Результат интеллектуальной деятельности: СПОСОБ ИОННОЙ ИМПЛАНТАЦИИ ПОВЕРХНОСТЕЙ ДЕТАЛЕЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ
Вид РИД
Изобретение
Предлагаемое изобретение относится к области ионно-лучевой вакуумной обработки материалов и может быть использовано в машиностроении для повышения эксплуатационных свойств деталей машин и механизмов.
Известен способ (заявка Франции 2476143, кл. С23С 14/48) ионно-лучевой обработки изделий, заключающийся в том, что в камеру, где располагаются изделия, напускают газ. Газ ионизируют и используют для обработки изделий. Ионы газа ускоряются за счет приложения переменной разности потенциала между изделиями и камерой. Технические возможности данного способа по созданию необходимой структуры и элементного состава в приповерхностном слое изделий ограничены тем, что при такой обработке в изделие имплантируют только ионы напускаемого газа. Создаваемые приповерхностные слои имеют сильные ограничения по значениям микротвердости из-за больших возникающих градиентов свойств между упрочненными слоями и матрицей. Следствием является возникновение высоких внутренних напряжений в приповерхностных слоях, приводящее к разрушению материала даже при слабых нагрузках.
Известен способ ионной имплантации, при котором поверхность обрабатываемой детали подвергается воздействию пучка ионов меди с дозой (1-5)·1017 ион/см2 (Овчинников В.В., Козлов Д.А., Якутина С.В. Исследование свойств поверхности стали 30ХГСН2А после имплантации ионами меди. / Машиностроение и инженерное образование. 2009. №2. С.7-13).
Недостатком данного способа является ограниченное увеличение коррозионной стойкости обработанной поверхности деталей. Увеличение дозы имплантирования ионов меди не приводит к росту коррозионной стойкости имплантированной поверхности.
Наиболее близким по технической сущности к заявляемому способу ионной имплантации является способ, при котором поверхность обрабатываемой детали подвергается воздействию пучка ионов меди и свинца с дозой (1-5)·1017 ион/см2, который получают за счет использования в качестве материала катода имплантера монотектического сплава меди с 36% свинца (Овчинников В.В., Якутина С.В., Козлов Д.А., Немов А.С. Свойства и состав поверхности стали 30ХГСН2А в зависимости от дозы облучения ионами меди и свинца. // Известия МГИУ. 2010. №3. С.15-20). Применение монотектического сплава меди со свинцом позволяет значительно повысить глубину проникновения имплантируемых ионов, что способствует росту усталостных свойств стали.
Существенным недостатком прототипа является повышение коэффициента трения скольжения при введении ионов свинца в поверхностный слой стали. Кроме того, детали отличаются невысокой коррозионной стойкостью в условиях трения с приложением внешней нагрузки к трущимся деталям и в условиях коррозионной среды, например морского климата.
Заявляемый способ ионной имплантации поверхностей деталей из конструкционной стали обеспечивает повышение коррозионной стойкости деталей из конструкционной стали в условиях трения с приложением внешней нагрузки к трущимся деталям и в условиях коррозионной среды.
Технический результат, на достижение которого направлен заявляемый способ, обеспечивается тем, что имплантацию осуществляют при использовании в качестве катода из монотектического сплава меди с 36% свинца, в который контактным легированием вводят 5-11% алюминия, причем дозу имплантации задают в пределах (4,5-6,5)·1017 ион/см2.
Подробнее сущность заявляемого способа поясняется чертежами:
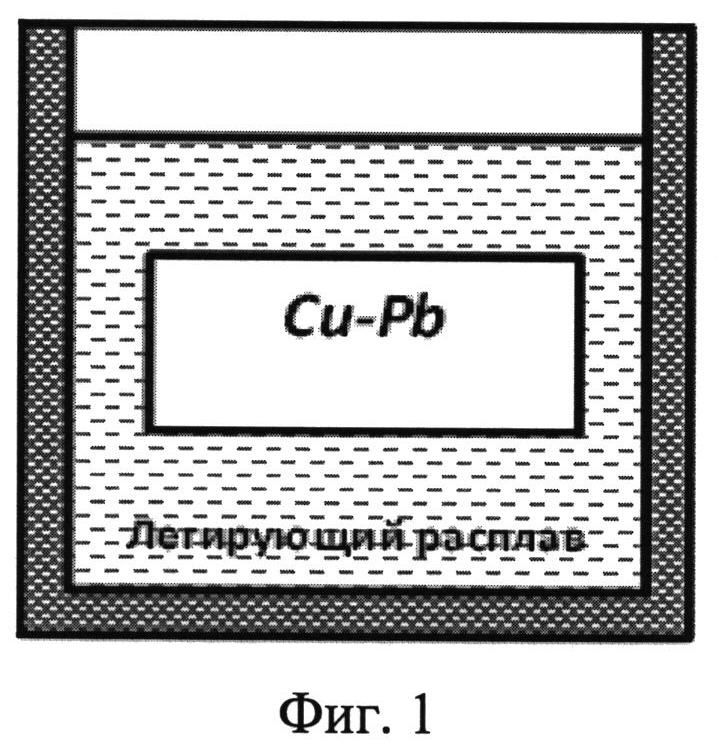
- на фиг.1 представлена схема процесса контактного легирования монотектического сплава меди со свинцом алюминием;
- на фиг.2 показана микроструктура сплава медь-свинец-алюминий, полученного методом контактного легирования (×100);
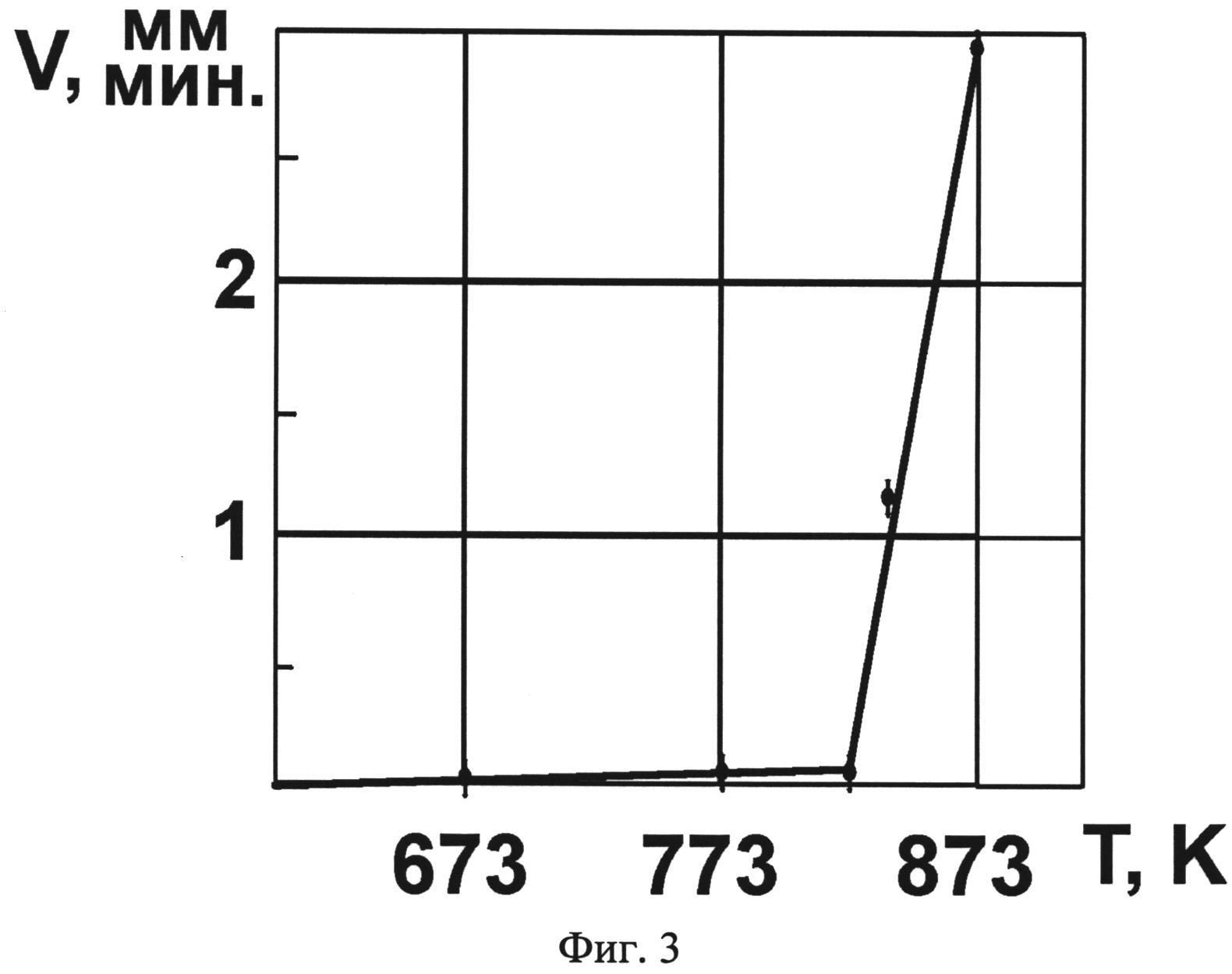
- на фиг.3 приведена температурная зависимость скорости контактного легирования медно-свинцовой монотектики алюминием;
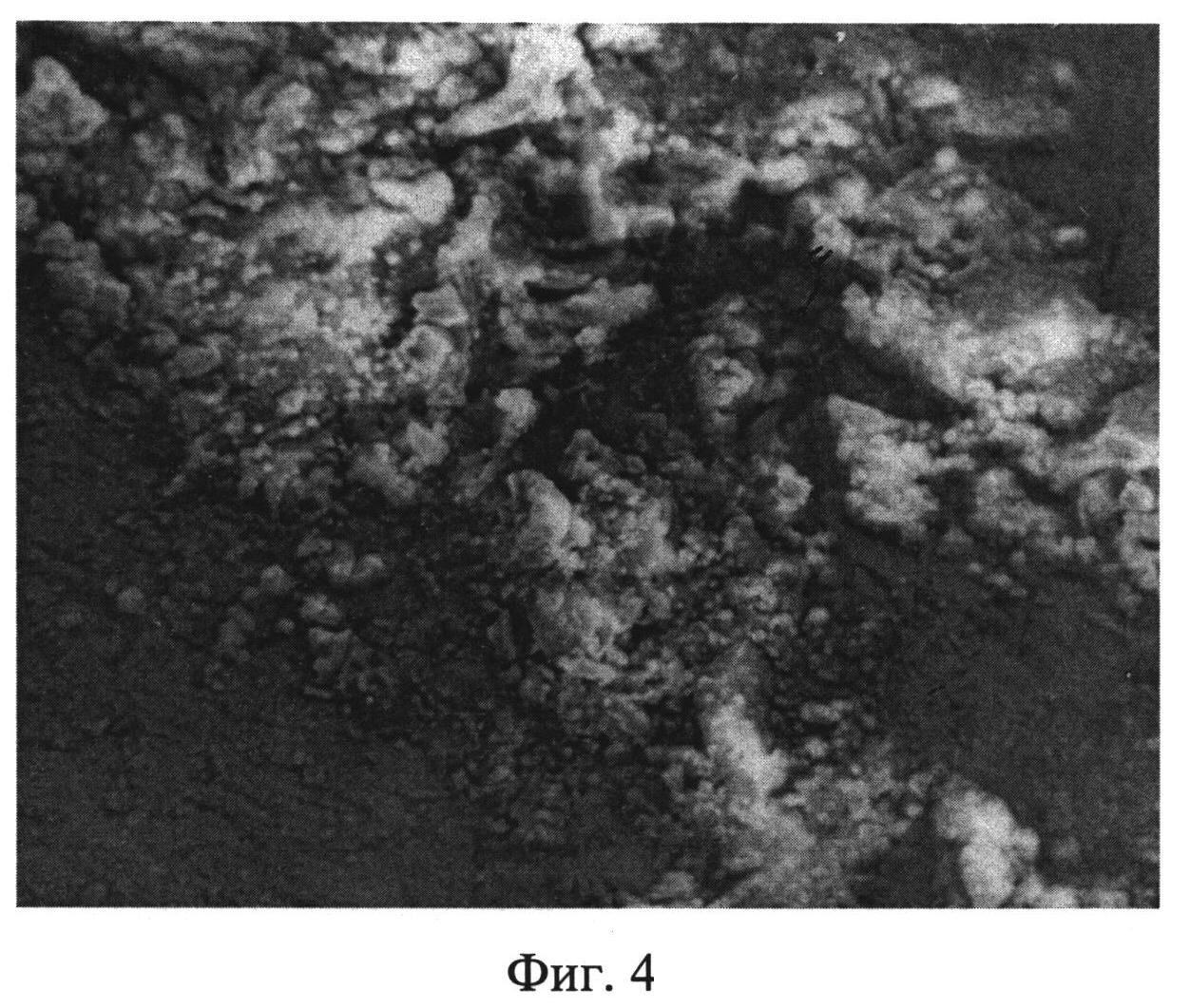
- на фиг.4 - язва коррозионного поражения на поверхности образца после выдержки в камере соляного тумана.
Выполнение совместной имплантации ионами с большой массой (свинец) в сочетании с ионами (медь), близкими по массе к основе мишени (железо), позволяет создавать большое количество радиационных дефектов, по которым ионы меди проникают вглубь мишени. С помощью метода вторичной масс-спектрометрии установлено, что при одновременной имплантации ионов меди и свинца при дозе 1,5·1017 ион/см2 глубина проникновения ионов меди в обрабатываемую сталь в 4 раза превышает глубину проникновения ионов меди при облучении ими стали при одинаковой дозе.
Максимальное значение глубины проникновения ионов в матрицу (стали 30ХГСН2А) достигается при использовании в качестве материала катода имплантера монотектического сплава меди со свинцом с содержанием свинца 36%. Особенностью монотектического сплава меди со свинцом является то, что компоненты сплава являются несмешивающимися. Относительная простота получения сплавов меди со свинцом в наиболее практически важном интервале концентраций объясняется особенностями диаграммы равновесия этой системы: невысоким куполом расслоения в жидком состоянии и значительным содержанием свинца в монотектической точке.
Для введения алюминия в монотектический сплав использовался метод контактного легирования. Для получения монотектического сплава меди со свинцом, легированного алюминием, образец сплава помещают в расплав алюминия при температуре 873°К и выдерживают в расплаве 5-7 минут (фиг.1). За счет изменения времени выдержки регулируют количество алюминия, поступающего в монотектический сплав меди со свинцом.
В ходе миграции алюминия в объем монотектического сплава образуются уникальные структуры, получение которых методами сплавления или спекания принципиально невозможно. На фиг.2 показан типичный фрагмент микроструктуры сплава медь-свинец-алюминий, полученного контактным легированием литой медно-свинцовой монотектики из расплава алюминия при температуре 548°С.
Основной особенностью рассматриваемой микроструктуры является концентрическое расположение свинца, алюминия и меди, фактически не взаимодействующих друг с другом при данной температуре и выступающих в виде чистых элементов с присущими им индивидуальными свойствами. На фиг.3 приведена температурная зависимость скорости контактного легирования медно-свинцовой монотектики алюминием. Контактное легирование монотектики алюминием проводили в интервале 548-600°С (548°С - температура эвтектического превращения в системе Al-Cu), скорость миграции алюминия при этом достигла 3 мм/мин.
Из полученного сплава был изготовлен катод имплантера, который был использован для имплантирования образцов из стали 30ХГСН2А. Для сравнения проводилась имплантация образцов монотектическим сплавом меди со свинцом.
Исследования содержания алюминия в монотектическом сплаве, подвергнутого контактному легированию, показали, что оно зависит от условий легирования - температуры и времени выдержки. Установлено, что контактное легирование позволяет обеспечить максимальное насыщение монотектического сплава алюминием до концентрации 13%. При этом концентрация свинца остается неизменной, а концентрация меди снижается.
Проведение имплантации поверхностей деталей из 30ХГСН2А монотектическим сплавом меди и свинца, содержащим в своем составе менее 5% алюминия, не приводит к увеличению коррозионной стойкости по сравнению с деталями, облученными монотектическим сплавом.
При использовании в качестве материала катода имплантера монотектического сплава меди со свинцом, содержащим более 11% алюминия, не наблюдается увеличения коррозионной стойкости имплантированных деталей по сравнению с меньшими его концентрациями.
Поэтому оптимальным следует признать содержание алюминия в монотектическом сплаве меди со свинцом в диапазоне 5-11%.
При дозе имплантации менее 4,5·1017 ион/см2 не отмечается существенного увеличения коррозионной стойкости имплантированной стали 30ХГСН2А. Дислокационная картина имеет хаотический характер со слабо выраженным формированием дислокационных жгутов.
Увеличение дозы имплантирования свыше 6,5·1017 ион/см2 существенно не сказывается на коррозионной стойкости поверхностного слоя детали из стали 30ХГСН2А при значительном увеличении времени обработки стали. При этом дислокационная структура имплантированного слоя представляет собой субграницу, сформировавшуюся за счет слияния отдельных дислокационных фрагментов.
Использование имплантирования ионами монотектического сплава меди со свинцом, дополнительно легированным 5-11% алюминия, при дозе имплантирования (4,5-6,5)·1017 ион/см2 позволяет обеспечить устойчивое повышение коррозионной стойкости поверхностного слоя стали 30ХГСН2А.
Предлагаемый способ осуществляют следующим образом. Вакуумную камеру, в которой расположен источник ионов, откачивают до давления 1·10-3 Па. Производят ионную очистку изделия с помощью ионного источника. При этом энергия ионов не превышает 10-15 кэВ. Затем повышают энергию ионов до 40 кэВ, одновременно имплантируют ионы меди, свинца и алюминия с дозой (4,5-6,5)-1017 ион/см2, осуществляя формирование поверхностного слоя.
Испытания на стойкость против общей коррозии выполнялись в соответствии с ГОСТ Р52763-2007. Условия испытаний и состав раствора выбираются по ГОСТ Р51201-2007.
Испытания имплантированных и контрольных образцов проводились в нейтральном соляном тумане. Для приготовления испытательного раствора применялась дистиллированная вода и хлористый натрий.
Исследование проводилось на образцах толщиной 1 мм и размером 50×80 мм, которые перед испытаниями взвешивались с точностью до 1 мг. На одну из сторон образца наклеивалась защитная пленка для предотвращения коррозии.
После испытаний, которые длятся 96 часов, защитную пленку удаляли. Продукты коррозии с поверхности образцов удаляли путем погружения образца в раствор соляной кислоты с плотностью 1,18 г/мл с добавлением 3,5 г гексаметилтрамина до 1 л. Затем образцы промывали в воде и подвергали сушке. После этого методом взвешивания определяли потерю массы образца в расчете на 1 м2 поверхности.
Скорость коррозии по данному методу определяют по скорости убыли массы образца (ГОСТ 9.908-85).
Основные результаты исследований коррозионных свойств имплантированных образцов представлены в таблице.
Имплантация монотектического сплава меди со свинцом, дополнительно легированного алюминием, в сталь позволяет существенно снизить скорость коррозии и заметно повысить коррозионную стойкость (таблица) образцов стали 30ХГСН2А после имплантации.
Испытания также показали, что для всех образцов характерен одинаковый механизм развития коррозии, который начинается с отдельных коррозионных поражений (фиг.4), которые затем распространяются на всю поверхность испытуемого образца.
|
Таким образом, проведенные коррозионные испытания подтвердили, что имплантация стали 30ХГСН2А ионами монотектического сплава с дополнительным легированием алюминием повышает коррозионную стойкость образцов стали 30ХГСН2А при испытаниях в соленом тумане и растворе кислоты.
Способ ионной имплантации поверхностей деталей из конструкционной стали, включающий обработку поверхности деталей бомбардировкой потоком ионов меди и свинца при использовании катода имплантера из сплава меди со свинцом, отличающийся тем, что используют катод-имплантер, изготовленный из монотектического сплава меди с 36% свинца, в который контактным легированием введено 5-11% алюминия, а имплантацию осуществляют с дозой (4,5-6,5)·10 ион/см.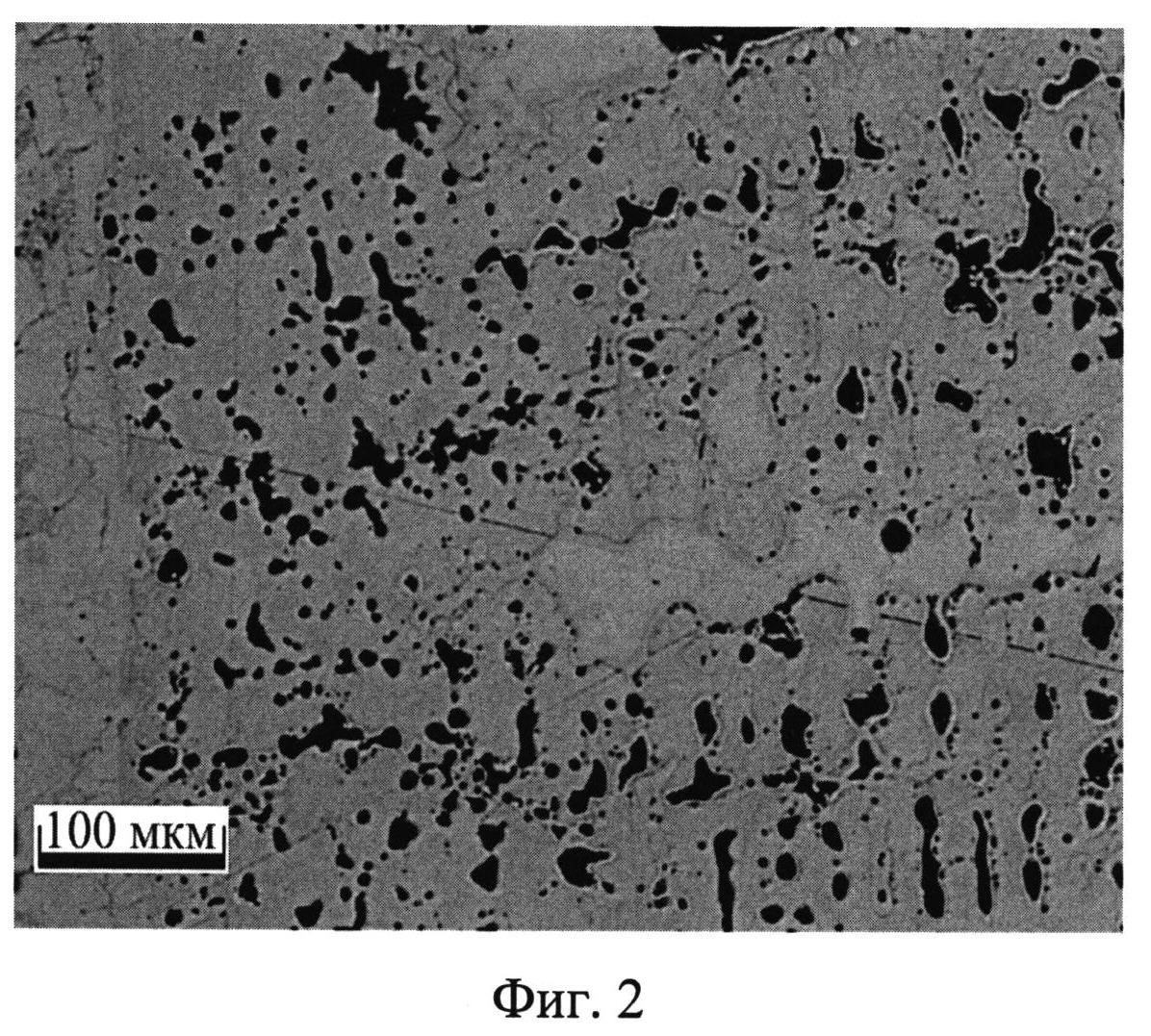
Способ улучшения уравновешенности поршневого дизельного двигателя внутреннего сгорания на режиме холостого хода при помощи дроссельной заслонки
Винтовой пресс
Сплав для абсорбции и десорбции водорода
Конструкция пятицилиндрового поршневого двигателя внутреннего сгорания (варианты)
Способ нанесения диффузионных покрытий
Способ ионной имплантации поверхностей деталей из конструкционной стали
Способ имплантации ионами азота поверхностей деталей из конструкционной стали
Способ ионной имплантации поверхностей детали из конструкционной стали
Способ улучшения уравновешенности поршневого дизельного двигателя внутреннего сгорания на режиме холостого хода при помощи дроссельной заслонки
Винтовой пресс
Сплав для абсорбции и десорбции водорода
Конструкция пятицилиндрового поршневого двигателя внутреннего сгорания (варианты)
Способ нанесения диффузионных покрытий
Способ ионной имплантации поверхностей деталей из конструкционной стали
Способ имплантации ионами азота поверхностей деталей из конструкционной стали
Способ ионной имплантации поверхностей детали из конструкционной стали
Сплав на основе алюминия для сварочной проволоки
Способ имплантации конструкционной стали ионами меди и свинца

