Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ЗАГОТОВОК ПОЛЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ С КОНУСООБРАЗНЫМ ДНОМ, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ
Вид РИД
Изобретение
Изобретение относится к области обработки металлов давлением, в частности к технологии объемной штамповки, и может быть использовано при изготовлении осесимметричных деталей с конусообразным дном, работающих в условиях высоких рабочих давлений, в частности устройств (так называемых «перфораторов») применяемых при нефтедобыче для повышения эксплуатационные характеристики нефтяных скважин.
В качестве исходного материала для изготовления используется специальная сталь 11ЮА ГОСТ В 19032-73 в виде листов и полос, из которых с помощью разделительных операций листовой штамповки - отрезкой и вырубкой получают исходную заготовку в виде кружка.
В настоящее время известен способ изготовления осесимметричных деталей из листов и полос с перекрытием по патенту РФ №2120344, опубл. 20.10.1998 г. Технологический процесс по данному способу включает операцию вырубки из полосы исходной заготовки - кружка, несколько последовательных операций вытяжки с утонением. Способ обеспечивает получение изделий с заданными свойствами и стабильным качеством, удовлетворяющим требованиям конструкторской документации на изделие.
Несмотря на стабильность качества и хорошо отлаженное производства, действующая технология обладает существенным недостатком - низким коэффициентом использования металла, едва достигающим 0,35-0,45, что в условиях массового производства явно недостаточно. При этом основная масса металла (достаточно дорогостоящей стали типа 11ЮА) уходит в отход в виде так называемой высечки, что не соответствует современным экономическим условиям ведения производства.
Кроме того, к недостаткам известного способа можно также отнести сложность технологического процесса, связанную с необходимостью обеспечения высоких результирующих степеней деформации металла для формирования требуемой толщины стенок деталей (толщина исходной заготовки-кружка 21-22 мм, толщина стенки 1,5-3,5 мм) и связанную с этим значительную длительность и сложность производственного процесса и, как следствие высокую себестоимость изготовления деталей.
Наиболее близким по технической сути и достигаемому техническому результату является способ изготовления полых деталей по патенту РФ №2451573, опубл. 27.05.2012 г., включающий формирование из прутка методом сдвига на штампе резки мерной заготовки под осадку, предварительное и окончательное формообразование рядом последовательных вытяжных операций, принятый авторами за прототип.
Как видно из этого технического решения, использование исходной заготовки в виде прутка для изготовления полых деталей позволяет кардинально повысить коэффициент использования металла за счет сокращения отходов по сравнению с заготовкой - кружком, а сочетание операций осадки и последующего холодного обратного выдавливания - интенсифицировать технологический процесс изготовления полых деталей диаметров до 30-мм включительно.
К причинам, препятствующим достижению указанного ниже технического результата при использовании известного способа изготовления полых деталей, принятого авторами за прототип, относится то, что при таких сочетаниях технологических параметров изготовления заготовок полых осесимметричных деталей с конусообразным дном не обеспечивается:
- возможность изготовления деталей больших размеров (50-мм и более) в связи с критическим ростом рабочих усилий, возникающих на операции холодного выдавливания заготовок значительных диаметральных размеров, недостижимых на существующем серийно выпускаемом прессовом оборудовании;
- получение требуемой макроструктуры металла в донной части изделия, так как осевое направление волокон, параллельное продольной оси заготовки, присущее прутковому прокату, существенно уменьшает прочность дна полых деталей для перфораторов и снижает возможность повторного использования. Кроме того, в донной части изделия ярко проявляется так называемый «эффект аклюзии», когда при высоком давлении взаимодействующей с металлом среды, последняя проникают в поры металла, а затем в течение длительного времени выводится из него. Это нежелательное явление, так как требуется проведение дополнительных технологических операций по восстановлению исходных свойств внутренней поверхности деталей и их дегазации перед повторным использованием.
Общими признаками с предлагаемым авторами способом изготовления заготовок полых осесимметричных деталей с конусообразным дном является наличие операций формирования из прутка методом сдвига на штампе резки мерной заготовки под осадку, предварительного и окончательного формообразования рядом последовательных вытяжных операций.
В отличие от прототипа, в предлагаемой авторами способе изготовления заготовок полых осесимметричных деталей с конусообразным дном предварительную форму заготовки формируют за один ход пресса с образованием нескольких неравномерных многоугольников в продольном осевом сечении, причем площадь многоугольников над зоной смыкания штампа больше площади многоугольников под ней, а при окончательном формировании заготовки внутренний угол конической части выполняют равным 0,5-0,9 угла конусной части матрицы, при этом формирование ведут при повышенной температуре - на «горяче».
В частных случаях, то есть в конкретных формах исполнения, изобретение характеризуется следующими признаками:
- в окончательно сформированной заготовке радиус сопряжения внутренней стенки конической части с дном выполняют равным 0,25-0,5 наружного диаметра донной части;
- после окончательного формирования заготовки дополнительно проводят мехобработку;
- высоту внутренней цилиндрической части заготовки выполняют равной 0,45-0,75 высоты конической части;
- толщину стенки корпуса окончательно сформированной заготовки выполняют равной 0,5-0,7 толщины дна;
- после предварительного формирования заготовки с ее поверхности снимают окалину ударным способом;
- на деталь наносится защитное антикоррозионное покрытие.
Именно это позволяет сделать вывод о наличии причинно-следственной связи между совокупностью существенных признаков заявляемого технического решения и достигаемым техническим результатом.
Указанные признаки, отличительные от прототипа и на которые распространяется испрашиваемый объем правовой охраны, во всех случаях достаточны.
Задачей предлагаемого изобретения является создание способа изготовления заготовок полых осесимметричных деталей с конусообразным дном, с заданными свойствами в донной части, работающих под высоким давлением, имеющих макроструктуру металла в конической и донной частях с обеспечением требуемой плотности материала дна, возможность повторного использования, а также высокий уровень технологичности изготовления в условиях массового производства.
Указанный технический результат при осуществлении изобретения достигается тем, что в известном способе, включающем отрезку из прутка методом сдвига на штампе резки мерной заготовки под осадку, предварительное и окончательное формование заготовки, особенность заключается в том, что предварительное формирование заготовки выполняют за один ход пресса с образованием нескольких неравномерных многоугольников в продольном осевом сечении, причем площадь многоугольников над зоной смыкания штампа больше площади многоугольников под ней, а при окончательном формировании заготовки внутренний угол конической части выполняют равным 0,5-0,9 угла конусной части матрицы, при этом формообразование ведут при повышенной температуре - на «горяче».
Новая совокупность технологических приемов и операций, а также наличие связей между ними позволяют, в частности, за счет:
- предварительного формирования заготовки за один ход пресса с образованием нескольких неравномерных многоугольников в продольном осевом сечении, площади многоугольников над зоной смыкания штампа больше площади многоугольников под ней - сформировать требуемое положение волокон металла перед операцией окончательного формирования заготовки;
- выполнения внутреннего угла конической части окончательно сформированной заготовки, равным 0,5-0,9 угла конусной части матрицы, обеспечить заданную ориентацию волокон металла в конической и донной частях заготовки при допустимых степенях деформации металла и рабочих усилиях пресса. Выполнение внутреннего угла конической части заготовки менее 0,5 угла конусной части матрицы приводит к так называемому эффекту «рыхлости металла» на боковых поверхностях конусной части, что снижает прочность конусной части готового изделия. Помимо этого резко возрастают удельные давления на рабочий инструмент в процессе пластической деформации, соответственно неизбежно возрастают требования, предъявляемые к прессовому оборудованию в части обеспечения рабочих усилий. Возрастание удельных нагрузок на штамповый инструмент негативно сказывается на его стойкости, что приводит к преждевременному износу, необходимости частой замены инструмента и, как следствие, к увеличению себестоимости производства деталей. Выполнение внутреннего угла конической части окончательного сформированной заготовки более 0,9 угла конусной части матрицы также не позволяет получить требуемое направление волокон металла дна (преимущественно вдоль торцевой части), что приводит к «рыхлости металла» на торце, и, соответственно, снижению прочности дна готового изделия;
- формирования заготовки при повышенных температурах - снизить рабочие усилия на прессовое оборудование, повысить допустимые степени деформации на операции выдавливания и заметно интенсифицировать технологический процесс. Кроме того, выполнение данной операции при повышенной температуре - «на горяче» - повысить качество деталей за счет проявления эффект «залечивания» поверхностных дефектов (микротрещин, заусенцев, надрывов). При холодном же выдавливании такие дефекты переходят в тело изделия и соответственно к неизбежному браку.
Признаки, характеризующие изобретение в конкретных формах исполнения, позволяют за счет:
- выполнения в окончательно сформированной заготовке радиуса сопряжения внутренней стенки конической части с дном, равным 0,25-0,5 наружного диаметра донной части, получить равноупрочненную структуру металла в дне изделия. Выполнение радиуса сопряжения внутренней стенки конической части с дном менее 0,25 наружного диаметра донной части вызывает образование складок и надрывов, что приводит в процессе последующих вытяжных операций к отрыву дна заготовки. Выполнение радиуса сопряжения более 0,5 наружного диаметра приводит к неравномерному упрочнению металла в донной части заготовки, что отрицательно сказывается на функционировании детали при повторном использовании;
- дополнительного проведения мехобработки окончательно сформированной заготовки - получить необходимые размеры на изделиях, к которым предъявляются повышенные требования по точности выполнения исполнительных размеров, а также допусков расположения форм и поверхностей;
- выполнение высоты внутренней цилиндрической части заготовки, равной 0,45-0,75 высоты конусной части, обеспечить требуемую центруемость заготовки на пуансоне при последующих вытяжных операциях и, как следствие, прямолинейность готового изделия. Выполнение высоты внутренней цилиндрической части заготовки менее 0,45 высоты конусной части приводит к перекосу заготовки на рабочем инструменте на последующих операциях, что неизбежно приводит к недопустимой косине детали, затрудняющей функционирование с заданными параметрами собранного изделия. Выполнение высоты внутренней цилиндрической части заготовки более 0,75 высоты конусной части сопровождается возрастанием удельных нагрузок на штамповый инструмент, что соответственно приводит к увеличению напряжений сжатия и недопустимому изменению геометрии рабочей части штампового инструмента, в том числе на цилиндрическом участке пуансона, что является фактором его быстрого износа;
- выполнение толщины стенки цилиндрической части окончательно сформированной заготовки, равной 0,5-0,7 толщины дна, вести производственный процесс с максимально допустимыми степенями деформации при обеспечении необходимой стойкости штампового инструмента в условиях массового производства. Выполнение толщины стенки цилиндрической части окончательно сформированной заготовки менее 0,5 толщины дна приводит к значительному росту удельных нагрузок на штамповый инструмент и, соответственно, к его интенсивному износу и необходимости частой замены инструмента. Это существенно снижает производительность труда, ухудшая экономические показатели производства. Выполнение толщины стенки корпуса окончательно сформированной заготовки более 0,7 толщины дна снижает интенсивность технологического процесса, увеличивая число последующих формоизменяющих операций, что также приводит к снижению технико-экономических показателей производства;
- снятие окалины после предварительного формирования заготовки с ее поверхности ударным способом повышает чистоту поверхности конечного изделия, улучшает технологичность последующих формоизменяющих операций;
- нанесения защитного антикоррозионного покрытия позволяет защитить поверхность заготовки от воздействия коррелирующих факторов окружающей среды при хранении;
Вышеуказанные признаки, отличающие предлагаемое техническое решение от прототипа, не выявлены в других технических решениях и не известны из уровня техники в процессе проведения патентных исследований, что позволяет сделать вывод о соответствии изобретения критерию «новизны».
Исследуя уровень техники в ходе проведения патентного поиска по всем видам сведений, доступных в странах бывшего СССР и зарубежных странах, обнаружено, что предлагаемое техническое решение явным образом не следует из известного на сегодня уровня техники, следовательно, можно сделать вывод о соответствии критерию «изобретательский уровень».
Сущность изобретения заключается в том, что способ изготовления заготовок полых осесимметричных деталей с конусообразным дном, работающих под высоким давлением, включающий отрезку из прутка методом сдвига на штампе резки мерной заготовки под осадку, предварительное и окончательное формование заготовки, в отличие от прототипа согласно изобретению форму предварительной заготовки выполняют за один ход пресса с образованием нескольких неравномерных многоугольников в продольном осевом сечении, причем площадь многоугольников над зоной смыкания штампа больше площади многоугольников под ней, а при окончательном формировании заготовки внутренний угол конусной части выполняют равным 0,5-0,9 угла конической части матрицы, при этом формование ведут при повышенной температуре - на «горяче».
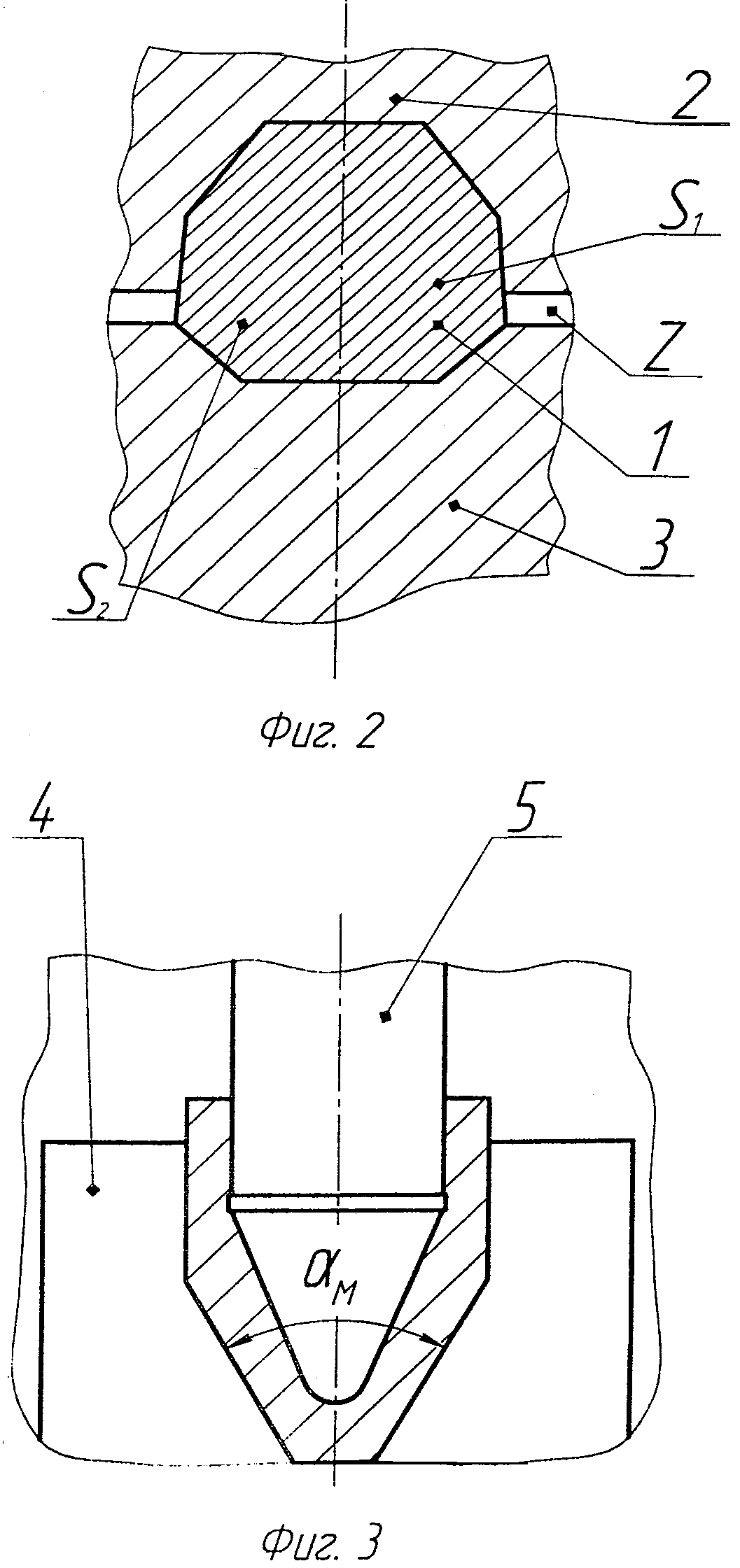
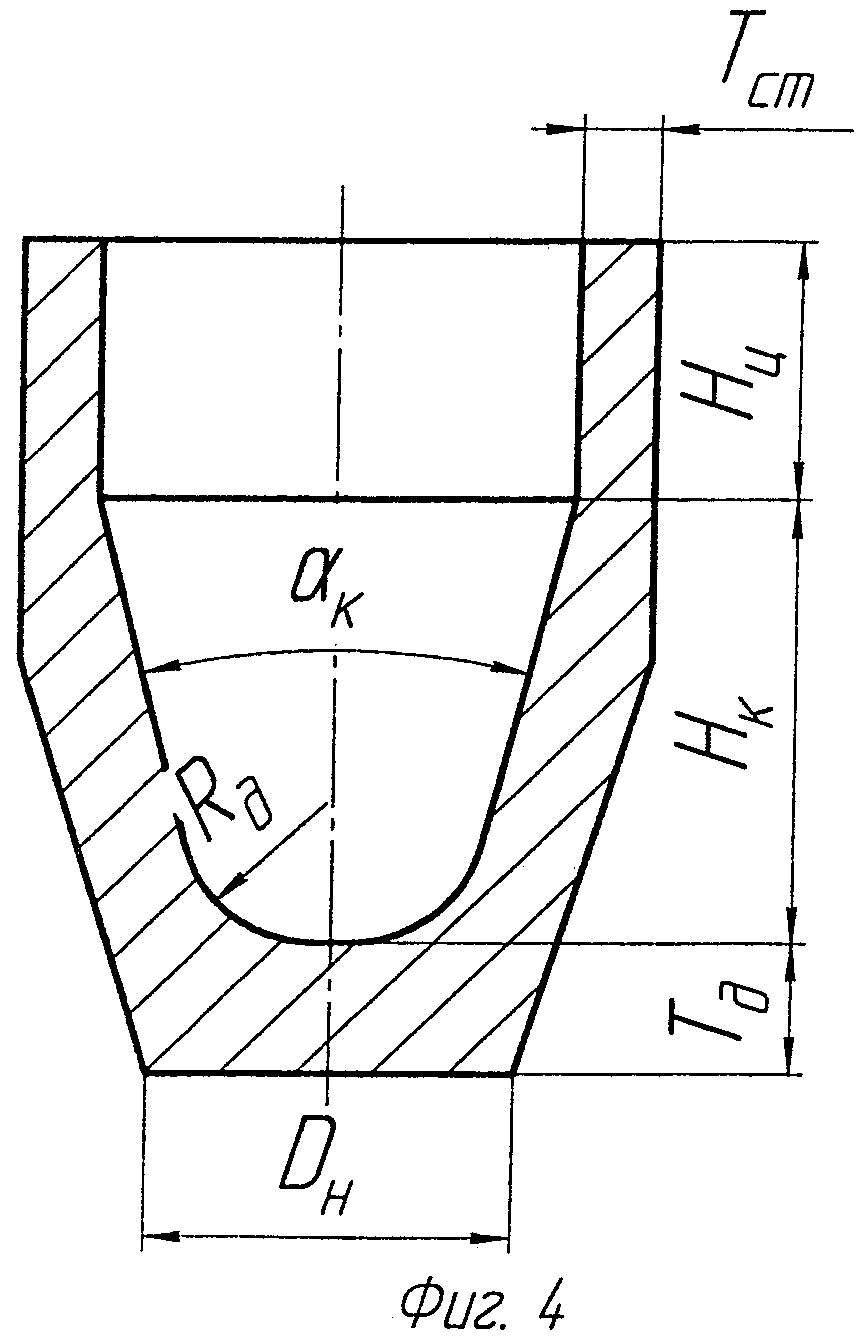
Сущность изобретения поясняется чертежами, где на фиг.1 представлена исходная заготовка, на фиг.2 - предварительно сформированая заготовка 1 между верхней 2 и нижней 3 полуматрицами, показаны многоугольники площадью S1 и S2, a также зона Z смыкания штампа, на фиг.3 - позиция формирования заготовки посредством матрицы 4 с углом конической части (наружным углом ската) αM и пуансона 5, на фиг.4 - окончательно сформированнная заготовка с внутренним углом конусной части αK.
В частных случаях, то есть конкретных формах исполнения окончательно сформированная заготовка имеет радиус сопряжения внутренней стенки конической части с дном Rd, наружный диаметр донной части ДН, высоту внутренней цилиндрической части заготовки НЦ, высоту внутренней части конусообразного дна НК, толщину стенки корпуса Tcm, толщину торцевой части дна заготовки Td.
Вышеописанный способ осуществляется следующим образом.
Из прутка методом сдвига на штампе резки получают исходную заготовку (фиг.1), затем исходную заготовку нагревают, например, в индукторе, и подают на предварительное формование в рабочую полость штампа (фиг.2), состоящую из верхней 2 и нижней 3 полуматриц. Затем рабочим ходом пресса производят предварительное формование заготовки 1 за один ход пресса с образованием нескольких неравномерных многоугольников в продольном осевом сечении, причем площадь S1 многоугольников над зоной Z смыкания штампа больше площади многоугольников S2 под ней. Далее еще не остывшую заготовку подают на следующую позицию штампа (фиг.3), состоящую из матрицы 4 с наружным углом ската αM и пуансона 5. После проведения операции выдавливания получают окончательно сформированную заготовку (фиг.4) с заданной ориентацией волокон металла в конической и донной частях заготовки и, соответственно, требуемую структуру и свойства металла в донной части.
По сравнению с прототипом изобретение позволяет изготавливать полые осесимметричные детали с конусообразным дном, работающие под высоким давлением, с заданными свойствами, в том числе имеющие макроструктуру металла в конической и донной частях, обеспечивающие требуемую плотность материала дна с возможностью повторного использования, а также технологичные в изготовлении при массовом производстве, в частности устройств (перфораторов), применяемых при нефтедобыче для повышения эксплуатационные характеристики нефтяных скважин.
Указанный положительный эффект подтвержден испытаниями опытных образцов полых осесимметричных деталей с конусообразным дном при изготовлении и сборки корпусов перфораторов, выполненных в соответствии с изобретением.
В соответствии с изобретением разработана технологическая документация, намечено серийное производство.
Устройство для ротационной вытяжки тонкостенных оболочек
Струнный акселерометр
Кассетная головная часть реактивного снаряда
Боевая часть
Установка для нанесения покрытия на внутреннюю поверхность труб
Способ изготовления армированной конструкции из разнородных материалов, работающей в теплонапряженных условиях
Устройство формирования времени вскрытия или отделения головной части реактивного снаряда
Устройство для окончательного формирования длинномерных гибких печатных кабелей с термопластичной изоляцией
Гибкий печатный кабель и способ его изготовления
Ракетная часть реактивного снаряда
Устройство для ротационной вытяжки тонкостенных оболочек
Струнный акселерометр
Кассетная головная часть реактивного снаряда
Боевая часть
Установка для нанесения покрытия на внутреннюю поверхность труб
Способ изготовления армированной конструкции из разнородных материалов, работающей в теплонапряженных условиях
Устройство формирования времени вскрытия или отделения головной части реактивного снаряда
Устройство для окончательного формирования длинномерных гибких печатных кабелей с термопластичной изоляцией
Гибкий печатный кабель и способ его изготовления
Ракетная часть реактивного снаряда

