Результат интеллектуальной деятельности: УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ ПОЛИМЕРНОГО МАТЕРИАЛА, ПРИМЕНЕНИЕ УСТРОЙСТВА ДЛЯ ПРИГОТОВЛЕНИЯ ИЛИ ВТОРИЧНОЙ ПЕРЕРАБОТКИ ТЕРМОПЛАСТИЧНОГО ПОЛИМЕРНОГО МАТЕРИАЛА И СПОСОБ ЭКСПЛУАТАЦИИ УСТРОЙСТВА ДЛЯ ПРИГОТОВЛЕНИЯ ПОЛИМЕРНОГО МАТЕРИАЛА
Вид РИД
Изобретение
Область техники, к которой относится изобретение
Изобретение относится к устройству согласно п.1 формулы изобретения.
Уровень техники
Из уровня техники известны многочисленные устройства, содержащие приемный бункер или измельчающий уплотнитель для измельчения, нагрева, размягчения и приготовления вторично переработанного полимерного материала, а также присоединенный к нему экструдер для расплавления подготовленного таким способом материала. Целью является получение возможно высокой по качеству конечной продукции, преимущественно, в виде гранулята.
В частности, в ЕР 123771 описано, например, устройство с приемным бункером и присоединенным к нему экструдером, причем подводимый к приемному бункеру полимерный материал измельчается при вращении смесительных и измельчительных инструментов и приводится к круговому движению сгустков и одновременно нагревается внесенной энергией. Вследствие этого создается смесь с достаточно хорошей тепловой гомогенностью. После соответствующего времени обработки эта смесь выгружается из приемного бункера посредством шнекового экструдера и при этом пластифицируется или расплавляется. При этом шнековый экструдер расположен почти на высоте измельчающих инструментов и фиксирован радиально на приемном бункере. Вследствие этого, размягченные частицы полимерного материала активно выдавливаются смешивающими инструментами в экструдер.
Кроме того, из уровня техники известны также многочисленные устройства, в которых экструдер подсоединен к приемному бункеру тангенциально.
Общим для всех этих устройств является то, что направление транспортирования или вращения смешивающих и измельчающих инструментов, а вместе с тем -направление, в котором вращаются частицы материала в приемном бункере и направление транспортирования экструдера, по существу, одинаковые или одинаково направленные. Такая преднамеренно выбранная компоновка вызвана желанием проталкивать в шнековое устройство как можно больше материала или принудительно загружать его. В этих устройствах и в их усовершенствованных вариантах всегда прослеживается стремление создать по возможности большее заполнение шнекового устройства и усилить этот эффект проталкивания. Например, также делались попытки расширять участок втягивания экструдера подобно конусу или серповидно изгибать инструменты измельчения, чтобы они могли загружать размягченный материал в шнековое устройство подобно шпателю.
С этой целью, например, в WO 88/02684 описано устройство, в котором шнек экструдера отодвинут из радиального положения и смещен радиально, однако, не присоединен к приемному бункеру тангенциально. Результатом этого бокового смещения является то, что действующая в осевом направлении шнека экструдера составляющая силы, производимая тангенциальным усилием вращающегося инструмента, больше, по сравнению с компоновкой, в которой ось шнека расположена радиально у приемного бункера. Эффект проталкивания усиливается еще больше, благодаря этому смещению со стороны впуска, а полимерный материал еще лучше транспортируется вращающимся по окружности инструментом или продавливается вовнутрь экструдера.
Такие устройства чрезвычайно предпочтительны для некоторых материалов, в частности, для удлиненных или очень крепких полимерных материалов, а также дляжестких, мелких хлопьев.
Однако в результате опытов оказалось, что такие устройства нельзя использовать в одинаковой степени предпочтительно для всех перерабатываемых полимерных материалов и, наоборот, на некоторых участках они могут иметь даже недостатки.
В частности, например, при использовании материалов с незначительным энергосодержанием, например, PET-волокна или пленки, или материалов с ранней точкой клейкости или размягчения, например, полимолочной кислоты (PLA), каждый раз наблюдается эффект, что преднамеренное проталкивание полимерного материала под давлением в участок втягивания экструдера приводит к преждевременному расплавлению материала. Это снижает, с одной стороны, эффективность транспортирования экструдера или пазовой втулки, вследствие небольшого сцепления материала с пазами. Кроме того, может происходить также частичный отток этого расплава в участок измельчающего уплотнителя или приемного бункера, что приводит к тому, что еще не расплавленные хлопья прилипают к расплаву, вследствие чего расплав снова охлаждается и частично затвердевает, а в результате образуется утолщенный элемент или конгломерат из частично затвердевшего расплава и твердых частиц полимерного материала. Это забивает экструдер, а смешивающие и измельчающие инструменты залипают. В дальнейшем снижается пропускная способность экструдера, так как больше не происходит достаточного наполнения шнекового устройства. Кроме того, при этом, могут застревать смешивающие и измельчающие инструменты. В таких случаях устройство, как правило, следует останавливать и полностью очищать.
Кроме того, возникают проблемы для таких полимерных материалов, которые уже нагрелись в измельчающем уплотнителе близко к своей области плавления. При этом при переполнении пазовой втулки, материал расплавляется и ухудшает втягивание.
Также возникают проблемы, в большинстве случаев, для растянутых, полосчатых, волокнистых материалов с определенным продольным растяжением и незначительной толщиной или жесткостью, в частности, например для разрезанных на полосы синтетических (упаковочных) пленок. И, в первую очередь, вследствие того, что удлиненный материал зависает на конце со стороны выхода втягивающего отверстия шнекового устройства, причем один конец полосы выступает в приемный бункер, а другой конец - в участок втягивания. Поскольку, как смешивающий инструменты, так и шнек движутся в одинаковом направлении или придают материалу одинаковые составляющие направления подачи и давления, оба конца полосы нагружаются в одинаковом направлении растягивающим усилием и давлением и полоса уже не может разорваться. Это снова приводит к накоплению материала в этом участке, к сужению поперечного сечения втягивающего отверстия и к более плохим характеристикам протягивания, а в дальнейшем - к потере пропускной способности. Кроме того, повышенное загрузочное давление на этом участке может приводить к расплавлению материала, из-за чего снова возникают прежде названные проблемы.
Раскрытие изобретения
Задача предложенного изобретения - создать устройство, при помощи которого можно избежать указанные выше недостатки и при помощи которого шнек может протягивать уязвимые или полосчатые материалы также без проблем.
Эта задача решается в устройстве для приготовления, в частности, термопластичного полимерного материала признаками пункта 1 формулы изобретения.
При этом предусмотрено, что воображаемое продление центральной продольной оси транспортера или шнека проведено навстречу направлению транспортирования транспортера мимо оси вращения приемного бункера, не пересекая ее. Продольная ось транспортера смещена с определенным интервалом относительно одинаково направленных или параллельных радиальных приемного бункера со стороны выхода или в направлении вращения или движения вращающихся мимо отверстия смесительных и/или измельчающих инструментов или кружащегося мимо него полимерного материала.
Вследствие этого направление транспортирования смесительных инструментов и направление транспортирования экструдера больше не имеют одно направление, как известно из Уровня техники, а, по меньшей мере, направлены немного в противоположном направлении, благодаря чему уменьшается прежде указанный эффект проталкивания. Преднамеренное изменение направления вращения смесительных и измельчающих инструментов на обратное по сравнению с известными до настоящего времени устройствами, снижает загрузочное давление в положении втягивания и уменьшает риск переполнения. Вследствие этого лишний материал не проталкивается или не набивается как шпателем с чрезмерным давлением в участок втягивания экструдера, а наоборот, имеется тенденция к удалению лишнего материала из него, поэтому, в частности, в участке втягивания всегда имеется достаточно материала, однако, почти без давления или нагруженного только незначительным давлением. Вследствие этого шнек экструдера может достаточно наполняться и всегда втягивать достаточно материала, без возникновения локальных скачков давления, при которых материал мог бы расплавляться.
Это предотвращает расплавление материала на участке втягивания экструдера, вследствие чего повышается эксплуатационная эффективность, продлевающая интервалы между техническим обслуживанием и укорачивающая простои вследствие всевозможных ремонтов и мероприятий по очистке.
Уменьшение загрузочного давления уменьшает также давление на всевозможные заслонки, закрывающие отверстие втягивания, при помощи которых известным способом можно регулировать степень наполнения червяка. Вследствие этого заслонки реагируют в значительной мере более чувствительно, а степень наполнения шнека можно регулировать еще точнее. В частности, при более тяжелых материалах, как например, при измельченных продуктах из полиэтилена высокой плотности (HDPE) или PET, можно более легко находить оптимальный режим эксплуатации устройства.
Кроме того, неожиданно оказалось предпочтительным, что материалы, уже размягченные близко к расплаву, лучше втягиваются при соответствующей изобретению эксплуатации в противоположном направлении. В частности, когда материал существует уже в тестовидном или размягченном состоянии, шнек разрезает материал из тестовидного кольца. При вращении в направлении транспортирования шнека экструдера это кольцо скорее проталкивалось бы мимо и не могло бы происходить соскабливание, вследствие чего ухудшалось бы втягивание. Изменение направления вращения согласно изобретению предотвращает это.
Кроме того, можно было бы легче отделять образовавшиеся при обработке описанные ранее полосчатые или волокнистые накладки или утолщения или они даже совсем не будут образовываться, так как на кромке отверстия, находящейся в направлении вращения смесительных инструментов со стороны выхода или вниз по потоку, вектор направления смесительных инструментов и вектор направления экструдера указывают почти в противоположных или, по меньшей мере, незначительно в противоположных направлениях, вследствие чего продолговатая полоса не может завертываться и зависать вокруг этой кромки, а снова уносится сгустком смеси в приемном бункере.
В целом, соответствующий изобретению вариант выполнения улучшает характеристики втягивания и увеличивает пропускную способность. Благодаря этому совокупная система из измельчающего уплотнителя и экструдера становится устойчивее.
Другие предпочтительные варианты исполнения изобретения описываются в следующих зависимых пунктах формулы изобретения.
Согласно предпочтительному варианту изобретения предусмотрено, что транспортер расположен у приемного бункера так, что скалярное произведение из тангенциально направленного к периферийной окружности смесительного и/или измельчающего инструмента или к проходящему мимо отверстия полимерного материала и направленному перпендикулярно к радиальным приемного бункера, указывающему в направлении вращения или движения смесительного и/или размельчающего инструмента вектора направления и вектором направления транспортирования транспортера равно нулю или отрицательное в каждой отдельной точке или на всем участке отверстия или в каждой отдельной точке или на всем участке непосредственно перед отверстием. Благодаря этому достигают прежде названных преимуществ. При этом, в частности, это также не зависит от пространственной компоновки смесительных инструментов и экструдера относительно друг друга, например, смесительные инструменты и шнек экструдера или отверстие не обязательно должны находиться на общей плоскости или ось вращения быть направленной перпендикулярно к поверхности основания или к продольной оси экструдера.
Другой предпочтительный вариант выполнения получается вследствие того, что вектор направления смесительного и/или размельчающего инструмента образует с вектором направления транспортирования транспортера угол больше или равный 90° и меньше или равный 180°, причем угол измерен в точке пересечения обоих векторов направления на находящейся вверх по потоку к направлению вращения или движения кромке отверстия, в частности, в расположенной самой дальней вверх по потоку точке на этой кромке или отверстии. Это описывает тот угловой диапазон, в котором экструдер следует располагать у приемного бункера для достижения предпочтительных эффектов. При этом во всем участке отверстия или в каждой отдельной точке отверстия происходит, по меньшей мере, незначительная противоположная по направлению ориентация действующих на материал усилий или, в крайнем случае, - нейтральная в отношении давления поперечная ориентация. Ни в одной из точек отверстия скалярное произведение векторов направления смесительных инструментов и шнекового транспортера является положительным, вследствие этого даже в частичном участке отверстия не возникает слишком большой эффект проталкивания.
Другой предпочтительный вариант выполнения изобретения предусматривает, что вектор направления вращения или направления движения образует с вектором направления транспортирования угол между 170° и 180°, измеренный в точке пересечения обоих векторов направления в середине отверстия. Такая компоновка соответствует, например, когда экструдер расположен тангенциально у измельчающего уплотнителя. Чтобы не возникал слишком большой эффект проталкивания, предпочтительно может быть предусмотрено, что интервал больше или равен половине внутреннего диаметра корпуса транспортера или шнека.
Кроме того, в этом смысле может быть предпочтительно, что размер интервала установлен больше или равен 7%, еще более предпочтительно - больше или равен 20% радиуса приемного бункера.
При радиально смещенном, однако, не расположенном тангенциально, экструдере предпочтительно предусмотрено, что воображаемое продление продольной оси транспортера пронизывает, по меньшей мере, частично внутреннюю полость приемного бункера навстречу направлению транспортирования.
В этой связи предпочтительно, если предусмотрено, что отверстие расположено непосредственно перед задней в направлении транспортирования торцевой стороной шнека.
В экструдерах с продленным участком втягивания, с пазовой втулкой или с расширенным приемником может быть предпочтительно, если интервал больше или равен радиусу приемного бака. В частности, это соответствует тем случаям, при которых транспортер присоединен тангенциально к приемному бункеру.
Изменение направления вращения вращающихся в бункере инструментов ни в коем случае нельзя производить произвольно, и нельзя просто позволить вращаться смесительным инструментам - ни в известных устройствах, ни в соответствующем изобретению устройстве - в обратном направлении, в частности, нельзя потому, что смесительные и размельчающие инструменты расположены определенным способом асимметрично или ориентированно по направлению так, что они действуют только на одну сторону или в одном направлении. При повороте такого устройства в ошибочном направлении, не образовывался бы ни хороший сгусток смеси, ни размельчался бы достаточно или не нагревался бы материал. Поэтому каждый измельчающий уплотнитель имеет постоянно заданное направление вращения.
Особенно предпочтительно, если предусмотрено, что действующие на полимерный материал, направленные в направлении вращения или направлении движения передние участки или передние кромки смесительных и/или размельчающих инструментов по-разному выполнены, согнуты, установлены или расположены по сравнению с задними или догоняющими участками в направлении вращения или направлении движения.
При этом предпочтительная компоновка предусматривает, что на смесительном и/или измельчающем инструменте расположены инструменты и/или ножи, действующие в направлении вращения или в направлении движения на полимерный материал, измельчая и, при необходимости, также нагревая его, причем ножи предпочтительно расположены, в частности, на находящемся параллельно к поверхности основания с возможностью вращения несущем диске.
Вышеназванные эффекты имеют отношение не только к уплотняющим шнековым экструдерам, но и к не уплотняющим шнековым транспортерам. В этом случае также должны предотвращаться локальные перезагрузки.
В другом предпочтительном варианте выполнения предусмотрено, что приемный бункер, по существу, цилиндрический с ровной поверхностью основания и с вертикально направленной к нему боковой стенкой с цилиндрической формы внутреннего корпуса.
Кроме того, конструктивно просто, если ось вращения совпадает с центральной средней осью приемного бункера.
В другом предпочтительном варианте выполнения предусмотрено, что ось вращения или центральная средняя ось направлены вертикально или перпендикулярно к поверхности основания.
Эти геометрические особенности оптимизируют характеристики протягивания в конструктивно устойчивом и просто сконструированном устройстве.
В этой связи также предпочтительно предусматривать, чтобы самый нижний смесительный и/или измельчающий инструмент и/или отверстие были расположены с незначительным интервалом к поверхности основания, в частности, на участке самой нижней четверти высоты приемного бункера.
Кроме того, для обработки предпочтительно, если внешние кромки смесительных и/или размельчающих инструментов доходят вплотную до боковой стенки. Кроме того, согласно изобретению создан способ эксплуатации такого устройства.
При этом направление вращения или движения смесительных и/или измельчающих инструментов следует регулировать, с одной стороны так, и смесительный и/или измельчающий инструмент должен быть выполнен так, или ножи располагаться так, а смесительный и/или измельчающий инструмент в приемном бункере располагаться и направляться так, чтобы осуществлялось безупречное смешивание и обработка полимерного материала. При этом должна образовываться смесь сгустка, а смесительный и/или измельчающий инструмент должен правильно воздействовать на материал, в частности, смешивая, нагревая и при необходимости измельчая его.
Кроме того, нужно обращать внимание на то, что направление вращения или направление движения смесительного и/или размельчающего инструмента настраивают так, что воображаемое продление центральной продольной оси транспортера или шнека проходит навстречу направлению транспортирования транспортера мимо оси вращения приемного бункера, не пересекая ее, причем продольная ось транспортера смещена с интервалом относительно направленной к ней в ту же сторону или параллельной радиальной приемного бункера со стороны выхода или в направлении вращения или движения проходящего мимо отверстия смесительного и/или измельчающего инструмента или перемещающегося мимо отверстия полимерного материала. Этим достигают вышеуказанных предпочтительных эффектов.
Этот способ можно усовершенствовать дальше при помощи признаков зависимых пунктов формулы изобретения для устройства.
Краткое описание чертежей
Другие преимущества и усовершенствованные варианты выполнения изобретения следуют из описания и прилагаемых чертежей.
Изобретение схематически изображено при помощи примеров выполнения на чертежах и описано далее со ссылкой на них в качестве примеров.
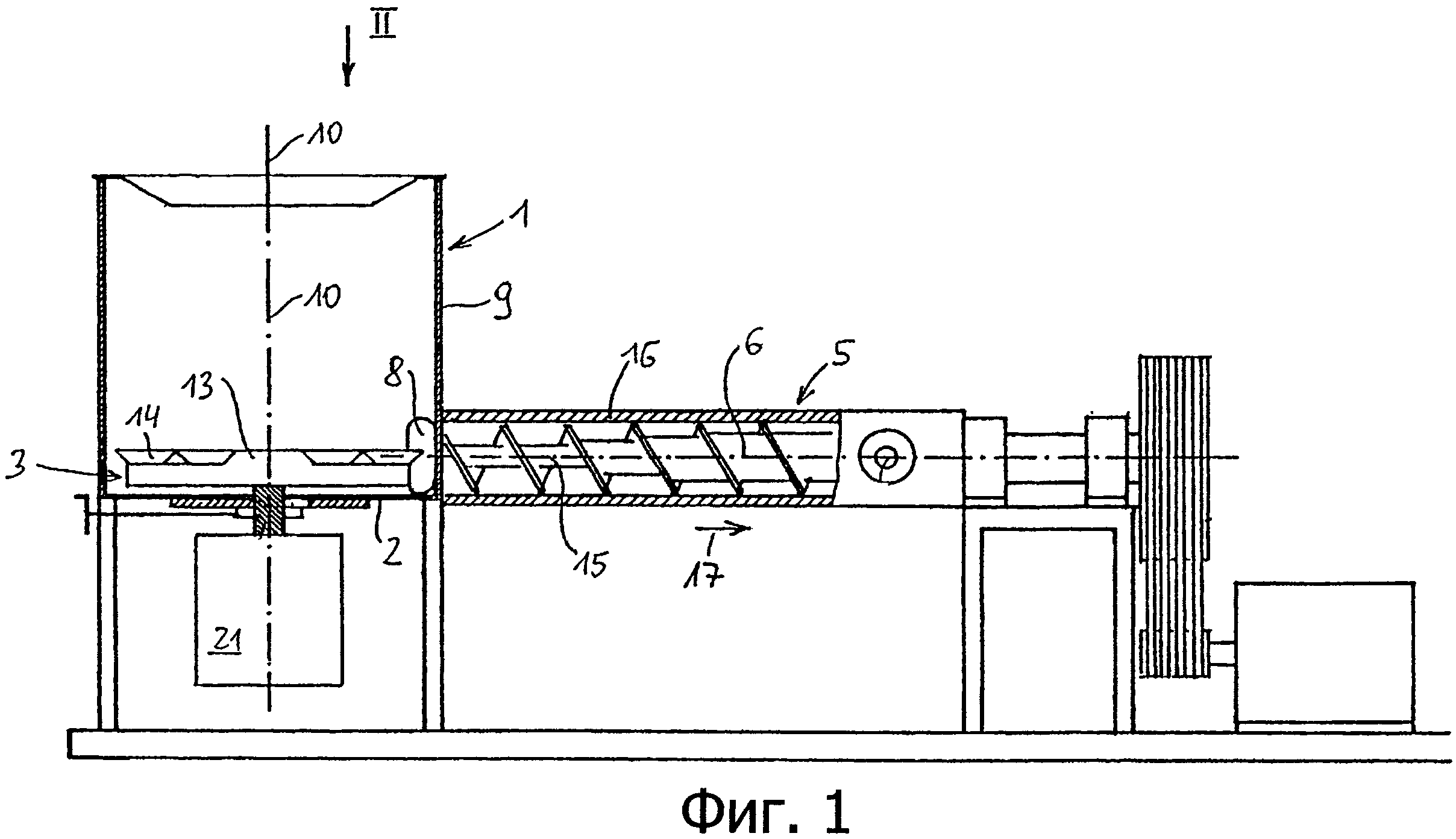
Фиг.1 показывает вертикальный разрез соответствующего изобретению устройства.
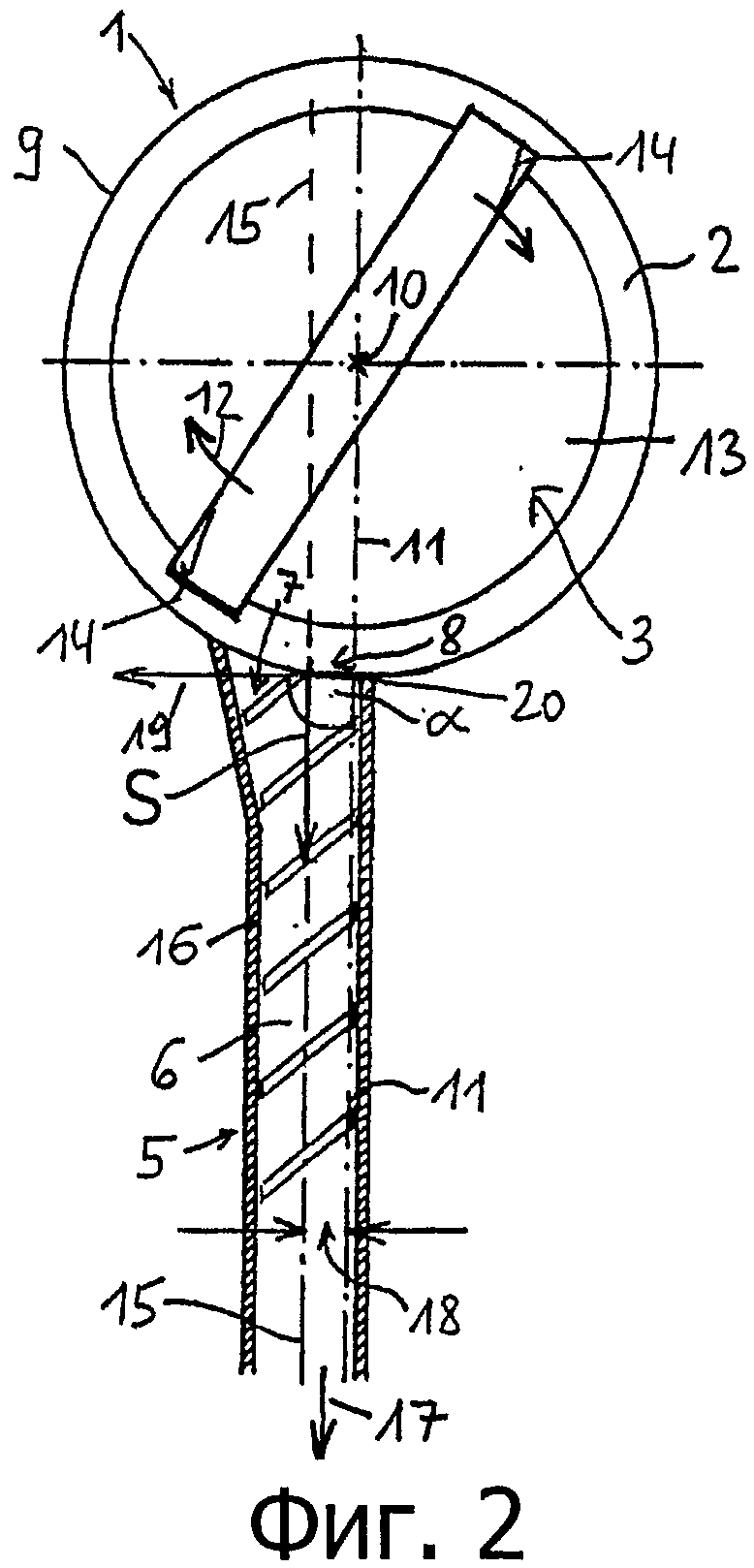
Фиг.2 показывает горизонтальный разрез несколько измененного варианта выполнения в направлении стрелки II по фиг.1.
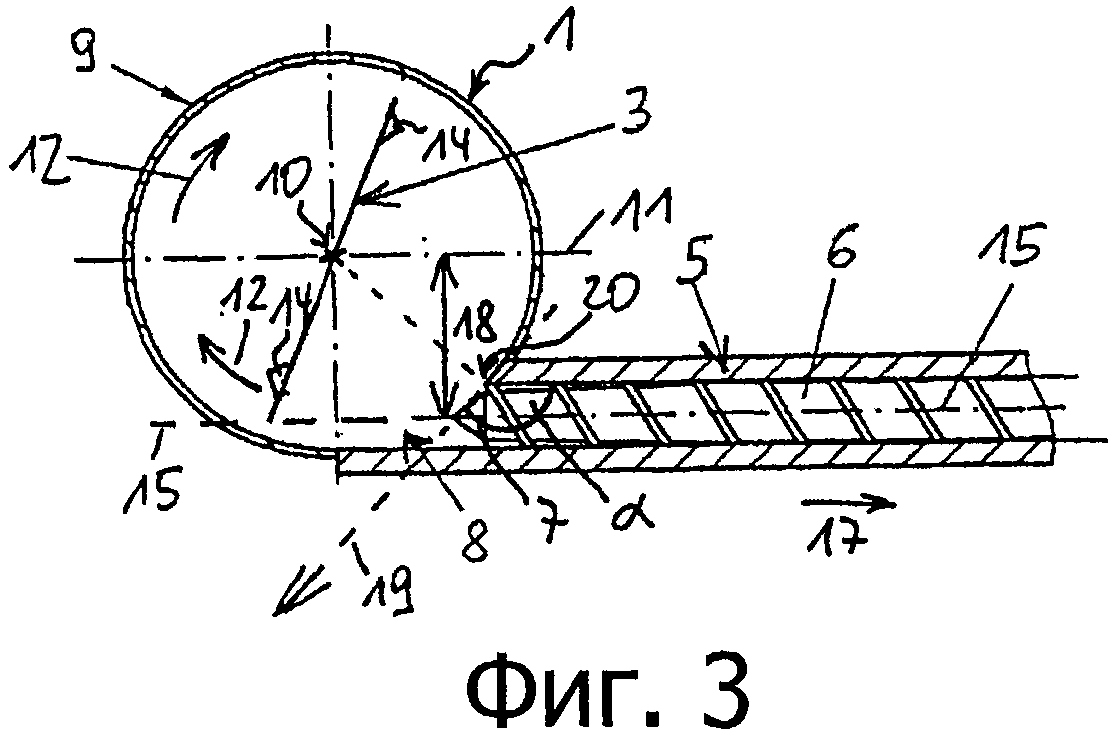
Фиг.3 показывает другой вариант выполнения с большим радиальным смещением.
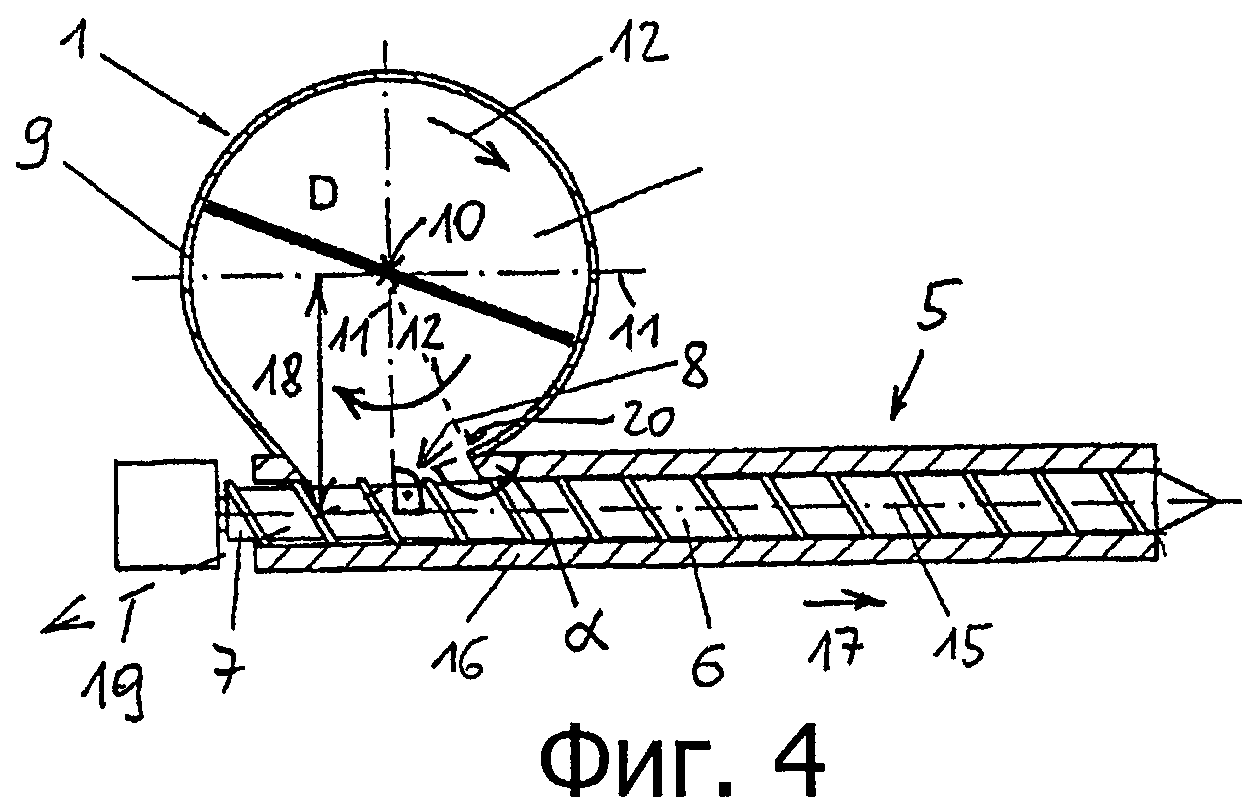
Фиг.4 показывает другой вариант выполнения с почти тангенциально присоединенным экструдером.
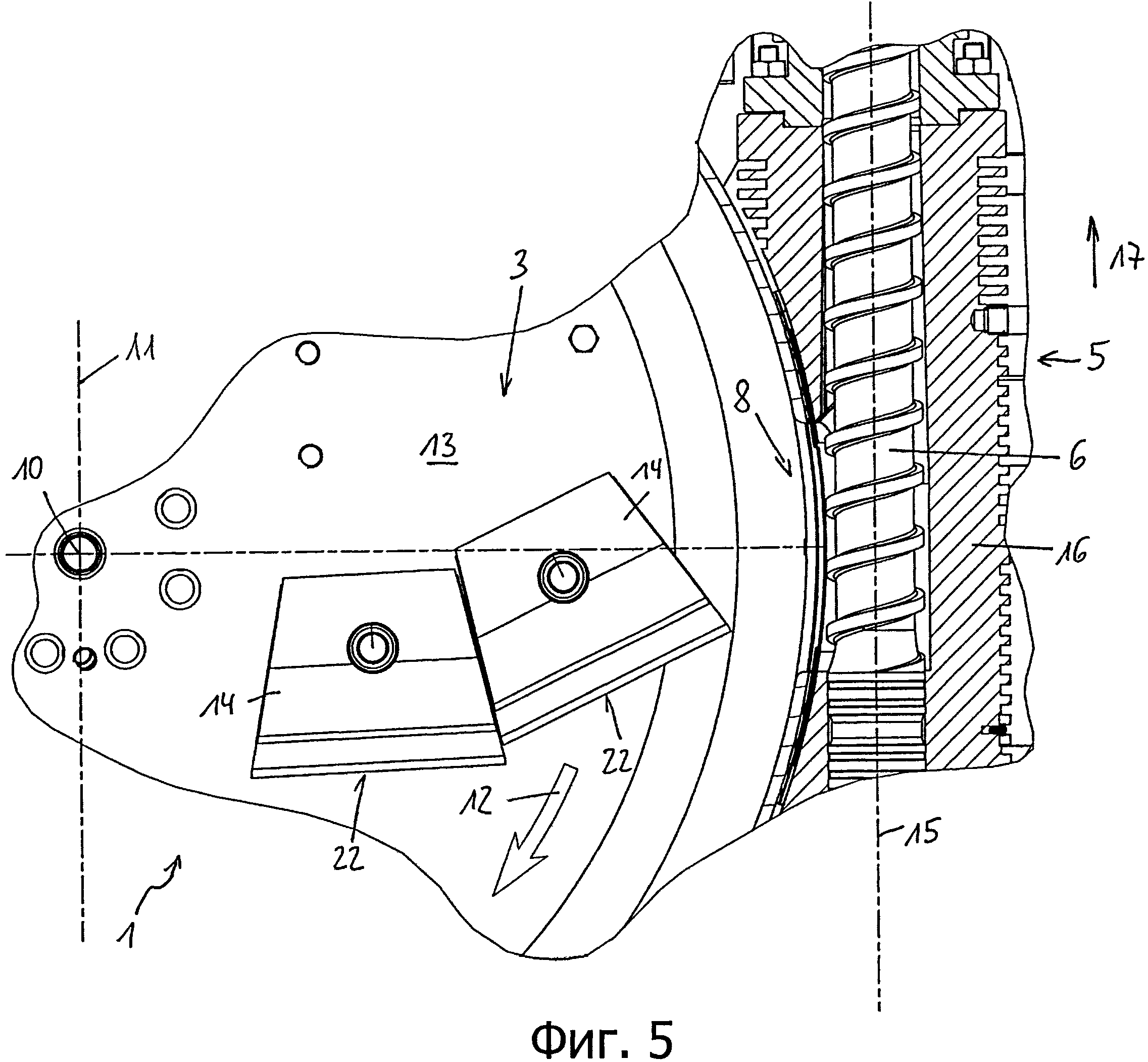
Фиг.5 показывает другой вариант выполнения с почти тангенциально присоединенным экструдером и выгнутыми смесительными инструментами.
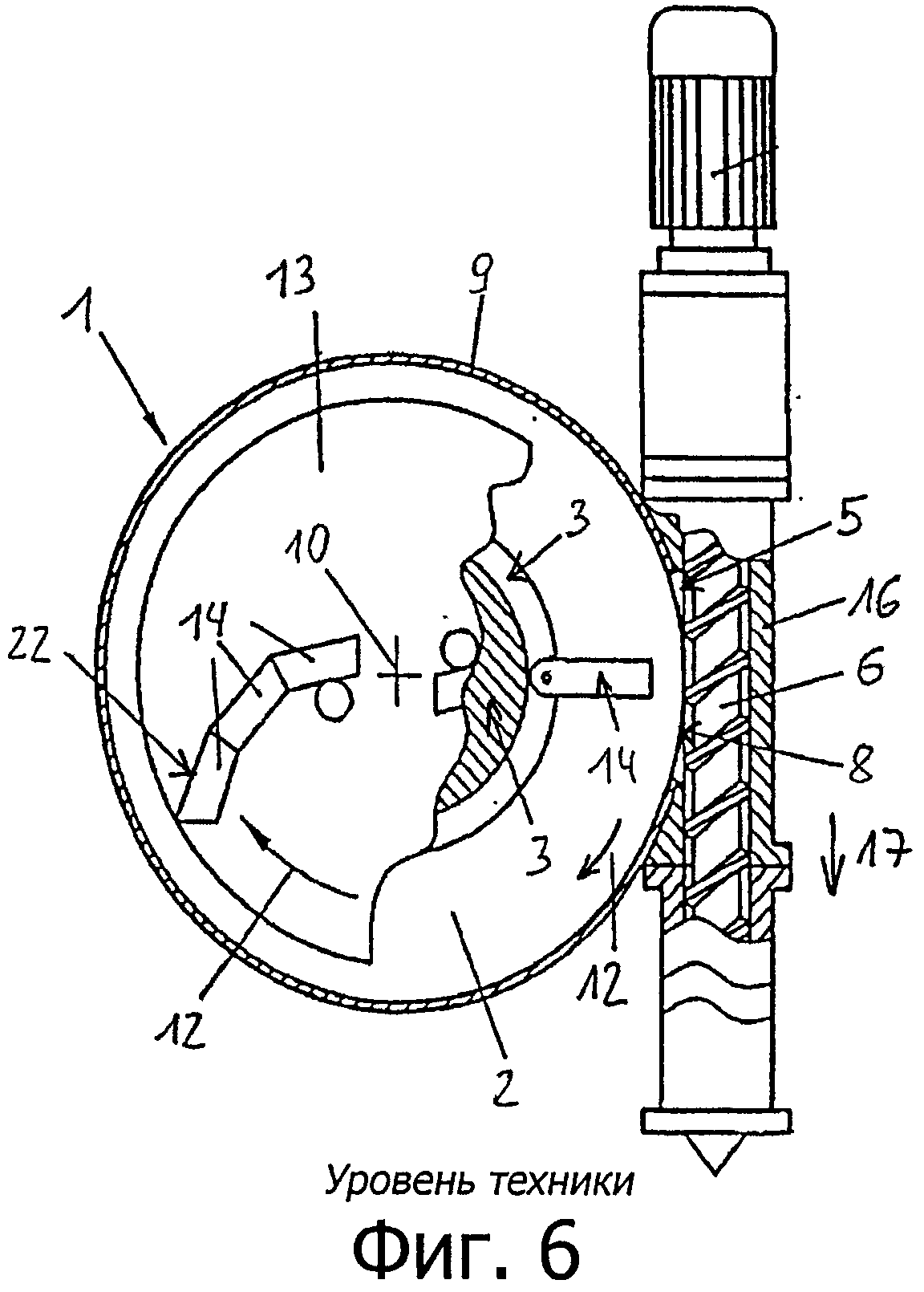
Фиг.6 показывает известное из Уровня техники устройство.
Изображенное на фиг.1 предпочтительное устройство для приготовления или вторичной переработки полимерного материала имеет приемный бункер или измельчающий уплотнитель 1, достаточно известный из уровня техники, например, из ЕР 123771. Приемный бункер 1 цилиндрический с ровной поверхностью 2 основания и с вертикально направленной к нему цилиндрической формы внутренней боковой стенкой 9.
С незначительным интервалом к поверхности 2 основания, почти от 10 до 20%, при необходимости, меньше, высоты боковой стенки 9, - если измерять от поверхности 2 основания к самой верхней кромке боковой стенки 9, - расположен направленный параллельно к поверхности 2 основания, плоский несущий диск 13, с возможностью его вращения вокруг центральной оси 10 вращения, одновременно являющейся центральной средней осью приемного бункера 1, в обозначенном стрелкой направлении 12 вращения или направлении движения. Несущий диск 13 приводится в движение двигателем 21, находящемся ниже приемного бункера 1. На несущем диске 13 расположены ножи 14, образующие вместе с несущим диском 13 смесительные и/или измельчающие инструменты 3.
Как схематически показано на фиг.2, ножи 14 расположены на несущем диске 13 не равномерно, а выполнены, установлены или расположены по особенному на обращенных в направлении 12 вращения или движения передних кромках для возможности воздействовать на полимерный материал. Вследствие этого в приемном бункере 1 образуется сгусток смеси, в котором материал завихряется как сверху вниз, так и в направлении 12 вращения. Такое устройство из-за особенной компоновки смесительных и измельчающих инструментов 3 или ножей 14 может приводиться в движение только в заданном направлении 12 вращения или движения и направление 12 вращения нельзя повернуть сразу или без изменений конструкции.
Кроме того, для лучшей подачи материала к отверстию 8 по окружности бункера или на боковой стенке 9 могут быть установлены делители.
Изображенные на фиг.3 и 4 смесительные и измельчающие инструменты 3 показаны также только схематически. Ножи 14 расположены на воздействующих на материал передних кромках 22 (фиг.3).
Теоретически также возможно, что смесительные и измельчающие инструменты 3 расположены равномерно или симметрично. Однако и в этом случае направление 12 вращения или движения нельзя произвольно, а оно задано либо возможностями двигателя, либо заложено специальными формами приемного бункера 1 и/или участком втягивания экструдера 5.
Для сравнения на фиг.6 изображено известное из уровня техники устройство. Оно имеет две плоскости смесительных и измельчающих инструментов 3, вращающихся в направлении стрелки 12, в частности, не в соответствующем изобретению направлении. Рядом с основанием 2 в нижней плоскости расположены вращающиеся по окружности ножи 14, направленные радиально и прямо. В плоскости находящейся над ними, на несущем диске 13 расположены ножи 14 с передними режущими кромками 22, согнутые или изломанные навстречу направлению 12 вращения. Вследствие этого при эксплуатации получают при вращении этих инструментов требуемый и необходимый сгусток смеси. В частности, и здесь не возможно простое изменение направления 12 вращения.
На высоте, в данном случае единственного смесительного и измельчительного инструмента 3, в боковой стенке 9 приемного бункера 1 выполнено отверстие или входное или загрузочное отверстие 8, к которому присоединен корпус 16 транспортера 5. В корпусе 16 установлен с возможностью вращения уплотняющий шнек 6 экструдера, приводимый в движение валом двигателя 21.
Внешние кромки смесительных и измельчающих инструментов 3 относительно близко доходят до боковой стенки, почти до 5% от радиуса. Шнек 6 и корпус 16 экструдера 5 подогнаны на участке отверстия 8 к контуру внутренней стенки приемного бункера 1 и смещены назад. Ни один из элементов экструдера 5 не выдвигается во внутреннюю полость приемного бункера 1. Смесительные и/или измельчающие инструменты 3 или ножи 14 находятся почти на одной и той же высоте или плоскости, как и центральная продольная ось 15 экструдера 5. Тем не менее, крайние концы ножей 14 находятся на некотором достаточном расстоянии от торцевой стороны 7 экструдера 5.
В представленных на чертежах примерах речь идет всегда об уплотняющем одновальном или одношнековом экструдере. Однако в качестве альтернативы можно предусматривать также двухвальные или многошнековые экструдеры или установка не уплотняющих шнековых транспортеров.
При эксплуатации подготавливаемый полимерный материал, в большинстве случаев в виде отходов полимерного материала, бутылок или пленки, загружают в приемный бункер 1 через открытую загрузочную воронку. Альтернативно может быть предусмотрено, что приемный бункер 1 закрыт и, по меньшей мере, с возможностью вакуумирования до технического вакуума. Загруженный полимерный материал измельчают вращающимися по окружности смесительными и измельчающими инструментами 3, смешивают и нагревают при этом вносимой механической энергией трения и размягчают его, однако не расплавляют. После определенного времени нахождения в приемном бункере 1 размягченный, но не расплавленный материал загружают в участок втягивания экструдера 5 или в отверстие 8 и захватывается в нем шнеком 6, а в дальнейшем расплавляют.
На фиг.2 изображен разрез очень похожего на фиг.1 варианта выполнения на плоскости шнека 6 экструдера. На ней видно, что ось 10 вращения, а также центральная средняя ось приемного бункера 1 совпадают, а поперечное сечение приемного бункера 1 круглое. Альтернативно также возможны эллиптические формы или эксцентрическая компоновка оси 10 вращения.
Экструдер 5 является самим по себе известным, обычным экструдером, в котором в первой зоне размягченный полимерный материал расплавляют, затем происходит сжатие, а затем расплав выходит на противоположной стороне. Экструдер 5 транспортирует в направлении стрелки 17. Корпус 16, а также шнек 6 несколько расширены конически со стороны выхода на участке втягивания. Отверстие 8 расположено непосредственно перед задней торцевой стороной 7 шнека 6.
В варианте выполнения согласно фиг.2 экструдер или транспортер 5 присоединен к приемному бункеру 1 не радиально, а смещен со стороны выхода. Воображаемое продление центральной продольной оси 15 транспортера 5 или шнека 6 проходит навстречу направлению 17 транспортирования транспортера 5 назад слева, рядом с осью 10 вращения и мимо нее, не пересекая ее. При этом продольная ось 15 смещена в направлении 12 вращения или движения относительно направленных в ту же сторону или параллельных к ней радиальным 11 направляющим приемного бункера 1 на интервал 18. Воображаемое продление продольной оси 15 транспортера 5 назад пронизывает внутреннюю полость приемного бункера 1.
Интервал 18 на фиг.2 соответствуют почти 15 до 20% радиуса приемного бункера 1. Интервал 18 соответствует в данном случае почти половине внутреннего диаметра корпуса 16 и представляет собой вследствие этого первый предел или предельную величину с наименьшим сдвигом или интервалом 18, при котором вращение или направление 12 движения смесительных и/или измельчающих инструментов 3 направлено, по меньшей мере, незначительно противоположно направлению 17 транспортирования транспортера 5, и, в частности, по всей поверхности отверстия 8. Под понятиями “противоположно направленный” или “в противоположном направлении” в данном случае понимают любую ориентацию векторов относительно друг друга, не являющуюся остроугольной, как это подробно разъясняется далее.
Выражаясь иначе, скалярное произведение из вектора 19 направления 12 вращения, направленного тангенциально к периферийной окружности смесительного и/или размельчающего инструмента 3 или тангенциальное к кружащемуся мимо отверстия 8 полимерному материалу и направленного в направлении 12 вращения или движения смесительных и/или измельчающих инструментов 3, - и вектором 17 направления транспортирования транспортера 5, проходящим в направлении транспортирования параллельно к центральной продольной оси 15, является в каждой отдельной точке отверстия 8 или на участке непосредственно перед отверстием 8 всегда равным нулю или отрицательным, однако нигде - положительным.
Скалярное произведение на фиг.2 равно нулю в той пограничной расположенной дальше всего вверх по потоку точке 20, которая находится дальше всего вверх по потоку на кромке отверстия 8. Угол α между вектором 17 направления транспортирования и вектором 19 направления, измеренный в точке 20 по фиг.2, составляет ровно 90°. Если идти дальше вдоль отверстия 8 налево, в частности, в направлении 12 вращения, то угол α становится все больше и к тупому углу, а скалярное произведение одновременно становится отрицательным. Однако ни в одной точке или участке отверстия 8 скалярное произведение является положительным или угол α меньше чем 90°. Вследствие этого даже в частичном участке отверстия 8 не может происходить местная перезагрузка или ни в одном участке отверстия 8 не может дойти до вредного повышенного эффекта проталкивания. В этом также состоит решающее различие с радиальной компоновкой, так как точка 20 или кромка 20 при радиальной компоновке экструдера 5 имели бы угол α<90°, а те участки отверстия 8, расположенные справа рядом с радиальными 11 или вверх по потоку, или со стороны подвода, имели бы положительное скалярное произведение. Это позволяет локально накапливаться в этих участках расплавленному продукту полимерного материала.
На фиг.3 изображен альтернативный вариант выполнения, в котором транспортер 5 смещен радиально еще дальше со стороны выхода, чем на фиг.2, а интервал 18 соответственно больше. Угол α, измеренный в точке 20, составляет почти 145°, вследствие чего по сравнению с устройством по фиг.2 еще больше уменьшается эффект проталкивания, что может быть еще предпочтительнее для определенных чувствительных полимеров. Правая кромка корпуса 16, если смотреть из приемного бункера 1, примыкает тангенциально к приемному бункеру 1, вследствие чего, в отличие от фиг.2, не образуется тупая переходная кромка, в которой мог бы запутываться материал.
На фиг.4 изображен следующий альтернативный вариант выполнения, в котором экструдер 5 присоединен тангенциально к приемному бункеру 1. Угол α, измеренный в точке 20 между вектором 19 направления и вектором 17 направления, составляет почти максимально, почти 160°. В данном случае воображаемое продление назад продольной оси 15 транспортера 5 больше не пронизывает внутреннюю полость приемного бункера 1, а проходит рядом мимо него. Интервал 18 еще более увеличен и даже больше, чем радиус приемного бункера 1. Вследствие этого экструдер 5 смещен в подобном карману расширении наружу или участок втягивания немного глубже. Не нарисованный на фиг.4, измеренный в середине или в центре отверстия 8 угол β между вектором 19 направления и вектором 17 направления составляет почти 175°. Устройство согласно фиг.4 представляет собой второй предел или предельную величину с относительно самым маленьким эффектом проталкивания. При такой компоновке возможно самая безнапорная загрузка, и такое устройство, предпочтительно, в частности, для чувствительных материалов, обрабатываемых около области плавления или для длинного полосчатого продукта.
На фиг.5 показан следующий альтернативный вариант выполнения с тангенциально присоединенным экструдером 5 и с расположенными на несущем диске 13 выгнуто и со смещением друг к другу ножами или инструментами 14, причем передние режущие кромки 22, если смотреть в направлении 12 вращения, вызывают измельчение и нагрев материала.
Способ и устройство для первичной обработки материала
Устройство для гранулирования горячих кусочков
Способ производства наполненного полимерного материала
Способ переработки пластиков
Способ получения полимерного материала, наполненного длинными волокнами
Нейтрализация посредством наполнителя
Диск ротора
Диск ротора и устройство для обработки полимерного материала
Диск ротора и устройство для обработки и подготовки полимерного материала
Способ и устройство для получения частично кристаллизованного полимерного материала
Способ и устройство для первичной обработки материала
Устройство для гранулирования горячих кусочков
Способ производства наполненного полимерного материала
Способ переработки пластиков
Способ получения полимерного материала, наполненного длинными волокнами
Нейтрализация посредством наполнителя
Диск ротора
Диск ротора и устройство для обработки полимерного материала
Диск ротора и устройство для обработки и подготовки полимерного материала
Способ и устройство для получения частично кристаллизованного полимерного материала

