Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧЕК
Вид РИД
Изобретение
Изобретение относится к обработке металлов давлением, в частности к способам объемной штамповки и ротационной вытяжки с утонением тонкостенных оболочек, типа камер ракетных малогабаритных двигателей.
Известен способ изготовления тонкостенной оболочки с дном, включающий изготовление пустотелой заготовки типа «стакан» из плоской листовой заготовки с последующим изготовлением тонкостенной оболочки ротационной вытяжкой с утонением, (см. А.С. №1581416, опубл. 30.07.90 г.)
Недостатками аналога являются: способ предназначен для изготовления оболочек с максимальной толщиной стенки, равной толщине исходного листа, при этом рекомендуемая толщина исходного листа должна быть не более семи минимальных толщин оболочки, для ее изготовления за одну - две операции ротационной вытяжки (см. РТМ 3-1674-85, стр. 22, 23).
Известен способ изготовления тонкостенных осесимметричных сосудов (см. патент RU №2131787, опубл. 20.06.99 г.), включающий изготовление пустотелого полуфабриката сваркой цилиндрического участка и донной части кольцевым швом, при этом цилиндрический участок изготавливают путем свертки плоской листовой заготовки в пустотелый цилиндр и последующей сваркой продольных кромок по стыку, донную часть изготавливают путем холодной штамповки из листовой заготовки, а последующую операцию ротационной вытяжки полуфабриката выполняют с обязательной деформацией кольцевого и продольного сварного шва.
Способ позволяет изготавливать изделия с гладкой внутренней поверхностью с минимальным расходом металла, при этом возможно использование в качестве исходной заготовки лист разной толщины для цилиндрической и донной частей. Например, для донной части иметь большую толщину для последующей обработки резанием посадочных поверхностей для соединения с ответной деталью.
Недостатками аналога являются:
1. Наличие кольцевого и продольного сварных швов даже при их раскатке при ротационной вытяжке с утонением снижает прочность металла в зоне сварки на 10-15% от прочности основного металла, что недопустимо для многих оболочек, высоконагруженных при эксплуатации, например, камер ракетных малогабаритных двигателей ПТУРСов и ЗУРСов.
2. Снижение прочности металла в зоне сварки приводит к необходимости конструктивного увеличения толщины стенки в зоне сварки и, как следствие, к утяжелению оболочки и усложнению технологии изготовления.
3. Применение способа ограничено возможностями холодной штамповки толстолистового проката при изготовлении донной части сосуда.
Известен способ изготовления тонкостенных оболочек из мартенситностареющей стали (см. патент №2417854, опубл. 10.05.11 г.), принятый за прототип. Способ включает изготовление выдавливанием из отрезка прутка полой фасонной заготовки с переменной толщиной стенки по высоте в виде большого и малого цилиндров, сопряженных конусом, последующей обработкой резанием и ротационным выдавливанием за несколько операций с допустимой степенью деформации и термическую обработку между операциями ротационного выдавливания для снятия напряжений. Способ используется для изготовления тонкостенной цилиндроконической оболочки, при этом дно используется исключительно для упорной базы при выполнении ротационного выдавливания, после их выполнения удаляется резанием.
Предполагаемым изобретением решается задача: изготовление моноблочной оболочки с дном типа камеры ракетного двигателя для малогабаритных изделий (ПТУРСов и ЗУРСов), имеющей на наружной и/или внутренней стороне дна местные утолщения.
Технический результат, получаемый при реализации изобретения заключается в изготовлении моноблочной оболочки с прочностными характеристиками в упрочненном состоянии, не менее номинальных значений для используемого материала в любом поперечном сечении с толщиной дна в местах утолщений более 10 минимальных толщин оболочки.
Указанный технический результат достигается тем, что в способе изготовления моноблочной камеры ракетного малогабаритного двигателя, включающем выдавливание из отрезка прутка полой фасонной моноблочной заготовки с дном, обработку резанием внутренней и наружной поверхностей, последующую ротационную вытяжку с утонением упомянутой заготовки с получением оболочки, новым является то, что дно оболочки выполнено с местными утолщениями, при этом толщина дна в местах утолщений составляет не менее 10 t, где t - минимальная толщина стенки оболочки.
Изготовление выдавливанием полой фасонной заготовки с последующей обработкой резанием внутренних и наружных поверхностей с формированием на дне местных утолщений, толщина которых значительно превосходит минимальную толщину оболочки, позволяет изготовить оболочку моноблочной (без использования сварки, снижающей прочность металла в около шовной зоне на 10-15%), а также позволяет разместить в местах утолщений какие-либо конструктивные элементы изделия, или использовать их как конструкторские базы для присоединения к ответным узлам (деталям) изделия.
Изготовление оболочки моноблочной позволяет получить после упрочняющей термообработки прочностные характеристики металла в любом сечении, не менее номинальных значений для используемого металла и, как следствие, не прибегать к утолщению стенки как в сварной конструкции.
Технические решения с признаками, отличающими заявленное решение от прототипа, не известны и явным образом из уровня техники не следуют. Это позволяет считать, что заявленное решение является новым и обладает изобретательским уровнем.
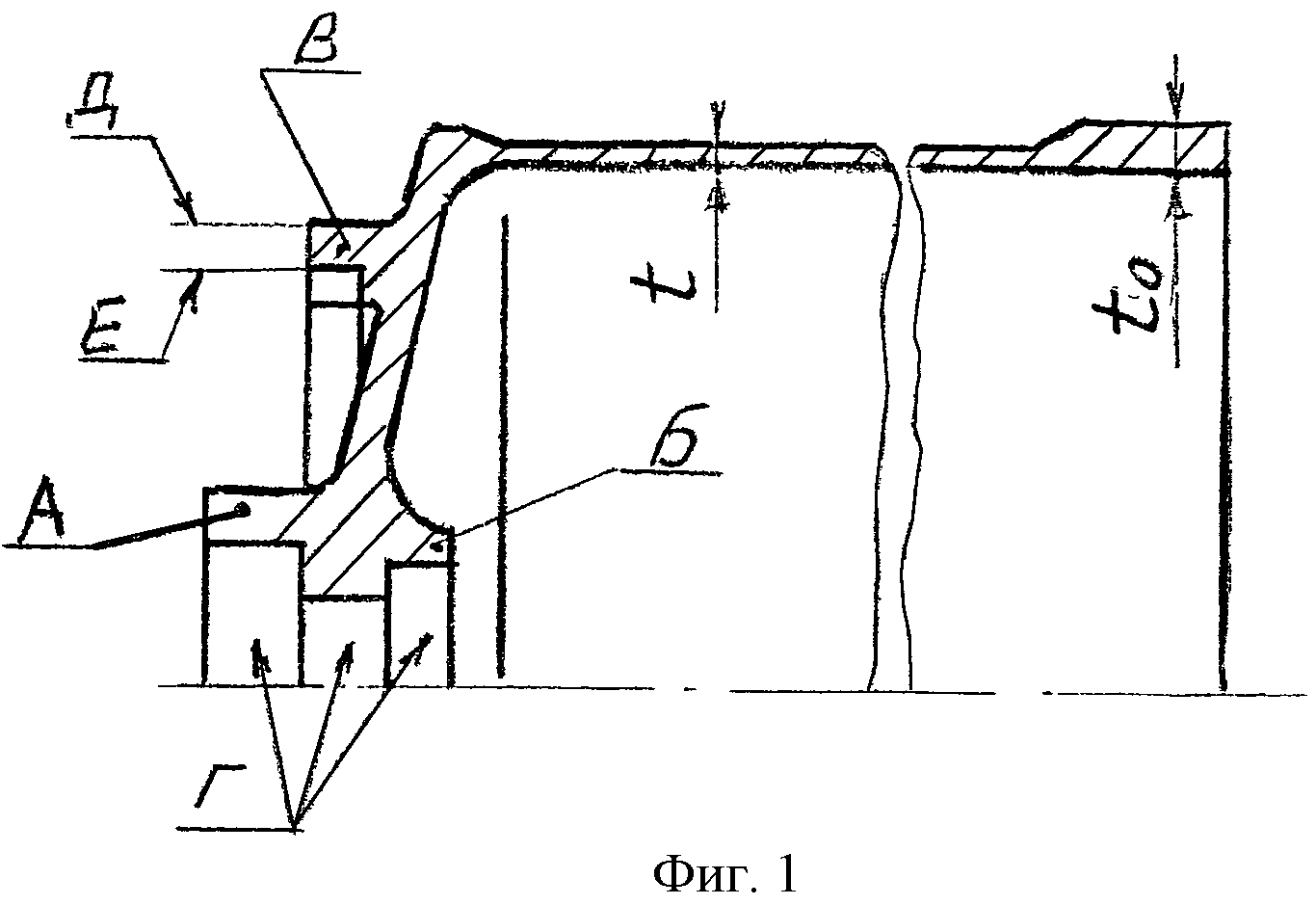
Сущность изобретения поясняется чертежами, где на фиг. 1 изображена моноблочная оболочка с дном и размещенными на наружной и внутренней стороне дна местными утолщениями «А; Б; В» с минимальной толщиной стенки цилиндрической части «t» и максимальной толщиной стенки цилиндрической части «t0». При соотношении t0/t<3 оболочку изготавливают за одну операцию ротационной вытяжки, при соотношении t0/t≤7 оболочку изготавливают за 2…3 операции, при этом толщина дна в местах выступов не менее 10 t. Полости «Г» в выступах «А и Б» служат для размещения в них конструктивных элементов изделия, а поверхности «Е и Д» являются конструкторскими посадочными поверхностями для присоединения ответных узлов (деталей) изделия. На фиг. 2 - полая фасонная заготовка с дном и размещенными на нем утолщениями, полученная последовательным выдавливанием и обработкой резанием.
Предлагаемый способ изготовления оболочек реализуется следующим образом. Из отрезка прутка выдавливают полую фасонную заготовку с дном на внешней и/или внутренней поверхности которого расположены местные утолщения. Обработкой резанием внутренних и наружных поверхностей получают заготовку, как на фиг. 2. Ротационной вытяжкой с утонением за одну или несколько операций изготавливают оболочку, как на фиг. 1.
Пример использования при изготовлении моноблочной камеры ракетного малогабаритного двигателя
Из отрезка прутка ⌀48×39 мм сталь СП28Ш, нагретым до температуры 870°C выдавили полую фасонную заготовку с дном и расположенными на наружной стороне дна местными утолщениями, после обработки резанием получили заготовку, как на фиг. 2 с толщиной стенки цилиндрического участка t0=2,7 мм, с толщиной дна в местах утолщений 11 мм и 15 мм. После ротационной вытяжки с утонением получили оболочку, как на фиг. 1 с минимальной толщиной стенки t=0,85 мм, при этом толщина местных утолщений А; Б; В более чем в 10 раз превышает минимальную толщину стенки оболочки.
Способ изготовления моноблочной камеры ракетного малогабаритного двигателя, включающий выдавливание из отрезка прутка полой фасонной моноблочной заготовки с дном, обработку резанием внутренней и наружной поверхностей, последующую ротационную вытяжку с утонением упомянутой заготовки с получением оболочки, отличающийся тем, что дно оболочки выполнено с местными утолщениями, при этом толщина дна в местах утолщений составляет не менее 10 t, где t -минимальная толщина стенки оболочки.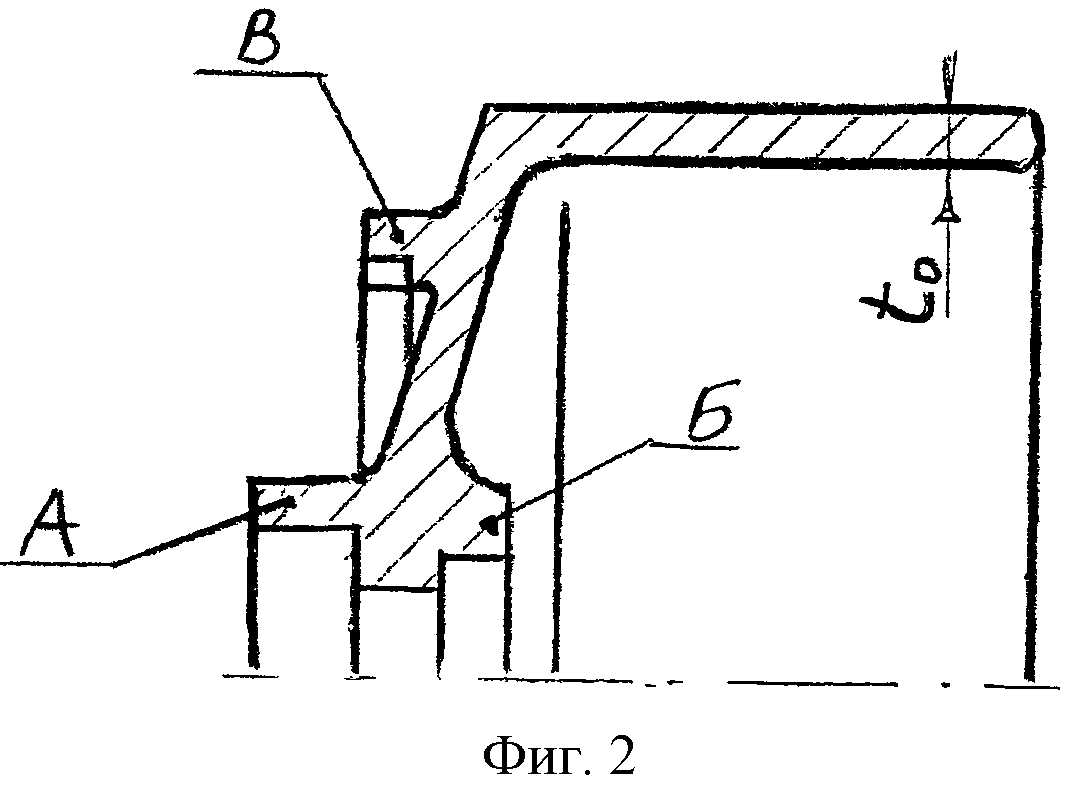
Регулируемый спусковой механизм огнестрельного оружия
Способ согласования линии визирования оптического прибора с продольной осью наземного транспортного средства
Способ приема и передачи топопривязчиком дифференциальных поправок
Способ контроля точностных характеристик системы топопривязки и навигации
Автоматизированное рабочее место для обучения расчета топопривязчика
Подвижный контрольный пункт
Пулемет
Способ функционирования боевого дистанционно управляемого модуля в различных режимах применения
Стенд для проверки коэффициента зеркального отражения
Модульная установка предъявления появляющейся цели
Способ изготовления тонкостенных осесимметричных оболочек
Станок универсальный малогабаритный
Исполнительное устройство перемещения
Нутромер
Храповое устройство для стопорения вала
Способ изготовления тонкостенных осесимметричных оболочек
Способ изготовления ствола
Способ изготовления одногофрового сильфона
Способ изготовления пустотелых изделий
Способ изготовления ствола

