Результат интеллектуальной деятельности: СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ПОЛОСЫ НА МНОГОКЛЕТЕВОМ НЕПРЕРЫВНОМ СТАНЕ
Вид РИД
Изобретение
Изобретение относится к прокатному производству и может быть использовано на многоклетевых непрерывных станах при холодной прокатке полосы из стали или сплавов цветных металлов.
При прокатке полосы одной из самых актуальных задач является достижение минимально возможной (в пределах установленных допусков) разнотолщинности готовой полосы. Это важно и для горячей прокатки полосы, где прокатанная полоса является полупродуктом, подкатом для последующей холодной прокатки, но особенно это важно при холодной прокатке полосы, где готовый продукт должен отвечать установленным потребителем требованиям по точности.
Указанная задача ставится повсеместно и решается, преимущественно, путем регулирования технологических параметров прокатки, для чего все современные непрерывные станы холодной прокатки оснащены системами автоматического регулирования толщины и натяжений по длине полосы (САРТиН) и автоматического регулирования профиля и формы полосы (САРПФ). При этом в указанных системах автоматического регулирования при их настройке задают величины допусков на разнотолщинность полосы, обусловленные техническими условиями потребителя.
Однако достигаемые результаты, в зависимости от применяемых технических решений, разнятся, и постоянно требуется усовершенствование технологии, в том числе и в связи с ужесточением требований к качеству, уменьшением допусков по продольной и поперечной разнотолщинности полосы.
Известен способ холодной прокатки полосы из горячекатаного подката на много клетевом стане (см., например, книгу: Гарбер Э.А. Производство проката: Справочное издание. Том 1. Книга 1. Производство холоднокатаных полос и листов (сортамент, теория, технология, оборудование). - М.: Теплотехник, 2007, ISBN 5-98457-053-Х, см. стр.83-87, табл.3.13 на стр.83).
В известном способе холодную прокатку полосы из горячекатаного подката на многоклетевом непрерывном стане ведут с использованием системы автоматического регулирования толщины и натяжений (САРТиН), уменьшающей колебания толщины полосы только в продольном направлении, и системы автоматического регулирования поперечного профиля и формы полосы (САРПФ), уменьшающей колебания толщины в поперечном направлении (т.е. разности толщин в середине и у боковых кромок).
Данный способ, принятый за прототип, имеет следующий недостаток.
Системы регулирования продольной (САРТиН) и поперечной разнотолщинности полосы (САРПФ) автономно, независимо настраиваются и работают в нем автономно, независимо друг от друга.
Однако многие потребители тонких холоднокатаных полос и листов в последние десятилетия в технических условиях к качеству листов устанавливают единый допуск на отклонение толщины листа по всей его площади, а не отдельно по длине и ширине полосы.
Способ-прототип не дает возможности установить указанный единый допуск, в результате чего точность прокатки при его применении недостаточно высокая.
Задача настоящего изобретения - обеспечить уменьшение отклонений толщины полосы по всей ее площади (и по длине, и по ширине) от номинальной до значений, не выходящих за границы единого поля допуска при холодной прокатке на многоклетевом непрерывном стане.
Указанная задача решается тем, что в способе холодной прокатки полосы из горячекатаного подката на многоклетевом непрерывном стане, включающем использование систем автоматического регулирования толщины и натяжений по длине полосы (САРТиН) и поперечного профиля и формы полосы (САРПФ), согласно изобретению прокатку ведут с установкой различных допусков в САРТиН на отклонение толщины от номинальной в продольном направлении (δhпрод) и в САРПФ на отклонение толщины от номинальной в поперечном направлении (δhпоп), при этом оба допуска устанавливают в зависимости от единого допуска на отклонения толщины от номинального значения по всей площади полосы (δhплощ), по следующим соотношениям:


а уставку толщины для настройки САРТиН (hзад) задают по соотношению:

где  - номинальная толщина прокатываемой полосы на выходе из стана.
- номинальная толщина прокатываемой полосы на выходе из стана.
При этом используют горячекатаный подкат с допуском на отклонение толщины от номинального значения в поперечном направлении  , установленным в зависимости от единого допуска на отклонение от номинальной толщины по всей площади готовой холоднокатаной полосы, по следующему соотношению:
, установленным в зависимости от единого допуска на отклонение от номинальной толщины по всей площади готовой холоднокатаной полосы, по следующему соотношению:

где  - номинальная толщина подката.
- номинальная толщина подката.
Изобретение поясняется чертежами, где:
на рис.1 показан поперечный профиль полосы, прокатанной без использования изобретения, с расчетным и фактическим распределением толщины по ширине полосы, измеренным в двух поперечных сечениях по длине рулона;
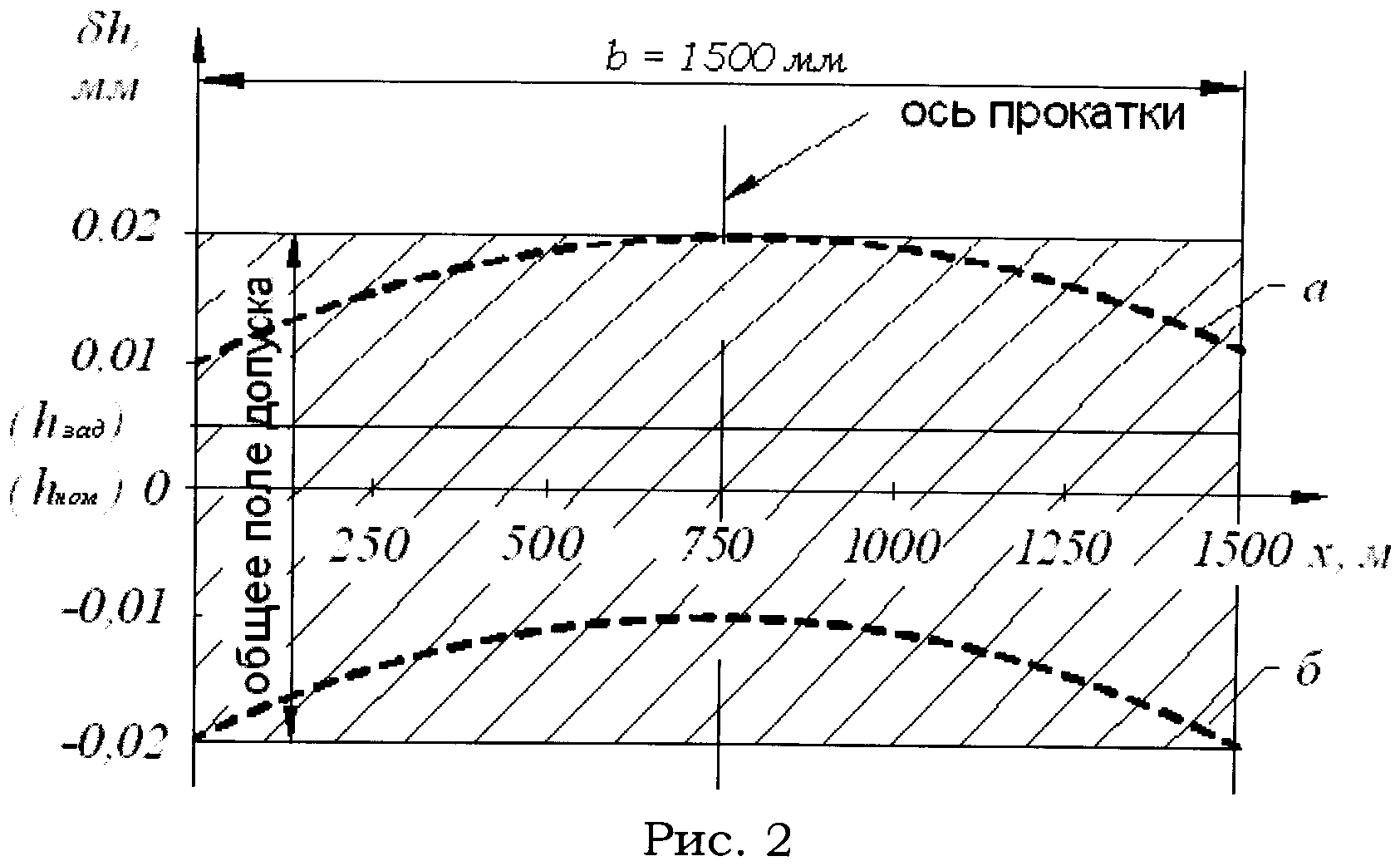
на рис.2 показаны два крайних допустимых варианта формы поперечного профиля полосы, прокатанной с использованием изобретения, где продольная и поперечная разнотолщинности равны максимально допускаемым.
Сущность изобретения состоит в следующем.
При том, что условиями поставки металла задают единый допуск на отклонения толщины от номинального значения (разнотолщинность) по всей площади прокатываемой полосы, в технологическом регламенте непрерывного стана необходимо задать различные допуски на отклонение толщины от номинальной в продольном (продольная разнотолщинность) и в поперечном (поперечная разнотолщинность) направлениях, т.к. они обеспечиваются работой разных систем автоматического регулирования: продольная разнотолщинность - САРТиН, поперечная разнотолщинность - САРПФ. Заданные допуски на продольную и поперечную разнотолщинность порознь соотносят с уставками, которые технолог-оператор стана вводит в САРТиН и САРПФ для их последующей отработки техническими средствами автоматики, имеющимися в структуре каждой из этих систем.
От того, правильно ли определены технологом значения этих уставок, зависит конечная разнотолщинность по всей площади готовой полосы. Если уставки выбраны неверно, даже при идеальной работе технических средств САРТиН и САРПФ заданная разнотолщинность по всей площади обеспечена не будет.
Сказанное поясняется ниже со ссылкой на упомянутые чертежи.
На рис.1 поясняется сравнительный пример для случая холодной прокатки стальной полосы толщиной 1,0 мм, шириной 1500 мм без использования изобретения.
Здесь обозначены: 1 - фактическое, 2 - расчетное распределение толщины полосы по ее ширине, при поле допуска по всей площади  , и при одинаковых по модулю допусках на отклонения толщины в продольном направлении δhпрод=±2% и на отклонения толщины в поперечном направлении δhпоп=+2% от номинальной толщины полосы.
, и при одинаковых по модулю допусках на отклонения толщины в продольном направлении δhпрод=±2% и на отклонения толщины в поперечном направлении δhпоп=+2% от номинальной толщины полосы.
Для данной полосы техническими условиями установлен единый допуск на разнотолщинность по всей площади, равный ±2% от номинальной толщины, т.е. для данного случая δhплощ=±0,02 мм. Технологи установили такие же одинаковые по абсолютной величине допуски на отклонения толщины от номинального значения в продольном и поперечном направлениях: δhпрод=±0,02 мм, δhпоп=+0,02 мм (допуск на поперечную разнотолщинность установлен только плюсовой, т.к. горячекатаный подкат, как правило, имеет выпуклый поперечный профиль, а под поперечной разнотолщинностью понимают разность толщин в середине и у боковых кромок).
На рис.1 показаны два реально возможных при указанных допусках варианта фактического распределения толщины по ширине полосы, измеренных в двух разных поперечных сечениях по длине рулона.
Вариант «а» относится к поперечному сечению, где фактическая толщина, измеряемая на оси прокатки, находится на верхней границе поля единого допуска. Вариант «б» относится к другому поперечному сечению, где фактическая толщина в середине находится почти на нижней границе поля единого допуска - она меньше номинальной на 1,5%. Фактическая выпуклость (поперечная разнотолщинность) полосы в обоих вариантах одинаковая:  . Из схемы видно, что в средней части по ширине полосы ее толщина в обоих вариантах не выходит из поля единого допуска, а крайние участки полосы в варианте «б» оказались за пределами поля допуска. Следовательно, допуски на отклонения толщины от номинального значения в продольном и поперечном направлениях (на продольную и поперечную разнотолщинность) нельзя задавать одинаковыми, равными единому допуску по всей площади. Эти допуски необходимо дифференцировать.
. Из схемы видно, что в средней части по ширине полосы ее толщина в обоих вариантах не выходит из поля единого допуска, а крайние участки полосы в варианте «б» оказались за пределами поля допуска. Следовательно, допуски на отклонения толщины от номинального значения в продольном и поперечном направлениях (на продольную и поперечную разнотолщинность) нельзя задавать одинаковыми, равными единому допуску по всей площади. Эти допуски необходимо дифференцировать.
На рис.2 показаны два допустимых варианта сечения указанной полосы, у которой продольная и поперечная разнотолщинности получены, при применении изобретения, равными максимально допускаемым, при следующих допусках:
 ,
,  ;
;  («а» - при
(«а» - при  ; «б» - при
; «б» - при  ).
).
В варианте «а» толщина в середине находится на верхней границе поля допуска δhплощ, а в варианте «б» толщина у боковых кромок находится на нижней границе поля допуска δhплощ.
Таким образом, даже если фактические значения продольной и поперечной разнотолщинности заданы максимально допустимыми, при использовании изобретения фактическая разнотолщинность по всей площади не выходит из поля единого допуска.
Следовательно, задание допусков δhпрод, δhпоп согласно изобретению гарантирует выполнение требования, по которому колебания толщины по всей площади не выходят за границы единого допуска δhплощ. При этом для удобства настройки САРТиН уставку заданной толщины для этой системы следует задать в середине поля допуска δhпрод, т.е.  , как указано выше (см. рис.2).
, как указано выше (см. рис.2).
Чтобы холоднокатаные полосы имели высокую плоскостность, необходимо выполнение при холодной прокатке условия равенства относительных вытяжек по ширине полосы:

Из выражений (1), (5) вытекает требование (4) к нормированию допуска на отклонения толщины подката от номинального значения в поперечном направлении в зависимости от единого допуска на колебания толщины по всей площади холоднокатаной полосы.
Изложенные пояснения доказывают выполнение поставленной задачи.
Конкретный пример реализации способа.
Для оценки технического результата от использования способа в производстве на 5-клетевом непрерывном стане «1700» холодной прокатки была проведена серия контрольных промышленных испытаний, в рамках которых:
- рассчитали и ввели в системы регулирования допуски на продольную и поперечную разнотолщинность холоднокатаной полосы по формулам (1), (2);
- установили и ввели в систему регулирования на стане горячей прокатки допуск на поперечную выпуклость горячекатаного подката по формуле (4);
- рассчитали и ввели в систему регулирования заданную толщину для отработки САРТиН 5-клетевого стана «1700» по формуле (3);
- замерили толщины на контрольных образцах и по результатам замеров определили поперечную и продольную разнотолщинность холоднокатаного проката.
Конкретно, при производстве холоднокатаной полосы марки SPCD с размерами 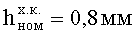 , b=1500 мм из горячекатаного подката толщиной hподк=3,0 мм для обеспечения разнотолщинности по всей площади проката в диапазоне ±2% были установлены следующие допуски:
, b=1500 мм из горячекатаного подката толщиной hподк=3,0 мм для обеспечения разнотолщинности по всей площади проката в диапазоне ±2% были установлены следующие допуски:
по всей площади  ;
;
по длине полосы 
по ширине полосы  ;
;
задали толщину на стане, которую должна отрабатывать САРТиН:
 .
.
Допускаемая поперечная выпуклость горячекатаного подката была установлена 1% от номинальной толщины, т.е. +0,03 мм.
При прокатке по известной технологии на большей части длины холоднокатаных полос колебания толщины составляли +2/-3% от номинального значения, т.е. не укладывались в единый допуск.
По результатам опытной холодной прокатки с использованием изобретения на непрерывном стане «1700» выпуклость поперечного профиля готового холоднокатаного проката составила 0,6-1,0%, а колебания толщины в продольном направлении находились в диапазоне +1%, что позволило обеспечить колебания толщины по всей площади, не превышающие единого допуска ±2% от номинальной толщины, на длине, в среднем составляющей 95% от общей длины рулона. Таким образом, технический результат изобретения был достигнут.
Участки полосы общей длиной около 5%, где колебания толщины вышли за пределы единого допуска, относятся к концевым зонам, расположенным вблизи сварных швов, которые прокатывают с пониженной скоростью, без использования САРТиН.
Способ холодной прокатки полосы из горячекатаного подката на многоклетевом непрерывном стане, включающий прокатку горячекатаного подката с использованием систем автоматического регулирования толщины и натяжений по длине полосы (САРТиН) и поперечного профиля и формы полосы (САРПФ), отличающийся тем, что прокатку ведут с установкой различных допусков в САРТиН на отклонение толщины от номинальной в продольном направлении (δh) и в САРПФ на отклонение толщины от номинальной в поперечном направлении (δh), при этом оба допуска устанавливают в зависимости от единого допуска на отклонения толщины от номинального значения по всей площади полосы (δh), по следующим соотношениям: а уставку толщины для настройки САРТиН (h) задают по соотношению: где - номинальная толщина прокатываемой полосы на выходе из стана, причем используют горячекатаный подкат с допуском на отклонение толщины от номинального значения в поперечном направлении , установленным в зависимости от единого допуска на отклонение от номинальной толщины по всей площади готовой холоднокатаной полосы, по следующему соотношению: где - номинальная толщина подката.


Способ производства штрипсов
Способ промывки горна доменной печи
Способ повышения качества полос на станах горячей прокатки
Устройство для испытания грузоподъемных кранов
Способ правки толстолистового проката
Способ оптического контроля параметров непрерывной разливки стали и оптический измеритель
Способ производства горячекатаных полос
Способ выплавки стали в конвертере
Способ центрирования движущейся полосы по оси агрегата
Устройство для прижима сматываемой полосы к рулону
Способ непрерывной прокатки тонких полос на многоклетевом стане
Способ непрерывной холодной прокатки тонких полос на многоклетевом стане
Холоднокатаный прокат
Способ производства холоднокатаного проката
Способ производства прямошовных труб большого диаметра из низколегированной стали
Способ производства горячекатаных листов из низколегированной стали для изготовления ответственных металлоконструкций

