Результат интеллектуальной деятельности: ОБОРУДОВАНИЕ ДЛЯ УДАЛЕНИЯ ЗАГОТОВОК ПОСЛЕ ЛИТЬЯ
Вид РИД
Изобретение
Изобретение относится к оборудованию для удаления слитков, в частности заготовок, после литья, т.е. к оборудованию для подъема литых заготовок из литейной канавы после окончания процесса литья и перемещения заготовки (заготовок) к соответствующему транспортирующему оборудованию для передачи их на склад или для последующей обработки.
При производстве первичного алюминия или переплавке алюминия изготавливаются литейные изделия различных размеров, например листовые заготовки, которые используются для прокатки в тонкие полосы или фольгу, или заготовки, которые используются для экструзии алюминия в удлиненные профили различных сечений и конструкций.
Как листовые, так и другие заготовки получают с помощью оборудования для полунепрерывного литья, которое содержит большое количество литейных форм, расположенных рядами в рамной конструкции. Жидкий металл подается в формы посредством коллектора для металла сверху через прибыльную надставку в полость каждой формы. Металл охлаждается и затвердевает в два этапа. Этап 1 называется первичным охлаждением, при котором начальное затвердевание металла достигается посредством охлаждения через стенку полости в форме. Этап 2 называется вторичным охлаждением, при котором вода непосредственно под зоной первичного охлаждения напрямую распыляется на металл через зазор для воды или отверстия по окружности формы. Оборудование размещено над литейной канавой, глубина которой эквивалентна длине отливаемых заготовок плюс высота конструкции подвижной опоры. Полная глубина литейной канавы составляет около 10-11 метров. Когда металл затвердевает, подвижная опора под формами перемещается вниз для получения удлиненных изделий в виде заданных заготовок, количество которых эквивалентно количеству форм и которые имеют различные диаметры в диапазоне 150-400 мм в зависимости от предполагаемого их использования.
После каждой операции литья литейное оборудование поднимается или другим способом удаляется от отверстия над литейной канавой, чтобы открыть литые заготовки и удалить их из литейной канавы. В настоящее время заготовки удаляются с помощью передвижного крана с траверсой, которая снабжена несколькими кольцами, каждое из которых соединено с траверсой посредством троса. Каждое кольцо надевается вручную на конец заготовки, и при подъеме траверсы за счет натяжения тросов к каждому кольцу усилие прикладывается с наклоном, так что за счет сжатия оно удерживает заготовку, на которую оно надето, и поднимает ее. При каждой операции подъема обычно из канавы одновременно вертикально поднимается ряд заготовок, которые затем укладываются горизонтально на транспортирующее устройство, обычно роликовый транспортер, для передачи их на склад или на обработку. Операция подъема, в процессе которой заготовки вертикально поднимаются из литейной канавы, может привести к тому, что при аварийной ситуации заготовки могут упасть с большой высоты. Поскольку заготовки перемещаются вручную, это влечет за собой высокий риск получения работающими операторами серьезных травм.
В иных случаях оборудование для литья заготовок обычно содержит несколько десятков форм и, следовательно, несколько десятков заготовок, которые требуется удалять после каждого цикла литья. Работа по удалению заготовок также занимает много времени, что, в свою очередь, снижает общую производительность.
Изобретение направлено на создание оборудования для удаления заготовок после литья, которое исключает ручные работы и обеспечивает подъем заготовок на значительно меньшую высоту, тем самым значительно уменьшая или полностью устраняя риск получения травм операторами, эксплуатирующими оборудование. Оборудование является автоматизированным и значительно более эффективным, т.е. способствует повышению производительности. Кроме того, подъем и удаление заготовок согласно настоящему изобретению не является узким местом производства. Изобретение позволяет одновременно поднимать заготовки и поддерживать в надлежащем состоянии поверхность литейного оборудования. Также значительно уменьшена высота конструкции оборудования по сравнению с существующим подъемным оборудованием, что, в свою очередь, уменьшает капиталовложения в новые литейные цеха.
Изобретение характеризуется совокупностью признаков, приведенных в независимом пункте 1 и зависимых пунктах 2-7 представленной формулы изобретения.
Далее подробно описываются примеры осуществления изобретения со ссылками на чертежи.
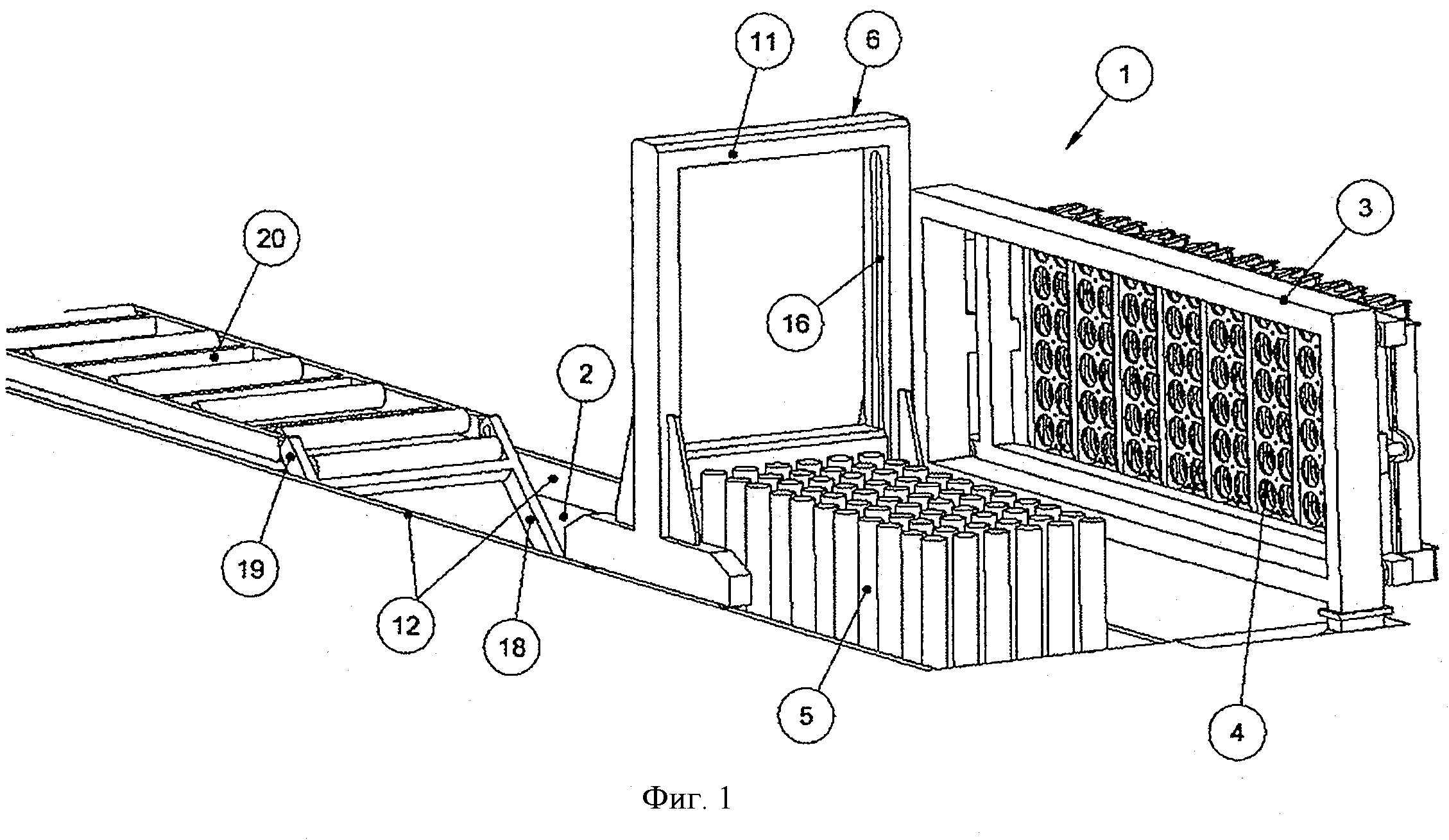
На фиг.1 упрощенно показано оборудование для удаления заготовок согласно изобретению, вид в перспективе;
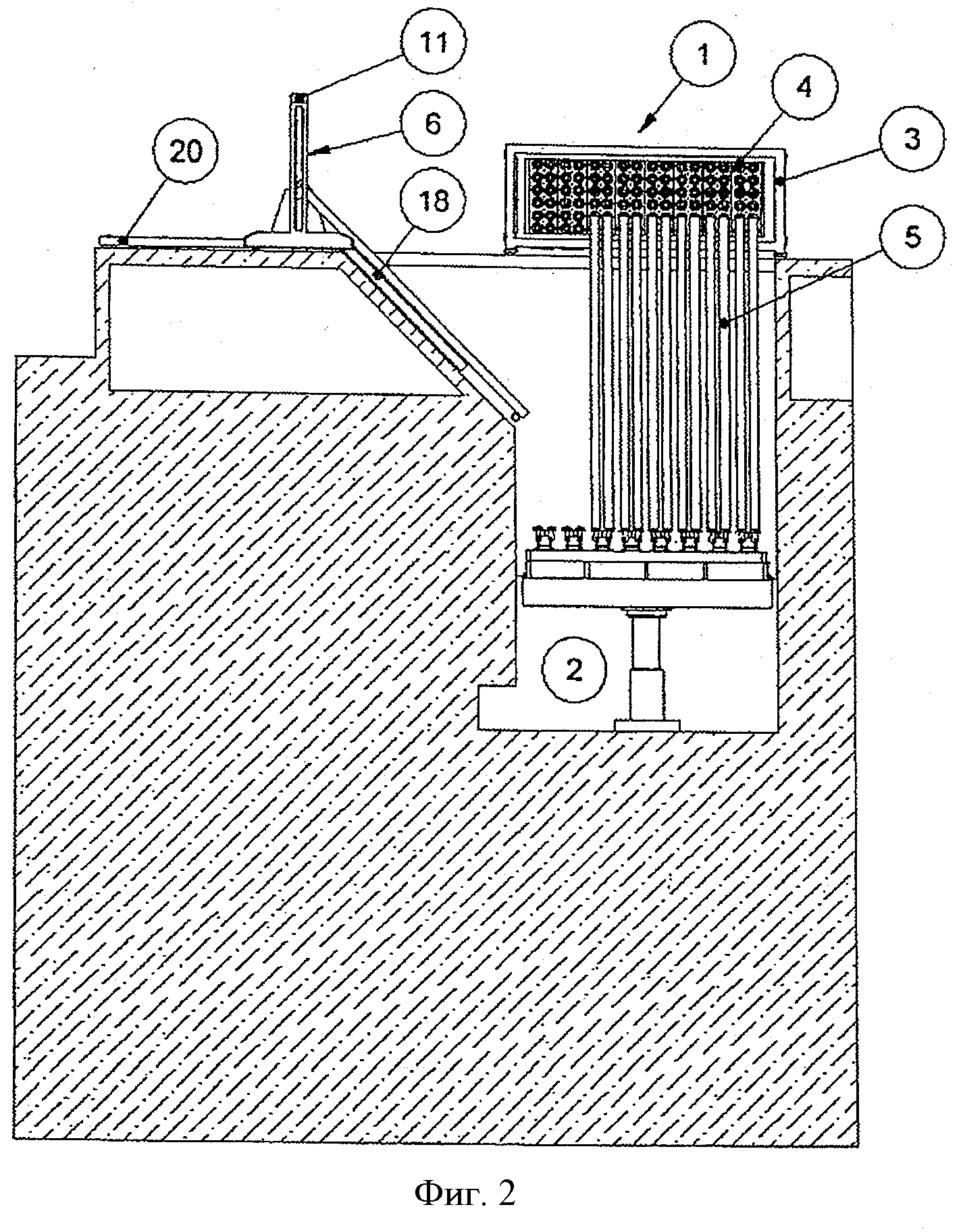
на фиг.2 - то же в продольном разрезе, вид в уменьшенном масштабе;
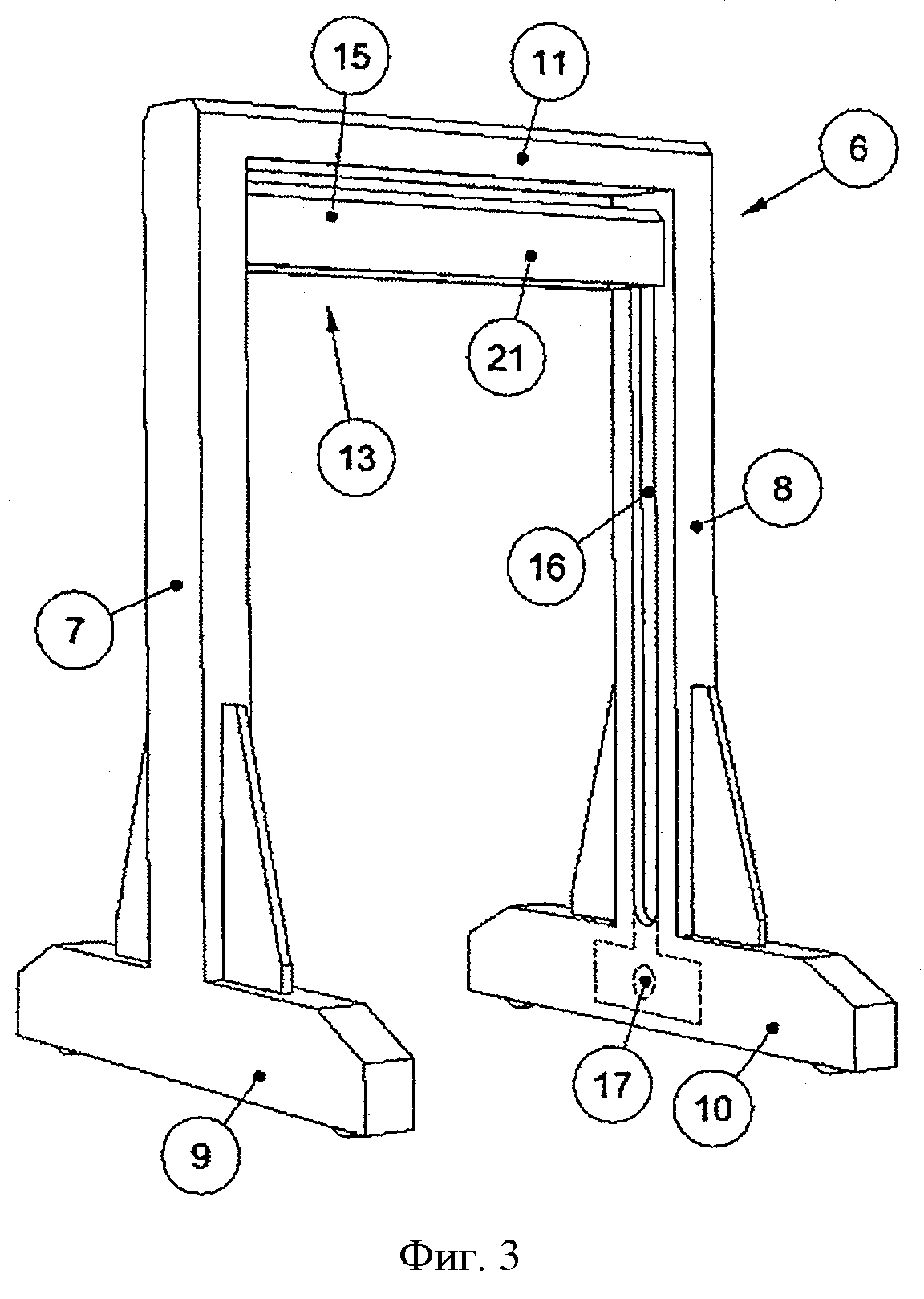
на фиг.3 - П-образная рама, является частью оборудования, показанного на фиг.1 и 2, вид в перспективе;
фиг.4-7 показана последовательность операций, выполняемых на оборудовании в процессе удаления заготовок после литья.
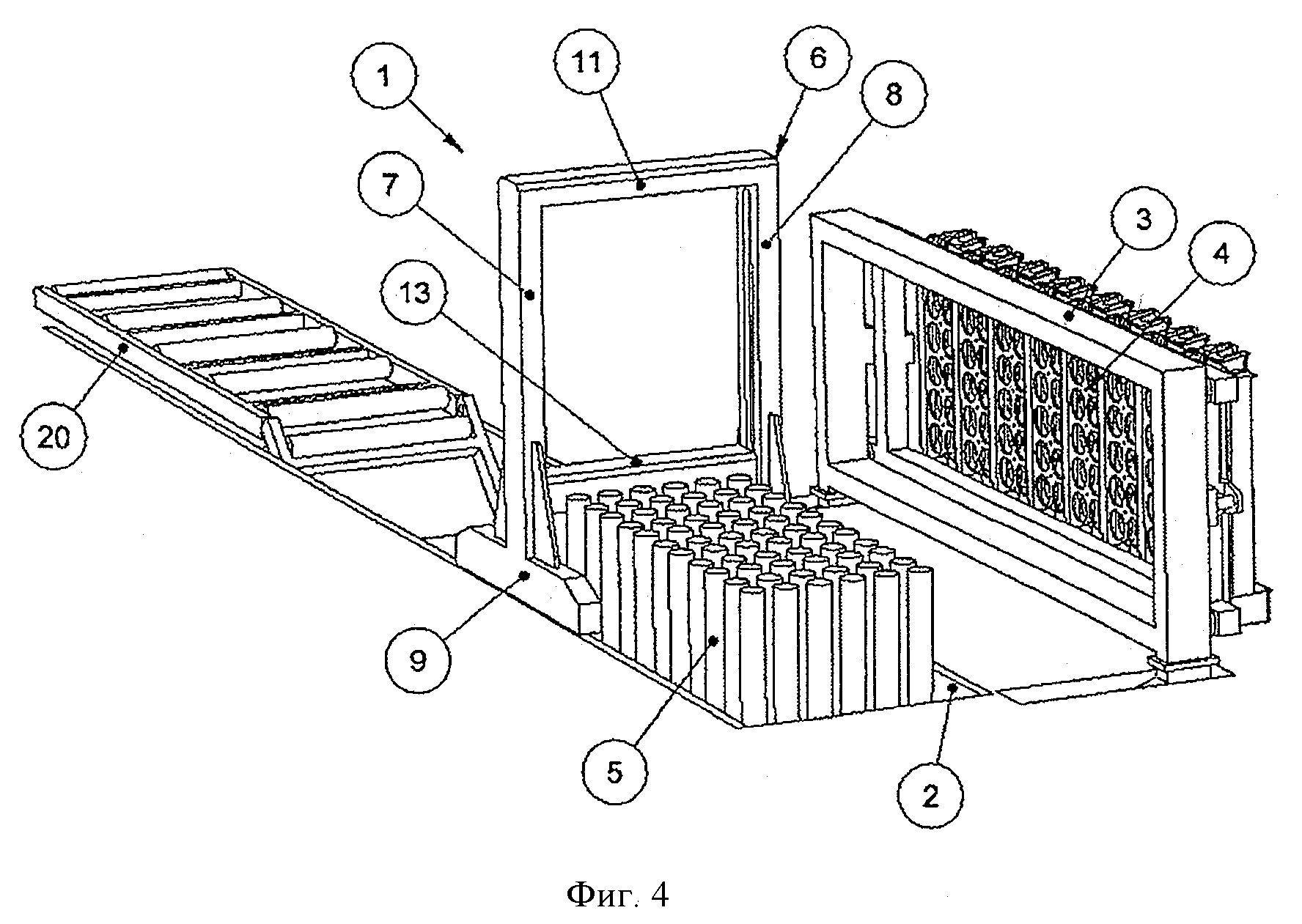
Как указано выше, на фиг.1-3 показано оборудование согласно изобретению применительно к литейной канаве 2 с литейным оборудованием 3 для литья заготовок 5. На фиг.1 и 2 литейное оборудование 3 показано в положении, когда оно повернуто боком вверх вокруг горизонтальной оси в вертикальное положение рядом с литейной канавой 2, так что отверстия для литейных форм показаны снизу литейного оборудования в виде круглых отверстий 4. Ряд литых заготовок 5 выступает вверх из литейной канавы.
Показанное на чертежах оборудование 1 согласно изобретению содержит подъемное устройство в виде П-образной подъемной рамы 6 (фиг.3) со стойками 7 и 8, которые соединены перекладиной 11 и расположены вертикально на прямолинейных шасси, например колесных шасси или колесных тележках 9 и 10. Перекладина 11 П-образной рамы 6 соединяет стойки 7 и 8, обеспечивая прочность рамы.
С помощью колесных тележек 9 и 10 рама может перемещаться вперед и назад по рельсам 12, которые расположены с каждой стороны литейной канавы 2 и продолжаются немного за нее. Целесообразно снабдить одну или обе колесные тележки 9 и 10 приводным механизмом, так чтобы рама была самоходной.
Между стойками 7 и 8 в раме 6 имеется перемещающийся по вертикали подъемник 13 (фиг.3) с захватным механизмом 21 (подробно не показал) для удержания некоторого количества заготовок 5. Подъемник содержит поперечную балку 15, которая вертикально перемещается по линейной направляющей, например, в виде вертикальных канавок 16 в каждой стойке 7 и 8 с помощью приводного механизма 17, который может быть цепным (не показан подробно).
Захватный механизм может быть выполнен в виде гидравлических клещей или гидравлического зажимного механизма (не показан подробно).
Оборудование согласно изобретению также содержит применительно поворотное устройство позиционирования заготовок, показанное на фиг.1 и 2 наклоненным, в виде платформы 18 с роликовым транспортером, который расположен между рельсами 12 и по которому транспортируются заготовки, поднятые из литейной канавы. Платформа состоит из прямоугольной рамы с поперечными роликами. У верхнего шарнирного конца 19 платформы 18 показан второй транспортер 20, который предназначен для подачи заготовок на термообработки или на склад и т.д. (не показано подробно).
Оборудование согласно изобретению работает следующим образом.
На фиг.4-7 показаны четыре различные последовательные операции, выполняемые на оборудовании 1, когда оно удаляет заготовки после операции литья. На фиг.4 показано, что операция литья только что закончилась, и литейное оборудование 1 повернуто вверх в вертикальное положение вокруг горизонтальной оси вдоль литейной канавы 2 рядом с ней. При этом из канавы выступают заготовки 5 (в данном случае 15 рядов по 6 заготовок в каждом ряду). Подъемная рама 6 перемещается из нерабочего положения по направлению к канаве и располагается непосредственно над первым рядом заготовок 5. Захватный механизм опускается, захватывает и удерживает первый ряд заготовок 5. Защитные ограждения для литейной канавы (на чертежах подробно не показаны) на данном этапе расположены в «безопасном» положении, так чтобы одновременно могло начинаться ручное техническое обслуживание литейного оборудования 1. Как указано выше, в известном способе отсутствует возможность перемещения заготовок после литья за счет подъема заготовок над литейной канавой.
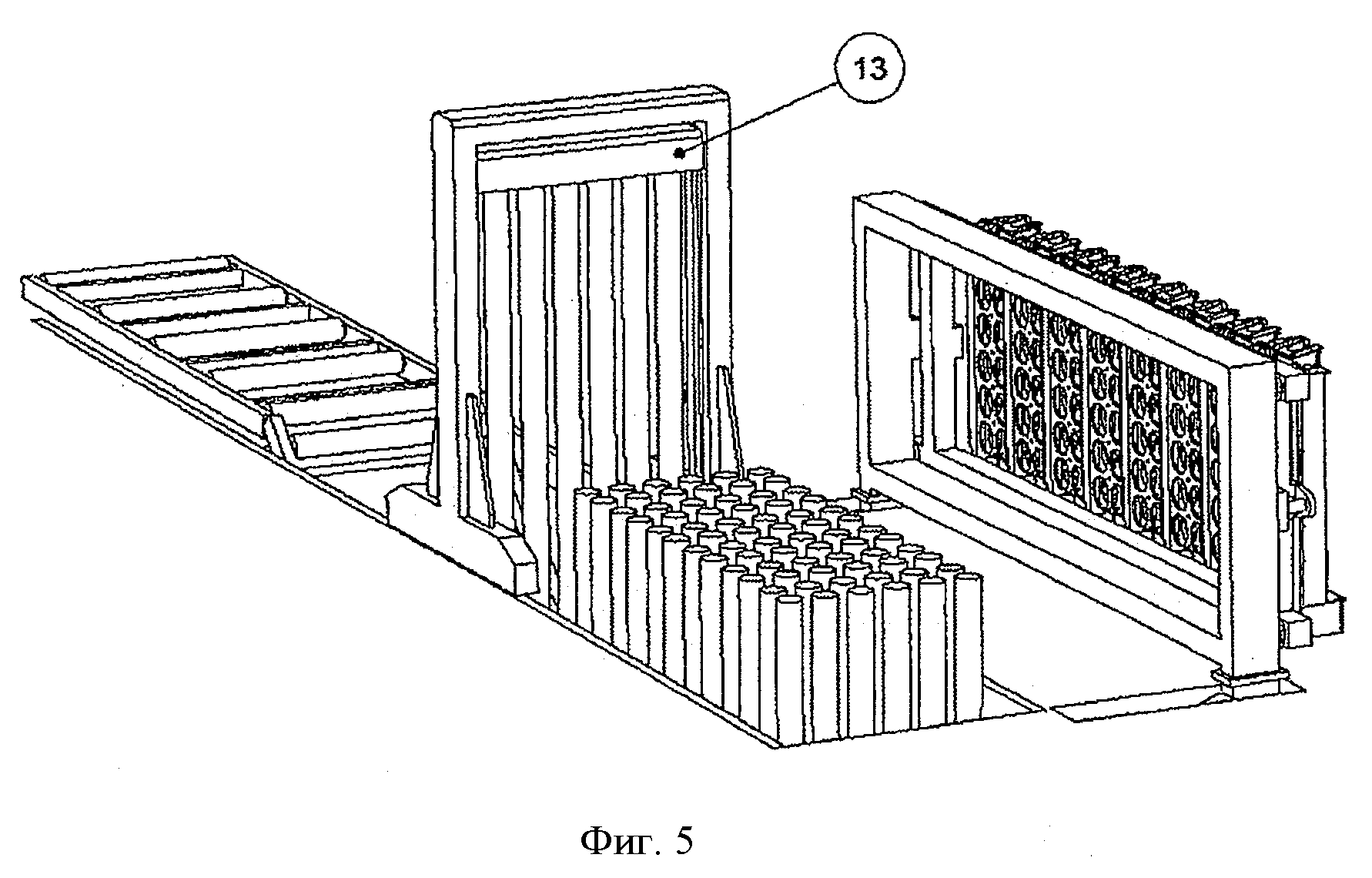
Как показано на фиг.5, первый ряд удерживаемых заготовок сначала перемещается на короткое расстояние путем перемещения подъемной рамы 6 в обратном направлении, чтобы отсоединить заготовки от литейной опоры. Затем ряд заготовок поднимается, и подъемная рама перемещается к устройству позиционирования заготовок, т.е. к платформе 18.
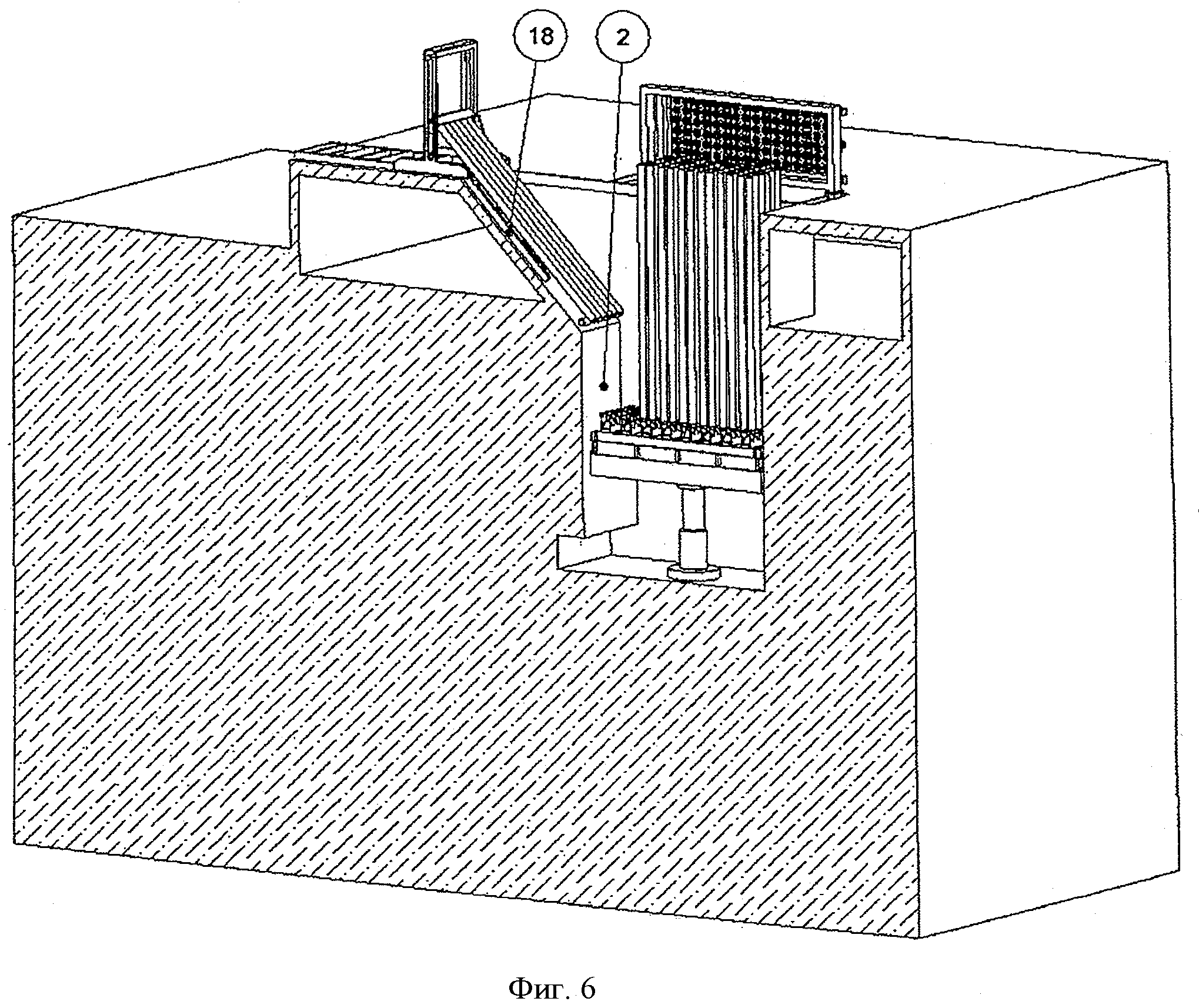
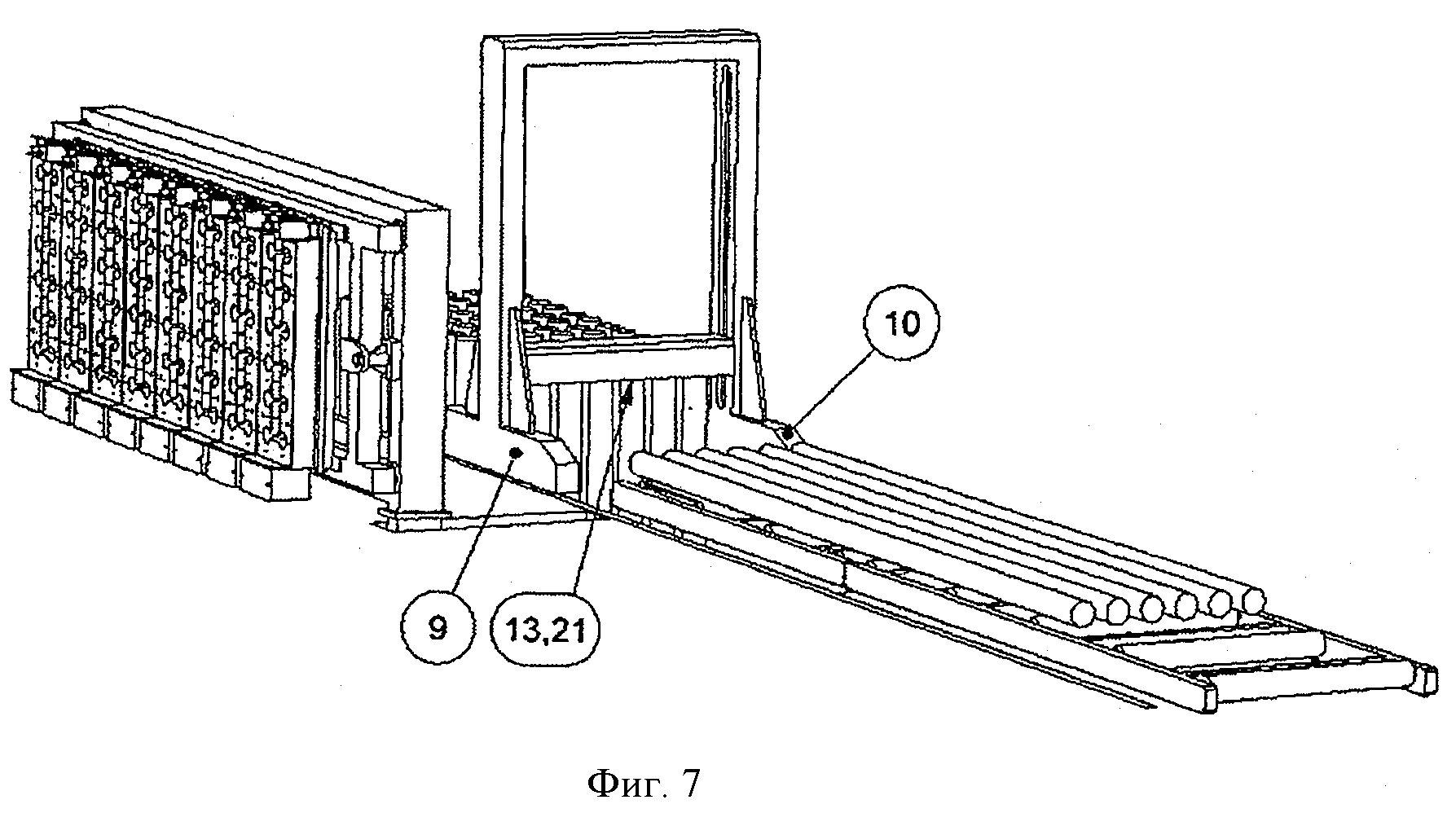
Далее на фиг.6 показано, что подъемная рама 6 перемещается вдоль платформы 18, так что заготовка поворачивается вокруг оси поворота подъемника 13 с захватным механизмом 21 и опирается под углом около 45° на платформу 18. При этом нижние концы заготовок опираются на соответствующий упор. Захватный механизм отпускает заготовки, и подъемник поднимается. Поворотная платформа с рядом заготовок поворачивается в горизонтальное положение. Из этого положения заготовка перемещается по платформе 18, так что в конечном итоге она оказывается в горизонтальном положении на втором роликовом транспортере 20, как показано на фиг.7, и транспортируется этим транспортером на место выполнения термообработки или на склад.
Таким образом, из литейной канавы удаляется ряд заготовок, и подъемная рама может возвратиться на место и начать выполнение новой последовательности операций для удаления следующего ряда заготовок, как показано на фиг.4-7 и описано выше.
Следует отметить, что оборудование имеет автоматическое управление с помощью ПЛК (программируемого логического контроллера) без вмешательства оператора. Оборудование включает в себя необходимые детекторы и сигнальные устройства для позиционирования и перемещения оборудования, которые подробно не описаны и не показаны на чертежах.
Следует отметить, что изобретение, охарактеризованное в формуле изобретения, не ограничивается описанным выше и показанным на чертежах вариантом его осуществления. Так, подъемное устройство может не являться П-образной рамой, а представлять собой, например, передвижной кран. Однако такое устройство будет увеличивать массу конструкции. Устройство 18 позиционирования заготовок также может иметь другую конструкцию и вместо роликового транспортера может представлять собой ременной транспортер или состоять из одного или нескольких неподвижных роликов, в направлении которых перемещаются заготовки или вокруг которых поворачиваются заготовки во время их укладки.
Несмотря на то, что описание приведенного выше и показанного на чертежах примера относится к оборудованию, относящемуся к литью заготовок, важно отметить, что охарактеризованное в формуле изобретение может использоваться для удаления всех типов изделий, получаемых полунепрерывным литьем, включая также листовые заготовки всех размеров.
Устройство для очистки трубчатого сепаратора
Устройство для обработки жидкости
Способ электромагнитных геофизических исследований подводных пластов пород
Геофизическая система регистрации данных
Способ и оборудование для непрерывной или полунепрерывной разливки металла
Оборудование для непрерывного или полунепрерывного литья металла с использованием усовершенствованных средств для заливки металла
Определение наличия или отсутствия воды в затравочном блоке оборудования для литья с прямым охлаждением
Литейное оборудование для литья листовых слитков
Устройство, относящееся к оборудованию для непрерывного или полунепрерывного литья металла
Способ изготовления поглощающего покрытия для солнечного нагрева, покрытие и его применение
Затравка литьевого оборудования

