Результат интеллектуальной деятельности: СПОСОБ ПЛАЗМЕННОГО АЗОТИРОВАНИЯ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к области поверхностного упрочнения путем азотирования деталей и может быть использовано при изготовлении широкой номенклатуры деталей и инструмента, к которым предъявляются требования повышенного сопротивления схватыванию и адгезии в парах трения и коррозионной стойкости в условиях влажного воздуха. Из машиностроительной отрасли в таких условиях работает большинство деталей почвообрабатывающей, землеройной, кормоуборочной техники, а также пары трения ходовой части автотранспорта.
Известен способ плазменного азотирования (см. РЖ "Металловедение и термическая обработка", №3,1214. Обзор. Применение технологии плазменного азотирования. Application technology of plasma nitriding. Kanetake Norio. "Int. Semin. Plasma Heat Treat. Sel. and Technol. Senlis, 21-23 Sept., 1987". Paris, 1987, 145-153).
В известном способе плазменного азотирования сталей деталь помещается в газовую среду с определенным соотношением газовых компонентов. Такая обработка интенсифицирует насыщение поверхности детали азотом, но сопряжена с необходимостью применения насыщающей среды и смешивающего устройства, обеспечивающего ее состав в строгой пропорции газов H2/N2, что увеличивает эксплуатационные издержки.
Наиболее близким по технической сущности к заявляемому изобретению является способ плазменного азотирования деталей (Патент RU2240375 «Способ плазменного азотирования деталей» опубликован: 20.11.2004 - прототип), при котором упрочняемую деталь перемещают в зоне плазменной дуги относительно плазмотрона и используют в качестве плазмообразующего газа сжатый воздух, в качестве насыщающей среды используют азот плазмообразующего воздуха, и упрочняемую деталь перемещают относительно плазмотрона со скоростью, достаточной для оплавления поверхностного слоя, способного сохраниться без растекания за счет сил поверхностного натяжения.
В способе-прототипе интенсивное диффузионное насыщение элементами азота протекает в пределах оплавленного поверхностного слоя нагреваемого материала - для технического железа и углеродистых сталей глубина оплавленного слоя, который удается сохранить при нагреве без растекания за счет поверхностного натяжения - 0,15 мм, следовательно, на такую глубину производится упрочнение за счет азотирования из столба воздушно-плазменной дуги.
Однако оплавление поверхностного слоя обрабатываемой детали приводит к необходимости последующей механической обработки, что значительно уменьшает толщину азотированного слоя.
Технический результат предлагаемого изобретения - получение поверхностного слоя легированного азотом, обеспечивающего повышенную износостойкость, усталостную прочность и сопротивление коррозии в условиях абразивного изнашивания с минимальным уровнем деформаций и короблений деталей.
Технический результат достигается тем, что в способе плазменного азотирования деталей, при котором обрабатываемую деталь перемещают относительно плазмотрона, согласно изобретению, перемещение детали происходит в зоне плазменной струи, формирующейся в преобразователе потока плазмотрона с щелевым выходным отверстием, в качестве плазмообразующего газа используют азот, выполняющий также роль легирующего элемента.
Кроме того, при толщине обрабатываемой детали меньше 25 мм, она дополнительно подвергается спрейерному охлаждению, синхронному с плазменной обработкой, и погружается в охлаждающую ее воду на 1/3 толщины для снижения коробления.
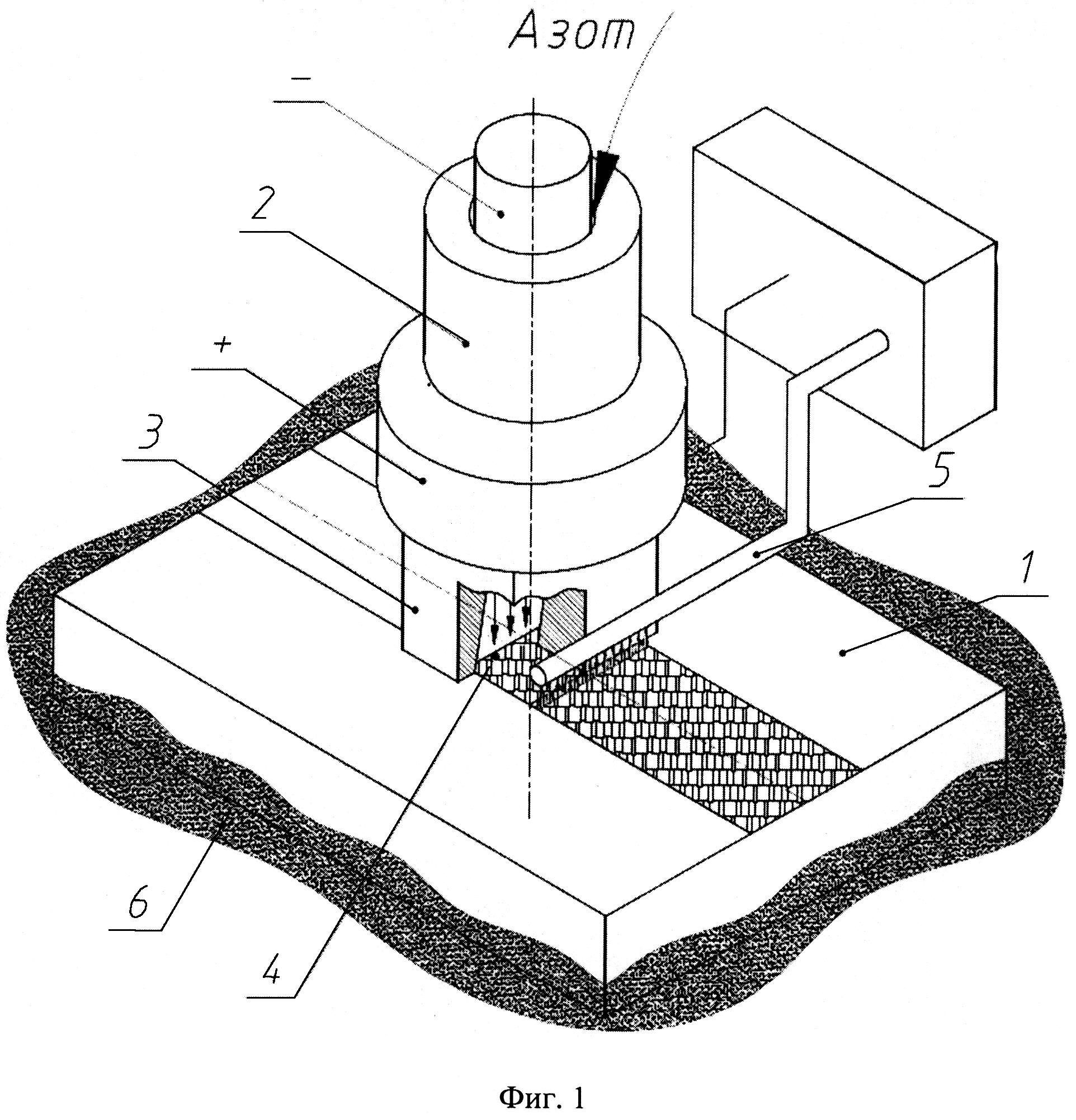
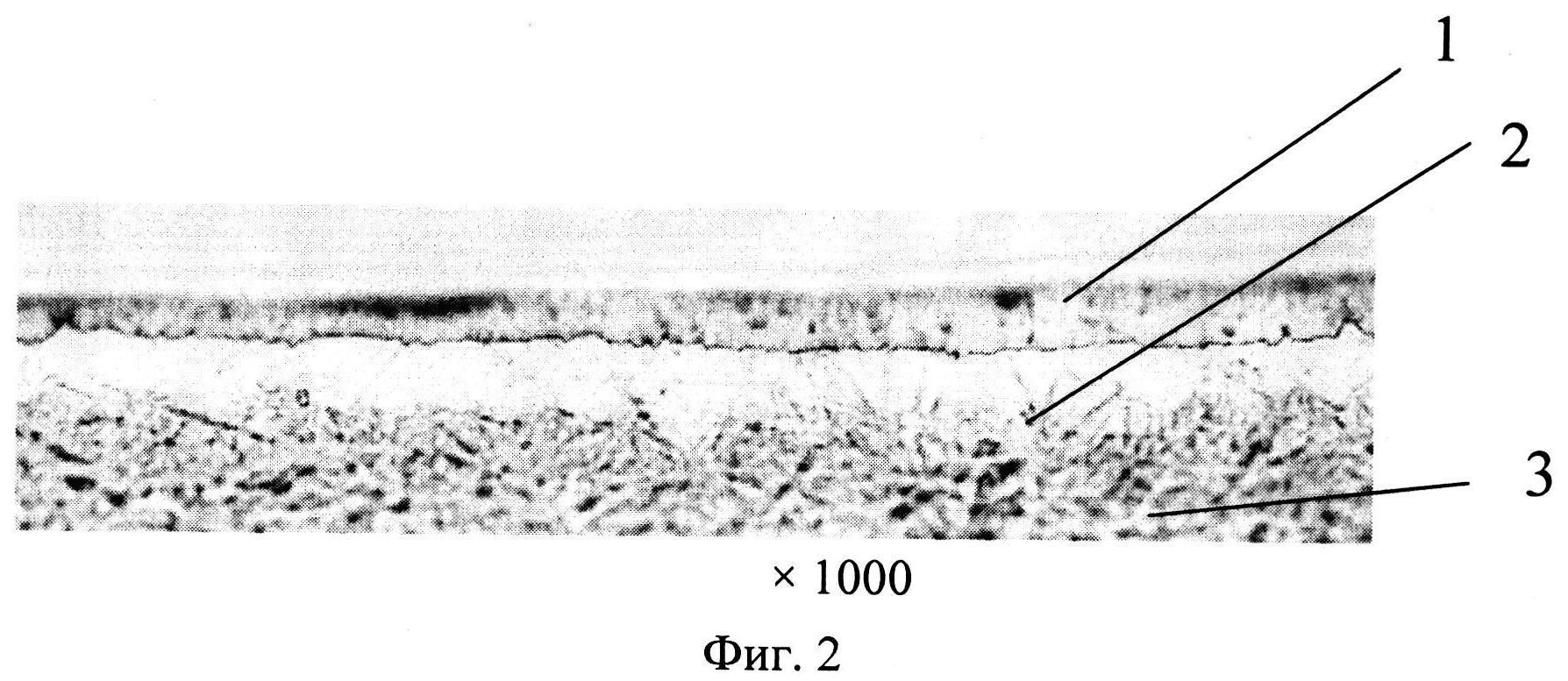
На фиг.1 изображена схема экспериментальной установки для реализации предлагаемого способа. На фиг.2 приведена фотография поперечного микрошлифа образца стали 60Г (после диффузионного насыщения азотом (×1000)).
Способ плазменного азотирования деталей осуществляется следующим образом (фиг.1). Обрабатываемая деталь 1 перемещается относительно плазмотрона 2 в зоне плазменной струи, формирующейся в преобразователе потока плазмотрона 3 с щелевым выходным отверстием 4. Одним из известных способов возбуждается дуга между электродами плазмотрона 2, подается плазмообразующий газ - азот. Обработка детали происходит в направлении, перпендикулярном щелевому выходному отверстию 4 преобразователя плазмотрона, широкими полосами, равными длине щелевого отверстия.
При малых толщинах деталей (меньше 25 мм) с недостаточным теплоотводом от обрабатываемой поверхности, возникает необходимость организации ее интенсивного охлаждения с целью снижения коробления, для чего обрабатываемая деталь дополнительно подвергается спрейерному охлаждению 5, синхронному с плазменной обработкой, и погружается в охлаждающую ее воду 6 на 1/3 толщины.
Предлагаемый способ плазменного азотирования позволяет получить поверхность обрабатываемой детали с однородными прочностными свойствами и не требующую дополнительной механической обработки.
Пример по п.1 конкретного выполнения. Азотированию подвергался образец 1 из стали 60Г толщиной 40 мм со следующими режимами обработки: ширина сканирования 40 мм; удельная мощность теплового потока 6,22·108 Вт/м2; скорость взаимного перемещения плазмотрон-образец 4 мм/с; расход плазмообразующего газа (азота) - 1,8 г/с. При обработке на этих режимах толщина слоя азотистого аустенита достигает 50 мкм. Из образца вырезали поперечный микрошлиф (по отношению к зоне обработки), который после травления наблюдали в оптическом металлографическом микроскопе при увеличении ×1000.
Как показано на фиг.2, микроструктура состоит из трех слоев: 1 - слой нитридов и оксидов; 2 - слой азотистого аустенита; 3 - слой фермообразного мартенсита. Фазовый состав и параметры кристаллической решетки определялся рентгеноструктурным анализом. Микротвердость легированного слоя измерялась на микротвердомере ПМТ-3 и нарастает от аустенитной зоны - 7,5 ГПа к зоне фермообразного мартенсита - до 9,0 ГПа.
Пример по п.2 конкретного выполнения. Азотированию подвергался образец 2 из стали 60Г толщиной 14 мм со следующими режимами обработки: ширина сканирования 40 мм; удельная мощность теплового потока 6,22·108 Вт/м; скорость взаимного перемещения плазмотрон-образец 4 мм/с; расход плазмообразующего газа (азота) - 1,8 г/с; расход охлаждающей воды - 30 г/с. При обработке на этих режимах толщина слоя азотистого аустенита достигает 50 мкм. Из образца вырезали поперечный микрошлиф (по отношению к зоне обработки), который после травления наблюдали в оптическом металлографическом микроскопе при увеличении ×1000. Микроструктура образца 2 аналогична микроструктуре образца 1.
Плазменное воздействие по предлагаемому способу характеризуется высокими скоростями нагрева и охлаждения, малой длительностью пребывания металла при температурах выше критических, что способствует повышению уровня свойств стали и одновременной реализации химико-термической обработки без оплавления поверхностного слоя детали.
Способ выявления микротрещин, обусловленных наличием водорода в стали
Способ испытания материалов и покрытий на трение, износ и заедание
Профиль рабочей поверхности гребневой чугунной тормозной колодки
Жаропрочная экономнолегированная сталь
Способ испытания на износостойкость при жестком типе изнашивания (100% проскальзывание) материала образца в условиях сухого трения
Устройство для оценки триботехнических свойств гребней колес после плазменной обработки
Немагнитная коррозионно-стойкая сталь и изделие, выполненное из нее
Способ производства нестабилизированной аустенитной коррозионно-стойкой стали
Сталь и цельнокатаное колесо, изготовленное из неё
Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали
Профиль рабочей поверхности гребневой чугунной тормозной колодки
Жаропрочная экономнолегированная сталь
Способ испытания на износостойкость при жестком типе изнашивания (100% проскальзывание) материала образца в условиях сухого трения
Устройство для оценки триботехнических свойств гребней колес после плазменной обработки
Немагнитная коррозионно-стойкая сталь и изделие, выполненное из нее
Способ производства нестабилизированной аустенитной коррозионно-стойкой стали
Сталь и цельнокатаное колесо, изготовленное из неё
Способ термической обработки цельнокатаных железнодорожных колёс из легированной стали
Дисперсионно-твердеющая перлитная колесная сталь
Хладостойкая сталь

