Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА БЕСШОВНЫХ ГОРЯЧЕДЕФОРМИРОВАННЫХ МЕХАНИЧЕСКИ ОБРАБОТАННЫХ ТРУБ РАЗМЕРОМ 610×36,53 мм ИЗ СТАЛИ МАРКИ 15Х5М ДЛЯ КОММУНИКАЦИЙ НЕФТЕПЕРЕРАБАТЫВАЮЩИХ ЗАВОДОВ С ПОВЫШЕННЫМИ ТРЕБОВАНИЯМИ ПО ГЕОМЕТРИЧЕСКИМ РАЗМЕРАМ
Вид РИД
Изобретение
Изобретение относится к трубопрокатному производству, в частности к способу производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с повышенными требованиями по геометрическим размерам, и может быть использовано при производстве передельных бесшовных горячедеформированных гильз-заготовок размером 650×500вн.×3340-3640 мм на трубопрокатной установке 8-16" ОАО "ЧТПЗ" с пилигримовыми станами с двойной прошивкой (прошивкой и раскаткой) в стане винтовой прокатки из заготовок размером 630±100×100±5,0×1630±50 мм с последующей механической обработкой - обточкой и расточкой их в товарные трубы размером 610×36,53×3200-3500 мм.
ТПУ 8-16" с пилигримовыми станами - единственная в России, на которой можно прокатывать трубы диаметром не более 550 мм в валках с калибром 562 мм и диаметром бочки 1045 мм. Для прокатки труб размером 610×36,53 мм необходим калибр диаметром 618-620 мм, который врезать в валки с идеальным диаметром 1070 мм не представляется возможным, т.к. они будут поломаны при прокатке первой трубы.
Известны способы прошивки слитков и заготовок в стане винтовой прокатки в гильзы с отношением D/S <13,5 для производства труб диаметром 530-550 мм на ТПА 8-16" с пилигримовыми станами ОАО "ЧТПЗ" из углеродистых и малолегированных марок стали, заключающиеся в том, что нагретые слитки и заготовки прошивают (деформируют) в прошивном стане в две прошивки (ТИ 158-Тр.ТБ 1-38-97 "Изготовление бесшовных горячекатаных труб для паровых котлов и трубопроводов по ТУ 14-3-460-75 и ТУ 14-3-420-75", ТИ 158-Тр.ТБ 1-56-97 "Изготовление бесшовных горячекатаных труб из стали марки 20 для нефтеперерабатывающей промышленности по ТУ 14-3-587-77", ТИ 158-Тр.ТБ 1-51-2002 "Изготовление бесшовных горячекатаных труб из стали 15Х5М по ТУ 14-ЗР-62-2002").
Недостатком данных способов является то, что двойная прошивка слитков и заготовок, при существующем составе оборудования, приводит к двойному нагреву, а нагрев гильз под вторую прошивку (раскатку) приводит к неравномерному нагреву гильз, из-за повышенной длины, кривизны и неравномерности их кантовки. Прошивка - раскатка неравномерно нагретых гильз на оправках диаметром 425 мм и более с отношением D/S >6,0 приводит к неравномерному охлаждению их в прошивном стане и дополнительной кривизне, что, в свою очередь, приводит к повышенной разностенности труб на пилигримовом стане и, как следствие, к повышенному расходу металла при переделе заготовка - готовая труба. Другим недостатком является то, что при раскатке гильз в прошивной стан можно задать гильзу после первой прошивки не более 2350 мм, а выдать из прошивного стана гильзу диаметром не более 680 мм и длиной не более 3700 мм. Допуск по диаметру труб по ТУ 14-ЗР-62-2002 составляет +1,25/-1,0%, а по стенке +20/-5%. Поэтому трубы размеров 610×36,53 мм на ТПУ 8-16" с пилигримовыми станами прокатать по классической схеме невозможно, а трубы размером 530×15 и 550×25 мм, из малотехнологичной стали 15Х5М для коммуникаций нефтеперерабатывающих заводов с допуском по диаметру ±1,0% и по стенке +15,0/-5,0% также получить не представляется возможным.
В трубной промышленности известен способ производства бесшовных горячедеформированных механически обработанных труб размером 530×15 и 550×25 мм из стали марки 20 для трубопроводов судовых систем из передельных горячедеформированных труб размером 550×33 и 570×43 мм, прокатываемых на трубопрокатных установках с пилигримовыми станами из заготовок размером 650×100×1240-1400 мм, включающий обточку поковок размером 680×1240-1400 мм в заготовки, сквозное сверление центрального отверстия диаметром 100±5,0 мм, нагрев заготовок до температуры пластичности, прошивку заготовок в гильзы в стане винтовой прокатки на оправке диаметром 375 мм с вытяжкой µ=1,41 и подъемом по диаметру 1,5-1,6%, нагрев гильз до температуры пластичности с холодного или горячего посада, прошивку - раскатку гильз в стане винтовой прокатки размер в размер по наружному диаметру на оправке диаметром 500 мм с вытяжкой µ=1,61, прокатку передельных труб на пилигримовом стане размером 550×33×6000-6200 мм в калибре 562 мм, передельных труб размером 570×43×5000-5200 мм в калибре 584 мм, механическую обработку - обточку и расточку передельных горячедеформированных труб в товарные размером, соответственно, 530×15×6000-6200 и 550×25×5000-5200 мм с допуском по диаметру ±3,0 мм, а по стенке +2,5/-1,0 мм с удалением с наружной поверхности труб по 10 мм, а с внутренней по 8 мм (ТУ 14-3Р-53-2001 "Трубы стальные бесшовные механически обработанные для паропроводов", ТИ 158-Тр.ТБ 1-5-99 "Изготовление бесшовных горячедеформированных механически обработанных труб из стали марки 20 по ТУ 14-3Р-53-2001").
Однако данный способ также имеет недостатки, а именно прокатка передельных труб размером 550×33 мм из заготовок 650×100×1240 мм не технологична. Короткие заготовки сложно кантовать по подине печи, сложно транспортировать по передаточным рольгангам и задавать в прошивной стан.
В трубной промышленности известен способ производства труб из труднодеформируемых марок стали (Патент РФ №2175899), включающий сверловку слитков ЭШП или заготовок диаметром 380-500 мм, выдержку на колосниках при температуре 500-550°C в течение 70-95 минут в зависимости от диаметра, нагрев до температуры пластичности 1120-1140°C со скоростью 1,4-1,5 град./мин, прошивку заготовок в гильзы размер в размер по диаметру при скорости вращения валков 25-40 оборотов в минуту на оправке диаметром, обеспечивающим редуцирование на пилигримовом стане не менее 25 мм.
Недостатком данного способа является то, что он распространяется только на процесс производства труб диаметром не более 325 мм из труднодеформируемых марок стали, а температуру в пределах 500-550°C в хвостовой части печи при температуре III-зоны 950-1050°C удержать не представляется возможным. Чтобы температура в хвостовой части печи (на колосниках) была в пределах 550°C, то температуру в III-зоне печи необходимо снизить до 700-750°C, что связано с потерей производительности пилигримовой установки при нагреве слитков, заготовок и прокатке последующих партий труб из других марок стали и сплавов.
Наиболее близкими техническими решениями являются способ производства горячедеформированных и передельных труб большого и среднего диаметров (273-465 мм с отношением D/S=8-12,5) из коррозионно-стойких труднодеформируемых марок стали и сплавов на ТПА с пилигримовыми станами (Патент РФ №2247612 от 06.05.2003 г.), включающий первую прошивку слитков ЭШП (заготовок) диаметром 460-600 мм в прошивном стане с вытяжкой 1,2-1,4 при скорости вращения рабочих валков 15-25 оборотов в минуту, а вторую и последующие (при необходимости) прошивки (раскатки) с подъемом или посадом по диаметру не более 5,0% и вытяжкой 1,5-1,75 при скорости вращения валков 25-50 оборотов в минуту, выдержку холодных гильз после первой прошивки диаметром 460-600 мм с отношением D/S=3,0-4,5 на колосниках при температуре 400-500°C в течение 50-70 минут в зависимости от диаметра и толщины стенки, затем нагрев до температуры пластичности 1100-1260°C со скоростью 1,6-1,8 градуса в минуту в зависимости от марки стали, равномерный нагрев гильз после прошивного стана с температурой 600-800°C до температуры пластичности 1100-1260°C со скоростью 1,7-2,0 градуса в минуту, выдержку гильз в течение 45-60 минут перед выдачей из печи при температуре пластичности с кантовкой через 10-15 минут на угол ~180°, прошивку, от захвата слитков ЭШП (заготовок) до полного нахождения на оправку, с уменьшением числа оборотов рабочих валков с 25 до 15, установившийся процесс прошивки при 15-20 оборотах в минуту, увеличение числа оборотов валков до 35-40 на выходе гильзы, прошивку (раскатку) от захвата гильзы до полного нахождения на оправку с уменьшением числа оборотов рабочих валков с 50 до 20, установившийся процесс раскатки при 20-25 оборотах в минуту и увеличение числа оборотов на выходе гильзы из валков до 45-50, а прокатку труб на пилигримовом стане с вытяжкой µ=3,0-5,0.
Недостатком данного способа, как и предыдущего, является то, что прокат труб из коррозионно-стойких марок стали и сплавов производится малыми партиями, а температурный интервал в пределах 400-500°C в хвостовой части печи в течение 50-70 минут при температуре III-зоны 1000-1050°C приведет к еще большей потери производительности ТПУ с пилигримовыми станами из-за выведения печей на необходимый температурный режим для прокатки последующих партий труб из других марок стали. Недостатком данного способа является также невозможность производства товарных и передельных горячекатаных труб диаметром более 550 мм на ТПУ 8-16" с пилигримовыми станами.
Задачей предложенного способа производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с повышенными требованиями по геометрическим размерам является получение передельных гильз-заготовок необходимой длины и кривизны, а следовательно, и товарных труб размером 610×36,53×3200-3400 мм из стали 15Х5М для коммуникаций нефтеперерабатывающих заводов с повышенными требованиями по геометрическим размерам. Бесшовные горячекатаные трубы данного размера не только в России, но и в мире на ТПА с пилигримовыми станами не производились.
Технический результат достигается тем, что в известном способе производства бесшовных горячедеформированных механически обработанных труб размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с повышенными требованиями по геометрическим размерам, включающем выплавку слитков в электрических или мартеновских печах, ковку слитков в поковки размером 650×1630±50 мм, которые обтачивают и сверлят в заготовки размером 630±10×100±5,0×1630±50 мм, производят их посад в методическую печь в два ряда и нагревают до температуры пластичности по режиму: посад на колосники III-зоны при температуре 950-1050°C; выдержка на колосниках без кантовки в течение 1,0-1,5 часов; кантовка-поворот вдоль печи с интервалом 25-30 минут на угол 210-220°; нагрев заготовок до температуры 1270-1290°C в течение 9,5-10,5 часов; выдержка при температуре 1270-1290°C в течение 1,0-1,5 часов, затем выдают из печи и прошивают в стане винтовой прокатки на оправке диаметром 350 мм в гильзы-заготовки размером 640×365вн.×2150-2280 мм, которые охлаждают на складе заготовок до температуры окружающей среды, ремонтируют при необходимости, производят посад в один ряд и нагревают в методических печах до температуры пластичности по режиму: посад на колосники III-зоны при температуре 1000-1050°C; выдержка на колосниках без кантовки в течение 0,45-1,0 часов; кантовка-поворот вдоль печи до 7 окна с интервалом 20-25 минут на угол 215-225°; нагрев гильз-заготовок до температуры 1270-1280°C в течение 7,0-8,5 часов; выдержка при температуре 1270-1280°C в течение 0,45-1,25 часов с кантовкой вдоль печи через 15-20 минут с 7 на 4 окно, после чего кантуют на яму и выдают из печи, прошивают - раскатывают в стане винтовой прокатки на оправке диаметром 485 мм в передельные гильзы-заготовки размером 650×500вн.×3340-3540 мм, производят термическую обработку передельных гильз-заготовок, механическую обработку - расточку и обточку с чистотой поверхности Rz не более 40 мкм, отрезку колец для проведения механических испытаний, подрезку концов, снятие двухсторонней фаски, ультразвуковой контроль и приемку.
Сопоставительный анализ заявляемого решения с прототипом показывает, что предлагаемый способ включает выплавку слитков в электрических или мартеновских печах, ковку слитков в поковки размером 650×1630±50 мм, которые обтачивают и сверлят в заготовки размером 630±10×100±5,0×1630±50 мм, производят их посад в методическую печь в два ряда и нагревают до температуры пластичности по режиму: посад на колосники III-зоны при температуре 950-1050°C; выдержка на колосниках без кантовки в течение 1,0-1,5 часов; кантовка-поворот вдоль печи с интервалом 25-30 минут на угол 210-220°; нагрев заготовок до температуры 1270-1290°C в течение 9,5-10,5 часов; выдержка при температуре 1270-1290°C в течение 1,0-1,5 часов, затем выдают из печи и прошивают в стане винтовой прокатки на оправке диаметром 350 мм в гильзы-заготовки размером 640×365вн.×2150-2280 мм, которые охлаждают на складе заготовок до температуры окружающей среды, ремонтируют при необходимости, производят посад в один ряд и нагревают в методических печах до температуры пластичности по режиму: посад на колосники III-зоны при температуре 1000-1050°C; выдержка на колосниках без кантовки в течение 0,45-1,0 часов; кантовка-поворот вдоль печи до 7 окна с интервалом 20-25 минут на угол 215-225°; нагрев гильз-заготовок до температуры 1270-1280°C в течение 7,0-8,5 часов; выдержка при температуре 1270-1280°C в течение 0,45-1,25 часов с кантовкой вдоль печи через 15-20 минут с 7 на 4 окно, после чего кантуют на яму и выдают из печи, прошивают - раскатывают в стане винтовой прокатки на оправке диаметром 485 мм в передельные гильзы-заготовки размером 650×500вн.×3340-3540 мм, производят термическую обработку передельных гильз-заготовок, механическую обработку - расточку и обточку с чистотой поверхности Rz не более 40 мкм, отрезку колец для проведения механических испытаний, подрезку концов, снятие двухсторонней фаски, ультразвуковой контроль и приемку. Таким образом, заявляемый способ соответствует критерию "изобретательский уровень".
Сравнение заявляемого способа, не только с прототипом, но и с другими техническими решениями в данной области техники, не позволило выявить в них признаки, отличающие заявляемый способ от прототипа, что соответствует патентоспособности "изобретательский уровень".
Способ производства передельных гильз-заготовок размером 650×500вн.×3340-3640 мм, в соответствии с формулой изобретения, опробован на трубопрокатной установке 8-16" с пилигримовыми станами, а механическая обработка - обточка и расточка их в товарные бесшовные горячедеформированные механически обработанные трубы размером 610×36,53 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с повышенными требованиями по геометрическим размерам произведена на участке обработки поковок и труб специального назначения ОАО "ЧТПЗ".
Для прокатки передельных гильз-заготовок были использованы поковки стали марки 15Х5М размером 650×1630±50 мм поставки ОАО "Мечел". Поковки были обточены на диаметр 630 мм, а затем просверлены на диаметр 100±5,0 мм на ОАО "ЧТПЗ".
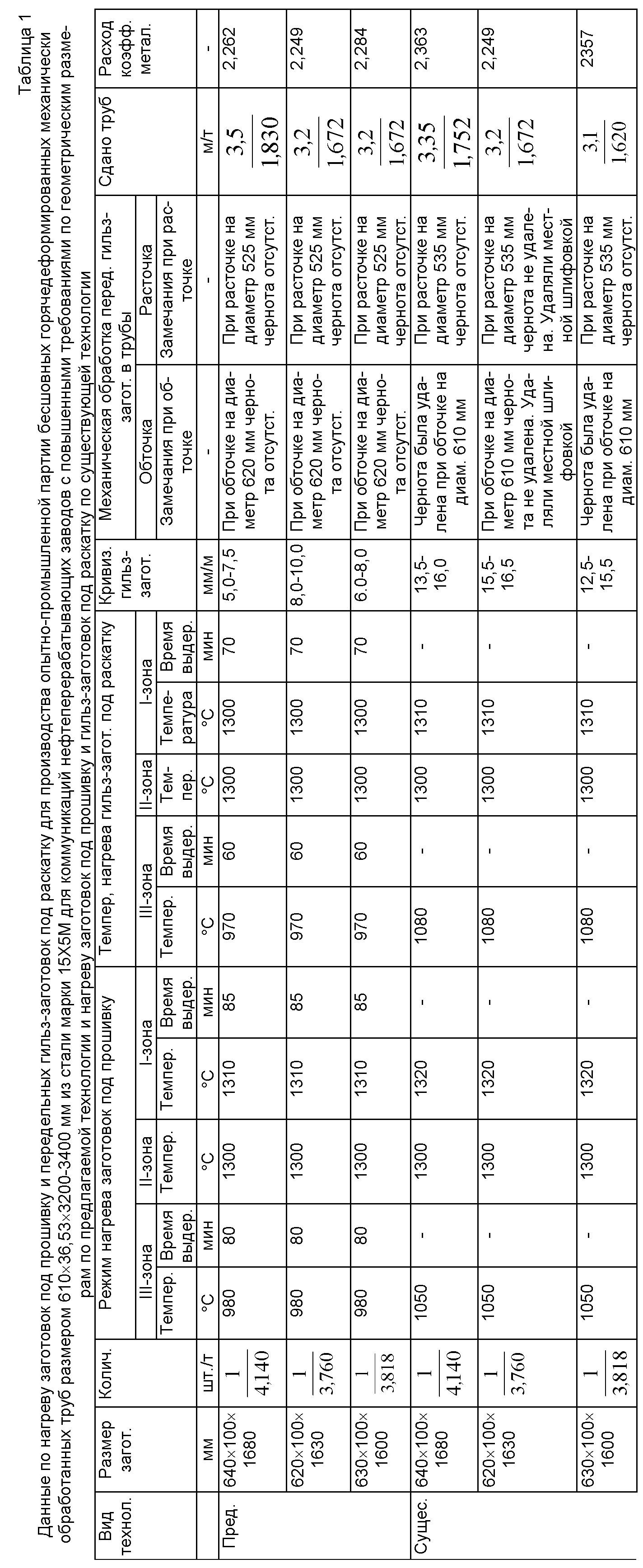
Данные по нагреву заготовок под прошивку и передельных гильз-заготовок под раскатку для производства опытно-промышленной партии бесшовных горячедеформированных механически обработанных труб размером 610×36,53×3200-3500 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с повышенными требованиями по геометрическим размерам по предлагаемой технологи и нагреву заготовок под прошивку и гильз-заготовок под раскатку по существующей технологии приведены в таблице 1. Для определения влияния технологии нагрева заготовок под прошивку и гильз-заготовок под раскатку на кривизну и качественные показатели передельных гильз-заготовок в таблице 1 приведены сравнительные данные в соответствии с формулой изобретения и по существующей технологии нагрева заготовок и гильз под прокатку размером 550×25 мм по ТИ 158-Тр.ТБ 1-51-2007. Из таблицы видно, что в производство по предлагаемой технологии было задано 3 заготовки: одна размером 640×100×1680 мм, одна 620×100×1630 и одна заготовка размером 630×100×1600 мм и три заготовки размерами: 640×100×1680, 620×100×1630 и 630×100×1600 мм, которые нагревались по существующей технологии (ТИ 158-Тр.ТБ 1-51-2007). По предлагаемой технологии заготовки под прошивку и гильзы-заготовки под раскатку нагревались в методической печи в соответствии с формулой изобретения, а для сравнения аналогичные заготовки нагревались по ТИ 158-ТБ 1-51-2007. По предлагаемой технологии три заготовки были посажены на колосники методической печи при температуре 980°C, выдерживались при данной температуре без кантовки в течение 80 минут, затем нагревались до температуры 1285°C в течение 10,0 часов с равномерной кантовкой вдоль печи до 4-го окна через 25-27 минут с поворотом на угол 210-220°. Затем заготовки выдерживались при температуре 1285°C в течение 85 минут с равномерной кантовкой через 20-25 с четвертого окна на яму печи. Заготовки с температурой 1285°C были выданы из печи и прошиты в стане винтовой прокатки в гильзы-заготовки размером 640×365вн.×2150-2180 мм на оправке диаметром 350 мм. Гильзы-заготовки были краном переданы на склад заготовок, где охлаждались до температуры окружающей среды 30-35°C. Затем они были осмотрены. Так как на гильзах-заготовках дефекты отсутствовали, то они ремонту не подвергались. После осмотра на другие сутки гильзы-заготовки были посажены на колосники III-зоны печи при температуре 970°C. При данной температуре они выдерживались на колосниках в течение 60 минут без кантовки, а затем равномерно нагревались до температуры 1280°C в течение 7,5 часов с равномерной кантовкой вдоль печи до 7-го окна через 20-25 минут с поворотом на угол ~215-225°. Гильзы-заготовки выдерживались при температуре 1280°С в течение 70 минут с равномерной кантовкой с 7-го окна на 4-е через 15-20 минут. С четвертого окна гильзы-заготовки кантовались на яму и выдавались из печи. Гильзы-заготовки были прошиты - раскатаны в стане винтовой прокатки на оправке диаметром 485 мм в передельные гильзы-заготовки размером 650×500вн.×3340-3640 мм. Передельные гильзы-заготовки были переданы на склад слитков и заготовок. После охлаждения они были осмотрены. Дефекты отсутствовали. Замер кривизны показал, что она не превышает 10 мм. Передельные гильзы заготовки были переданы на участок обработки заготовок и труб специального назначения, где они были расточены и обточены в товарные трубы размером 610×36,53×3200-3500 мм.
При обточке на диаметр 620 мм дефекты (чернота) на наружной поверхности отсутствовали. При расточке на диаметр 525 мм дефекты (чернота) на внутренней поверхности отсутствовали. Это говорит о том, что из-за снижения кривизны на передельных гильзах-заготовках имеется запас по толщине стенки, т.е. для производства товарных труб размером 610×36,53 мм толщину стенки передельных гильз-заготовок можно уменьшить на 5-10 мм, т.е. снизить расходный коэффициент металла.
По существующей технологии при нагреве трех заготовок по ТИ 158-Тр.ТБ 1-51-2007 кривизна на передельных гильзах-заготовках составила от 12,5 до 16,5 мм на метр. При механической обработке передельных гильз-заготовок - обточке чернота на 2-х была удалена только на последнем проходе, т.е. на диаметре 610 мм, а на одной чернота не была выведена, и она была удалена последующей шлифовкой толщины стенки в минусовое поле допуска. Аналогичная картина наблюдалась и при расточке.
Три трубы размером 610×36,53×3200-3500 мм, прокатанные по предлагаемой технологии, были приняты с допуском по диаметру ±3,5 мм, а по стенке ±3,0 мм, а трубы, прокатанные по ТИ 158-Тр.ТБ 1-51-2007, приняты с допуском по диаметру ±5,5, а по стенке ±5,0 мм. Расходный коэффициент металла составил, соответственно, по трубам, прокатанным по предлагаемой технологии от 2,249 до 2,284, а по трубам, прокатанным по ТИ 158-Тр.ТБ 1-51-2007 от 2,249 до 2,363.
Таким образом, использование предлагаемого способа позволило теоретически обосновать и практически осуществить на стане винтовой прокатки ТПУ 8-16" с пилигримовыми станами производство качественных передельных гильз-заготовок с оптимальными параметрами по диаметру, толщине стенки, кривизне и с необходимыми допусками под механическую обработку для производства бесшовных горячедеформированных механически обработанных труб размер 610×36,53×3100-3500 мм из стали марки 15Х5М для коммуникаций нефтеперерабатывающих заводов с повышенными геометрическими размерами. Использование технических решений, приведенных в формуле изобретения, позволило впервые в мировой практике произвести трубы данного сортамента на ТПУ 8-16" с пилигримовыми станами ОАО "ЧТПЗ" с повышенными требованиями по геометрическим размерам. Расходный коэффициент металла по данной партии труб составил от 2,249 до 2,284, в зависимости от размеров заготовок, что соответствует расчетным данным и полностью согласуется с формулой изобретения, который можно снизить за счет снижения толщины стенки передельных гильз-заготовок. Трубы по механическим свойствам отвечают требованиям ТУ 14-ЗР-62-2002, а по геометрическим размерам и качеству поверхности значительно превосходят.
Способ производства бесшовных труб диаметром 377 мм и толщиной стенки 14-18 мм из стали марки 08х18н10т-ш
Способ производства холоднодеформированных муфтовых труб размером 132,1х18х10600-10800 мм из коррозионно-стойкого сплава марки хн30мдб
Способ производства бесшовных труб размером 377х8-18 мм для объектов атомной энергетики из стали марки 08х18н10т-ш
Способ производства бесшовных холоднодеформированных труб размером 114,3х6,88 мм из коррозионно-стойкого сплава марки хн30мдб
Способ производства холоднодеформированных муфтовых труб размером 108х18 мм из коррозионно-стойкого сплава марки хн30мдб
Способ производства бесшовных труб размером 426x8-10 мм для объектов атомной энергетики из стали марки 08x18н10-ш
Способ производства холоднодеформированных муфтовых труб размером 187,7х25х12300-12900 мм из коррозионно-стойкого сплава марки хн30мдб
Способ производства бесшовных труб размером 325х8-14 мм из стали марки 08х18н10т-ш
Способ производства бесшовных труб размером 426х17-19 мм для объектов атомной энергетики из стали марки 08х18н10-ш
Способ производства бесшовных холоднодеформированных труб размером 88,9х6,45 мм из коррозионно-стойкого сплава марки хн30мдб-ш
Способ производства бесшовных труб диаметром 377 мм и толщиной стенки 14-18 мм из стали марки 08х18н10т-ш
Способ производства холоднодеформированных муфтовых труб размером 132,1х18х10600-10800 мм из коррозионно-стойкого сплава марки хн30мдб
Способ производства бесшовных труб размером 377х8-18 мм для объектов атомной энергетики из стали марки 08х18н10т-ш
Способ производства бесшовных холоднодеформированных труб размером 114,3х6,88 мм из коррозионно-стойкого сплава марки хн30мдб
Способ производства холоднодеформированных муфтовых труб размером 108х18 мм из коррозионно-стойкого сплава марки хн30мдб
Способ производства бесшовных труб размером 426x8-10 мм для объектов атомной энергетики из стали марки 08x18н10-ш
Способ производства холоднодеформированных муфтовых труб размером 187,7х25х12300-12900 мм из коррозионно-стойкого сплава марки хн30мдб
Способ производства бесшовных труб размером 325х8-14 мм из стали марки 08х18н10т-ш
Способ производства бесшовных труб размером 426х17-19 мм для объектов атомной энергетики из стали марки 08х18н10-ш
Способ производства бесшовных холоднодеформированных труб размером 88,9х6,45 мм из коррозионно-стойкого сплава марки хн30мдб-ш

