Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА НИЗКОКРЕМНИСТОЙ СТАЛИ
Вид РИД
Изобретение
Изобретение относится к области черной металлургии, в частности к производству низкокремнистых сталей с внепечной обработкой и разливкой на установках непрерывной разливки стали.
Известными проблемами при производстве низкокремнистой стали, раскисленной преимущественно алюминием, являются получение низкого содержания серы (не более 0,01%) при одновременном низком содержании кремния (не более 0,03%), а также нестабильная разливка металла: закупорка погружных разливочных стаканов продуктами раскисления, что приводит к необходимости их досрочной замены.
Необеспечение низкого содержания серы в металле приводит к срывам поставок металлопроката. Для предотвращения данной ситуации обычно при производстве низкокремнистой стали приходится использовать более дорогой металлолом с низким содержанием вредных примесей, производить внедоменную десульфурацию чугуна или производить десульфурацию металла во время внепечной обработки путем наведения высокоосновного низкоокисленного шлака с риском восстановления кремния из шлака в металл до уровня выше заданного.
Стальные заготовки, разлитые при замене погружного стакана, имеют заведомо высокую загрязненность неметаллическими включениями и азотом и поэтому переводятся в менее ответственное назначение либо направляются на переплав. В ряде случаев отложения неметаллических включений попадают в кристаллизатор и затягиваются фронтом кристаллизации в разливаемую заготовку, что при дальнейшей горячей деформации заготовки приводит к повышенной отсортировке проката по дефектам поверхности. В связи с этим технология производства низкокремнистой стали должна обеспечивать минимальную загрязненность металла неметаллическими включениями перед разливкой. Это повысит технологичность процесса разливки, его производительность и снизит отсортировку проката по дефектам поверхности.
Известен способ производства низкокремнистой стали, включающий внепечную обработку металла на агрегате «печь-ковш». После поступления плавки на указанный агрегат проводят удаление покровного шлака из сталеразливочного ковша, наводят новый шлак присадкой извести и плавикового шпата в пропорции (4-5)/1 с суммарным расходом материалов 7-12 кг/т. Затем проводят раскисление стали первичным алюминием из расчета получения содержания кислоторастворимого алюминия не менее 0,08%, нагрев металла до температуры не менее 1620°C. После чего производят инжектирование флюидизированной извести в количестве 2,8-4,2 кг/т [Патент RU 2465340, МПК C21C 7/00, 2012].
Недостатки этого способа - проведение лишней операции (удаление покровного шлака из сталеразливочного ковша), использование для раскисления и десульфурации дорогостоящих материалов (первичного алюминия, флюидизированной извести). Кроме того, при данном способе производства не решается вопрос стабильной непрерывной разливки металла.
Известен способ производства низкокремнистой стали с использованием комплексной обработки металла при выпуске в ковш алюминием, кальцийсодержащими раскислителями, легирующими материалами и шлакообразующими смесями. В ковш во время выпуска металла присаживают куски алюмокальциевой лигатуры с массовой долей кальция 15-35% и алюминия 65-85%. После завершения выпуска плавки при содержании в металле 0,02-0,05% алюминия присаживают порошковую проволоку с наполнителем из смеси, содержащей гранулированный кальций в количестве 60-80% по массе и порошок алюминия 40-20% по массе из расчета ввода кальция во время и после выпуска металла в количестве соответственно 0,2-0,4 и 0,3-0,6 кг на 1 т стали [Патент RU 2166550, МПК C21C 7/064, 2001].
Недостаток способа - отсутствие гарантии получения низкокремнистой стали с содержанием кремния не более 0,03% (способ обеспечивает получение в готовой стали содержание кремния не более 0,05%).
Наиболее близким по технической сущности к предлагаемому изобретению является способ, включающий выплавку металла в сталеплавильном агрегате, отсечку шлака от металла в конце выпуска его из сталеплавильного агрегата в ковш, присадку шлакообразующих и легирующих материалов, раскисление и продувку металла в ковше инертным газом. Выпуск стали производят при содержании углерода в металле более 0,03%, далее осуществляют вакуумную обработку металла в ковше, присаживают шлакообразующие материалы, определяют содержание кислорода в металле. Далее металл и шлак раскисляют кальцийсодержащими материалам, при этом в качестве кальцийсодержащего материала используют карбид кальция, который подают в ковш с расходом в зависимости от содержания кислорода в металле после вакуумной обработки и требуемого содержания кислорода в металле до 15 ppm. Затем осуществляют подачу алюминийсодержащего материала в количестве исходя из перерасчета материала на содержание чистого алюминия в пределах соотношения СаС2/Alчист=1-7 и затем проводят корректировку химического состава стали [Патент RU 2353667, МПК C21C 7/10, 2009].
Недостаток этого способа - задействование лишнего дорогостоящего передела (вакуумирование).
Технический результат изобретения - повышение чистоты низкокремнистой стали по неметаллическим включениям без использования процесса вакуумирования, что исключает затягивание погружных и разливочных стаканов при разливке, обеспечивает увеличение выхода годного металла за счет большего количества слябов, разлитых в стационарных режимах (без резкого перепада скорости разливки и значительного колебания уровня металла в кристаллизаторе), снижает уровень отсортировки проката по дефектам поверхности и снижает себестоимость производства стали.
Указанный технический результат достигается тем, что в способе производства низкокремнистой стали, включающем выплавку металла в сталеплавильном агрегате, отсечку шлака от металла во время выпуска его из сталеплавильного агрегата в ковш, присадку шлакообразующих и легирующих материалов, раскисление и продувку металла в ковше инертным газом, согласно изобретению выпуск металла осуществляют при температуре не менее 1630°C, во время выпуска присаживают карбид кальция в количестве не более 2 кг/т стали, шлакообразующие материалы в количестве 2,5-7 кг/т стали, алюминий в количестве 0,5-2,0 кг/т стали, во время внепечной обработки осуществляют продувку металла инертным газом не менее 40 мин, металл и шлак раскисляют алюмосодержащим кусковым материалом в количестве 0,5-1,8 кг/т стали и производят обработку металла кальцийсодержащей проволокой из расчета 0,1-0,3 кг кальция на тонну стали. Во время внепечной обработки после присадки материалов осуществляют продувку металла инертным газом не менее 4 мин, используют алюмосодержащий кусковой материал фракцией до 25 мм с массовой долей алюминия не менее 50% и продувают металл кислородом с расходом не более 400 м3.
Сущность предложенного способа заключается в следующем.
Выпуск металла из сталеплавильного агрегата с температурой менее 1630°C приводит к снижению скорости реакции десульфурации, что делает невозможным получение конечного содержания серы менее 0,010%. В связи с этим возникает необходимость проведения дополнительного нагрева металла (химического или электродугового).
Для раскисления стали с образованием наименьшего количества неметаллических включений совместно с алюминием применяют карбид кальция. Расход карбида кальция более 2 кг/т приводит к повышенному содержанию углерода в металле.
Расход шлакообразующих материалов менее 2,5 кг/т не обеспечивает получение заданного конечного содержания серы из-за получения низкой основности шлака, расход шлакообразующих материалов более 7 кг/т не обеспечивает получение заданного конечного содержания серы из-за получения шлака с высокой вязкостью.
Расход алюминия в количестве менее 0,5 кг/т не обеспечивает достаточную степень раскисления металла. Расход алюминия более 2 кг/т приводит к повышенному содержанию алюминия в стали.
Продувка металла инертным газом менее 40 минут не обеспечивает усреднение стали по температуре и химсоставу.
Расход алюмосодержащего кускового материала менее 0,5 кг/т не обеспечивает требуемой степени раскисления покровного шлака ((FeO)≤1,5 мас.%), при которой возможно проведение десульфурации и обработка кальцием. Расход алюмосодержащего кускового материала более 1,8 кг/т приводит к повышенному содержанию алюминия в стали.
Ввод в расплав кальцийсодержащей проволоки из расчета 0,1-0,3 кг кальция на тонну стали обеспечивает эффективное модифицирование неметаллических включений на основе оксида алюминия. Ввод большего либо меньшего количества кальцийсодержащей проволоки не позволяет модифицировать неметаллические включения, перевести их в жидкое состояние, эффективно удалять из металла и исключить их отложения на разливочных стаканах.
Продувка металла инертным газом после присадки материалов менее 4 мин не обеспечивает достаточной степени удаления неметаллических включений из объема жидкого металла.
Использование алюмосодержащего кускового материала фракцией более 25 мм снижает скорость протекания процесса раскисления шлака в сталь-ковше.
Продувка металла кислородом при внепечной обработке с расходом более 400 м3 увеличивает длительность операции раскисления шлака, тем самым увеличивает длительность внепечной обработки до величины, при которой разливка металла на УНРС в серию становится невозможной.
Пример реализации способа.
Предложенный способ производства низкокремнистой стали был реализован в кислородно-конвертерном цехе. После выплавки металл выпускали в сталь-ковш, осуществляли внепечную обработку и разливку стали. Было произведено более 200 опытных плавок.
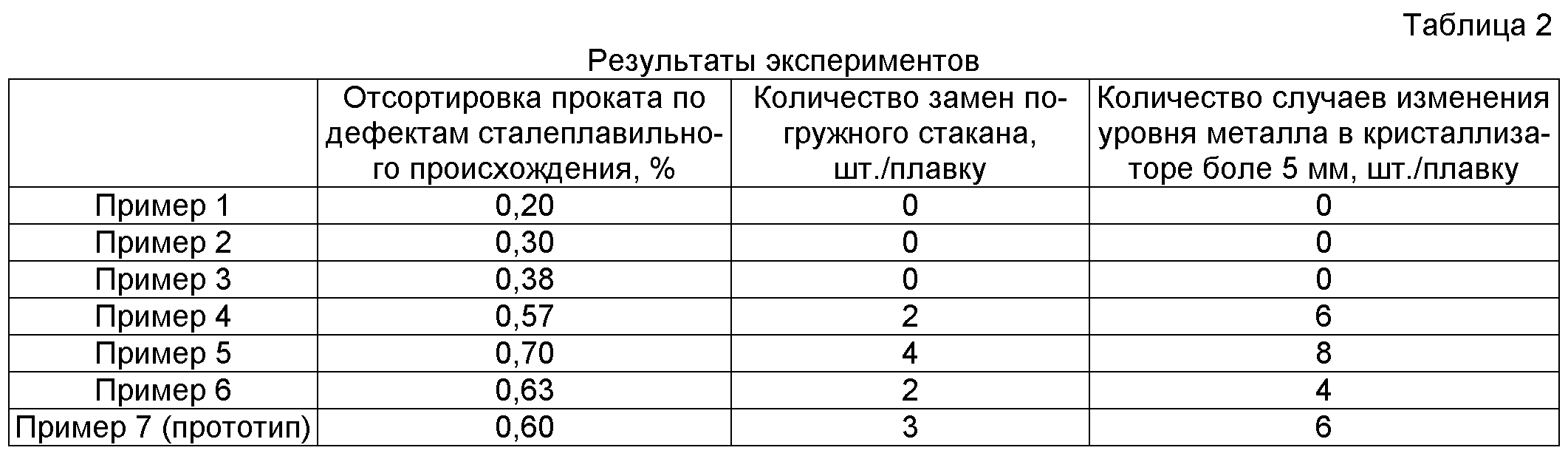
Условия проведения экспериментов приведены в таблице 1. Примеры 1-3 с соблюдением предложенных технических параметров, примеры 4-6 с несоблюдением некоторых параметров, пример 7 по прототипу.
Результаты экспериментов представлены в таблице 2. Из представленных результатов видно, что при выполнении всех предложенных технических решений (примеры 1-3) разливка стали производится стабильно без замен погружных стаканов по причине отложений неметаллических включений и значительного изменения уровня металла в кристаллизаторе. Напротив, при невыполнении предложенных технических решений (примеры 4-6) процесс разливки протекает нестабильно.
Плавка, выполненная с использованием параметров прототипа (содержание углерода в металле более 0,03%, вакуумная обработка металла в ковше, присадка шлакообразующих материалов, раскисление кальцийсодержащими материалами и алюминием в пределах соотношения СаС2/Alчист=1-7), показала неудовлетворительные результаты по стабильности разливки.
Таким образом, предложенный способ производства низкокремнистой стали позволяет повысить технологичность получения непрерывнолитых заготовок для автолистового проката и проката для «белой техники».

Высокопрочный свариваемый арматурный профиль
Способ производства стальной полосы (варианты)
Способ производства толстолистового штрипса для магистральных труб на реверсивном стане
Установка для регенерации соляной кислоты из отработанного травильного раствора
Способ производства горячекатаного проката повышенной прочности
Способ производства холоднокатаной стали для глубокой вытяжки
Способ производства холоднокатаного проката для упаковочной ленты
Система управления электропотреблением промышленных предприятий и производств
Способ производства полосы из рулонной заготовки
Реагент для очистки солянокислых растворов от ионов меди
Высокопрочный свариваемый арматурный профиль
Способ производства стальной полосы (варианты)
Способ производства толстолистового штрипса для магистральных труб на реверсивном стане
Установка для регенерации соляной кислоты из отработанного травильного раствора
Способ производства горячекатаного проката повышенной прочности
Способ производства холоднокатаной стали для глубокой вытяжки
Способ производства холоднокатаного проката для упаковочной ленты
Система управления электропотреблением промышленных предприятий и производств
Способ производства полосы из рулонной заготовки
Реагент для очистки солянокислых растворов от ионов меди

