Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МИКРОСТРУКТУРИРОВАННЫХ ВОЛОКОННЫХ СВЕТОВОДОВ
Вид РИД
Изобретение
Изобретение относится к оптоволоконной технике и может быть использовано в производстве микроструктурированных волоконных световодов, используемых в оптических усилителях, лазерах, спектральных фильтрах и телекоммуникационных сетях.
Известны способы изготовления микроструктурированных волоконных световодов, в которых заготовка для световода имеет две группы продольных отверстий, каждая из которых соединена с отдельным независимым источником газа, создающим избыточное давление в отверстиях. Избыточные давления, создаваемые в этих группах отверстий, могут изменяться и контролироваться независимо друг от друга, обеспечивая в итоге требуемую геометрию отверстий в получаемых микроструктурированных волоконных световодах (Патенты США № US6888992В2, G02В6/02, 2005 и № US20030230118А1, С03В37/07, 2003).
Недостатком известных способов является высокая чувствительность размеров получающихся в микроструктурированном волоконном световоде отверстий от температуры и скорости вытяжки световода, что приводит к низкой стабильности геометрических и физических параметров этих световодов. Также недостатком известных способов является высокая чувствительность размеров получающихся в микроструктурированном волоконном световоде отверстий от создаваемого в них давления, что требует равенства размеров отверстий в пределах каждой группы и ограничивает набор размеров отверстий числом источников давления.
Известны способы изготовления микроструктурированных волоконных световодов, в которых избыточные давления, создаваемые в отверстиях, могут изменяться в процессе вытяжки световода, что позволяет получать световоды с постоянным внешним диаметром, но изменяющейся по длине структурой, т.е. с изменяющимися по заданному закону оптическими параметрами (например, величиной дисперсии) вдоль световодов (Патенты Японии № JP2004238246А, G02В6/032, 2004 и № JP2005084201А, G02В6/02, 2005). Однако эти способы имеют те же самые недостатки, что и вышеупомянутые способы.
Известен способ изготовления микроструктурированных волоконных световодов, в котором заготовка для световода нагревается в процессе вытяжки двумя нагревателями, что позволяет контролировать градиент температуры и механических напряжений в зоне перетяжки заготовки и тем самым расширить диапазон материалов, применяемых для изготовления световодов (Патент Германии № DЕ102011103686А1, G02В6/00, 2011). Однако этот способ не позволяет устранить недостатки, присущие вышеупомянутым способам.
Известен также способ изготовления микроструктурированных волоконных световодов, выбранный в качестве прототипа, в котором верхний конец заготовки запаян, а вытяжка световода производится со стороны нижнего нагреваемого конца заготовки, при этом отверстия в световоде могут иметь разные размеры, которые устанавливаются в процессе вытяжки световода благодаря достижению равновесия между силами поверхностного натяжения расплавленного материала заготовки и ростом внутреннего давления в отверстиях при уменьшении их диаметра (Патент США № US005802236, G02В6/22, 1998).
Недостатком известного способа является неопределенность в степени трансформации геометрической структуры заготовки по мере ее вытягивания в световод (например, изменение соотношений между размерами отверстий и расстояниями между отверстиями) и неопределенность в зависимости этой степени трансформации от длины световода. Приведенные в известном способе (Патент США № US005802236, G02В6/22, 1998) примеры изготовления световода показывают практически пропорциональное изменение размеров отверстий и расстояний между ними, что не соответствует реальным световодам, получаемым с использованием этого способа (S. L. Semjonov, А. N. Denisov, and Е. М. Dianov, "Fabrication of Microstructured Fibers Using an Effect of Pressure Self-Regulation in Sealed Holes," in Specialty Optical Fibers, OSA Technical Digest (Optical Society of America, 2012), paper STu1 D.4). Вследствие этой неопределенности отсутствует возможность контроля и управления структурными и физическими параметрами (например, величиной дисперсии) изготавливаемых микроструктурированных волоконных световодов, что ограничивает область практического применения известного способа.
Поставленная задача состоит в создании способа изготовления микроструктурированных волоконных световодов, обеспечивающего изготовление длинных световодов со стабильными внутренними структурными параметрами, обладающих высокой воспроизводимостью, легкостью контроля и управления параметрами световодов, и позволяющего изготавливать структуры световодов с отверстиями разных размеров.
Технический результат достигается тем, что в способе изготовления микроструктурированных волоконных световодов, в котором верхний конец заготовки запаян, а вытяжка световода производится со стороны нижнего нагреваемого конца заготовки, используется дополнительный нагреватель для поддержания определенной контролируемой температуры верхней части заготовки от запаянного конца до входа в печь, обеспечивающей требуемую степень трансформации геометрической структуры заготовки при ее вытягивании в световод.
Используя малоинерционный дополнительный нагреватель, который позволяет изменять температуру верхней части заготовки от запаянного конца до входа в печь в процессе вытяжки световода, можно получать микроструктурированные волоконные световоды с постоянным внешним диаметром, но изменяющейся по длине структурой, т.е. с изменяющимися оптическими параметрами (например, величиной дисперсии) вдоль световодов.
Еще одним путем изменения температуры верхней части заготовки от запаянного конца до входа в печь с помощью дополнительного нагревателя является создание профиля температуры в нем, что приводит к изменению средней температуры этой части заготовки по мере ее опускания в печь в процессе вытяжки световода. Этот путь также позволяет получать микроструктурированные волоконные световоды с постоянным внешним диаметром и изменяющейся по длине структурой, т.е. с изменяющимися параметрами вдоль световодов.
Изобретение поясняется чертежами.
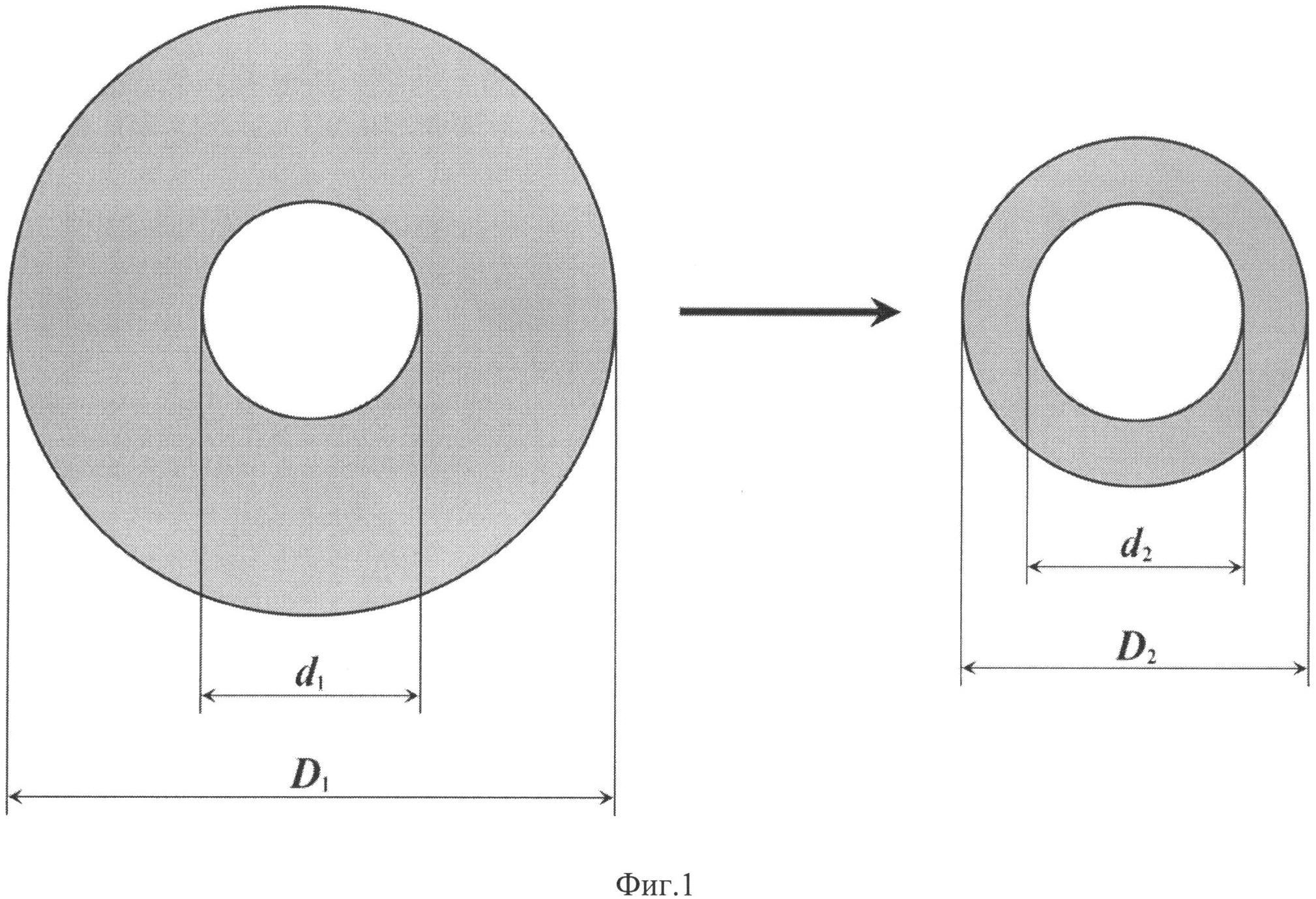
На фиг.1 показаны поперечные сечения простой заготовки с одним отверстием и вытянутого из нее микроструктурированного волоконного световода.
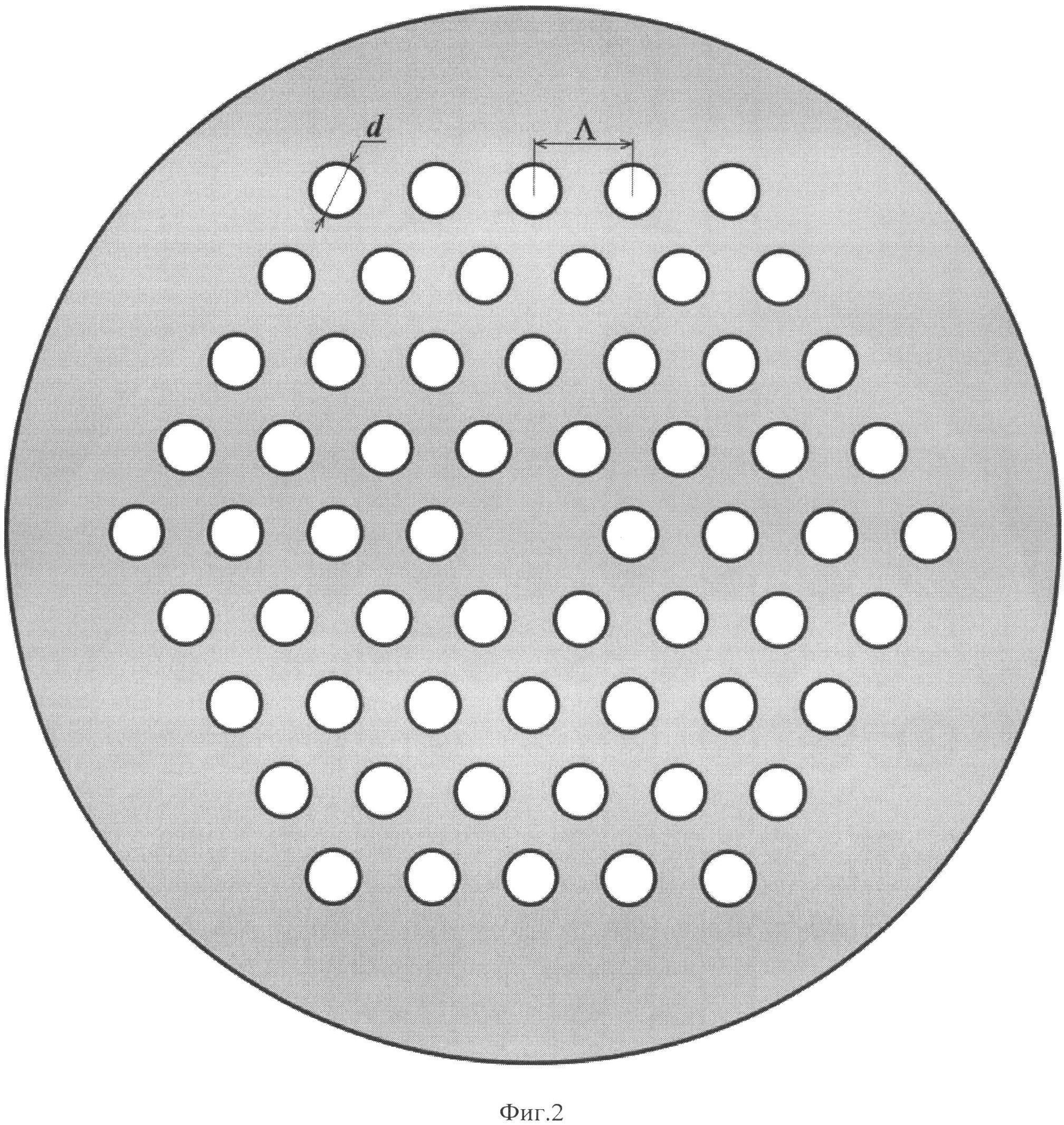
На фиг.2 приведен пример поперечного сечения заготовки для микроструктурированного волоконного световода с 60 отверстиями.
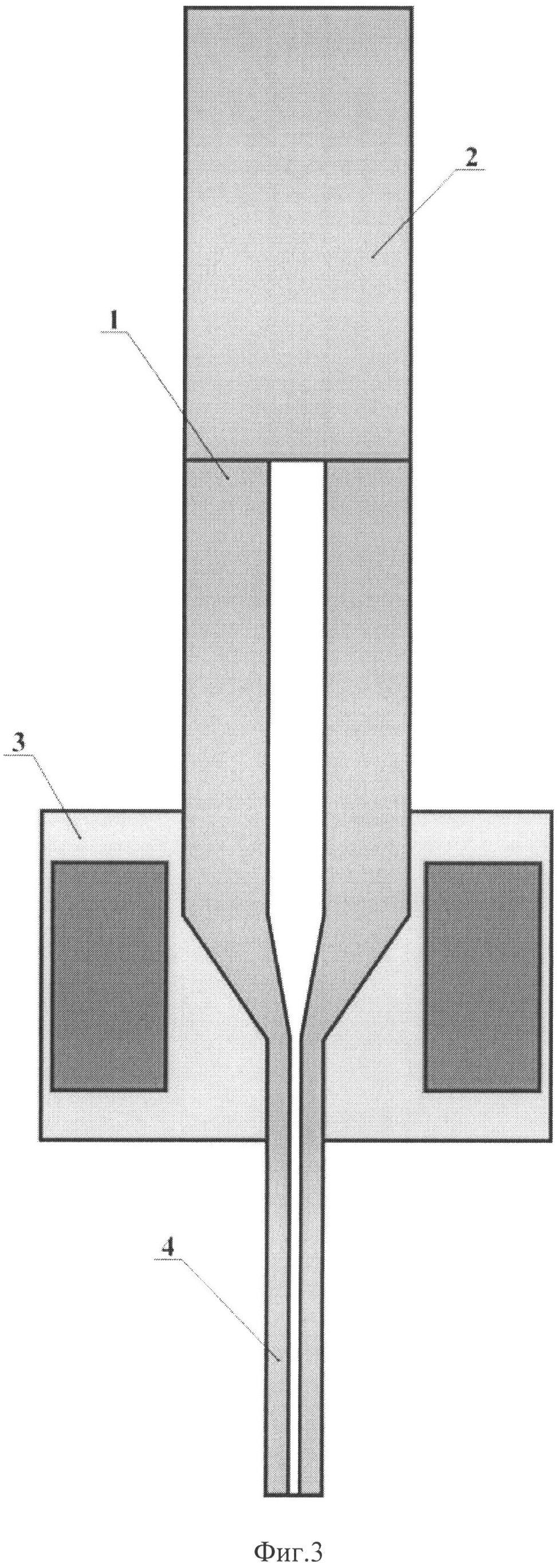
На фиг.3 изображена общая схема вытяжки микроструктурированных волоконных световодов.
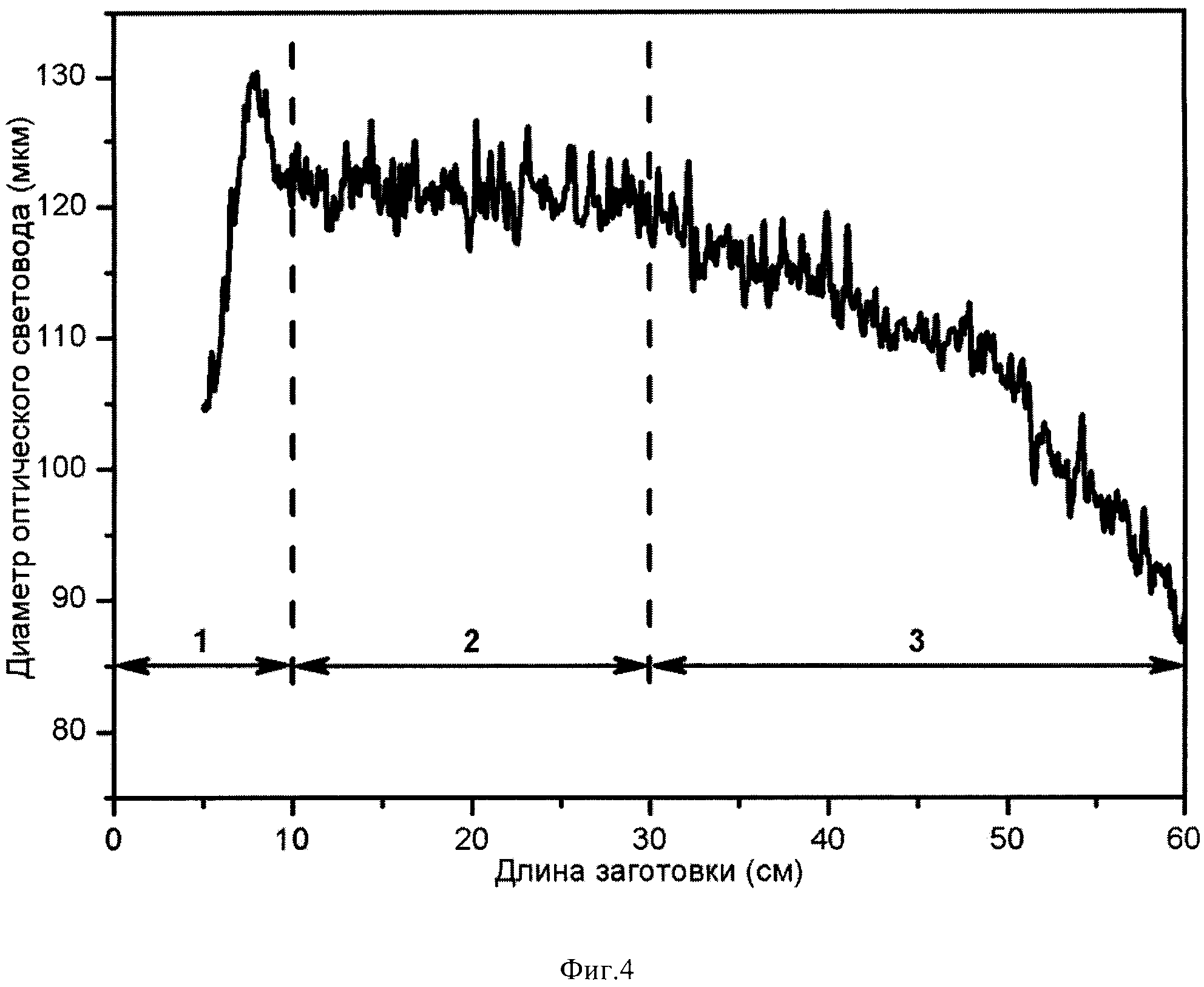
На фиг.4 приведен график изменения внешнего диаметра вытянутого простого микроструктурированного волоконного световода с одним отверстием по мере опускания заготовки в печь.
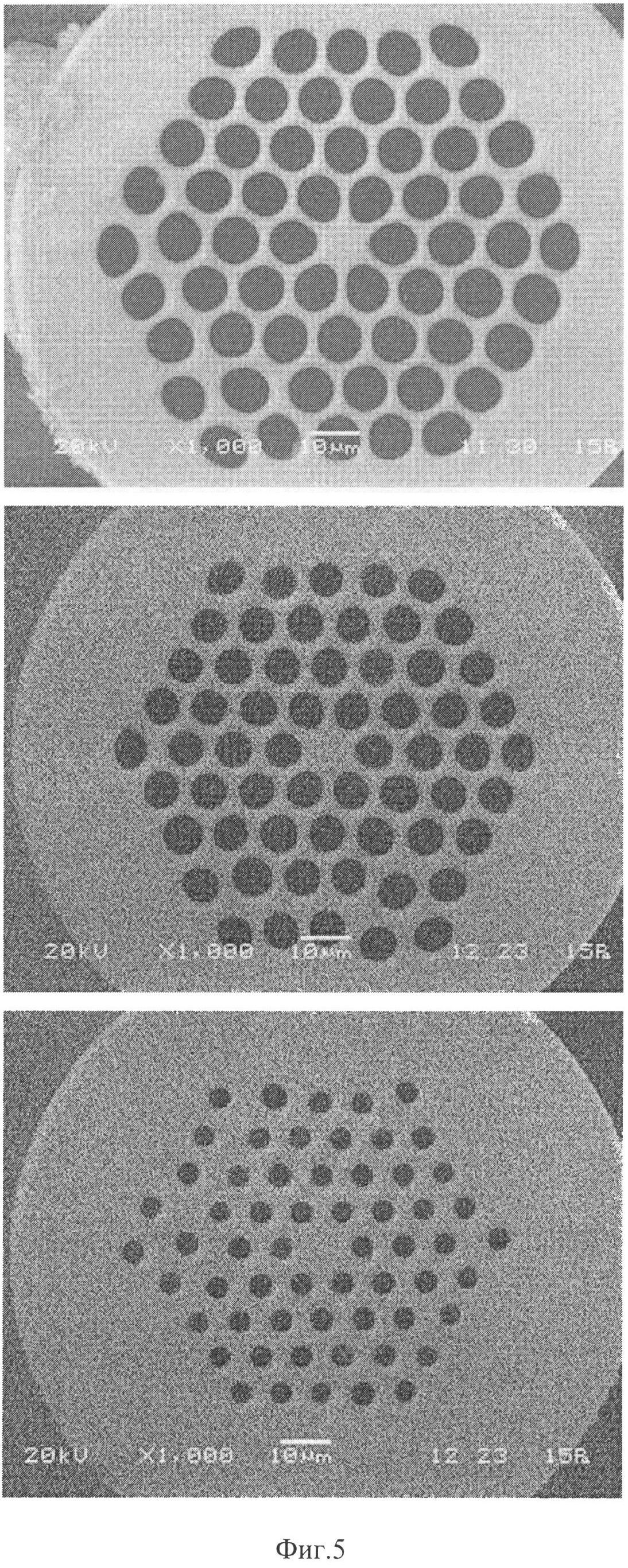
На фиг.5 показаны фотографии поперечного сечения вытянутого микроструктурированного волоконного световода с 60 отверстиями при разных положениях заготовки в печи.
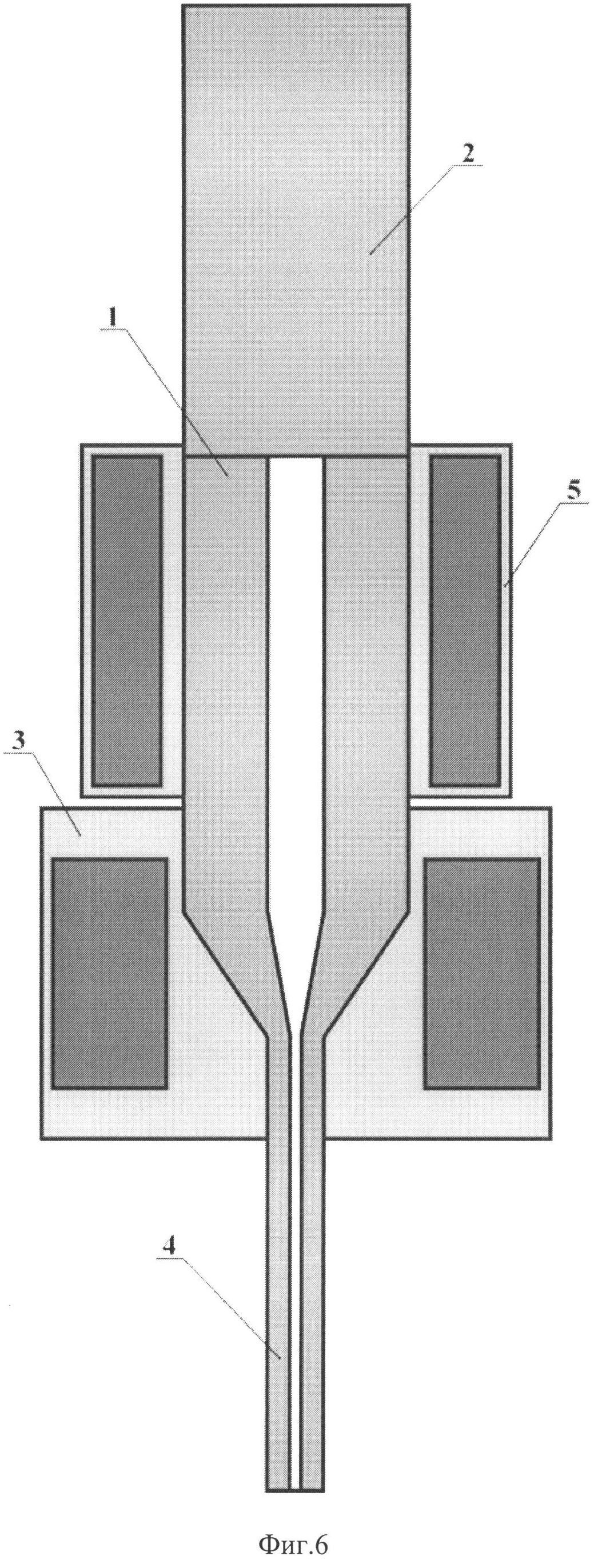
На фиг.6 изображена схема вытяжки микроструктурированных волоконных световодов с дополнительным нагревателем для регулировки температуры части заготовки от запаянного конца до входа в печь.
Рассмотрим для простоты процесс вытягивания заготовки из кварцевого стекла (для конкретизации параметров; в качестве материала для изготовления световодов используют подходящие для конкретной задачи материалы) с начальным внешним диаметром D 1 и одним отверстием диаметром d 1 в микроструктурированный волоконный световод с внешним диаметром D 2 и отверстием диаметром d 2 (см. фиг.1). Положим также, что скорость подачи заготовки в печь при вытягивании равна ν 1, а скорость вытягивания световода - ν 2. Общая схема рассматриваемого случая изображена на фиг.3. Верхний конец заготовки запаян и часть заготовки от этого конца до входа в печь находится при температуре Т 1. Таким образом, газ, содержащийся в отверстии, может двигаться только в сторону вытягиваемого световода. Температура в центре печи (в области перетяжки) равна Т 2. Из условия непрерывности течения кварцевого стекла при вытягивании следует:

где S 1 и S 2 - площадь поперечного сечения кварцевого стекла в заготовке и в световоде.
Можно показать, что при типичных параметрах процесса вытяжки микроструктурированного волоконного световода в области заготовки и до конуса вытягивания давление газа Р успевает установиться и одинаково по всему объему полости заготовки (Р 1 = Р 2). Также можно показать, что течение газа относительно стенок световода в направлении движения пренебрежимо мало, так что в вытянутом световоде вещество газа связано со стенками и неподвижно относительно них. Далее, поскольку разные части заготовки поддерживаются при различной температуре, плотность газа ρ i в разных частях полости заготовки будет разной в соответствии с уравнением состояния идеального газа:

где i = 1 или 2, μ - молярная масса вещества газа, R - универсальная газовая постоянная.
В стационарном (установившемся) случае из условия сохранения количества вещества газа следует:

где s 1 и s 2 -площадь поперечного сечения воздушных отверстий в заготовке и в микроструктурированном волоконном световоде, соответственно. Тогда с учетом соотношения (2) получаем:

С учетом (1) это соотношение можно переписать в виде:

Для простого случая с одним отверстием соотношение (4) приводится к виду:

В типичном случае для кварцевого стекла Т
1 = 300 K и Т
2 2100 K, тогда Т
2/Т
1 = 7. Таким образом, из выражения (6) можно заключить что, по сравнению с пропорциональным вытягиванием имеет место значительное относительное раздувание отверстий: размеры отверстий при вытягивании в световод уменьшаются в  раз меньше, чем внешний диаметр световода (с учетом d
1<<D
1), что существенно отличается от приведенных в известном способе (Патент США № US005802236, G02В6/22, 1998) соотношений (~1,05). Это раздувание отверстий будет стабильным и постоянным до тех пор, пока поддерживается постоянной температура верхней части заготовки от ее запаянного конца до печи, т.е. пока запаянный конец заготовки не войдет в печь.
раз меньше, чем внешний диаметр световода (с учетом d
1<<D
1), что существенно отличается от приведенных в известном способе (Патент США № US005802236, G02В6/22, 1998) соотношений (~1,05). Это раздувание отверстий будет стабильным и постоянным до тех пор, пока поддерживается постоянной температура верхней части заготовки от ее запаянного конца до печи, т.е. пока запаянный конец заготовки не войдет в печь.
Изменяя и контролируя температуру части заготовки от запаянного конца до входа в печь с помощью дополнительного нагревателя, можно легко контролировать и менять структуры получаемых микроструктурированных волоконных световодов. Например, изменение Т 1 в диапазоне от 300 K до 1200 K приводит к изменению степени раздувания отверстий ~2,65 до ~1,32.
Необходимо подчеркнуть, что при наличии в заготовке отверстий разных размеров (d 1i) их степени раздувания в типичных случаях (d 1i<<D 1) практически равны, а в общем случае могут быть точно учтены, что легко позволяет изготавливать структуры световодов с отверстиями разных размеров.
Некоторое уточнение приведенных выше соотношений, в частности выражения (5), требуется в случае достаточно больших отверстий (более 20 мкм) в изготавливаемых микроструктурированных волоконных световодах. В таком случае требуется учесть охлаждение световода после вытяжки до температуры Т 3 (около 300 K) и соответствующее уменьшение давления газа в нем, что приводит к образованию потока газа и некоторому уменьшению степени раздувания отверстий. В общем случае соотношение (5) можно представить в виде:

где 0 < θ < 1. Параметр θ зависит от диаметра отверстий, от скорости вытяжки световода (в частности, θ~0 для d 2<20 мкм и ν 2>10 м/мин) и может быть оценен при более детальном рассмотрении процесса вытяжки либо определен экспериментально при конкретных параметрах вытяжки.
На фиг. 1 показаны поперечные сечения простой заготовки с одним отверстием и вытянутого из нее микроструктурированного волоконного световода. Внешний диаметр заготовки равен D 1, а диаметр отверстия в ней - d 1. Микроструктурированный волоконный световод имеет внешний диаметр D 2 и отверстие диаметром d 2. Масштаб изображений существенно разный: на практике диаметр заготовки обычно составляет около 1 - 2 см, а диаметр стандартного световода - 125 мкм.
На фиг.2 приведен пример поперечного сечения заготовки для микроструктурированного волоконного световода с 60 отверстиями. Все отверстия имеют диаметр d и расположены на расстоянии Λ от ближайших отверстий. Отсутствующее в центре структуры отверстие служит для образования световедущей сердцевины микроструктурированного волоконного световода.
На фиг.3 изображена общая схема вытяжки микроструктурированных волоконных световодов. Верхний конец заготовки 1 запаян и приварен к вспомогательному стержню 2, который закреплен в системе подачи заготовки. Часть заготовки от области сварки до входа в печь находится при комнатной температуре, то есть Т 1 ≈ 300 K. Система подачи обеспечивает при вытягивании подачу заготовки в печь со скоростью ν 1. Для нагрева заготовки до температуры вытяжки служит печь 3. Температура в центре печи в зоне перетяжки для кварцевого стекла составляет около 1800°С, то есть Т 2 ≈ 2100 K. Вытяжка микроструктурированного волоконного световода 4 производится со стороны нижнего конца заготовки с помощью приемного устройства, обеспечивающего вытяжку световода со скоростью ν 2.
На фиг.4 приведен график изменения внешнего диаметра вытянутого простого микроструктурированного волоконного световода с одним отверстием по мере опускания заготовки в печь. Первый участок (область, отмеченная цифрой 1) соответствует процессу установления степени раздувания световода. В начальный момент под действием сил поверхностного натяжения в расплавленной заготовке отверстие полностью схлопывается. Затем, по мере погружения заготовки в печь, объем полости уменьшается и давление газа внутри заготовки начинает расти. Это приводит к появлению небольшого отверстия во внутренней полости вытягиваемого световода. Потом, когда это раздувание достигает величины, определяемой формулой (6), баланс количества вещества газа начинает выполняться и достигается стационарное состояние, поэтому давление и диаметр световода далее не растет (область, отмеченная цифрой 2). Постоянство геометрии обеспечивает до тех пор, пока верхний холодный конец заготовки имеет постоянную температуру Т 1. По мере уменьшения заготовки холодный конец приближается к печи и с некоторого расстояния начинается повышение Т 1. Это приводит к уменьшению раздувания в соответствии с формулой (6) (область, отмеченная цифрой 3).
На фиг.5 показаны фотографии поперечного сечения вытянутого микроструктурированного волоконного световода с 60 отверстиями при разных положениях заготовки в печи. На верхней фотографии показано поперечное сечение вытянутого световода, относящееся к стационарному режиму, когда раздувание достигло величины, определяемой формулой (4). На средней фотографии показано поперечное сечение вытянутого световода, относящееся к началу погружения заготовки в печь, когда раздувание слегка уменьшилось. На нижней фотографии показано поперечное сечение вытянутого световода, относящееся к концу заготовки, когда раздувание практически отсутствует.
На фиг.6 изображена схема вытяжки микроструктурированных волоконных световодов с дополнительным нагревателем 5 для регулировки температуры верхней части заготовки от запаянного конца до входа в печь (остальные обозначения те же, что и на фиг.3). Изменяя и контролируя температуру этой части заготовки с помощью дополнительного нагревателя, можно легко контролировать и менять структуры получаемых микроструктурированных волоконных световодов. Например, изменение Т 1 в диапазоне от 300 K до 1200 K приводит к изменению степени раздувания отверстий от ~2,65 до ~1,32. Изменяя каким-либо путем температуру этой части заготовки в процессе вытяжки световодов, можно получать микроструктурированные волоконные световоды с постоянным внешним диаметром, но изменяющейся по длине структурой, т.е. с изменяющимися оптическими параметрами (например, величиной дисперсии) вдоль световодов.
Распределенная волоконно-оптическая система регистрации виброакустических сигналов
Многосердцевинный волоконный световод (варианты)
Волоконно-оптический термометр
Устройство измерения показателя преломления
Радиационно-стойкий волоконный световод, способ его изготовления и способ повышения радиационной стойкости волоконного световода (варианты)
Способ производства преформ с заданным профилем показателя преломления, преформа и оптическое волокно
Полиимидное покрытие волоконных световодов и способ его изготовления
Микроструктурированный световод для широкополосной генерации второй гармоники
Линии задержки на многосердцевинном оптическом волокне
Волоконный световод для усиления оптического излучения в спектральной области 1500-1800 нм, способ его изготовления и широкополосный волоконный усилитель
Распределенная волоконно-оптическая система регистрации виброакустических сигналов
Многосердцевинный волоконный световод (варианты)
Волоконно-оптический термометр
Устройство измерения показателя преломления
Радиационно-стойкий волоконный световод, способ его изготовления и способ повышения радиационной стойкости волоконного световода (варианты)
Способ производства преформ с заданным профилем показателя преломления, преформа и оптическое волокно
Полиимидное покрытие волоконных световодов и способ его изготовления
Микроструктурированный световод для широкополосной генерации второй гармоники
Линии задержки на многосердцевинном оптическом волокне
Волоконный световод для усиления оптического излучения в спектральной области 1500-1800 нм, способ его изготовления и широкополосный волоконный усилитель

