Результат интеллектуальной деятельности: СПОСОБ КОМПЛЕКСНОЙ ОБРАБОТКИ ЖИДКОГО МЕТАЛЛА В АГРЕГАТЕ КОВШ-ПЕЧЬ
Вид РИД
Изобретение
Изобретение относится к области металлургии, конкретнее к способу внепечной обработки жидкой стали в ковше инертными газами (аргон, азот и др.) с применением электродугового подогрева металла и шлака [1] под водоохлаждаемым сводом тремя электродами от печного трансформатора. В своде над ковшом имеются три отверстия для прохода электродов и отверстие для загрузки сыпучих материалов из бункеров с весовыми устройствами, а также предусмотрена [1] подача инертных газов и кислорода для рафинирования жидкого металла с использованием цехового компьютера.
Известен способ обработки жидкого металла в ковше [2] с помощью футерованной фурмы и устройства для подачи аргона или азота снизу через днище ковша [3].
При продувке жидкой стали в ковше инертными газами через фурму с защитным конусом [2, 4] или через сопла устройства в днище ковша [3] на поверхности продуваемого металла образуется оголенная часть поверхности металла от шлака [4], что является недостатком известных способов внепечной обработки стали [1, 2] в агрегатах ковш-печь.
Для устранения этих недостатков при использовании футерованной фурмы через сопла под конусом защиты [2, 4] подают инертный газ (азот или аргон) на поверхность оголенного металла в области шлака, а для обеспечения более рассредоточенной подачи инертных газов в объем жидкого металла в ковше организуют подачу инертных газов не только через фурму с конусом [2] и устройство в днище ковша [1, 4], но и через осевые отверстия в трех полых электродах [3], установленных в своде над ковшом.
Наиболее близким к изобретению является способ [5] обработки металла инертными газами в агрегате ковш-печь с продувкой жидкого металла через днище ковша и шлака через отверстия в полых электродах. Данный способ дополняется другим способом [3] внепечной обработки жидкой стали инертными газами на основе использования футерованной фурмы с конусной защитой.
Однако все вышеназванные способы обладают крупными недостатками, заключающимися в том, что в агрегатах ковш-печь не осуществляется одновременное совместное использование способов продувки жидкого металла инертными газами через днище ковша и отверстия в полых электродах, а также при использовании футерованной фурмы с конусом защиты. Все это не позволяет достигнуть высоких скоростей рафинирования жидкой стали от газов (кислород, водород и др.) и неметаллических включений (Al3O3, TiO2, SiO2 и др.), а также не обеспечивает высокую степень десульфурации металла на границе раздела шлак-металл с подогревом расплава от электрических дуг в торцах электродов печной установки.
Цель изобретения - устранение указанных недостатков и повышение эффективности внепечной обработки жидкого металла в агрегатах ковш-печь при использовании в ковше комплекса перечисленных методов подачи инертных газов через днище ковша, фурму и полые электроды в своде агрегата.
Технический результат изобретения, включающий продувку жидкого металла в ковше потоками инертного газа, снизу с помощью устройства в днище ковша и через осевые отверстия в полых электродах, установленных в своде агрегата позволяет обеспечивать интенсивное перемешивание жидкого металла газовыми потоками в трех горизонтах ковша, т.е. внизу у поверхности днища ковша, в середине объема ковша и сверху у поверхности металла или на поверхности границы раздела шлак-металл. Интенсивное перемешивание и движение слоев металла на разных горизонтах ковша позволяет достигнуть более высокой гомогенизации расплава по составу и температуре, интенсифицировать дегазацию металла и удаление неметаллических включений из него, а степень охлаждения жидкого металла от вдуваемых в него инертных газов регулируется электродуговым подогревом металла и шлака в агрегате ковш-печь.
Технический результат достигается следующим образом.
Способ комплексной обработки жидкого металла в агрегате ковш-печь, включающий электродуговой подогрев металла со шлаком тремя полыми электродами, установленными в своде агрегата, продувку и перемешивание металла инертными газами, подаваемыми через отверстия в полых электродах и установленное в днище ковша устройство, отличающийся тем, что продувку и перемешивание инертными газами сверху у поверхности металла или на границе раздела шлак-металл осуществляют футерованной фурмой с защитным конусом, закрепленной на корпусе ковша и размещенной напротив устройства в днище ковша, при этом три полых электрода располагают по центру свода в объеме ковша в пространстве между упомянутыми фурмой и устройством и осуществляют одновременную или раздельную продувку металла инертными газами через отверстия в полых электродах, устройство в днище ковша и футерованную фурму с защитным конусом.
Продувку инертными газами через отверстия в трех полых электродах осуществляют раздельно или совместно с подачей сыпучих материалов в зону электрических дуг.
При продувке металла инертными газами через футерованную фурму осуществляют одновременную подачу инертных газов через сопла в защитном конусе футерованной фурмы на шлак и металл вокруг упомянутой фурмы.
Расходы инертных газов согласовывают с темпом электродугового подогрева металла и шлака в ковше.
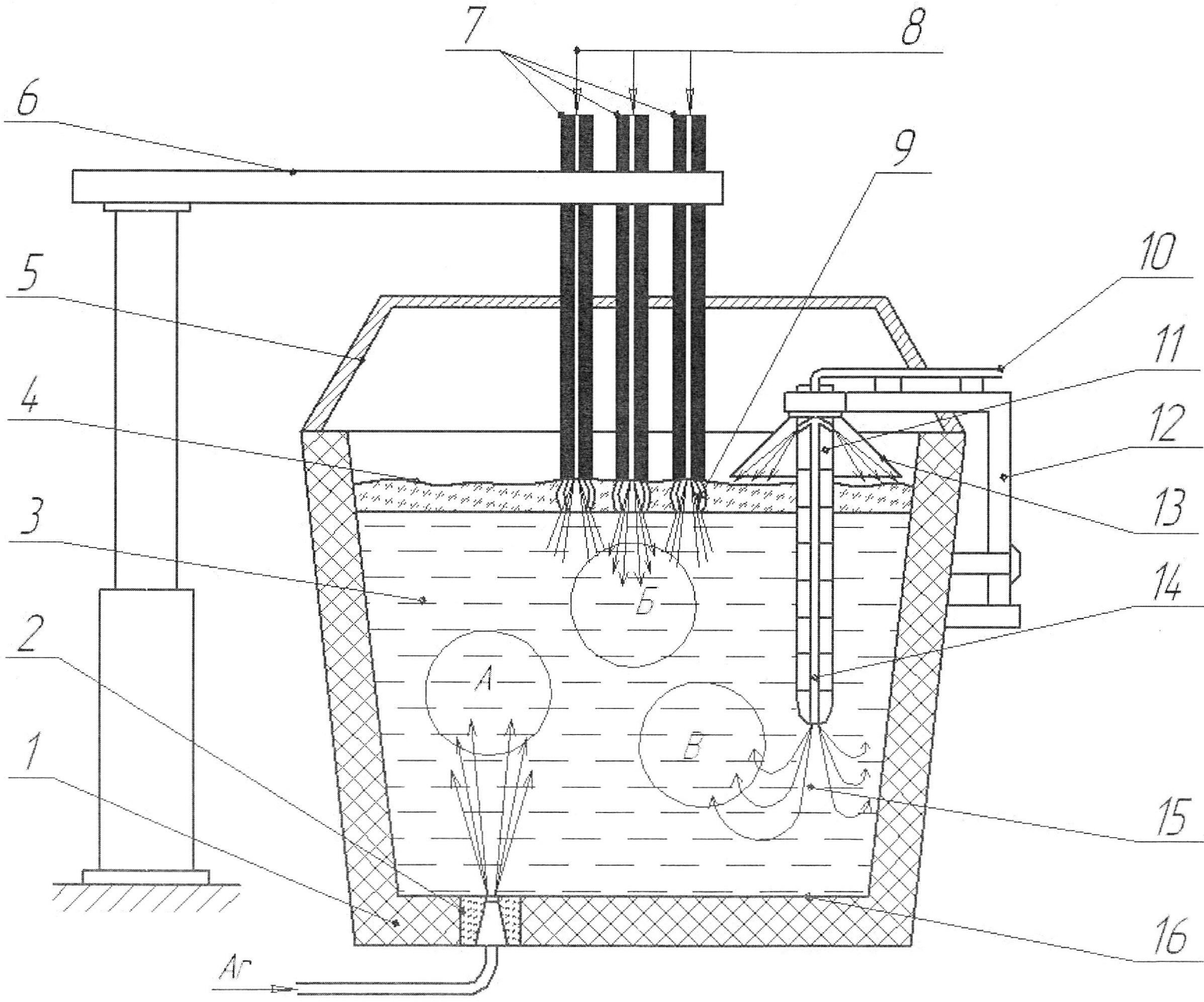
Предлагаемый способ, имеющий существенное отличие от прототипа [5], осуществляют следующим образом в соответствии со схемой (см. чертеж).
После выпуска жидкой стали из, например, дуговой печи в ковше (1), последний направляют на стенд агрегата ковш-печь. На стенде ковш с устройством в днище ковша (2), жидким металлом (3), и шлаком (4) накрывают сводом (5) и опускают с помощью механизма электрододержателя (6) электроды (7) с включением электричества для электроподогрева металла (3) и шлака (4) в ковше (1). Через полые электроды (7) представляется возможным подавать инертный газ (8) и сыпучие материалы в зону электрических дуг (9) на шлак (4) и жидкий металл (3). Нагрев металла и шлака электрическими дугами (9) осуществляется одновременно с подачей инертных газов (8), расход которых регулируется и осуществляется постоянно или периодически в соответствии с требованиями технологи внепечной обработки жидкой стали. При этом в ковше производится продувка жидкого металла (10) инертными газами (аргоном или азотом) через футерованную фурму (11), закрепленную стационарно на корпусе ковша (12). Фурма (11) в верхней ее части имеет защитный металлический конус (13) с соплами для подачи струй инертного газа на шлак и металл вокруг фурмы (11). Для продувки металла через отверстие (14) в фурме подают инертный газ (10) для перемешивания расплава струями газа (15) над днищем ковша (16). На фиг. представлены области (А, Б, В) преимущественного воздействия потоков инертных газов на объемы жидкого металла в ковше.
При этом предлагаемый способ обработки жидкого металла в агрегате ковш-печь, включающий электродуговой подогрев металла со шлаком тремя полыми электродами, продувку металла инертными газами через устройство в днище ковша и футерованную фурму с защитным конусом, отличается тем, что футерованную фурму с защитным конусом закрепляют на корпусе ковша и размещают напротив устройства в днище ковша, а три полых электрода располагают по центру свода в пространстве между ними в объеме ковша, где осуществляют таким образом одновременную или раздельную продувку жидкого металла инертными газами через отверстия в полых электродах, а также через устройство в днище ковша и футерованную фурму с защитным конусом.
Способ отличается тем, что продувку инертными газами через отверстия в трех полых электродах осуществляют совместно или раздельно с подачей сыпучих материалов в потоках инертных газов.
Способ отличается тем, что при продувке металла инертными газами через футерованную фурму осуществляют одновременно подачу инертных газов над шлаком и металлом через сопла в защитном конусе фурмы.
Способ отличается тем, что осуществляют продувку металла инертными газами как через три полых электрода, так и поочередно с каждым из них.
Эффективность внепечной обработки металла в агрегате ковш печь [3, 4] в сравнении с прототипом [5] существенно возрастает при осуществлении регулируемой рассредоточенной продувки расплава инертными газами.
Экономический эффект при этом обеспечивается за счет ускорения процессов перемешивания металла в зонах А, Б и В, интенсификации дегазации металла и удаления неметаллических включений, что приводит к уменьшению длительности режима продувки расплава в ковше, снижению удельного расхода электроэнергии и повышению показателей качества литых заготовок.
Список литературы
1. Электрические и конструктивные особенности установки печь-ковш фирмы NSC. (Пер.с англ.), 1988 - с.1129-1133. Реф. журнал ВИНИТИ. 15. Металлургия. 15. В. Производство чугуна и стали №11, 1989 - с.64 (11 В491).
2. Меркер Э.Э. и др. Роспатент, (19) RU(11)20092090(51) 5С21С 7/072. БИ №5, 1994 г. Способ азотирования жидкой стали в ковше.
3. Агапитов Е.Б. Развитие системы управления электродуговой установкой печь-ковш с целью повышения нагрева // Изв. Вузов. Электромеханика. 2006 г. - №4 - с.81-84.
4. Меркер Э.Э. и др. Патент RU №2369644 С2 по заявке 2005130959/02 от 05.10.2005. Опубл. 10.10.2009. Бюл. №28. Способ азотирования жидкой стали в ковше.
5. Бигеев и др. Патент на полезную модель 62048 РФ, МПК С21С 7/00. Установка печь-ковш. Заявка №2006138419/22 от 30.10.2006; Опубл. 27.03.2007, БИМП №9, с.597.
Способ получения ультрадисперсных порошков различных оксидов с узким разделением частиц по размерам
Акустооптический спектрополяриметр изображений с повышенным качеством спектральных срезов изображений и увеличенной светосилой
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ получения черного износостойкого антикоррозионного покрытия на алюминии и сплавах на его основе методом микродугового оксидирования
Способ защиты стальных заготовок от окисления при нагреве перед обработкой давлением
Способ ударного распиливания горных пород и устройство для его осуществления
Способ предварительной дегазации свиты угольных пластов и выработанного пространства
Способ устранения разгрузки осей колесных пар карьерных локомотивов при трогании с места и движении на наклонных участках железнодорожного пути
Установка для выделения серебра из серебросодержащего сплава
Установка для металлотермического восстановления щелочно-земельных металлов
Способ получения стального порошка для производства спеченных изделий из шлифовального шлама шх15
Мишень для получения функциональных покрытий и способ ее изготовления
Способ получения ультрадисперсных порошков различных оксидов с узким разделением частиц по размерам
Акустооптический спектрополяриметр изображений с повышенным качеством спектральных срезов изображений и увеличенной светосилой
Литниковая система для центробежного фасонного литья с вертикальной осью вращения
Способ получения черного износостойкого антикоррозионного покрытия на алюминии и сплавах на его основе методом микродугового оксидирования
Способ защиты стальных заготовок от окисления при нагреве перед обработкой давлением
Способ ударного распиливания горных пород и устройство для его осуществления
Способ предварительной дегазации свиты угольных пластов и выработанного пространства
Способ устранения разгрузки осей колесных пар карьерных локомотивов при трогании с места и движении на наклонных участках железнодорожного пути

