Результат интеллектуальной деятельности: СПОСОБ ПРОИЗВОДСТВА ЦИЛИНДРИЧЕСКИХ ПОКОВОК ИЗ СКОМПАКТИРОВАННЫХ СПЕЧЕННЫХ ЗАГОТОВОК МЕТАЛЛИЧЕСКИХ ПОРОШКОВ
Вид РИД
Изобретение
Область техники
Изобретение относится к области порошковой металлургии и может быть использовано для производства цилиндрических поковок заданной плотности из скомпактированных спеченных заготовок металлических порошков.
Уровень техники
Известен способ горячей штамповки поковок, который включает нагрев исходной заготовки, штамповку в закрытом штампе осадкой в торец, извлечение поковки из штампа и охлаждение [Ковка и штамповка: Справочник. В 4-х т. - М.: Машиностроение, 1986. - Т.2. Горячая объемная штамповка / Под ред. Е.И. Семенова, 1986. - С.171].
Известен также принятый заявителем за наиболее близкий аналог способ горячей штамповки цилиндрических поковок, включающий нагрев исходной цилиндрической заготовки, штамповку в закрытом штампе осадкой в торец, извлечение поковки из штампа с использованием выталкивателя и охлаждение [Охрименко Я.М. Технология кузнечно-штамповочного производства. - Изд. 2-е. - М.: Машиностроение, 1976. - С.261-262, 279-280].
Недостаток известных способов заключаются в следующем.
Размеры исходной монолитной заготовки определяются из условия постоянства объема. Однако данное условие неприменимо при использовании пористой порошковой заготовки, так как не обеспечивает производство поковки с требуемой плотностью.
Указанный недостаток не позволяет определять деформационные условия штамповки, гарантирующие получение поковки с заданной плотностью, что не обеспечивают необходимую конструктивную прочность детали, изготавливаемой из такой поковки.
Описание изобретения
Техническая задача данного изобретения - получение цилиндрических поковок с использованием скомпактированных спеченных цилиндрических заготовок из металлических порошков с заданной плотностью.
Технический результат изобретения достигается предварительным определением необходимых парных значений высотной и радиальной относительных деформаций цилиндрической заготовки при штамповке в закрытом штампе осадкой в торец.
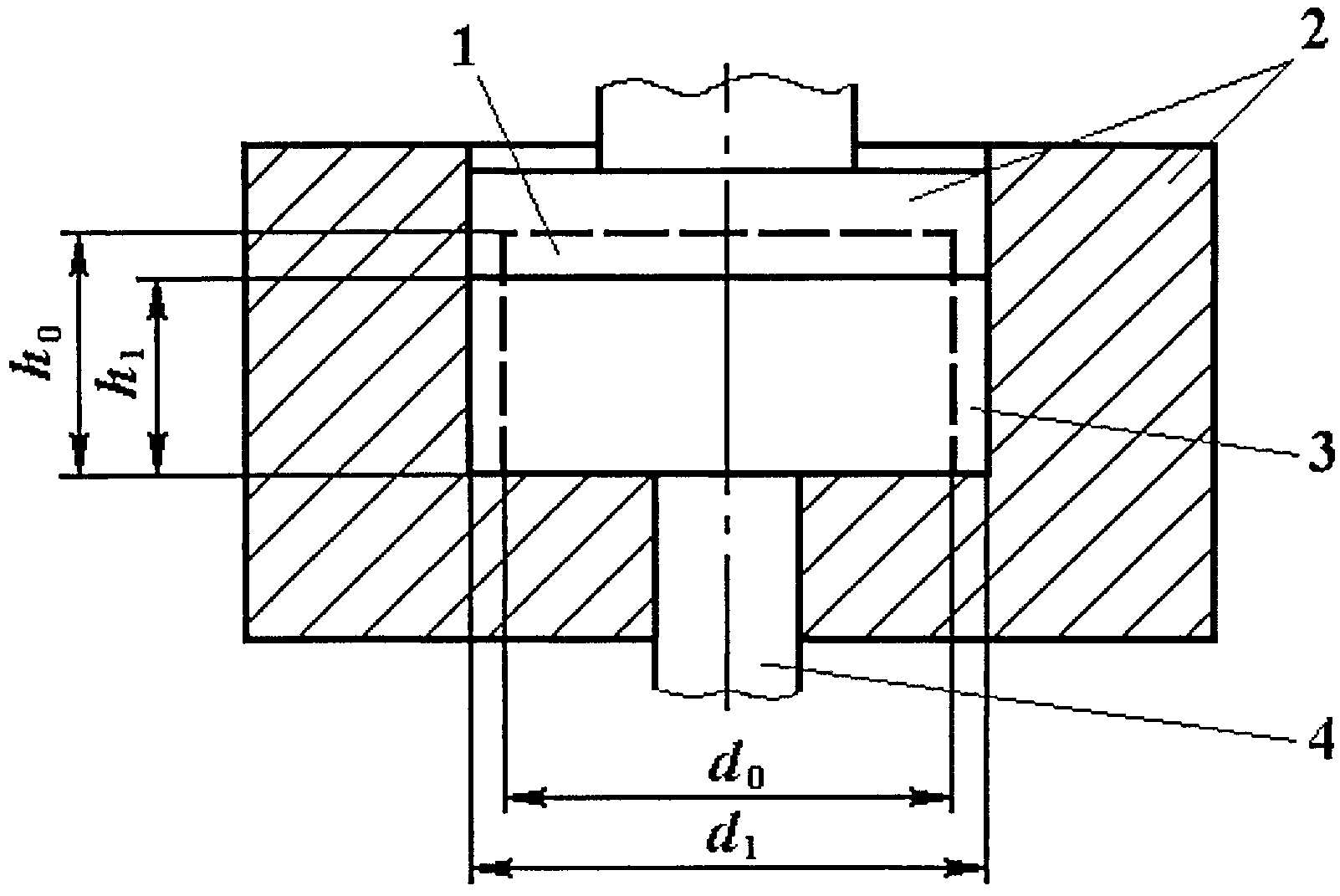
На чертеже изображена схема производства поковок, где 1 - исходная заготовка, 2 - штамп, 3 - поковка, 4 - выталкиватель.
Отличительные признаки
Способ отличается от известного тем, что для процесса пластического деформирования композиционных спеченных порошковых материалов в закрытом штампе используется условие сохранения постоянства массы:
Vi·ρi=const,
где Vi - объем заготовки или поковки; 
 - относительная плотность заготовки или поковки;
- относительная плотность заготовки или поковки; - плотность заготовки или поковки;
- плотность заготовки или поковки;  - плотность металла, из которого изготовлен порошок.
- плотность металла, из которого изготовлен порошок.
Способ работает следующим образом.
Нагретую исходную цилиндрическую заготовку 1 штампуют в закрытом штампе 2 осадкой в торец. При этом деформационное условие процесса штамповки определяется по выражению:
 ,
,
где  - относительное торцевое обжатие заготовки,
- относительное торцевое обжатие заготовки,
h0, h1 - высота исходной заготовки и поковки соответственно;
 - относительная радиальная деформация заготовки,
- относительная радиальная деформация заготовки,
d0, d1 диаметр исходной заготовки и поковки соответственно;
ρ0=
 - относительная плотность заготовки,
- относительная плотность заготовки,
γ0 - плотность заготовки;
ρ1=
 - относительная плотность поковки,
- относительная плотность поковки,
γ1 - плотность поковки.
Из данного условия определяются размеры получаемой поковки: высота h1=(1-ε)·h0 и диаметр d1=(1+εr)·d.
Затем поковку 3 с использованием выталкивателя 4 извлекают из штампа 2 и охлаждают.
Данный способ производства обеспечивает получение цилиндрических поковок с заданной плотностью, гарантирующей необходимый комплекс физико-механических свойств изготавливаемых из них деталей.
Способ может быть реализован на промышленном агрегате, например гидравлическом прессе, укомплектованном нагревательной печью и закрытым штампом с выталкивателем.
Пример реализации.
Исходные цилиндрические заготовки высотой h0=13,9 мм, диаметром d0=38,1 мм и объемом
 , полученные компактированием и спеканием из медного порошка ПМС-1, имели массу m=117,5 г и плотность
, полученные компактированием и спеканием из медного порошка ПМС-1, имели массу m=117,5 г и плотность . При известной плотности меди γm=8,96г/см3 относительная плотность заготовки составила
. При известной плотности меди γm=8,96г/см3 относительная плотность заготовки составила  .
.
Для получения цилиндрической поковки диаметром d1,=42,5 мм посредством штамповки в закрытом штампе осадкой в торец с заданной относительной плотностью ρ1=0,900 радиальная относительная деформация будет  . Тогда деформационному условию удовлетворяет значение относительного обжатия ε=0,260:
. Тогда деформационному условию удовлетворяет значение относительного обжатия ε=0,260:
 .
.
Штамповку с ограничением высотных и диаметральных размеров поковок в закрытом штампе производили на универсальной гидравлической испытательной машине РМ-20 при скорости деформирования 3 мм/с. Получили десять цилиндрических поковок высотой h1=10,3 мм и диаметром d1=42,5 мм. Средняя плотность поковок составила γ1=7,9744г/см3 и ее относительная величина ρ1=0,89 (с отличием от заданной величины на 1,1%).
За счет соблюдения деформационного условия штамповки в закрытом штампе из скомпактированных спеченных цилиндрических заготовок металлических порошков производятся цилиндрические поковки с заданной плотностью, что гарантирует получение из них деталей с необходимым комплексом физико-механических свойств.
Способ производства цилиндрических поковок из скомпактированных спеченных заготовок из металлических порошков, включающий нагрев исходной цилиндрической заготовки, ее штамповку в закрытом штампе осадкой в торец, извлечение полученной поковки из штампа с использованием выталкивателя и охлаждение, отличающийся тем, что штамповку осуществляют с соблюдением следующего соотношения: ,где - относительное обжатие заготовки, h h - высота исходной заготовки и поковки соответственно; - относительная радиальная деформация заготовки, d, d - диаметр исходной заготовки и поковки соответственно; - относительная плотность заготовки, γ, γ - плотность заготовки и металла порошка соответственно; - относительная плотность поковки, γ - плотность поковки.

3/4-непрерывный широкополосный стан с бесконечной горячей прокаткой тонких полос низкоуглеродистой стали
Способ прокатки металлических полос
Способ получения композиционного материала из металлических порошков с заданным физико-механическим свойством
Способ прокатки металлических полос
Способ производства металлических ромбических профилей
Способ горячей прокатки толстых листов из медных сплавов
Способ прокатки полос в вертикальных валках полосового стана
Листопрокатная клеть дуппель-кварто
3/4-непрерывный широкополосный стан с бесконечной горячей прокаткой тонких полос низкоуглеродистой стали
Способ прокатки металлических полос
Способ прокатки металлических полос
Способ производства металлических ромбических профилей
Способ горячей прокатки толстых листов из медных сплавов
Способ прокатки полос в вертикальных валках полосового стана
Листопрокатная клеть дуппель-кварто

