Результат интеллектуальной деятельности: КАЛИБР ТРУБОПРОКАТНОГО СТАНА
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, преимущественно к калибровке валков непрерывных трубопрокатных станов и может быть использовано при прокатке труб в двух- и многовалковых калибрах.
При прокатке на непрерывном справочном трубопрокатном стане гильзу раскатывают в черновую трубу при помощи последовательно расположенных обжимных и чистовых калибров, образованных ручьями валков, профиль которых выполнен в виде центрального круглого или овального участка и периферических выпусков, которые могут быть выполнены как по радиусу, так и по прямой (Данилов Ф.А. Горячая прокатка труб. - 2-е изд., - М.: «Металлургия», 1962, с.75-78).
При прокатке в таких калибрах имеет место неравномерность обжатия по диаметру и стенке трубы в пределах ширины ручья, что приводит к неравномерной деформации и возникновению напряжений сжатия и растяжения по дну ручьев и в выпусках калибров, соответственно.
Экспериментальные исследования, проведенные при прокатке труб на автоматическом трубопрокатном стане (Чекмарев А.П., Ваткин Я.Л. Основы прокатки труб в круглых калибрах. Металлургиздат, 1962, с.38-45), показали, что при первом проходе на участках калибра по дну ручья возникают напряжения сжатия, а в выпусках - напряжения растяжения, причем напряжения растяжения будут тем больше, чем больше неравномерность деформации. При втором проходе часть сечения трубы в выпусках калибров не испытывает непосредственного обжатия валками и подвергается внеконтактной деформации. Поэтому в местах развала калибра в трубе возникают большие растягивающие напряжения, которые могут превзойти предел прочности металла и вызвать поперечные разрывы трубы, так называемые «скворечники». Данный вид брака часто встречается при производстве труб на непрерывных станах, особенно при производстве тонкостенных труб. Неправильно выбранный скоростной режим стана также может вызвать исчерпание ресурса пластичности металла труб.
При разработке калибровки валков максимальная деформация трубы по диаметру и стенке определяется не только углом захвата металла валками в продольном направлении, но и возможностью задачи гильзы в межвалковое пространство. Известно, что трехвалковые калибры более склонны к переполнению, чем двухвалковые (Ершов Ю.Л., Тартаковский Б.И. PQF/MPM - особенности проектирования непрерывного справочного стана //Теория и практика металлургии. - 2009. - №5-6. - С.3-14). Как показывает практика, на непрерывном пятиклетьевом справочном трубопрокатном стане PQF ОАО «ТАГМЕТ» переполнение калибра наблюдается в первых двух клетях стана, где обжатия по дну ручья калибра максимальные, что негативно сказывается на качестве готовых труб.
Известен способ прокатки труб на многоклетьевом стане, в котором цилиндрическую заготовку подвергают непрерывной деформации с последовательным изменением ее профиля в правильный многогранный, овальный и окончательно круглый путем завершающей раскатки в овальных или круглоовальных калибрах (а.с. СССР №357012, В21В 17/00, опубл. 31.10.1972). При использовании данной калибровки валков в обжимных калибрах справочного трубопрокатного стана с обеспечением необходимого коэффициента вытяжки и ширины калибра толщина стенки раската по периметру калибра на прямых участках имеет заниженные значения в сравнении с толщиной стенки по дну калибра, профиль которого выполнен в виде центрального круглого или овального участка и периферических выпусков. Это приводит к большей неравномерности деформации по периметру калибра и увеличению вероятности образования поперечных разрывов трубы (дефекта типа «скворечник»).
При производстве труб на трубопрокатных агрегатах (ТПА) с автоматическими станами широко применяют шестигранную калибровку валков (Сериков С. В., Иосифов Ю.М. Совершенствование методики расчета многогранной калибровки валков//Всесоюзная научно-техническая конференция «Совершенствование процессов продольной прокатки труб». Челябинск: 1980, с.126-128). При использовании данной калибровки валков в обжимных калибрах непрерывного справочного трубопрокатного стана минимальная толщина стенки раската будет наблюдаться по дну калибра. Это приводит к неравномерности деформации по периметру калибра и увеличению вероятности образования поперечных разрывов трубы (дефекта типа «скворечник»).
Наиболее близким техническим решением, принятым за прототип, является калибр валка трубопрокатного стана, преимущественно круглой формы для редукционного трубопрокатного стана с трехвалковыми клетями (патент РФ №2138347, В21В 17/14, опубл. 27.09.1999). Калибр по дну ручья валка имеет расширение (впадину) для получения внутреннего профиля трубы круглой формы и предназначен, в частности, для прокатки труб с отношением толщины стенки к диаметру более чем 0,25.
При использовании таких калибров в обжимных клетях непрерывного справочного трубопрокатного стана, с соблюдением выбранного режима обжатий, не обеспечиваются необходимые коэффициенты вытяжки по клетям непрерывного стана, а также требуемое соотношение ширины к высоте калибра, что может приводить к переполнению калибров. Кроме того, не обеспечивается равномерное распределение толщины стенки раската в очаге деформации и в межклетьевых промежутках. Это впоследствии может существенно повлиять на качество готовых труб.
Техническая задача, решаемая изобретением, заключается в повышении качества готовых труб за счет уменьшения переполнения калибров в клетях стана, обеспечении равномерной толщины стенки по периметру в очаге деформации и в межклетьевых промежутках и сохранении вытяжной способности калибров без изменения их овальности.
Поставленная задача решается за счет того, что в калибре клети трубопрокатного стана, образованном ручьями валков с профилем поперечного сечения каждого валка, образованным дугой с впадиной по дну ручья, расположенной симметрично относительно вертикальной оси калибра, согласно изобретению, контур впадины образован дугой и двумя симметрично расположенными прямыми, являющимися касательными к дуге впадины и к двум дугам периферийных участков профиля поперечного сечения валка, при этом величина угла, соответствующего контуру впадины, составляет не менее 1/8-1/6 величины угла ручья валка.
Для обеспечения вытяжной способности калибра клети была принята схема построения профиля поперечного сечения валка - «радиус - прямая - радиус - радиус выпуска». При применении иных схем построения не обеспечивался необходимый коэффициент вытяжки, то есть обеспечивалось равномерное распределение толщины стенки раската в поперечном сечении очага деформации, но не сохранялась вытяжная способность калибра.
Изобретение иллюстрируется чертежом, на котором схематично в разрезе показан профиль калибров для 1/3 части калибра клети трехвалкового стана.
На чертеже изображен один из трех валков 1, образующих калибр клети, ось калибра 2, профиль калибра образован двумя дугами 3 с впадиной по дну ручья, расположенной симметрично относительно вертикальной оси калибра 2. Контур впадины образован дугой 4 и двумя прямыми 5. Прямые 5 являются касательными к дуге впадины 4 и к двум дугам 3 периферийных участков профиля поперечного сечения валка и расположены симметрично относительно оси калибра 2. Угол, соответствующий контуру впадины (α1), составляет не менее 1/8-1/6 величины угла ручья валка (α2). При таком соотношении углов наблюдается равномерное распределение толщины стенки раската в поперечном сечении очага деформации и уменьшение переполнения калибров по клетям стана.
Стенка раската, подвергшаяся деформации по дну ручья калибра первой клети, попадает в выпуск второй клети и снова деформируется по дну ручья калибра третьей клети. То есть обжатая по дну ручья калибра первой клети стенка раската утоняется при наличии межклетьевых натяжений на протяжении двух межклетьевых промежутков. Предлагаемый калибр обеспечивает при прокатке раската утолщение стенки по дну калибра, а также уменьшение вероятности разрыва стенки по вершине и выпускам калибра как в очаге деформации, так и в межклетьевых промежутках.
Изобретение иллюстрируется следующим примером. На экспериментальной установке процесса продольной прокатки труб было проведено исследование формоизменения и энергосиловых параметров при прокатке труб в овальных калибрах и с использованием предлагаемого калибра клети трубопрокатного стана. При прокатке использовали, в частности, универсальные двухвалковые клети «260» с горизонтальным расположением валков. Схема построения классической (овальной) калибровки: «овал - радиусный выпуск», схема построения предлагаемого калибра: «радиус - прямая - радиус - радиус выпуска». Спроектированную для эксперимента предлагаемую калибровку валков строили таким образом, чтобы обеспечить вытяжную способность калибра, аналогичную классической калибровке, и более равномерное распределение толщины стенки в поперечном сечении очага деформации при равной ширине калибра для каждого из проходов в обоих вариантах. Овальность для первого прохода для обеих схем калибров принимали равной 1,30; для второго, третьего, четвертого проходов - 1,18. В системе калибров с использованием предлагаемого калибра клети трубопрокатного стана калибровка валков для первых двух проходов была выполнена по схеме: «радиус - прямая - радиус - радиус выпуска». Калибры для третьего и четвертого проходов были выполнены овальными.
Углы выпусков для всех калибров в овальной системе калибров принимались равными 45 градусам. В предлагаемой системе калибров они были равны: для первого прохода - 47 градусов, для второго прохода - 40 градусов, для третьего и четвертого проходов были выполнены, как в овальной системе калибров. Угол α1, соответствующий контуру впадины (с использованием предлагаемого калибра для первых двух проходов), составлял 46°24′ для первого прохода и 49°46′ для второго прохода, то есть, как указано выше, не менее 1/8-1/6 величины угла ручья валка (в данном случае α2=90°).
В ходе эксперимента определяли характер распределения толщины стенки в очаге деформации при использовании различных систем калибров, а также определяли, какая из систем калибров способствует уменьшению разностенности на готовых патрубках и снижению переполнения калибра. Кроме того, проводили сравнение энергосиловых параметров.
Для прокатки использовали свинцовые патрубки из литой заготовки диаметром 37 мм с толщиной стенки 4 мм. Под необходимый размер литые заготовки механически обрабатывали на токарном станке. Прокатку патрубков осуществляли на плавающей оправке диаметром 28,3 мм. В прокат было задано 17 патрубков. Диапазон изменения коэффициентов вытяжки по проходам для обеих систем калибров находился в пределах:
- для первого прохода 1,29-1,81;
- для второго прохода 1,1-1,51;
- для третьего прохода 1,06-1,37;
- для четвертого прохода 1,05-1,15.
Площадь поперечного сечения очага деформации раската после каждого прохода рассчитывали по методу получения растрового изображения высокой четкости с последующей его обработкой на компьютере.
Анализ результатов показал, что при проведении прокатки в предлагаемой системе калибров величина поперечной разностенности раската после последнего чистового прохода меньше примерно в 1,8 раза, чем при прокатке в овальной системе калибров. Таким образом, применение предлагаемого калибра клети трубопрокатного стана позволит уменьшить разностенность на готовых трубах.
Среднее квадратичное отклонение по толщине стенки при прокатке с использованием предлагаемого калибра клети трубопрокатного стана (в зональной системе калибров) также в среднем меньше в 1,8 раза, чем при прокатке в овальной системе калибров.
В ходе эксперимента при прокатке в предлагаемой системе калибров коэффициент вытяжки был выше, чем при прокатке в овальной системе калибров. При одинаковых коэффициентах вытяжки преимущество предлагаемой системы калибров в сравнении с овальной могло быть еще выше, так как на толстостенных трубах разностенность ниже, чем на тонкостенных.
При заполнении металлом предлагаемого калибра, имеющего по дну ручья валка впадину, контур которой образован дугой и двумя симметрично расположенными прямыми, объем металла, проходящий в зоне дна калибра, увеличится в сравнении с овальным калибром, за счет этого уменьшится переполнение калибра.
Переполнения калибра после первого прохода при прокатке в обеих системах калибров практически не наблюдалось. После второго, третьего и четвертого проходов в зональной системе калибров значительного переполнения калибров также не наблюдалось, однако в овальной системе калибров ширина раската по выпускам намного превосходила ширину калибра по построению (до 20,8% от ширины калибра по построению с учетом выставленного зазора между валками).
При прокатке с использованием разработанной калибровки не наблюдалось повышения усилий на клети по сравнению с овальной системой калибров. Кроме того, абсолютная разностенность толщин стенок по периметру поперечного сечения очага деформации существенно меньше, а толщины стенок по всему периметру калибра имеют более высокие значения.
Использование предлагаемого калибра клети трубопрокатного стана позволит снизить переполнение калибров, повысить точность труб за счет равномерного распределения толщины стенки раската по периметру очага деформации и в межклетьевых промежутках, сохранить вытяжную способность калибров без изменения их овальности, а также уменьшить вероятность образования поперечных разрывов трубы (дефектов типа «скворечник»).
Калибр клети трубопрокатного стана, образованный ручьями валков с профилем поперечного сечения каждого валка, образованным дугой со впадиной по дну ручья, расположенной симметрично относительно вертикальной оси калибра, отличающийся тем, что контур впадины образован дугой и двумя симметрично расположенными прямыми, являющимися касательными к дуге впадины и к двум дугам периферийных участков профиля поперечного сечения валка, при этом угол, соответствующий контуру впадины, составляет не менее 1/8-1/6 угла ручья валков.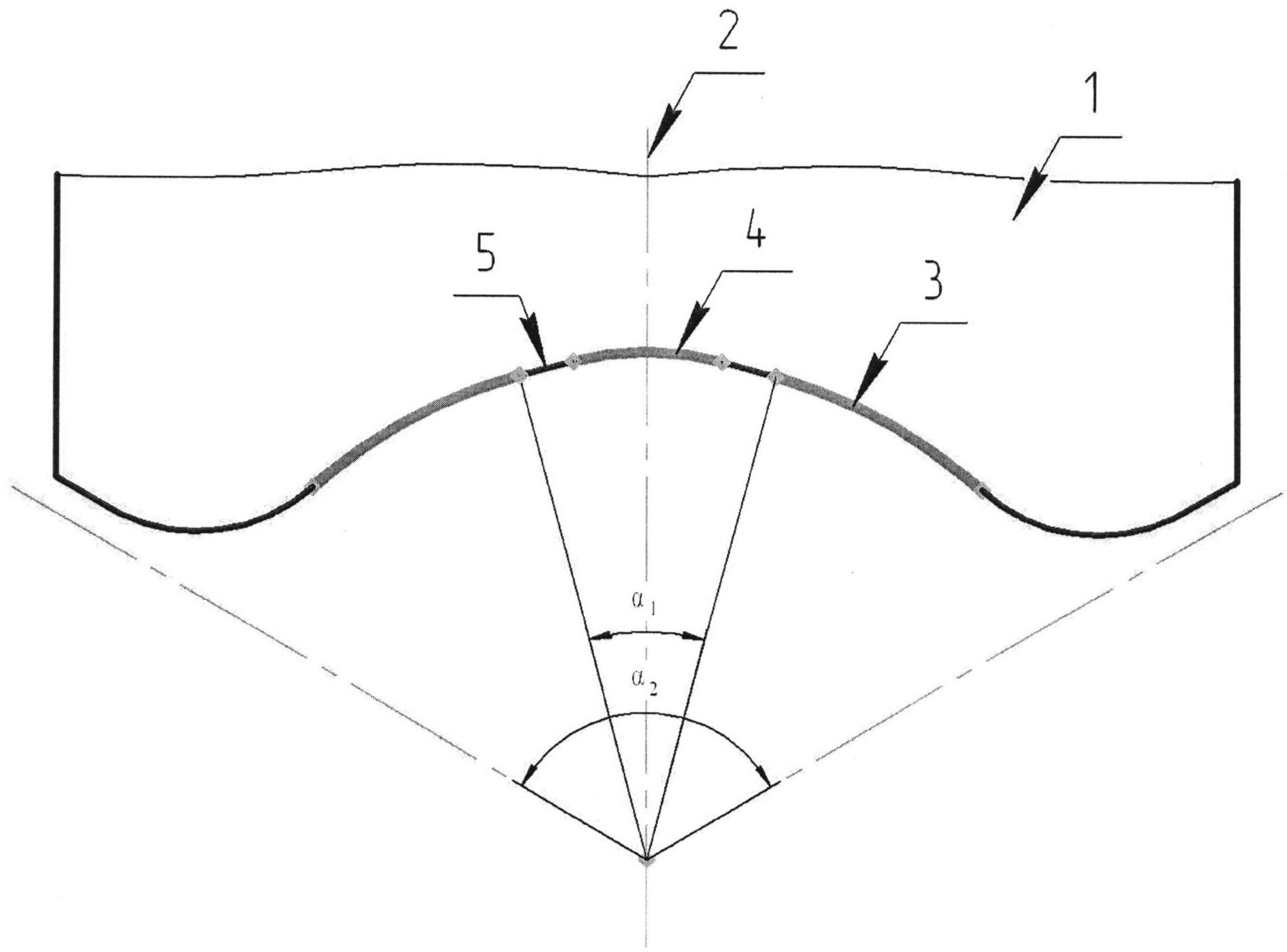
Способ комбинированной высадки концов труб
Оправочный узел стана винтовой прокатки
Оправочный узел непрерывного трубопрокатного стана
Секция теплоизолированной колонны
Способ винтовой прошивки литой заготовки
Способ производства горячекатаных труб
Технологический инструмент косовалкового прошивного стана
Оправочный узел стана винтовой прокатки
Способ изготовления секции теплоизолированной колонны
Способ изготовления горячекатаных бесшовных труб
Способ комбинированной высадки концов труб
Оправочный узел стана винтовой прокатки
Оправочный узел непрерывного трубопрокатного стана
Секция теплоизолированной колонны
Способ винтовой прошивки литой заготовки
Способ производства горячекатаных труб
Технологический инструмент косовалкового прошивного стана
Оправочный узел стана винтовой прокатки
Способ изготовления секции теплоизолированной колонны
Способ изготовления горячекатаных бесшовных труб

