КОРПУС РЕДУКТОРА ДЛЯ ПЛАНЕТАРНОГО РЕДУКТОРА, А ТАКЖЕ СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ
Вид РИД
Изобретение
Изобретение касается корпуса редуктора для планетарного редуктора согласно ограничительной части пункта 1 формулы изобретения, а также способа изготовления соответствующего изобретению корпуса редуктора и планетарного редуктора с соответствующим изобретению корпусом редуктора.
Функционирование планетарных редукторов известно. В середине находится солнечная шестерня, которая приводится в действие мотором, который связан с планетарным редуктором посредством фланца мотора или ведущего фланца. Солнечная шестерня передает свое движение на, как минимум, две или три обегающие ее, образующие ступень редуктора планетарные шестерни, которые расположены на осях водила. При нескольких ступенях редуктора последнее водило жестко связано с установленным в ведомом фланце ведомым валом и обеспечивает таким образом передачу усилия на ведомое звено. Снаружи планетарные шестерни бегут в корпусе редуктора по внутреннему зубчатому венцу, так называемой коронной шестерне.
Из DE 20 2007 003 419 Ul известен подобный планетарный редуктор, в котором солнечная шестерня, планетарные шестерни и коронная шестерня состоят из пластмассы. Коронная шестерня закрыта с торцевой стороны выполненным в виде закрывающего цилиндра фланцем мотора, в то время как с ведомой стороны коронная шестерня надета на выполненный в виде цоколя ведомый фланец.
Соединение коронной шестерни и ведомого фланца, соответственно ведущего фланца, происходит в планетарных редукторах обычно посредством болтового соединения, в частности, если участвующие в таких соединениях элементы состоят из металла.
DE 2 261 388 A описывает метод лазерной сварки для сваривания пластмассовой концевой части с трубчатым пластмассовым телом, при котором пластмассовая концевая часть вводится в пластмассовое тело с торцевой стороны с образованием прессовой посадки, так что при этом между концевой частью и трубчатым телом образуется кольцеобразная зона контакта, которая облучается снаружи лазерным лучом для того, чтобы сварить обе детали друг с другом. Одновременно с облучением производится относительное вращательное движение между лазерным лучом и трубчатым пластмассовым телом с концевой частью, так что вследствие этого возникает радиально обегающий сварной шов.
Эта лазерная сварка проникающим лучом сформировалась, как альтернатива другим, известным из уровня техники, технологиям соединения, таким как свинчивание или склеивание. При лазерной сварке проникающим лучом лазерный свет проходит сквозь проницаемый для лазерного света элемент конструкции и поглощается в поверхности второго элемента конструкции, так что локально расплавляет его поверхность. Ввиду поверхностного контакта обоих элементов конструкции, которые прижаты друг к другу во время процесса сварки, проницаемая для лазерного света деталь также становится локально расплавленной, так что после охлаждения в области граничной поверхности между обеими деталями образуется лазерный сварной шов.
Так инструкция DVS 2242 также указывает в пункте 7.2.1 на то, что для получения высоконагруженных соединений посредством лазерной сварки проникающим лучом методом без следа плавления соединяемые поверхности должны равномерно прилегать и быть почти без зазора. Согласно этой инструкции это могло бы происходить сжатием посредством прижимов или защелок. Далее указывают на то, что, в случае округлых стыкуемых поперечных сечений, посадки с натягом положительно зарекомендовали себя на практике.
Задачей изобретения является предоставить корпус редуктора для планетарного редуктора, упомянутого вначале вида, который может быть изготовлен с соответствующими зацепляющимися деталями, то есть с, как минимум, одним водилом с планетарными шестернями и, как минимум, одной солнечной шестерней, в виде полностью пластмассового планетарного редуктора. Следующая задача состоит в том, чтобы предоставить способ изготовления такого корпуса редуктора.
Первая из названных задач решается с помощью корпуса редуктора для планетарного редуктора с признаками п.1 формулы изобретения.
Такой корпус редуктора для планетарного редуктора с имеющим внутреннее зубчатое зацепление полым цилиндрическим телом корпуса для приема образующих планетарный редуктор зубчатых деталей, которое (тело корпуса) соответственно с торцевой стороны соединяется с опорным фланцем, отличается, в соответствии с изобретением, тем, что тело корпуса и, как минимум, один опорный фланец для образования области перекрытия соответственно с торцевой стороны выполнены с аксиальным перекрытием, в области перекрытия тело корпуса и, как минимум, один опорный фланец образованы с прессовым соединением, в частности с посадкой с натягом, и, по меньшей мере, в области перекрытия в качестве материалов для тела корпуса и для, как минимум, одного опорного фланца предусмотрены проницаемый для лазерного света материал и не проницаемый для лазерного света материал таким образом, что, с помощью направленного внутрь корпуса редуктора лазерного излучения в области перекрытия свариваются друг с другом посредством сварки лазерным проникающим лучом тело корпуса и, как минимум, один опорный фланец.
С помощью этого соответствующего изобретению корпуса редуктора планетарный редуктор приобретает компактную конструкцию с малым весом, при которой, например, из-за отсутствия болтового соединения сокращено количество деталей. Далее снижаются и монтажные издержки, по сравнению, например, с болтовым соединением.
В предпочтительном исполнении изобретения предусмотрено, чтобы тело корпуса для образования области перекрытия с торцевой стороны имело аксиальный фланец, коаксиально охватывающий краевую область, как минимум, одного опорного фланца. Тем самым облегчается монтаж, так как, как минимум, один опорный фланец лишь должен быть вставлен в тело корпуса с торцевой стороны. Далее этот аксиальный фланец может создаваться с толщиной стенки, которая поглощает только незначительную часть от эмитируемого лазерного излучения.
Преимущественно, область перекрытия, как минимум, одного опорного фланца выполнена в виде стержня, который концентрически охвачен аксиальным фланцем тела корпуса. Преимущественно, стержень ограничивается радиальной упорной поверхностью, к которой примыкает своей торцевой стороной аксиальный фланец тела корпуса. Этим определяется положение опорного фланца, так что ошибочный монтаж предотвращается.
Особенно предпочтительное исполнение изобретения получается, если для сваривания тела корпуса с, как минимум, одним опорным фланцем в области посадки с натягом предусмотрен, как минимум, один радиально окружной сварной шов. Тем самым обеспечивается герметичность корпуса редуктора. Чтобы гарантировать высокую герметичность корпуса редуктора в течение срока службы планетарного редуктора, в следующем исполнении в области посадки с натягом намечено предусмотреть еще, как минимум, один другой радиально окружной сварной шов с аксиальным расстоянием от первого радиально окружного сварного шва.
В следующем исполнении изобретения в качестве проницаемого для луча лазера и не проницаемого для луча лазера материала используются термопластичные пластмассы. При этом преимущественно применяется проницаемый для луча лазера материал, который проницаем для луча лазера на одной длине волны или в одном диапазоне длин волн, в то время как в качестве не проницаемого для луча лазера материала применяется материал, не проницаемый для луча лазера на одной длине волны, или в диапазоне длин волн.
Вторая упомянутая задача решается с помощью способа изготовления соответствующего изобретению корпуса редуктора для планетарного редуктора с признаками пункта 11 формулы изобретения.
В соответствии с изобретением такой способ отличается тем, что для сварки лазерным проникающим лучом тела корпуса с, как минимум, одним опорным фланцем радиально направленное на наружную поверхность корпуса редуктора лазерное излучение в области перекрытия направляется радиально полностью вокруг корпуса редуктора.
Преимущественно при этом предпочтительно, если относительное вращение между лазерным лучом и корпусом редуктора производится посредством того, что делают, как минимум, один полный оборот корпуса редуктора, то есть лазер при этом остается неподвижным.
Планетарный редуктор, построенный с соответствующим изобретению корпусом редуктора, содержит, как минимум, одно водило с, как минимум, одной обращающейся во внутреннем зубчатом венце тела корпуса планетарной шестерней, причем водило с ведомой стороны кинематически соединено с ведомым валом, установленным в расположенном с ведомой стороны опорном фланце, а также зацепляющуюся с, как минимум, одной планетарной шестерней солнечную шестерню, которая кинематически соединена с ведущим валом, установленным в расположенном с ведущей стороны в опорном фланце.
Полностью пластмассовый планетарный редуктор создается с соответствующим изобретению корпусом редуктора так, что наряду с телом корпуса с внутренним зубчатым венцом и опорными фланцами, также планетарные шестерни вместе с водилом и солнечная шестерня изготовлены из пластмассы. Это ведет, наряду со снижением шума при работе планетарного редуктора, также к сокращению веса, которое особенно предпочтительно в автомобильной области.
Изобретение подробно описывается далее на примерах выполнения со ссылками на приложенные чертежи. Показано:
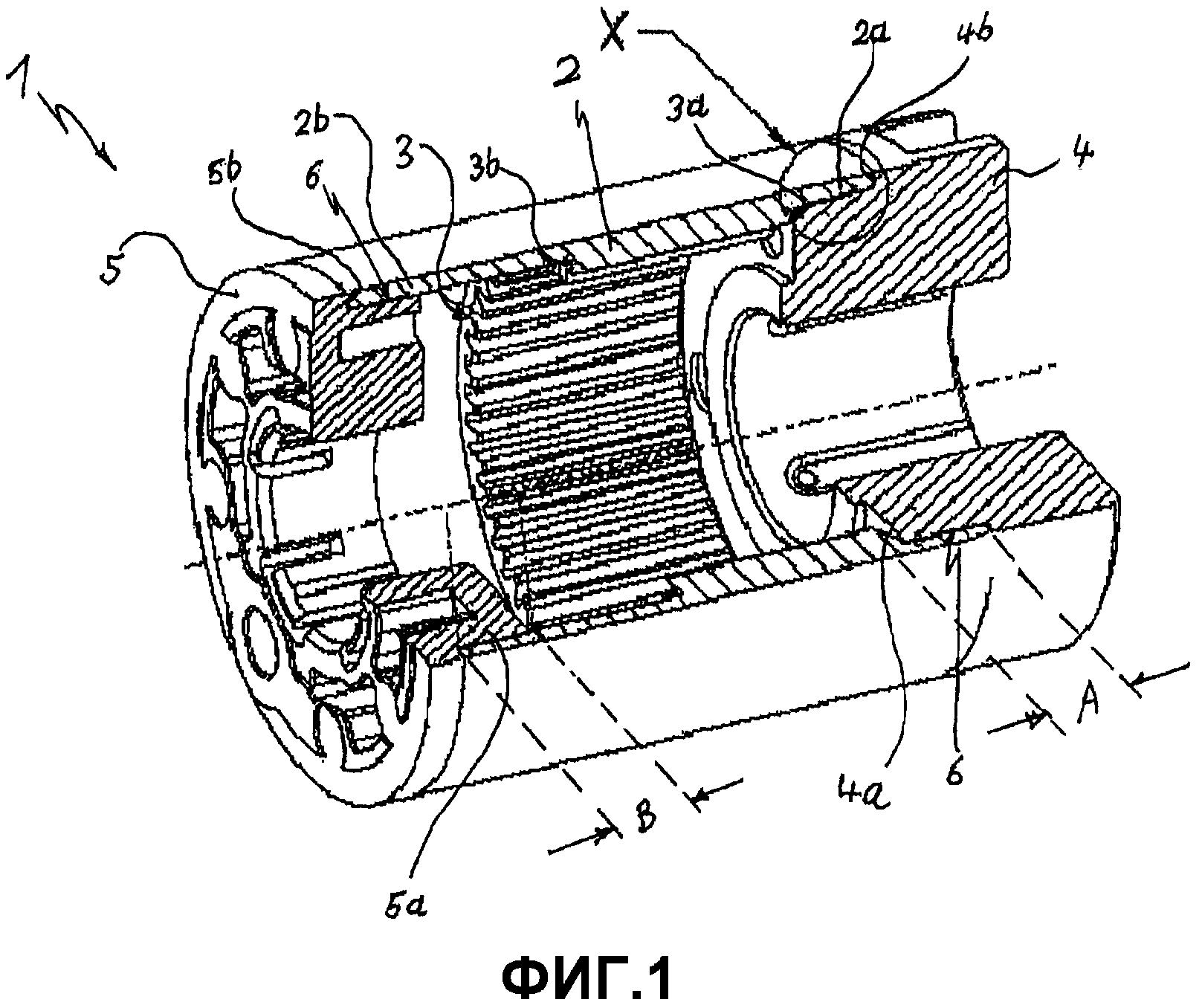
фиг.1 - перспективное изображение разреза корпуса редуктора с внутренним зубчатым венцом и опорными фланцами, расположенными с ведущей стороны, а также с ведомой стороны, для планетарного редуктора, как пример выполнения изобретения,
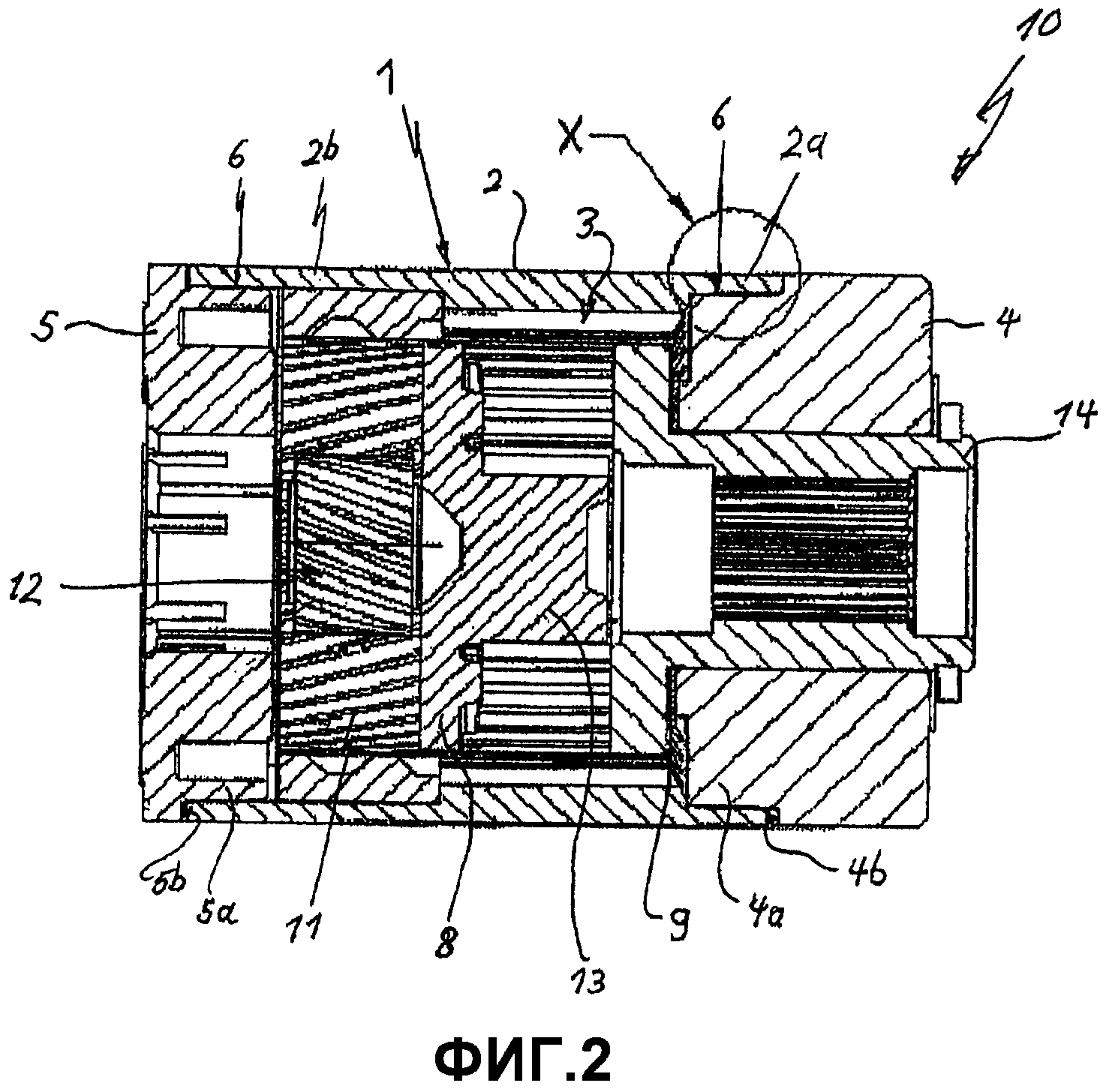
фиг.2 - изображение разреза корпуса редуктора, соответствующего фиг.1, с зубчатыми деталями,
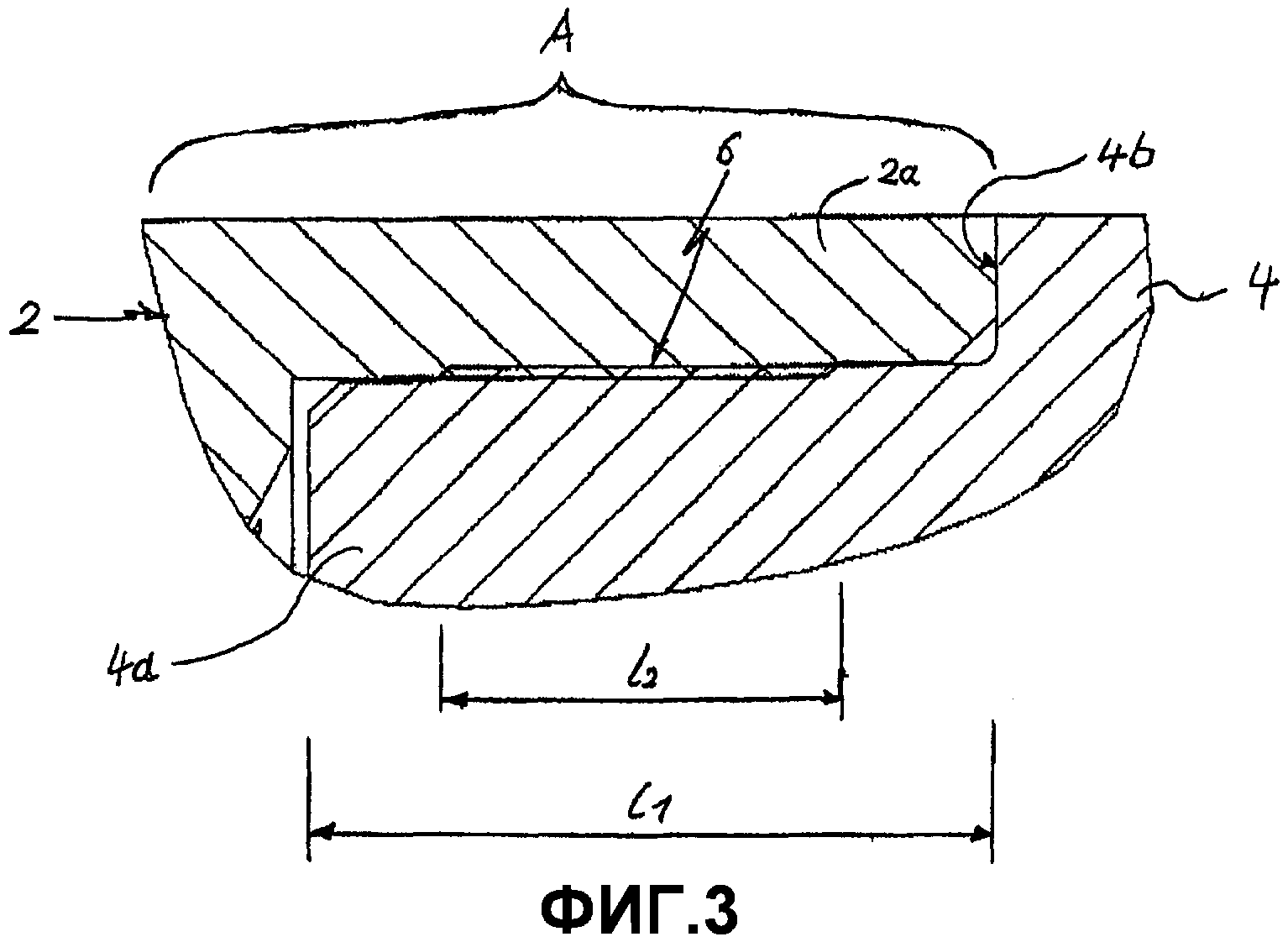
фиг.3 - увеличенное изображение фрагмента X из фиг.1 и 2, и
фиг.4 - изображение фрагмента X, соответствующего фиг.3, со сварными швами.
Согласно фиг.1 соответствующий изобретению корпус 1 планетарного редуктора состоит из тела 2 корпуса, в форме трубы или полого цилиндра, которое имеет выполненное в средней области в виде зубчатого венца внутреннее зубчатое зацепление 3, а также из вставленных в тело 2 корпуса соответственно с торцевых сторон опорных фланцев 4 и 5, которые образованы, как расположенный на ведомой стороне опорный фланец 4, как расположенный на ведущей стороне опорный фланец 5.
Образованный этим корпусом редуктора 1 согласно фиг.1 планетарный редуктор 10 показан на фиг.2, на которой соответствующие зубчатые детали, как водило с планетарными шестернями и солнечная шестерня, а также ведущий и ведомый валы, установлены в этот корпус редуктора.
Далее на базе фиг.1, 3 и 4 описывается корпус 1 редуктора, в частности способ соединения обоих опорных фланцев 4 и 5 с телом 2 корпуса посредством лазерной сварки проникающим лучом.
Тело 2 корпуса на своих обеих торцевых поверхностях выполнено с аксиальными фланцами, соответственно 2a и 2b, которые ограничиваются соответственно расположенной с торцевой стороны упорной поверхностью 3a и 3b зубчатого венца 3. Для возможности установки обоих опорных фланцев 4 и 5 с торцевых сторон в тело 2 корпуса оба опорных фланца 4 и 5 имеют соответственно по стержню, 4а и 5а, наружный диаметр которых согласован с внутренним диаметром аксиальных кольцевых фланцев 2а и 2b. Окружная поверхность стержня 4а или 5а опорного фланца 4 или 5 заканчивается в упорной поверхности 4b или 5b, так что посредством вставки опорного фланца 4 или 5 торцевая поверхность аксиального фланца 2а или 2b примыкает к этой упорной поверхности 4b или 5b и, таким образом, возникает аксиальная область А или В перекрытия между телом 2 корпуса и опорным фланцем 4, с одной стороны, и опорным фланцем 5, с другой стороны. При этом аксиальный фланец 2а или 2b концентрично охватывает стержень 4а или 5а опорного фланца 4 или 5.
Увеличенное изображение фрагмента X из фиг.1 показывает на фиг.3 стержень 4a опорного фланца 4 с аксиальной длиной l1, которая соответствует, по существу, аксиальной длине области A перекрытия между телом 2 корпуса и опорным фланцем 4, здесь соответствует опорному фланцу, расположенному с ведомой стороны.
В этой области A перекрытия, соответственно фиг.3, тело 2 корпуса и опорный фланец 4 имеют посадку 6 с натягом длиной l2, которая проходит, по существу, посередине, относительно длины l1 перекрытия A. Это значит, что в этой области 6 наружный диаметр стержня 4a больше, чем внутренний диаметр в области аксиального фланца 2a, с учетом соответствующего допуска для обоих этих размеров.
Соответственно фиг.3, аксиальный фланец 2b тела 2 корпуса и опорный фланец 5, расположенный с ведущей стороны, также имеют посадку 6 с натягом. И там тоже в средней области B перекрытия, образованной стержнем 5а опорного фланца 5 и аксиальным фланцем 2b, образована посадка с натягом, то есть там наружный диаметр стержня 5a больше, чем внутренний диаметр аксиального фланца 2b с учетом соответствующего допуска для обоих этих размеров.
При вставке, соответственно, запрессовке опорного фланца 4 в тело 2 корпуса сопрягаемые поверхности в области посадки 6 с натягом прижимаются друг к другу так, что по существу никакого зазора не возникает.
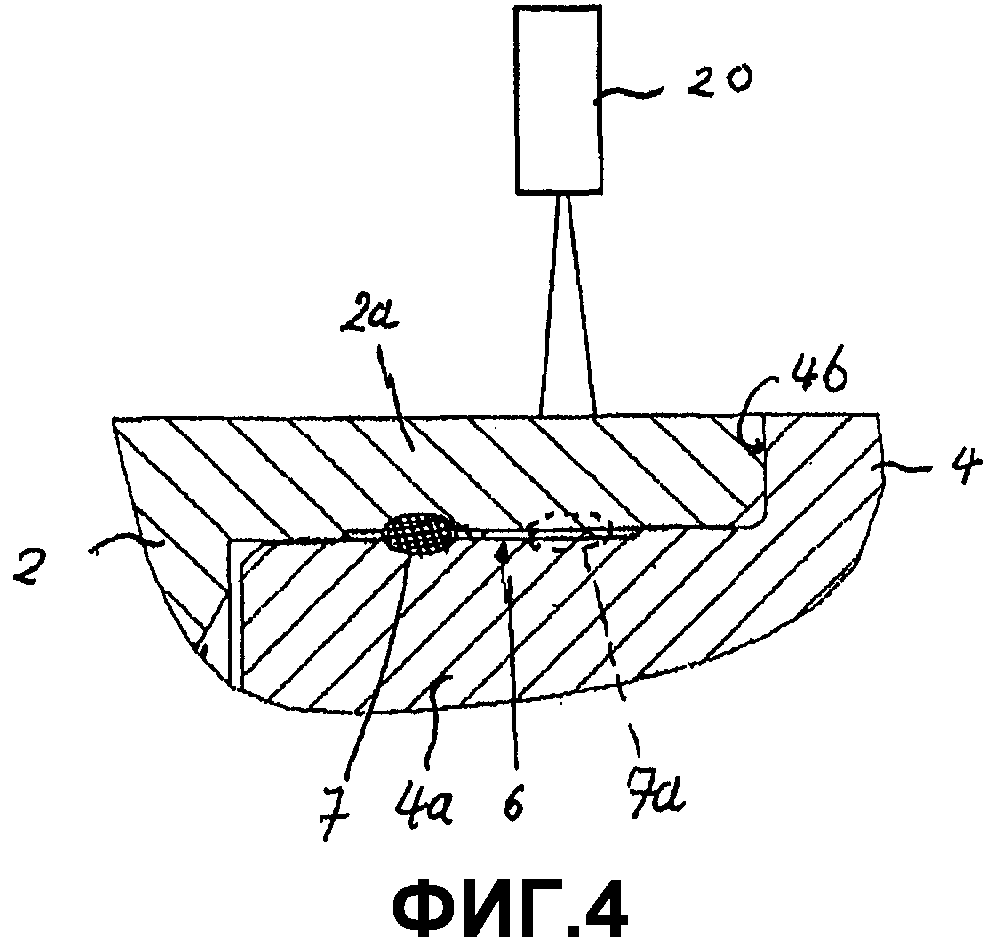
В заключение, с помощью лазера 20, лазерное излучение которого направлено снаружи радиально на область посадки 6 с натягом, по принципу сварки проникающим лучом может быть создан радиальный окружной сварной шов между внутренней стенкой аксиального фланца 2а или 2b и наружной стенкой стержня 4а или 5а опорного фланца 4 или 5, как это представлено на фиг.4 для опорного фланца 4, расположенного с ведомой стороны.
Для возможности проведения лазерной сварки проникающим лучом тело 2 корпуса состоит из проницаемой для применяемого лазерного излучения лазера 20 пластмассы, это означает, что материал такой пластмассы имеет низкий коэффициент поглощения. Оба опорных фланца 4 и 5 изготовлены из не проницаемой или малопроницаемой для применяемого лазерного излучения пластмассы, это означает, что этот материал имеет высокий коэффициент поглощения.
Поэтому лазерное излучение сначала практически беспрепятственно проходит через аксиальный фланец 2а или 2b и попадает затем на стержень 4а, соответственно, 5а опорного фланца 4, и соответственно 5, где оно абсорбируется и превращается в тепло. С возрастанием количества энергии, принесенной лазерным излучением, в области посадки с натягом, точнее в области зоны абсорбции энергии, материал стержня 4а или 5а расплавляется и приводит посредством теплопроводности также к расплавлению аксиального фланца 2а или 2b в этой области, так что в результате смешения расплавов и, после охлаждения с затвердевания расплавов, образуется долговременное соединение с замыканием материалов, которое показано на фиг.4, как сварной шов 7.
Этот радиально окружной сварной шов 7, согласно фиг.4, возникает вследствие того, что корпус 1 редуктора или полностью смонтированный планетарный редуктор 10 приводятся во вращение вокруг оси, так что лазерное излучение лазера 20 направляется радиально на наружную поверхность тела 1 корпуса на протяжении, как минимум, одного полного оборота. Следующий, смещенный по оси сварной шов 7a может создаваться тем же самым способом (ср. фиг.4), причем возможно также одновременно создавать оба сварных шва 7 и 7a посредством делителя луча, разделяющего луч лазера 20 на два луча, причем здесь также корпус 1 редуктора или полностью смонтированный планетарный редуктор 10 приводится во вращение вокруг оси на один полный оборот.
Для создания сварного шва 7 или обоих сварных швов 7 и 7a может потребоваться также больше, чем только один полный оборот.
Прежде чем, по меньшей мере, оба опорных фланца 4 и 5 будут соединены с замыканием материала с телом 2 корпуса, в корпус 1 редуктора должны быть смонтированы необходимые для планетарного редуктора зубчатые детали.
Смонтированный в соответствующем изобретению корпусе 1 редуктора планетарный редуктор 10 показан на фиг.2. Этот планетарный редуктор 10 построен как двухступенчатая передача с первым, несущим планетарные шестерни (не показано) водилом 8 и вторым, также несущим планетарные шестерни (не показано) водилом 9. Планетарные шестерни первого водила зацепляются со следующей коронной шестерней 11, в то время как планетарные шестерни второго водила 9 зацепляются с внутренним зубчатым венцом 3 корпуса 2 редуктора.
Солнечная шестерня 12, которая установлена на приводной вал (не показано), подпираемый расположенным с ведущей стороны фланцем 5, приводит планетарные шестерни первого водила 8. Солнечная шестерня 13, связанная с первым водилом 8 с ведомой стороны, зацепляется с планетарными шестернями второго водила 9, которое с ведомой стороны образует ведомый (выходной) вал 14.
Планетарный редуктор 10, соответствующий фиг.2, может быть выполнен как полностью пластмассовый редуктор, в котором не только корпус 1 редуктора состоит из пластмассы, но также и соответствующие зубчатые детали, как водила 8 и 9 с относящимися к ним планетарными шестернями, а также солнечные шестерни 12 и 13.
Список обозначений
1 корпус редуктора
2 тело корпуса 1 редуктора
2a аксиальный фланец корпуса 2
2b аксиальный фланец корпуса 2
3 внутренний зубчатый венец,
3a упорная поверхность внутреннего зубчатого венца 3
3b упорная поверхность внутреннего зубчатого венца 3
4 опорный фланец, ведомый фланец
4a стержень опорного фланца 4
4b упорная поверхность стержня 4a
5 опорный фланец, ведущий фланец
5a стержень опорного фланца 5
5b упорная поверхность стержня 4a
6 посадка с натягом
7 сварной шов
7a сварной шов
8 водило
9 водило
10 планетарный редуктор
11 коронная шестерня
12 солнечная шестерня
13 солнечная шестерня
14 ведомый вал
A область перекрытия
B область перекрытия
l1 длина области A, B перекрытия
l2 длина посадки с натягом
Планетарная передача с защитой от проворота
Многоступенчатый планетарный механизм
Планетарный механизм с несколькими передаточными ступенями
Планетарная передача с защитой от проворота
Многоступенчатый планетарный механизм
Планетарный механизм с несколькими передаточными ступенями

