Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КОНСТРУКЦИИ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ, РАБОТАЮЩЕЙ В ТЕПЛОНАПРЯЖЕННЫХ УСЛОВИЯХ
Вид РИД
Изобретение
Изобретение относится к области изготовления изделий ответственного назначения, работающих в теплонапряженных условиях, в конструкциях которых используют узлы, состоящие из металлического корпуса и внутреннего неметаллического вкладыша и может быть использовано в объектах техники с воздействием внутренней агрессивной среды, характеризующейся импульсным возрастанием давления и температуры.
Корпус является армирующим (упрочняющим) элементом таких конструкций, который изготавливают, как правило, из сталей марок 30 или 35.
Корпус в таких конструкциях служит также для расположения наружных элементов узлов крепления, со стороны которых испытывает значительные нагрузки, вызывающие упруго-пластические деформации.
Среди известных способов такие узлы крепят при помощи обечаек, которые изготавливают с использованием сварки: либо в среде защитных газов (например, активного углекислого) методом электрозаклепки точечными швами (см. например, патент РФ №2409457), либо сварки давлением методом контактной рельефной сварки (см. например, патент РФ №2443528).
Защитным элементом таких конструкций является вкладыш, находящийся во взаимодействии с агрессивной средой и подвергающийся активной эрозии в процессе эксплуатации. Для его изготовления используют, как правило, термореактивные композиции (реактопласты), такие как фено- и аминопласты, пресс-материалы на полиэфирных и эпоксидных связующих и др. в виде порошкообразных (сыпучих), гранулированных или волокнистых веществ.
Среди способов изготовления вкладных деталей распространение получило прессование: прямое (компрессионное) или литьевое (трансферное).
Прессование считается рациональным способом в изготовлении такого рода армированных конструкций.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления армированных конструкций (см. например, Переработка пластмасс. Справочник. Под ред. Брагинского В.А., Ленинград: Химия, 1985 г., стр.59), принятый авторами за прототип, при котором металлический корпус получают одним из известных способов раздельно от неметаллического вкладыша, а вкладыш получают прессованием, затем заготовки корпуса и вкладыша подвергают сборке в специальной оснастке с нанесением клеевого состава (там же, стр.259-261) заданной рецептуры, например компаунда на основе эпоксидной смолы, двуокиси циркония и полиэтиленполиаминов, и последующему длительному процессу склеивания (вследствие продолжительного времени полимеризации адгезива - клея) под нагрузкой с образованием неразъемного клеевого соединения из разнородных материалов по месту контакта склеиваемых поверхностей (субстратов) деталей через клеевой шов.
Такой способ позволяет получать армированные конструкции (там же, стр.58, 3-я строка снизу) из разнородных материалов с клеевым соединением корпуса с вкладышем.
Однако при таком способе корпус изготавливают без наружных элементов узлов крепления, что требует в конструкции дополнительной сборочной единицы в виде обечайки с вваренными в нее элементами крепления (как например, согласно указанным выше патентам РФ №№2409457, 2443528), изготовление которой весьма трудоемко.
Кроме того, в таком способе требуется дополнительная сборочная операция вклейки, которая является продолжительной по времени, что удлиняет технологический цикл изготовления, а также довольно сложной и трудоемкой операцией.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления армированной конструкции из разнородных материалов, работающей в теплонапряженных условиях, принятого авторами за прототип, относится сложность контроля качества клеевого шва по месту контакта склеиваемых деталей неразрушающими методами, недостаточный уровень надежности клеевого соединения и связанные с этим отклонения в функционировании изделия.
Таким образом, задачей данного технического решения (прототипа) являлось обеспечение неразъемного соединения двух деталей из разнородных материалов посредством склеивания.
Общими признаками с предлагаемым авторами способом изготовления армированной конструкции из разнородных материалов, работающей в теплонапряженных условиях, содержащей упрочняющий металлический корпус и внутренний защитный неметаллический вкладыш из термостойкого пресс-материала, является изготовление заготовок корпуса и вкладыша, их соединение в единую конструкцию, механическую обработку конструкции в сборе.
В отличие от прототипа в предлагаемом авторами способе изготовления армированной конструкции из разнородных материалов, работающей в теплонапряженных условиях, корпус выполняют из высокопрочного алюминиевого сплава в виде массивного силового узла с наружными элементами узлов крепления, с оформлением задней части с использованием тонкостенной штампованной сложнопрофильной обечайки, которую соединяют с корпусом при помощи вкладыша, при этом вкладыш получают прессованием с винтообразными утолщениями в задней части из композиционного пресс-материала в виде термореактивной композиции на фенольном связующем, причем процесс изготовления вкладыша совмещают с операциями его сборки и скрепления с корпусом и обечайкой, для этого корпус и обечайку размещают в полуматрицах, которые устанавливают в пресс-форму с электронагревом, позиционируют в ней, помещают навеску таблетированного пресс-материала и осуществляют прессование пуансоном на шарикоподшипниковой опоре при температуре (160±5)°С и давлении (20±1) МПа с выдержкой при этих параметрах в течение (15±1) мин, при этом скрепление и взаимную фиксацию корпуса и обечайки осуществляют в процессе прессования материала и заполнения им внутренних поднутрений в корпусе.
В частном случае, то есть в конкретных формах выполнения, изобретение характеризуется следующими признаками:
- винтообразные утолщения в задней части вкладыша выполняют равномерно с заданным шагом, при этом геометрические параметры утолщений выбирают исходя из физико-механических свойств материала;
- корпус с наружными элементами узлов крепления получают жидкой штамповкой методом литья с кристаллизацией под давлением.
Именно это позволяет сделать вывод о причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой защиты, во всех случаях достаточны.
Задачей предлагаемого изобретения является обеспечение неразъемного соединения конструктивных элементов из разнородных материалов в процессе изготовления одного из них, без использования операции склеивания, а также повышение технологичности изготовления с обеспечением требуемой прочности и надежности конструкции в условиях воздействия внутренней агрессивной среды.
Указанный технический результат при осуществлении изобретения достигается тем, что при известном способе изготовления армированной конструкции из разнородных материалов, работающей в теплонапряженных условиях, содержащей упрочняющий металлический корпус и внутренний защитный неметаллический вкладыш из термостойкого пресс-материала, включающим изготовление заготовок корпуса и вкладыша, их соединение в единую конструкцию, механическую обработку конструкции в сборе, особенность заключается в том, что корпус выполняют из высокопрочного алюминиевого сплава в виде массивного силового узла с наружными элементами узлов крепления, с оформлением задней части с использованием тонкостенной штампованной сложнопрофильной обечайки, которую соединяют с корпусом при помощи вкладыша, при этом вкладыш получают прессованием с винтообразными утолщениями в задней части из композиционного пресс-материала в виде термореактивной композиции на фенольном связующем, причем процесс изготовления вкладыша совмещают с операциями его сборки и скрепления с корпусом и обечайкой, для этого корпус и обечайку размещают в полуматрицах, которые устанавливают в пресс-форму с электронагревом, позиционируют в ней, помещают навеску таблетированного пресс-материала и осуществляют прессование пуансоном на шарикоподшипниковой опоре при температуре (160±5)°С и давлении (20±1) МПа с выдержкой при этих параметрах в течение (15±1) мин, при этом скрепление и взаимную фиксацию корпуса и обечайки осуществляют в процессе прессования материала и заполнения им внутренних поднутрений в корпусе.
Новая совокупность конструктивных элементов и технологических приемов, а также наличие связей между ними позволяет, в частности, за счет:
- выполнения корпуса из высокопрочного алюминиевого сплава облегчить конструкцию с обеспечением требуемой прочности;
- выполнения корпуса в виде массивного силового узла с наружными элементами узлов крепления исключить дополнительную сборочную единицу с элементами узлов крепления и технологическую операцию по ее изготовлению, снизить трудоемкость, повысить технологичность изготовления;
- оформления задней части корпуса с использованием тонкостенной штампованной сложнопрофильной обечайки облегчить конструкцию, увеличить коэффициент использования металла, повысить технологичность изготовления;
- соединения обечайки с корпусом при помощи вкладыша исключить дополнительную сборочную операцию посредством сварки, снизить трудоемкость, повысить технологичность изготовления;
- получения вкладыша с винтообразными утолщениями в задней части обеспечить требуемые характеристики готовой конструкции, повысить технологичность изготовления ее концевого участка;
- получения вкладыша из композиционного пресс-материала в виде термореактивной композиции на фенольном связующем повысить прочность с обеспечением требуемой надежности;
- совмещения изготовления вкладыша с операциями его сборки и скрепления с корпусом и обечайкой посредством размещения корпуса и обечайки в полуматрицах, которые устанавливают в пресс-форму с электронагревом и позиционируют в ней, исключить дополнительную энерго- и трудоемкую сборочную операцию вклеивания, снизить трудоемкость, повысить технологичность изготовления;
- осуществления прессования навески таблетированного пресс-материала пуансоном на шарикоподшипниковой опоре создать условия для извлечения пуансона из пресс-формы и сформировать винтообразные утолщения в задней части вкладыша, повысить технологичность изготовления;
- прессования при температуре (160±5)°С и давлении (20±1) МПа с выдержкой при этих параметрах в течение (15±1) мин гарантировать качество изготовления выверенными при отработке технологии режимами, обеспечить надежность функционирования;
- осуществления скрепления и взаимной фиксации корпуса и обечайки в процессе прессования материала посредством заполнения им внутренних поднутрений в корпусе гарантировать надежность неразъемного соединения, исключить сдвиг элементов конструкции друг относительно друга, повысить технологичность изготовления.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют в частности за счет:
- выполнения винтообразных утолщений в задней части вкладыша равномерно с заданным шагом, с выбором геометрических параметров утолщений исходя из физико-механических свойств материала, обеспечить требуемые характеристики готовой продукции, повысить технологичность изготовления ее концевого участка;
- получения корпуса с наружными элементами узлов крепления жидкой штамповкой методом литья с кристаллизацией под давлением повысить коэффициент использования металла, снизить трудоемкость, повысить технологичность изготовления.
Сущность изобретения заключается в том, что при осуществлении способа изготовления армированной конструкции из разнородных материалов, работающей в теплонапряженных условиях, содержащей упрочняющий металлический корпус и внутренний защитный неметаллический вкладыш из термостойкого пресс-материала, включающего изготовление заготовок корпуса и вкладыша, их соединение в единую конструкцию, механическую обработку конструкции в сборе, в отличие от прототипа согласно изобретению, корпус выполняют из высокопрочного алюминиевого сплава в виде массивного силового узла с наружными элементами узлов крепления, с оформлением задней части с использованием тонкостенной штампованной сложнопрофильной обечайки, которую соединяют с корпусом при помощи вкладыша, при этом вкладыш получают прессованием с винтообразными утолщениями в задней части из композиционного пресс-материала в виде термореактивной композиции на фенольном связующем, причем процесс изготовления вкладыша совмещают с операциями его сборки и скрепления с корпусом и обечайкой, для этого корпус и обечайку размещают в полуматрицах, которые устанавливают в пресс-форму с электронагревом, позиционируют в ней, помещают навеску таблетированного пресс-материала и осуществляют прессование пуансоном на шарикоподшипниковой опоре при температуре (160±5)°С и давлении (20±1) МПа с выдержкой при этих параметрах в течение (15±1) мин, при этом скрепление и взаимную фиксацию корпуса и обечайки осуществляют в процессе прессования материала и заполнения им внутренних поднутрений в корпусе.
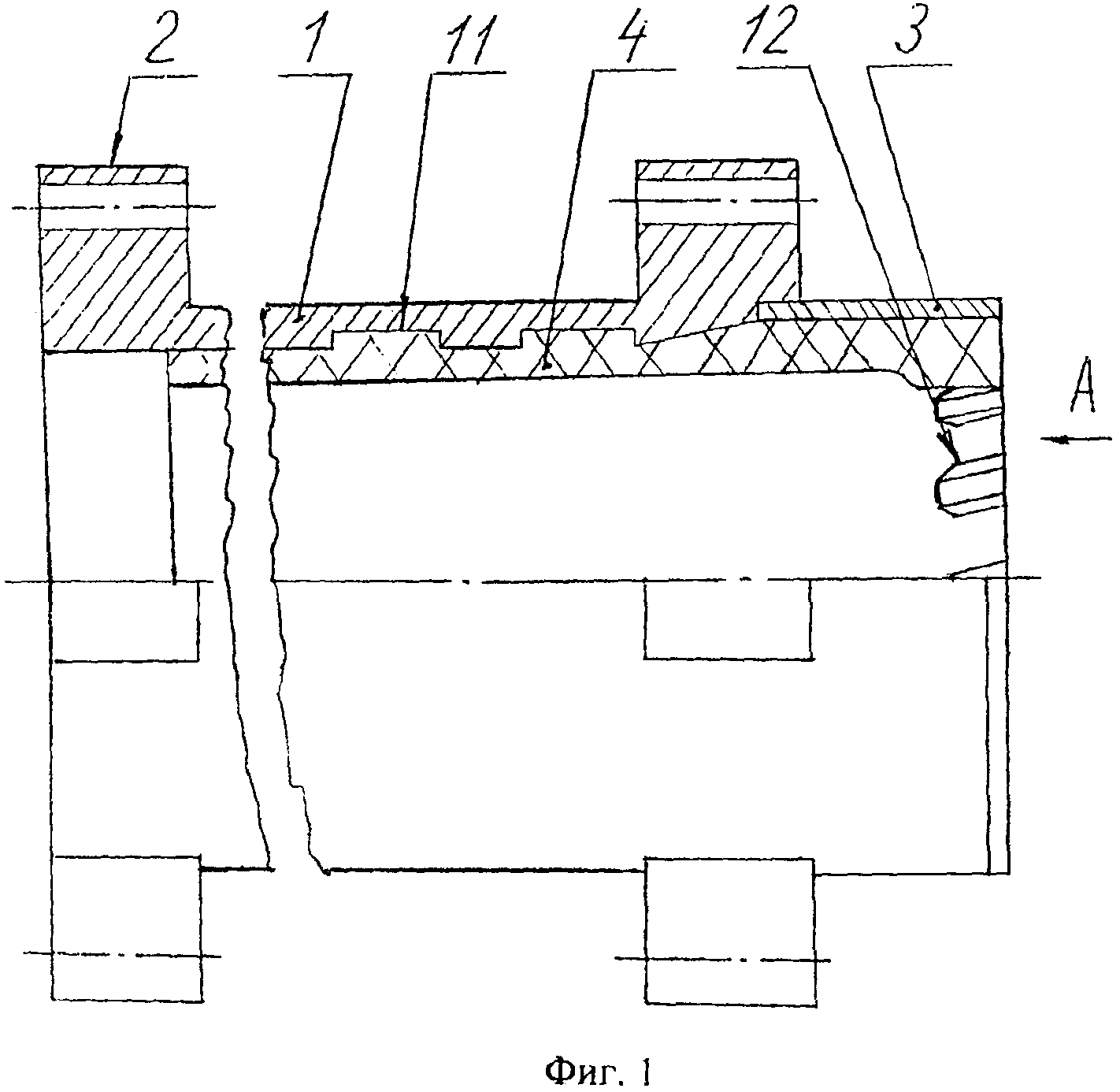
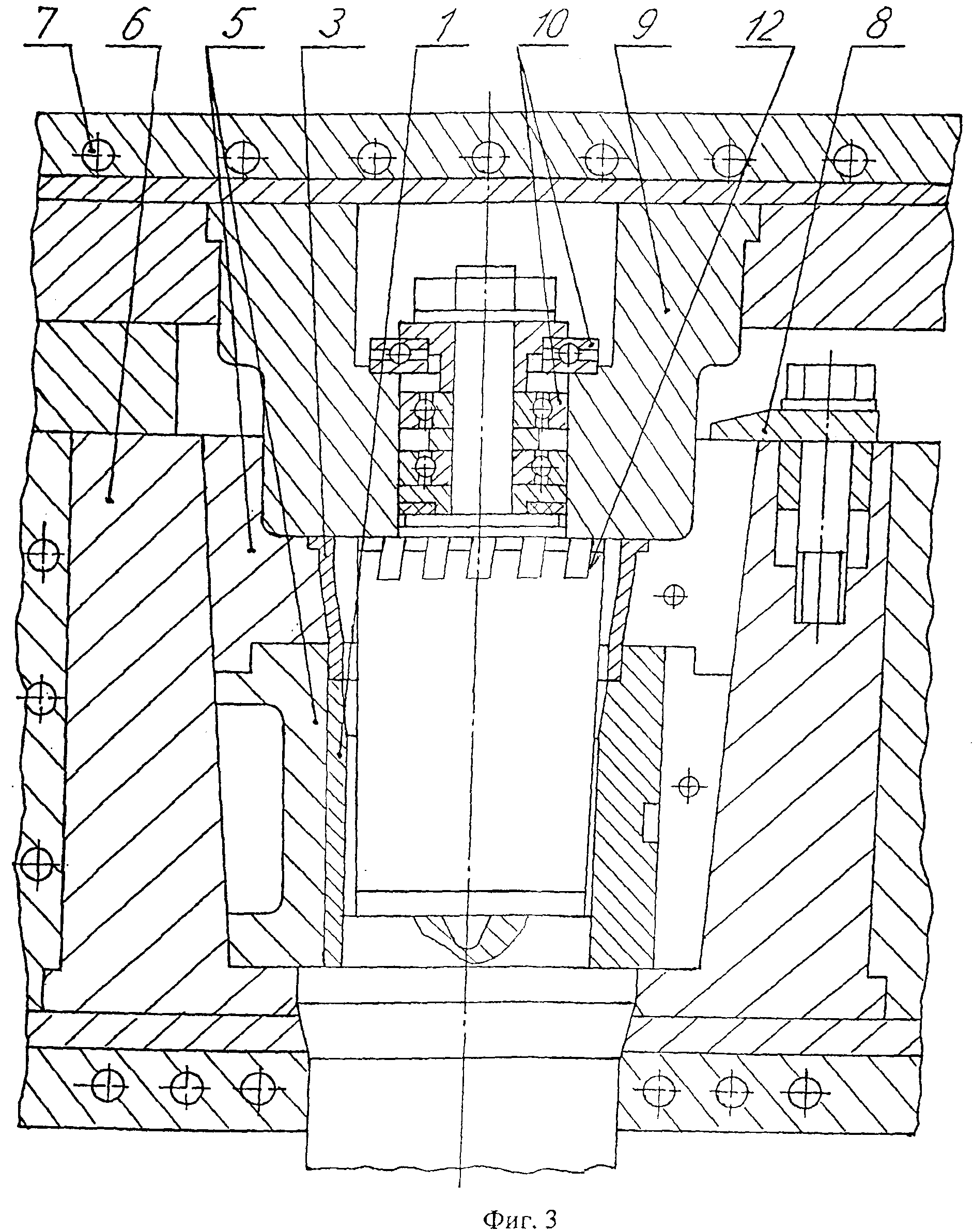
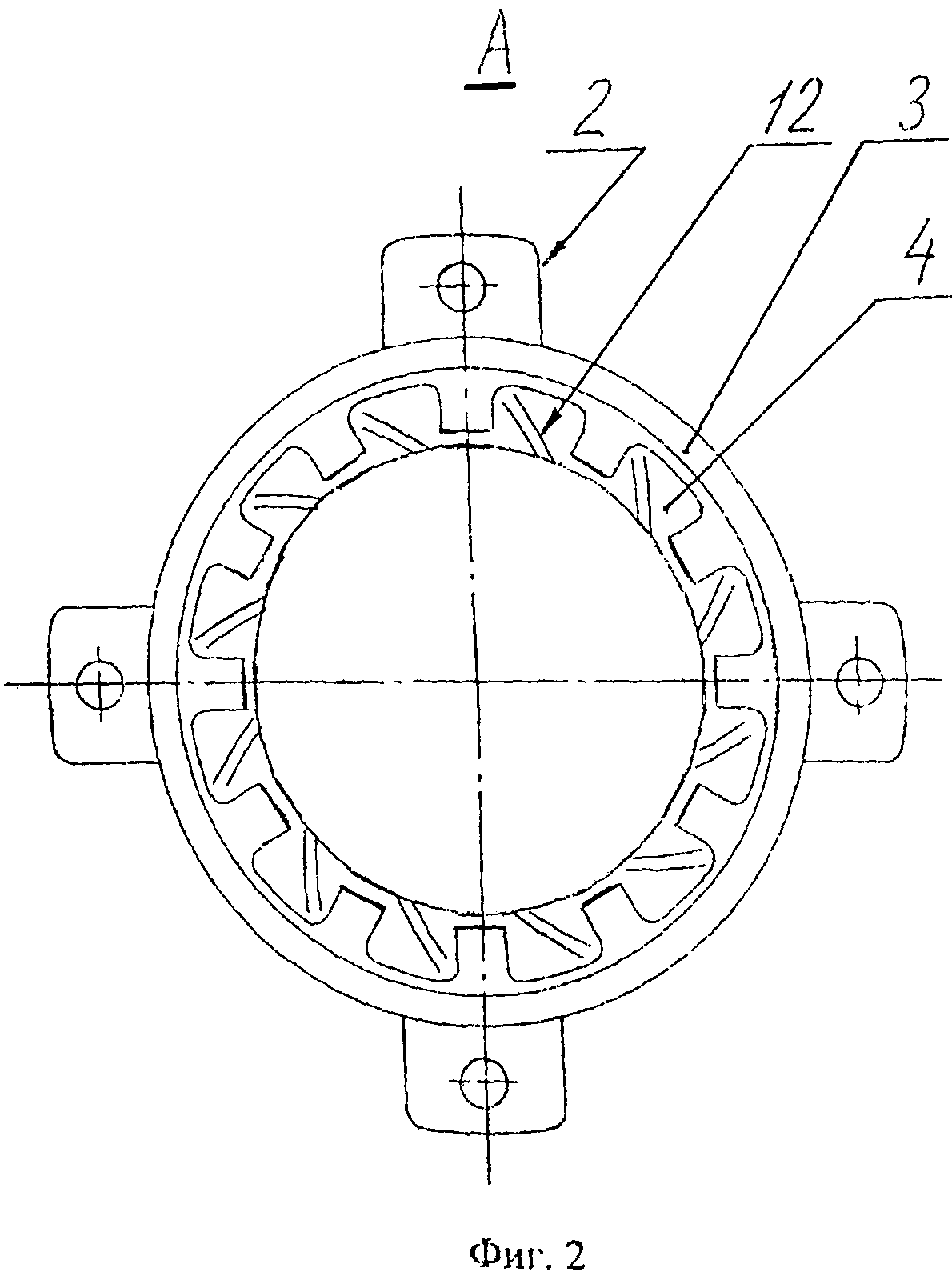
Сущность предлагаемого изобретения поясняется чертежами, где на фиг.1 представлен общий вид армированной конструкции из разнородных материалов; на фиг.2 - вид справа армированной конструкции; на фиг.3 - схема изготовления армированной конструкции из разнородных материалов.
Изготовление армированной конструкции из разнородных материалов, работающей в теплонапряженных условиях, осуществляют следующим образом.
Механической обработкой резанием (например, на обрабатывающих центрах с несколькими осями вращения) из высокопрочного алюминиевого сплава, например типа АД16 или АМг5, получают заготовку упрочняющего металлического корпуса 1 в виде массивного силового узла с наружными элементами узлов крепления 2. Заготовку тонкостенной сложнопрофильной обечайки 3 получают штамповкой на прессовом оборудовании из указанных алюминиевых сплавов или сплавов-аналогов. Для изготовления внутреннего защитного неметаллического вкладыша 4 используют термостойкий пресс-материал в виде термореактивной композиции на фенольном связующем (например, углеволокнит типа ЭПАН-2Б). Пресс-материал предварительно таблетируют на прессовом оборудовании до заданных весовых параметров. Заготовки корпуса 1 и обечайки 3 размещают в полуматрицах 5, которые позиционируют в матрице 6 пресс-формы (штампа) с электронагревателями 7 и закрепляют прижимным устройством 8. В пресс-форму помещают навеску таблетированного пресс-материала и осуществляют прессование пуансоном 9 с закрепленной в нем оформляющей частью, вращающейся на шарикоподшипниковой (радиальной и упорной) опоре 10. Прессование осуществляют при температуре (160±5)°С и давлении (20±1) МПа с выдержкой при этих параметрах в течение (15±1) мин. В процессе прессования получают вкладыш 4, а также осуществляют операции скрепления и взаимной фиксации с ним корпуса 1 и обечайки 3, в том числе посредством заполнения пресс-материалом внутренних поднутрений 11 в корпусе 1. Вкладыш 4 получают с винтообразными утолщениями 12 в задней части, которые формируют с использованием пуансона 9 с осевым вращением. Винтообразные утолщения 12 выполняют равномерно с заданным шагом, при этом геометрические параметры (конфигурацию) утолщений 12 выбирают исходя из физико-механических свойств пресс-материала. Объединенный с обечайкой 3 корпус 1 и запрессованный вкладыш 4 подвергают в сборе совместной механической обработке резанием с выполнением окончательных размеров.
В частных случаях корпус 1 с наружными элементами узлов крепления 2 получают жидкой штамповкой методом литья с кристаллизацией под давлением на прессовом оборудовании посредством заливки расплавленного алюминиевого сплава в штамповую оснастку и последующего прессования.
Способ позволяет обеспечить неразъемное соединение конструктивных элементов из разнородных материалов в процессе изготовления одного из них, без использования операции склеивания, повысить технологичность изготовления с обеспечением требуемой прочности и надежности конструкции.
Гибкий печатный кабель с лаковой изоляцией
Способ измерения фазового сдвига фильтра низкой частоты синхронного детектора
Ракетная часть со стабилизирующим устройством реактивного снаряда
Способ изготовления сварных осесимметричных корпусов сосудов, работающих под высоким давлением
Ракета с воздушно-реактивным двигателем
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Отсек разделения снаряда
Корпус боевого элемента с раскрывающимся стабилизатором
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Способ изготовления сварных корпусов сосудов высокого давления из высокопрочных легированных сталей
Ракетная часть со стабилизирующим устройством реактивного снаряда
Способ изготовления сварных осесимметричных корпусов сосудов, работающих под высоким давлением
Ракета с воздушно-реактивным двигателем
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Отсек разделения снаряда
Корпус боевого элемента с раскрывающимся стабилизатором
Способ изготовления сетки рифлей на внутренней поверхности оболочки и устройство для его осуществления
Способ изготовления сварных корпусов сосудов высокого давления из высокопрочных легированных сталей
Печатный кабель
Способ изготовления печатных кабелей

