Результат интеллектуальной деятельности: СПОСОБ НЕРАЗЪЕМНОГО СОЕДИНЕНИЯ ПЛОСКИХ ДЕТАЛЕЙ
Вид РИД
Изобретение
Изобретение относится к машиностроению и может использоваться при изготовлении сборочных единиц из двух или более плоских деталей любой толщины, сочетании материалов, воспринимающих усилия плоского сдвига, а также крутящего момента.
Известны способы соединения плоских деталей сваркой и клепкой.
Недостатками соединений, выполненных с помощью сварки, являются ограничения по видам соединяемых материалов и большая трудоемкость выполненных сварочных швов больших размеров, что требует трудоемких операций разделки кромок и многократного проложения сварочных швов с предварительной и последующей термообработкой для обеспечения качества соединения и снятия напряжения в зоне шва.
Недостатком заклепочных соединений является высокая трудоемкость прошивки или сверления отверстий в сопрягаемых деталях, а также самих операций клепки. Сложным является процесс соединения клепкой деталей большой толщины.
Известен способ неподвижного соединения деталей, заключающийся в том, что на сопрягаемые поверхности одной из соединяемых деталей устанавливаются стержневые элементы, ориентированные вдоль оси соединяемых деталей. Сборка осуществляется запрессовкой, в процессе которой происходит внедрение стержневых элементов в тела соединяемых деталей (патент РФ 2093334, кл. В23Р 11/02). Недостатком такого способа является невозможность соединения плоских деталей, большая трудоемкость и низкое качество сборки.
Наиболее близким является способ сборки деталей, осуществляющийся путем установки с зазором одной детали в отверстие другой с последующим нагревом охватываемой детали до компенсации зазора между деталями. В зоне контакта сопрягаемых деталей выполняют цилиндрические отверстия с установкой в них упругих фиксирующих элементов (авт. св. СССР 353808 от 09.10.1972, кл. B23P 11/00).
Недостатком такого способа является невозможность соединения плоских деталей, а также высокая трудоемкость сборочных операций и низкое качество сборки.
Задачей предлагаемого изобретения является снижение трудоемкости и создание надежного соединения плоских деталей, воспринимающих сложные виды знакопеременных нагрузок.
Поставленная задача реализуется благодаря тому, что в предлагаемом способе неразъемного соединения плоских деталей, включающем выполнение отверстий в сопрягаемых деталях, предварительный нагрев и последующую сборку с зазором нагретых сопрягаемых деталей путем установки в отверстия фиксирующих элементов, в каждой из сопрягаемых деталей со стороны их сопрягаемых поверхностей выполняются пазы по форме «ласточкин хвост», образующих при соединении деталей отверстия X-образной формы поперечного сечения, в которые устанавливают фиксирующие элементы в виде стержней Х-образного профиля, причем нагрев обеих сопрягаемых деталей осуществляют до установки в них фиксирующих элементов.
В результате натяг в соединении обеспечивают в процессе остывания ранее нагретых сопрягаемых деталей.
Сущность изобретения поясняется чертежом.
На фиг.1 показана конфигурация пазов типа «ласточкин хвост» в сопрягаемых деталях - позиции 1, 2 и фиксирующий элемент «X-образного профиля» - позиция 3.
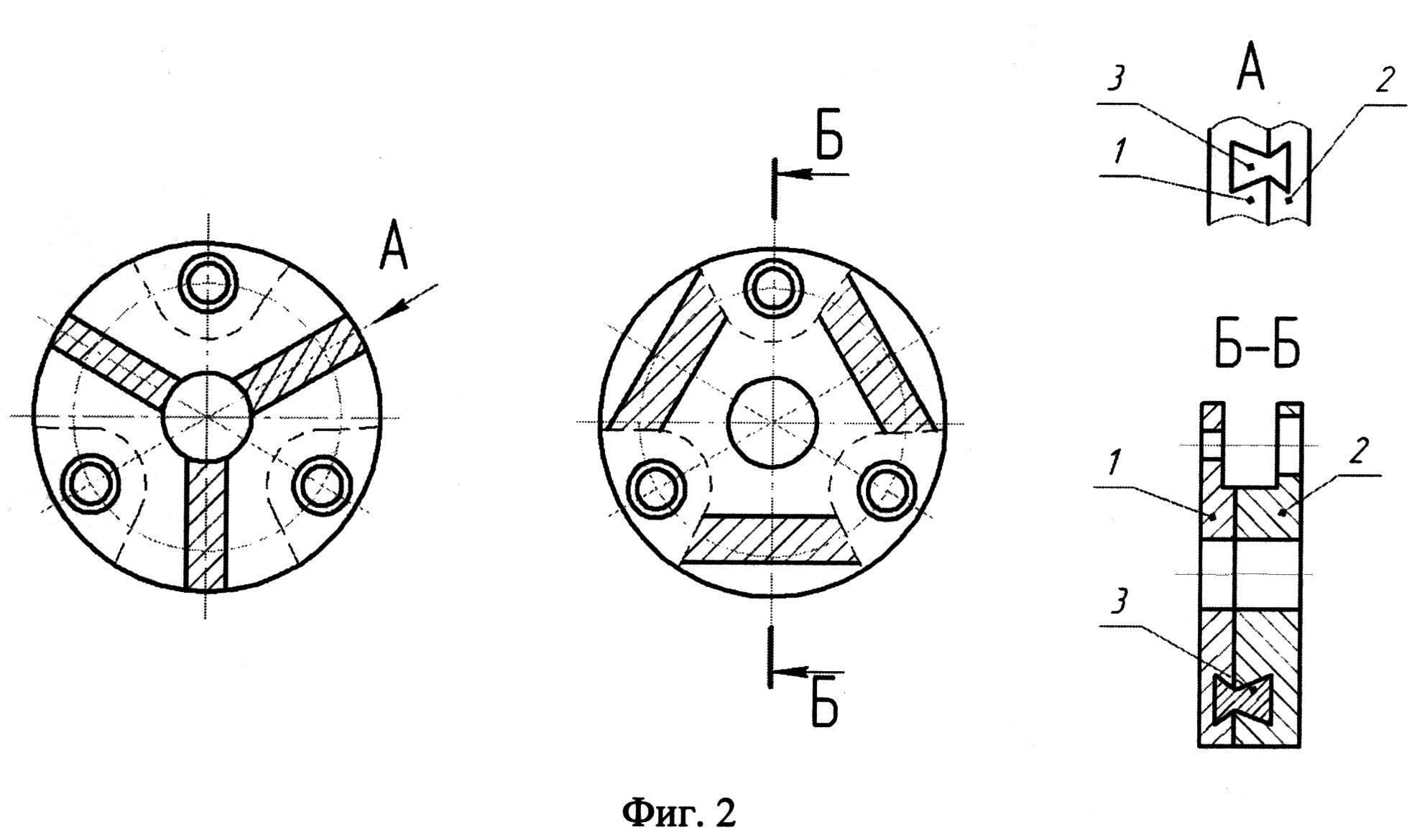
На фиг.2 показаны примеры установки фиксирующих элементов, где а) радиальная схема, б) схема по хордам.
Заявленный способ реализуется следующим образом. Подготавливают детали (поз.1 и 2, фиг.1) к сборке, то есть осуществляют выполнение пазов типа «ласточкин хвост» любым из приемлемых методов механической обработки. Изготавливают фиксирующие элементы - стержни «X-образного профиля» (поз.3, фиг.1).
Размеры пазов и фиксирующих стержней выполняют с учетом расчетной величины натяга и механических характеристик соединяемых материалов.
Сопрягаемые детали подвергают нагреву до необходимой температуры, обеспечивающей сборку с зазором, при этом фиксирующие стержни нагреву не подвергают. Температура нагрева определяется в соответствии с физическими свойствами материалов, из которых выполнены сопрягаемые детали.
Сборку осуществляют при установке базовой детали в приспособление, обеспечивающее доступ к пазам, установку второй сопрягаемой детали с последующим введением в пазы фиксирующих стержней.
Выборка зазоров в соединении осуществляется в процессе остывания, то есть создания натяга, что гарантирует плотное прилегание поверхностей сопрягаемых деталей с равномерным распределением нагрузки по большой площади.
Благодаря применению заявляемого способа не появляется большое количество концентраторов напряжений и снимаются ограничения по материалам сопрягаемых деталей.
В соответствии с сущностью изобретения была реализована сборка водил планетарных редукторов с установкой фиксирующих стержней радиально и по хордам (фиг.2). Материалы соединяемых деталей - конструкционная углеродистая сталь 45 ГОСТ 1050-88 и легированная сталь 40ХН3А ГОСТ 4543-71. Фиксирующие элементы выполнены из стали 40Х ГОСТ 4543-71.
Толщина соединяемых деталей 60 мм при диаметре 380 мм. После завершения усадки, то есть создания необходимой прочности, полученные сборочные единицы были успешно подвергнуты механической обработке.
Способ неразъемного соединения плоских деталей, включающий выполнение отверстий в сопрягаемых деталях, предварительный нагрев и последующую сборку с зазором нагретых сопрягаемых деталей путем установки в отверстия фиксирующих элементов, отличающийся тем, что в каждой из сопрягаемых деталей со стороны их сопрягаемых поверхностей выполняют пазы по форме «ласточкин хвост», образующие при соединении деталей отверстия с X-образной формой поперечного сечения, в которые устанавливают фиксирующие элементы в виде стержней Х-образного профиля, причем нагрев обеих сопрягаемых деталей осуществляют до установки в них фиксирующих элементов.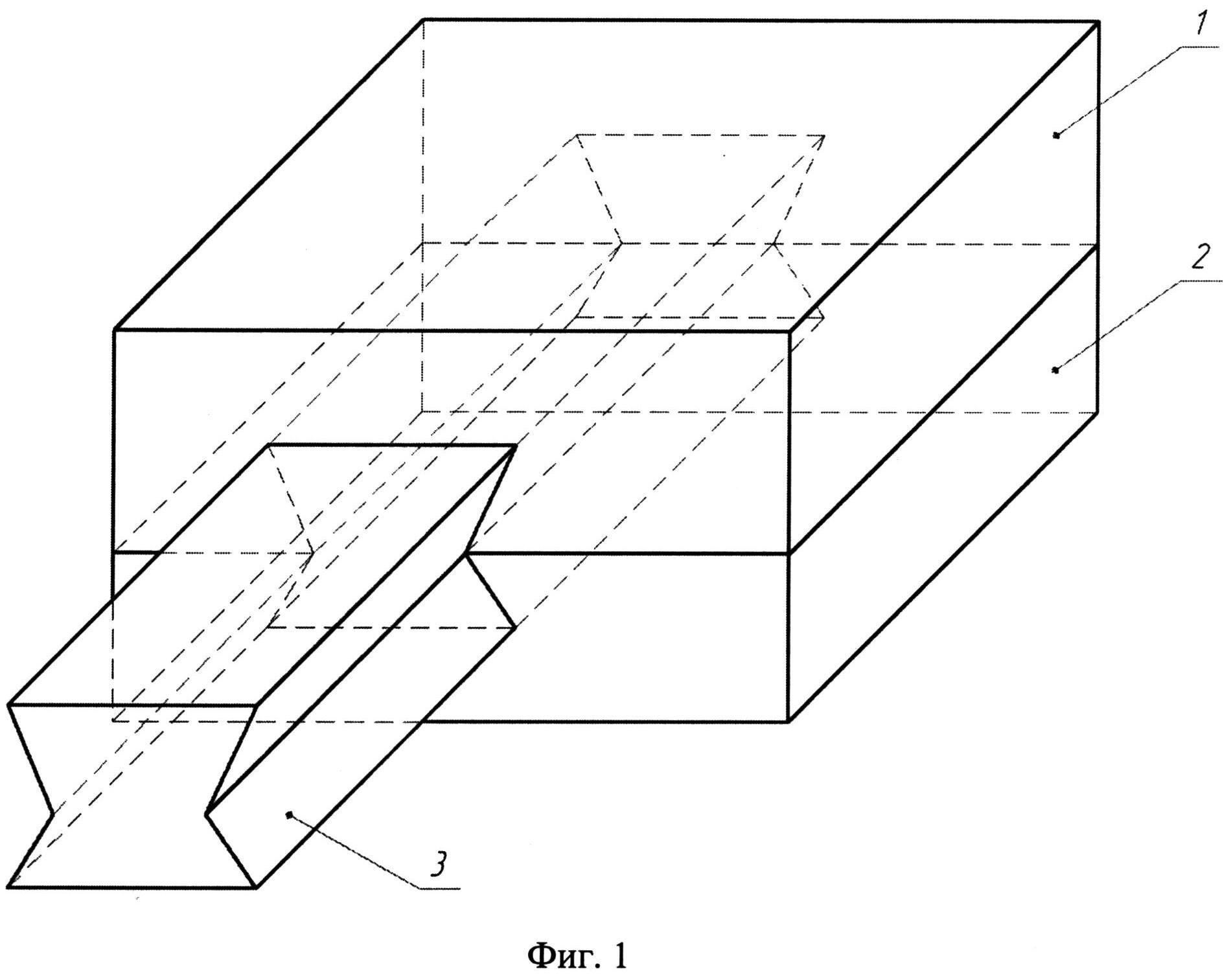
Система коррекции темных, светлых и средних тонов на цифровых изображениях

