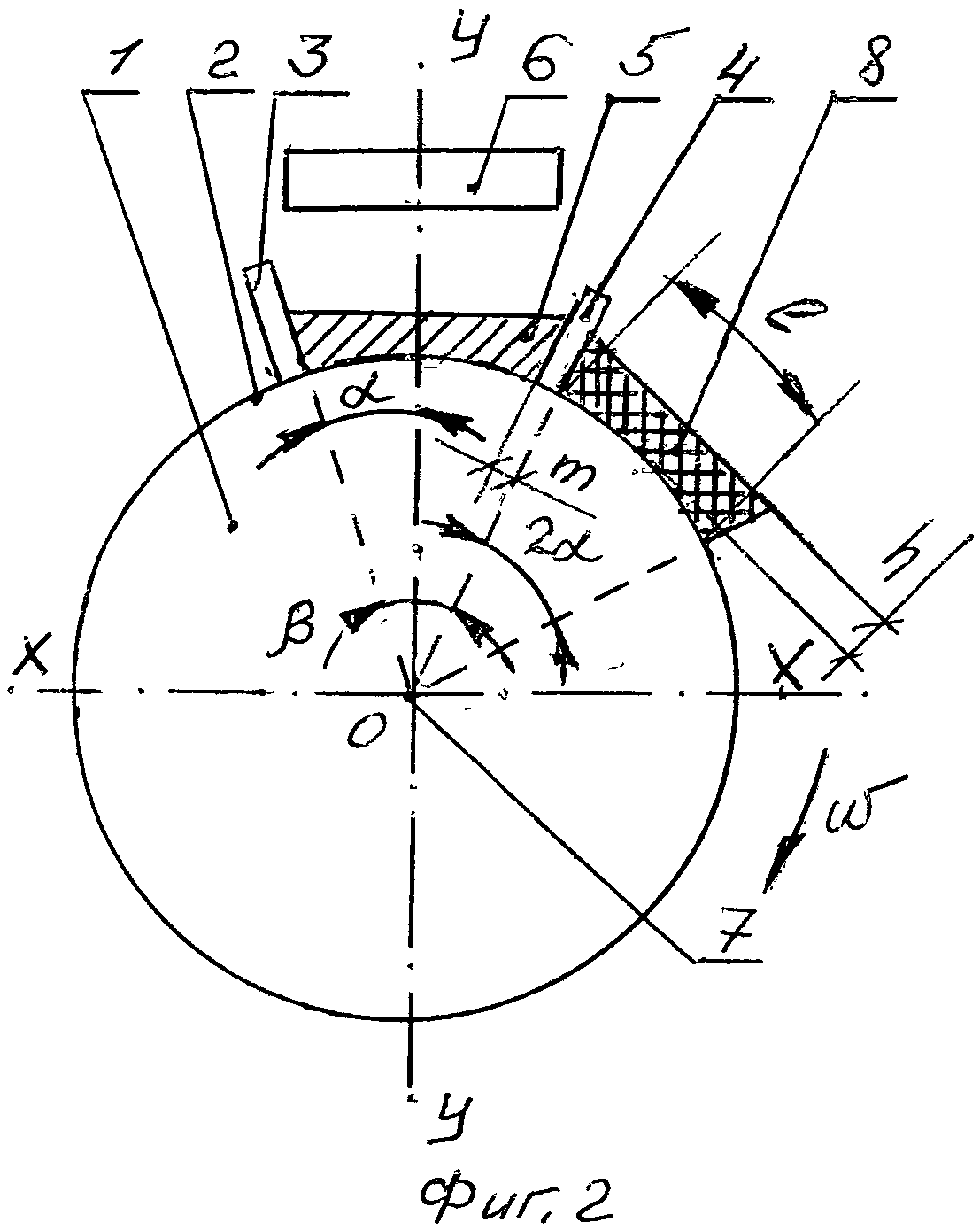
Сущность изобретения поясняется чертежами, на которых изображено изделие с наплавляемой поверхностью (вид с торца) в различные фазы процесса наплавки - фиг.1, 2, 3. На чертеже изображены: изделие 1; наплавляемая поверхность 2; пластины 3 и 4 толщиной m; наплавляемый материал 5 (слой толщиной h в средней его части); индуктор 6; ось вращения 7 изделия; направление вращения со изделия; угол 2α дуги окружности изделия, занимаемой одноразово наплавленным слоем; угол β дуги окружности изделия, занимаемой одноразово наплавленным слоем и одной пластиной; зазор 9 - между наплавленным слоем 8 поверхности 2.
Реализуется предлагаемый способ следующим образом. Изделие 1 с наплавляемой наружной цилиндрической поверхностью 2 устанавливается горизонтально; на верхнюю часть поверхности, вдоль нее, симметрично относительно вертикали и радиально относительно изделия, устанавливают пару пластин 3 и 4, выполненных из термостойкого неметаллического материала, например графита, с расстоянием между ними, равным ширине одноразово наплавляемого слоя (ширина определяется, исходя из необходимой толщины наплавляемого слоя, диаметра изделия и кривизны наплавляемой поверхности; при этом количество одноразово наплавляемых слоев (n) равно:
 ,
,
где C - длина окружности изделия;
l - длина дуги окружности (C), занимаемой на окружности одноразово наплавляемым слоем;
m - ширина пластины),
и высотой больше высоты наплавляемого слоя; устанавливают на торцы изделия дискообразные торцевые накладки, контактирующие с торцами платин и образующие совместно с ними наплавочную ванну (не показано); наносят между пластинами порцию наплавляемого материала 5 и обрабатывают его индуктором; после затвердевания расплава изделие поворачивают на шаг наплавки, равный сумме ширины наплавленного слоя и толщины пластины - на угол β; переставляют первую по ходу проворачивания изделия пластину на место, освобожденное второй пластиной; наносят между пластинами наплавляемый материал и обрабатывают его индуктором; после затвердевания расплава изделие вновь проворачивают на такой же шаг наплавки; переставляют первую по ходу проворачивания изделия пластину на место, освобожденное при проворачивании изделия второй пластиной, и повторяют циклы наплавок до наплавления поверхности изделия по всей его окружности. По завершении наплавки всей поверхности наплавленную поверхность обтачивают до необходимого диаметра. Полученные при наплавке зазоры (9) между наплавленными участками (8) поверхности, образованные присутствовавшими при наплавке пластинами, используют при эксплуатации изделия в качестве смазочных канавок. Варьируя величины l, m, а также количество одноразово наплавляемых слоев (n), получают поверхность изделия с необходимыми триботехническими характеристиками.
По сравнению с прототипом предлагаемый способ индукционной наплавки позволяет производить наплавление поверхностей более качественно, т.к. одноразово производится наплавка поверхности на полную необходимую высоту наплавляемого слоя на всю требуемую толщину, что способствует достижению однородности наплавленного слоя и повышению его эксплуатационных характеристик; данный способ не требует перерасхода материала изделия, идущего на срезание для получения наплавляемых граней; исключается операция на огранку изделия; повышается производительность труда, т.к. одноразово производится наплавка слоя требуемой толщины, снижается время ожидания затвердевания наплавляемых слоев; за счет образования на поверхности смазочных канавок повышаются триботехнические характеристики наплавленного слоя, что способствует повышению его износостойкости и долговечности.
Способ индукционной наплавки наружных цилиндрических поверхностей изделий, включающий установку изделия горизонтально, нанесение на часть наплавляемой поверхности изделия по всей его длине порции наплавляемого материала, обработку индуктором наплавляемого материала и поверхности изделия до их совместного расплавления, проворачивание изделия вокруг его продольной оси симметрии после затвердевания расплава на шаг наплавки, повторение аналогичных операций до получения наплавленного слоя по всей окружности изделия и последующее обтачивание изделия с наплавленной поверхностью до необходимого диаметра, отличающийся тем, что перед нанесением наплавляемого материала на часть наплавляемой поверхности изделия симметрично относительно вертикали изделия устанавливают пару пластин, выполненных из графита, расстояние между которыми равно задаваемой ширине наплавляемого слоя, а высота - больше высоты упомянутого слоя, при этом порцию наплавляемого материала наносят между пластинами и после обработки индуктором и затвердевания расплава изделие проворачивают на шаг наплавки, равный сумме ширины наплавленного слоя и толщины пластины, затем переставляют первую по ходу проворачивания изделия пластину на место, которое занимала первоначально вторая пластина, наносят между пластинами порцию наплавляемого материала и обрабатывают его индуктором, а после затвердевания расплава изделие вновь проворачивают на такой же шаг наплавки и повторяют циклы наплавок до наплавления поверхности изделия по всей его окружности с образованием канавок.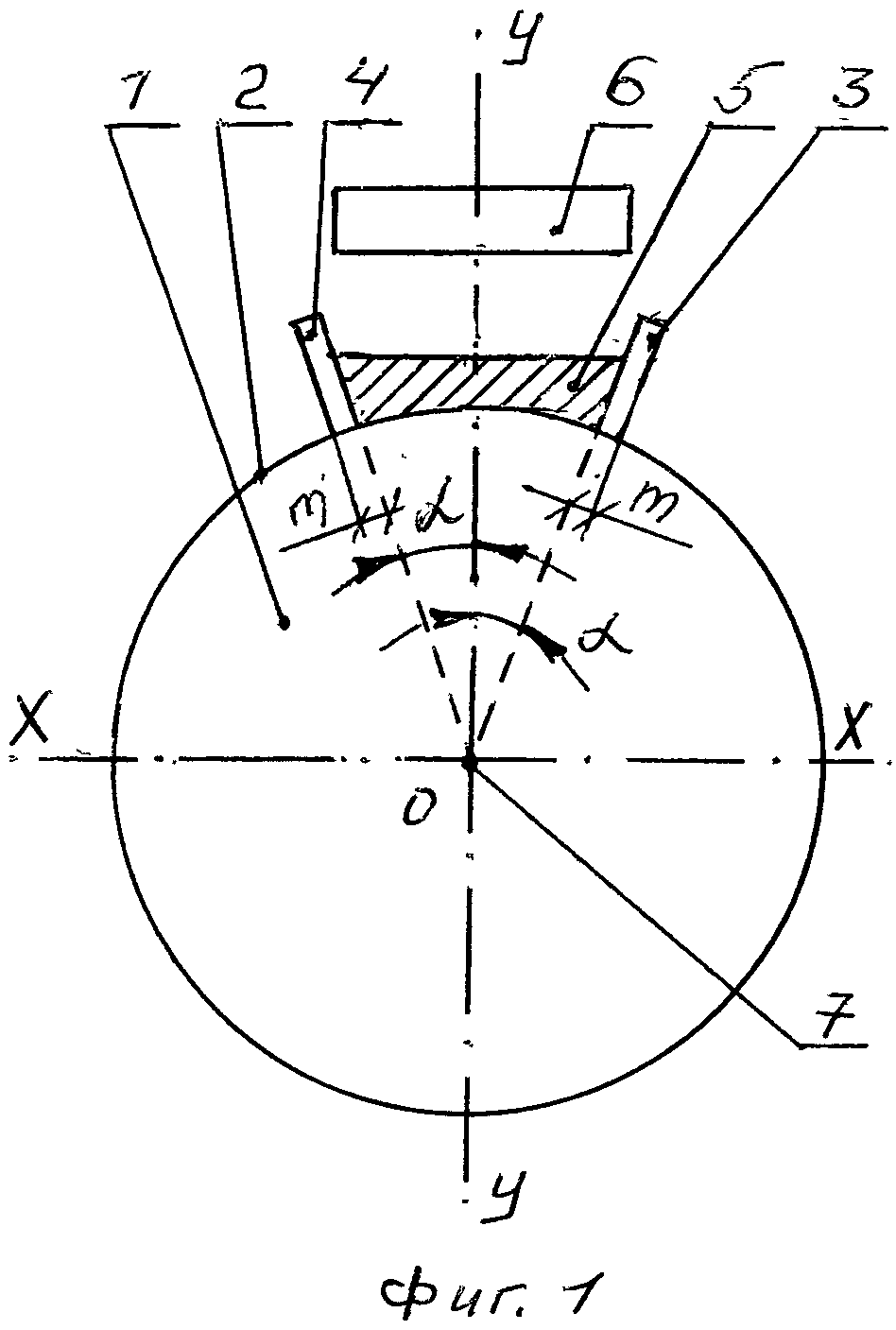
Зубчатая передача
Способ изготовления зубчатого колеса
Подъемно-транспортная машина
Башенный кран
Зубчатое колесо
Зубчатое колесо
Зубчатое колесо
Башенный кран
Зубчатое колесо
Зубчатое колесо
Зубчатая передача
Способ изготовления зубчатого колеса
Подъемно-транспортная машина
Башенный кран
Зубчатое колесо
Зубчатое колесо
Зубчатое колесо
Башенный кран
Зубчатое колесо
Зубчатое колесо

