Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ СОСТАВНОЙ ПЕЧАТНОЙ ПЛАТЫ
Вид РИД
Изобретение
Область техники.
Заявляемое изобретение относиться к областям электротехники и радиотехники, а именно к изделиям радиоэлектронной аппаратуры. Заявленный способ изготовления составной печатной платы реализуем преимущественно в светодиодных лампах.
Светодиодные лампы включают в себя составную печатную плату, которая состоит из печатных плат двух типов, соединенных перемычкой. Перемычка предпочтительно выполнена в виде печатной платы третьего типа.
Предшествующий уровень техники.
Аналогом заявляемого способа является способ сборки составной печатной платы (патент РФ на полезную модель №119972, МПК Н05К 1/11 Н05К 1/14), при котором производят сборку по меньшей мере двух печатных плат, торцы которых механически и электрически соединяют между собой, соединение выполняют с помощью перемычки.
Недостатком аналога является то, что каждую пару печатных плат соединяют отдельно, что повышает количество операций по изготовлению печатных плат, монтажу радиоэлектронных компонентов и сборке составной печатной платы.
Раскрытие изобретения.
Техническим результатом, обеспечиваемым заявляемым изобретением, является снижение количества операций по изготовлению составных печатных плат.
Сущность изобретения
Способ изготовления составной печатной платы включает механическое и электрическое соединение между собой печатной платы первого типа с печатной платой второго типа. Соединение выполняют с помощью перемычки, выполненной в виде печатной платы третьего типа. Способ отличается тем, что используют унифицированные блоки печатных плат, каждый из которых составлен из одинакового количества печатных плат первого и второго типа. Блоки соединяют между собой попарно, причем сначала один блок пары разворачивают на 180 градусов относительно второго блока пары и стыкуют упомянутые блоки торцами. Каждую печатную плату первого типа одного блока пары стыкуют с печатной платой второго типа другого блока пары. На линию стыка по всей длине накладывают перемычки, которые затем закрепляют к печатным платам первого и второго блоков пары. Полученное изделие разделяют на составные печатные платы.
На стыках печатных плат в блоке предпочтительно выполнять линии разлома. Перемычки преимущественно составлены в блок и разделены в нем линиями разлома. При этом при наложении блока перемычек на блоки печатных плат целесообразно совмещать линии разлома блока перемычек с линиями разлома блоков печатных плат. Вышеупомянутое полученное изделие предпочтительно разделять по линиям разлома в сторону от перемычки.
Краткое описание чертежей.
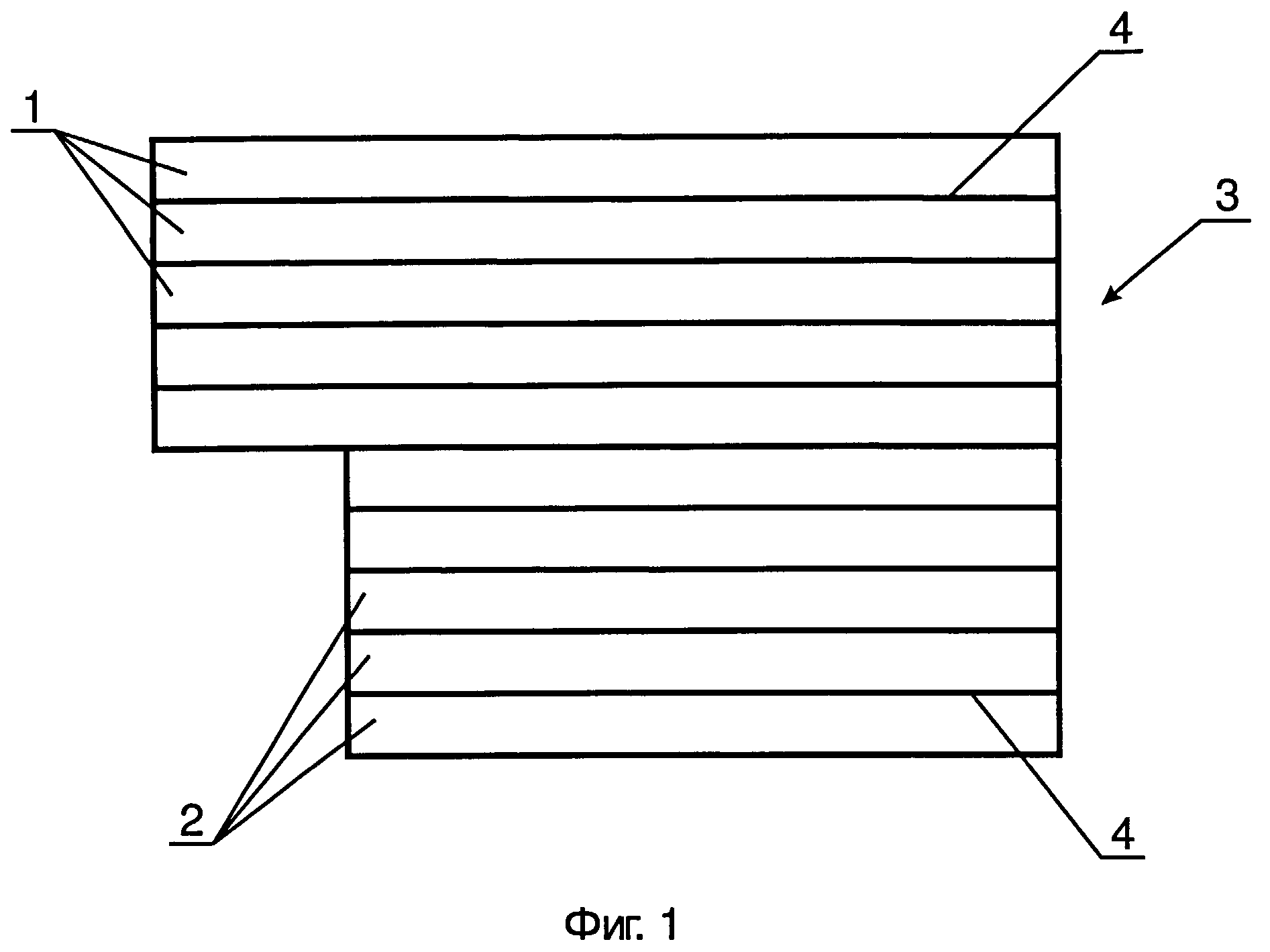
На фигуре 1 показана схема блока печатных плат с группировкой плат по типам.
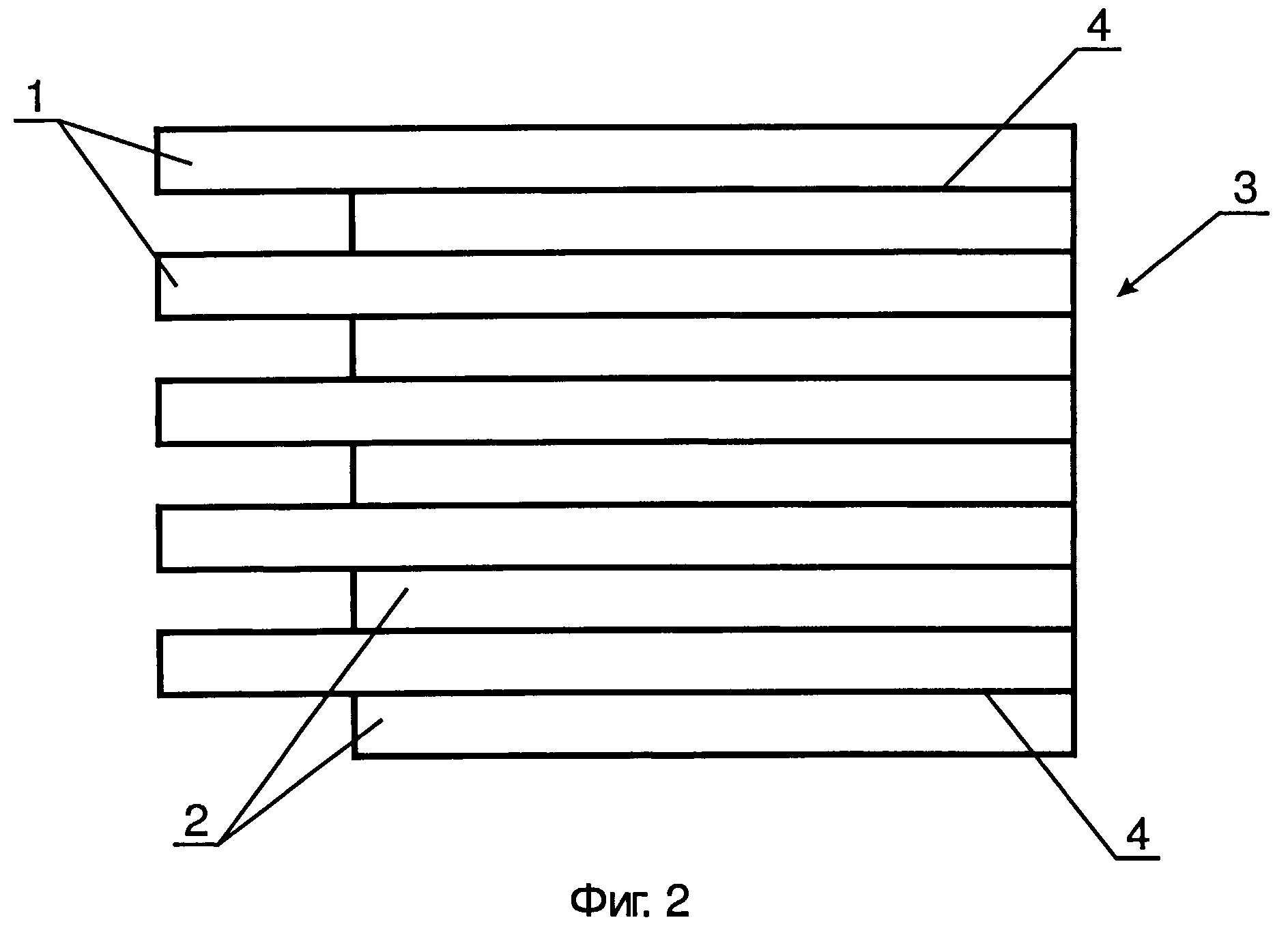
На фигуре 2 показана схема блока печатных плат с чередованием плат разных типов.
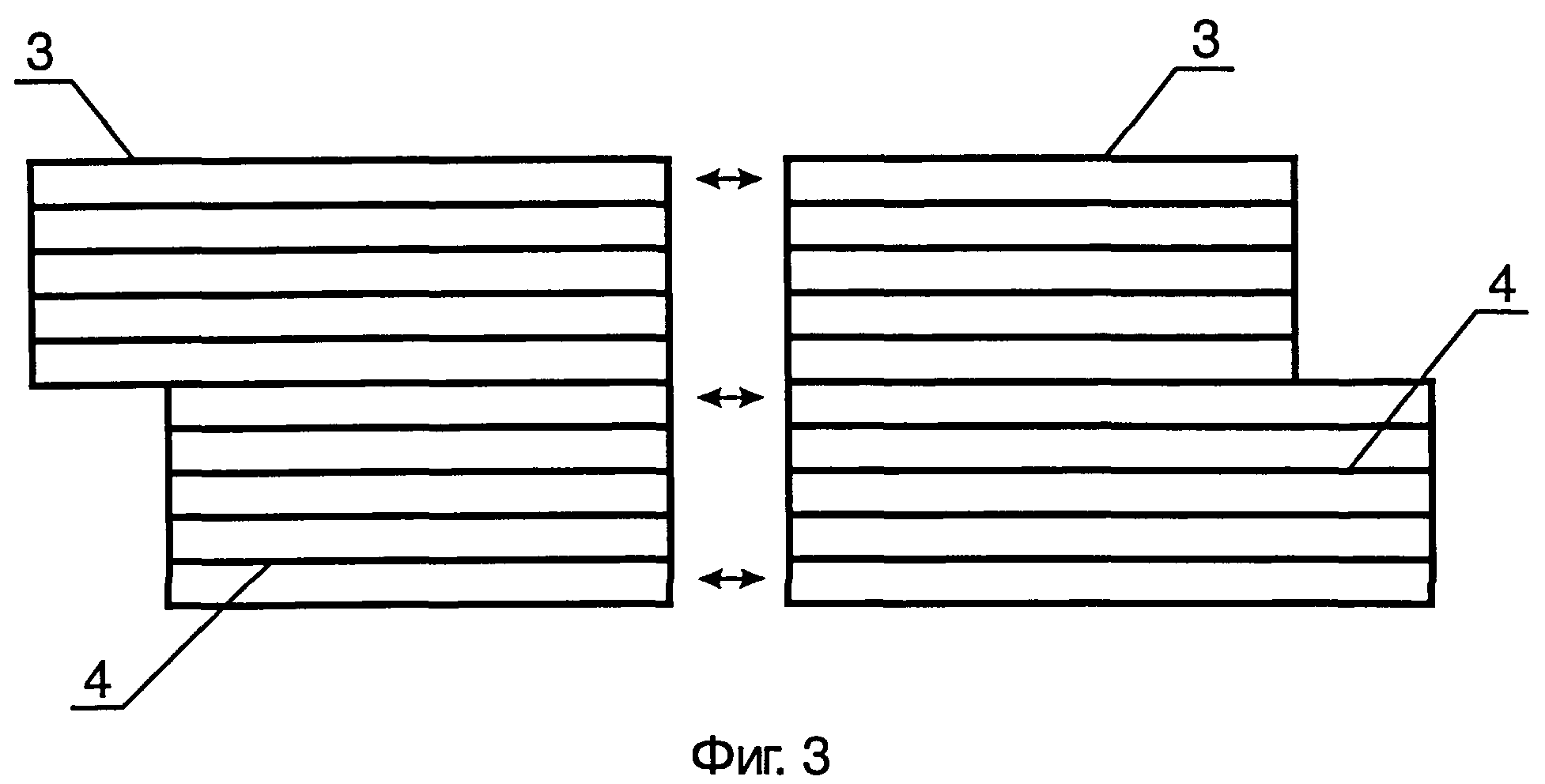
На фигуре 3 показан этап стыковки печатных плат заявленного способа.
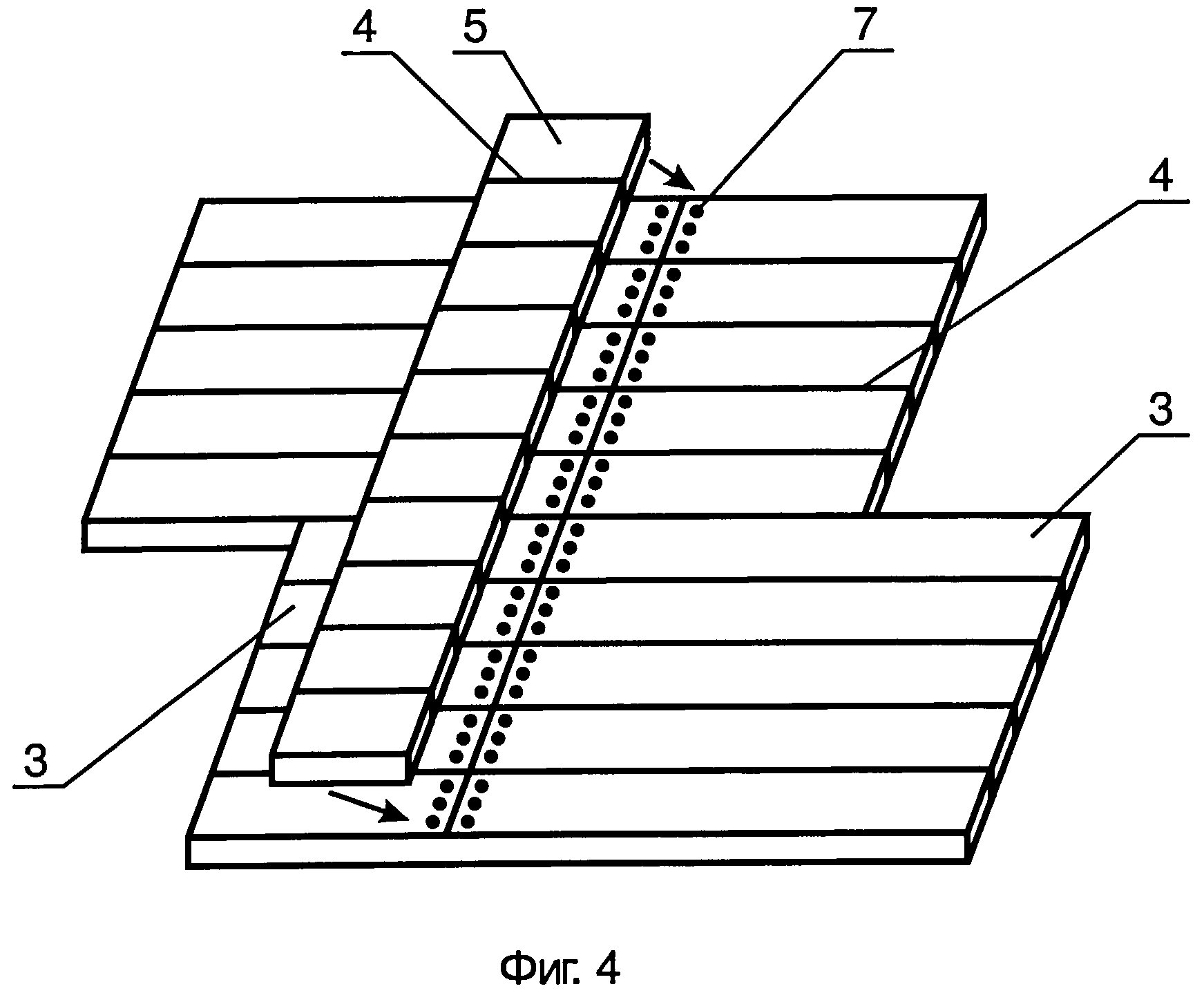
На фигуре 4 показан этап размещения перемычек заявленного способа.
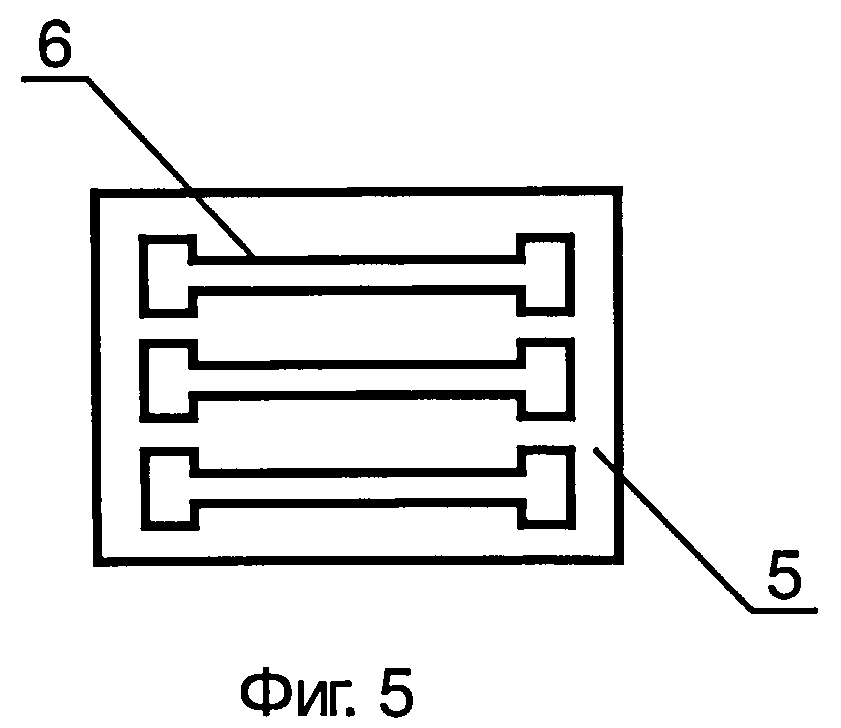
На фигуре 5 показана перемычка, вид снизу.
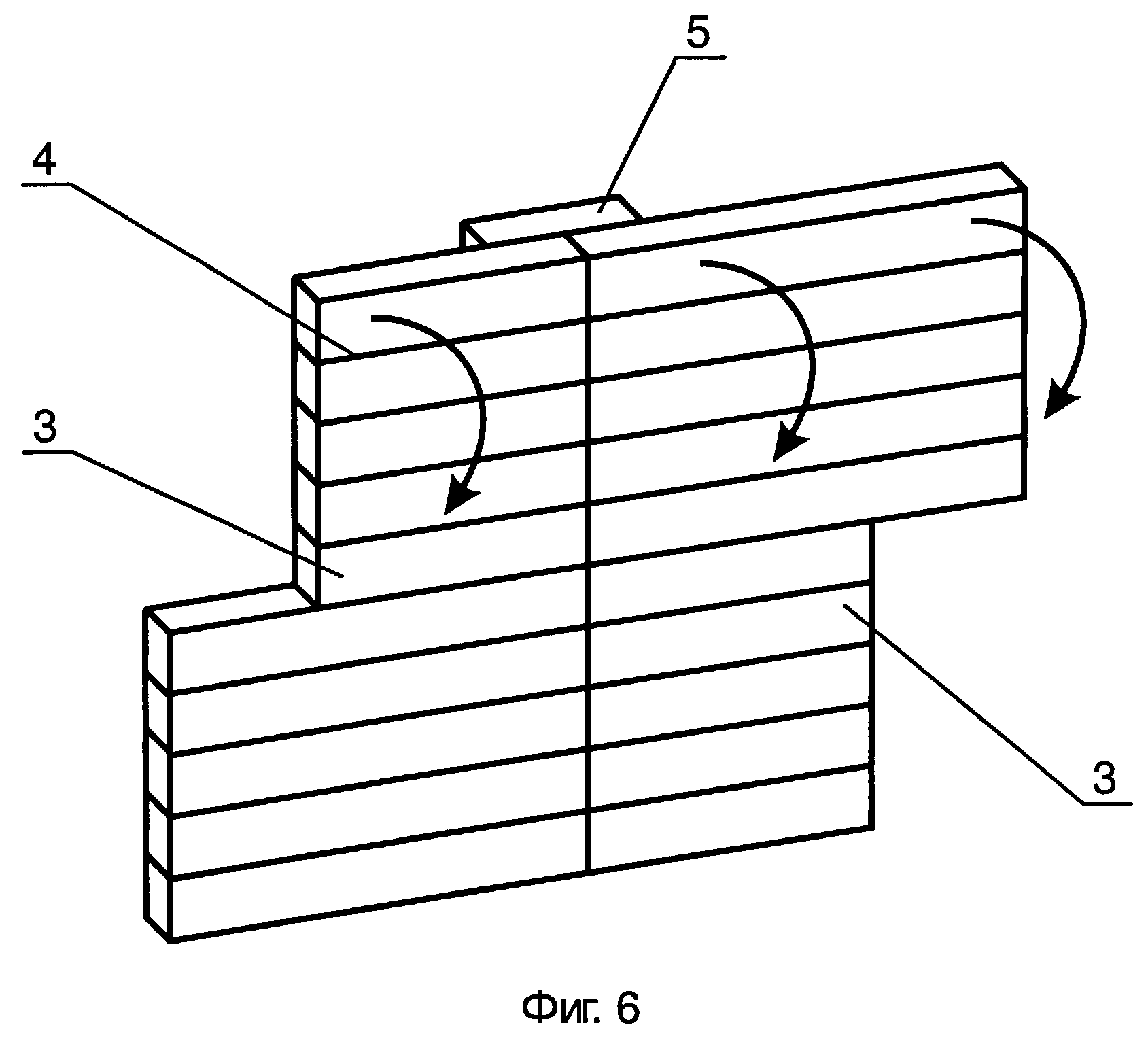
На фигуре 6 показан этап разделения полученного изделия на составные печатные платы, вид снизу.
Осуществления изобретения.
В способе изготовления составной печатной платы предварительно изготавливают унифицированные блоки печатных плат (3) (фиг.1, 2). Каждый блок (3) содержит печатные платы первого (1) и второго типа (2). Печатные платы первого (1) и второго (2) типа предпочтительно выполнены одной ширины. В каждом блоке (3) количество печатных плат первого типа (1) равно количеству печатных плат второго типа (2). Печатные платы (1, 2) в блоке могут быть сгруппированы по типам печатных плат (фиг.1), или чередоваться между собой (фиг.2). На стыках печатных плат в каждом блоке (3) выполнены линии разлома (4). Унифицированные блоки печатных плат (3) после изготовления отправляются на станок для монтажа радиоэлектронных компонентов, преимущественно светодиодов. Изготовление печатных плат унифицированными блоками (3) позволяет сократить количество операций:
- при производстве печатных плат (изготавливается один блок (3) по одному шаблону вместо изготовления двух плат по двум шаблонам);
- при монтаже радиоэлектронных компонентов (монтаж блока (3) производится в одном цикле вместо монтажа двух плат в двух циклах). Станки программируются один раз на весь рабочий цикл.
После изготовления и монтажа унифицированных блоков печатных плат (3) их соединяют между собой попарно (фиг 3). Причем сначала один блок пары разворачивают на 180 градусов относительно второго блока пары (3), и стыкуют эти два блока (3) торцами. При этом каждую печатную плату первого типа (1) одного блока пары стыкуют с печатной платой второго типа (2) другого блока пары. После чего на линию стыка по всей длине накладывают перемычки (5) (фиг.4), которые затем закрепляют к печатным платам первого и второго блоков (3) пары. Каждая перемычка (5) предпочтительно имеет вид печатной платы третьего типа (фиг.5) и представляет собой жесткое изоляционное основание, преимущественно из текстолита, на поверхности которого выполнены электрические проводники (6). Перемычки (5) предпочтительно составлены в блок и разделены в нем линиями разлома (4). Расстояние между линиями разлома (4) в блоке перемычек (5) равно расстоянию между линиями разлома (4) в блоке печатных плат (3). При наложении блока перемычек (5) на блоки печатных плат (3) совмещают линии разлома (4) блока перемычек (5) с линиями разлома (4) блоков печатных плат (3) (фиг.4). При закреплении перемычек (5) к печатным платам первого (3) и второго блоков (3) пары электрические проводники (6) перемычек электрически соединяют с выходными контактными площадками (7) печатных плат этих блоков (3) пары припоем.
Блоки (3), фиксированные перемычками (5), представляют собой ряд скрепленных между собой составных печатных плат (фиг.6). Составную печатную плату из полученного изделия отделяют по линии разлома в сторону от перемычки.
Использование составной печатной платы заключается в установке ее в узлы радиоэлектронной аппаратуры или в корпусы светодиодных ламп.
Таким образом, из вышеизложенного следует, что в заявленном способе сборки модулей печатных плат заявленный технический результат: «снижение количества операции по изготовлению составных печатных плат» достигается за счет того, что в способе используют унифицированные блоки печатных плат (3), каждый из которых составлен из одинакового количества печатных плат первого (1) и второго типа (2), при этом блоки (3) соединяют между собой попарно (фиг.3), причем сначала один блок пары (3) разворачивают на 180 градусов относительно второго блока пары и стыкуют упомянутые блоки (3) торцами, при этом каждую печатную плату первого типа (1) одного блока (3) пары стыкуют с печатной платой второго типа (2) другого блока пары (3). Затем на линию стыка по всей длине накладывают перемычки (5) (фиг.4), которые затем закрепляют к печатным платам первого (3) и второго блоков пары (3), после чего полученное изделие разделяют на составные печатные платы (фиг.6).
Промышленная применимость.
Автором изобретения проведены испытания заявленного способа, которые подтвердили достижение технического результата.
Заявляемый способ изготовления составной печатной платы реализован с использованием промышленно выпускаемых устройств и материалов, может быть осуществлен на любом предприятии радиоэлектронной промышленности и найдет широкое применение в электротехнике и радиотехнике, а именно при производстве и сборке светодиодных ламп.
Способ мембранного газоразделения и установка для его осуществления
Способ мембранного газоразделения и установка для его осуществления
Уплотнительное устройство сальника штока
Азотная компрессорная станция (варианты)
Уплотнительный элемент сальника штока
Способ изготовления светодиодной лампы
Корпус клапанов

