Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОВИТКОВОЙ ЖЕСТКОЙ ШАБЛОННОЙ ПЕТЛЕВОЙ КАТУШКИ ДВУХСЛОЙНОЙ ОБМОТКИ СТАТОРА
Вид РИД
Изобретение
Изобретение относится к электромашиностроению, а именно к электрическим машинам переменного тока.
В практике электромашиностроения известно использование как многовитковых, так и одновитковых катушек обмотки статора машин переменного тока. Одновитковые катушки в основном применяются в тех случаях, когда требуется пропустить по витку большой ток. При этом одновитковая катушка должна иметь достаточно большое сечение, чтобы обмотка не перегревалась, и в то же время в ней не должны возникать большие добавочные потери. Поэтому одновитковые катушки изготавливаются из набора изолированных элементарных проводников относительно небольшого сечения.
В качестве примера можно привести использование одновитковых катушек в обмотке статора трехфазного генератора мощностью 1000 КВт на напряжение 400 В.
Способ изготовления одновитковой жесткой шаблонной петлевой катушки двухслойной обмотки, принятый за прототип, «Обмотки электрических машин». Изд. 7-е, перераб. и доп. Л. , «Энергия», 1976, стр.216, 219, 291, рис.4-2, включает нарезку из изолированного прямоугольного провода элементарных проводников катушки на медерезательном станке, придание набору проводников П-образной формы, растяжку набора проводников до формы петли на универсальном шаблоне, придание лобовым частям на рихтовочном шаблоне кривизны и формы, необходимой для укладки двухслойной обмотки в пазы сердечника, нанесение корпусной изоляции на станке, конструкция которого позволяет заизолировать разрезанную со стороны выводов катушку.
Недостатками известного технического решения являются:
- потребность в значительном количестве специализированного оборудования для изготовления катушки;
- значительная трудоемкость изготовления катушки;
- невозможность использования современного универсального оборудования, предназначенного для изготовления многовитковых петлевых катушек двухслойной обмотки статора.
Задачей предлагаемого технического решения является обеспечение возможности изготовления одновитковых жестких шаблонных петлевых катушек двухслойной обмотки статора на современном универсальном оборудовании для изготовления многовитковых жестких шаблонных петлевых катушек, снижение трудоемкости изготовления катушек.
Технический результат достигается тем, что одновитковую жесткую шаблонную петлевую катушку двухслойной обмотки статора, виток которой состоит из нескольких элементарных проводников, изолированных друг от друга, изготавливают на универсальном оборудовании, предназначенном для изготовления многовитковых жестких шаблонных петлевых катушек двухслойной обмотки статора, при этом заготовку катушки выполняют неразрезной с числом витков в катушке, равным количеству элементарных проводников в витке одновитковой катушки, катушке придают форму и размеры, соответствующие многовитковой катушке двухслойной обмотки с шагом по пазам, укороченным на один паз по сравнению с расчетным, вылет лобовой части со стороны выводов катушки выполняют соответствующим катушке с укороченным шагом, а со стороны, противоположной выводам, соответствующим катушке с расчетным шагом, корпусную изоляцию наносят до головки катушки со стороны выводов, на неизолированном участке проводники скрепляют самоклеящимся материалом, например скотчем, катушку разрезают по головке со стороны выводов, например, при помощи шлифовальной машинки с отрезным кругом, от места разреза элементарные проводники катушки очищают от витковой изоляции на длине, необходимой для выполнения соединения с соседними катушками обмотки, при укладке обмотки нижнюю пазовую часть катушки помещают в паз сердечника статора в соответствии со схемой обмотки, затем катушку растягивают в лобовой части на стороне противоположной выводам до соответствующего расчетному шагу паза, в который и укладывают верхнюю пазовую часть катушки.
Предлагаемый способ изготовления одновитковой жесткой шаблонной петлевой катушки двухслойной обмотки статора поясняется чертежами на примере изготовления катушки обмотки статора с расчетным шагом из паза №1 в паз №11.
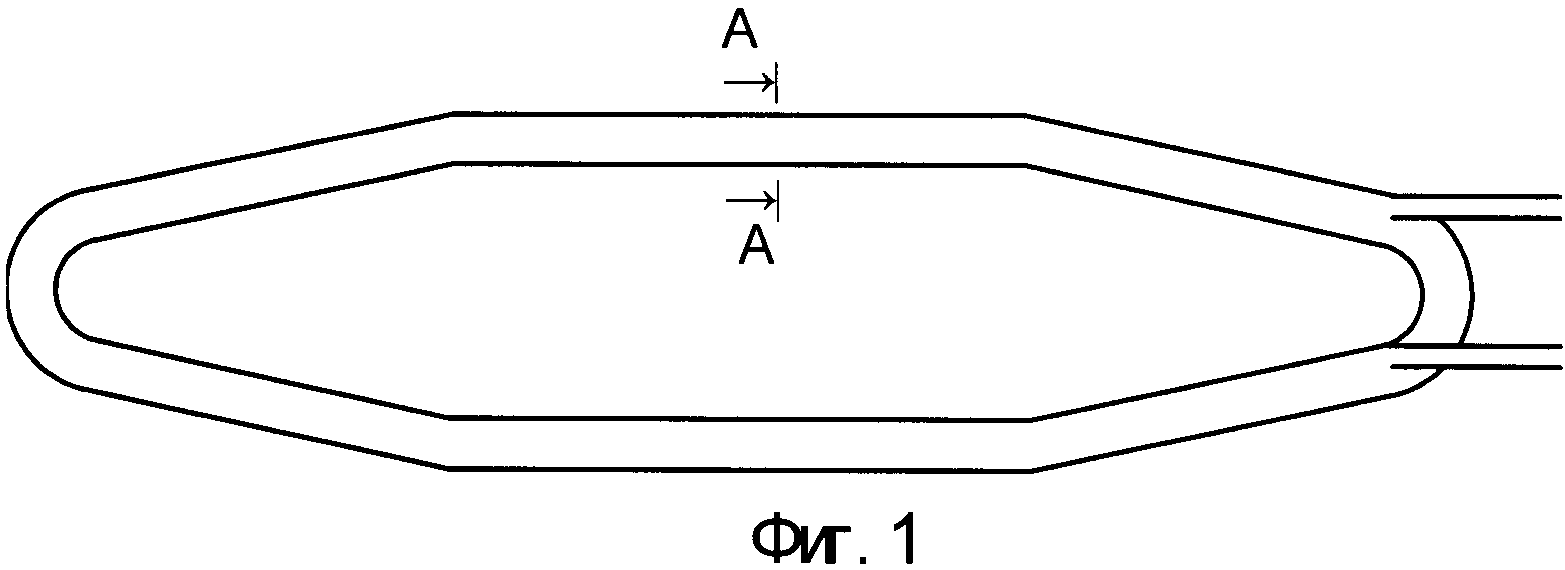
На фиг.1 показана заготовка катушки;
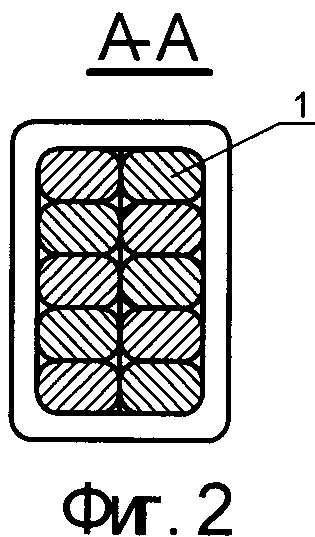
на фиг.2 - разрез по А-А на фиг.1;
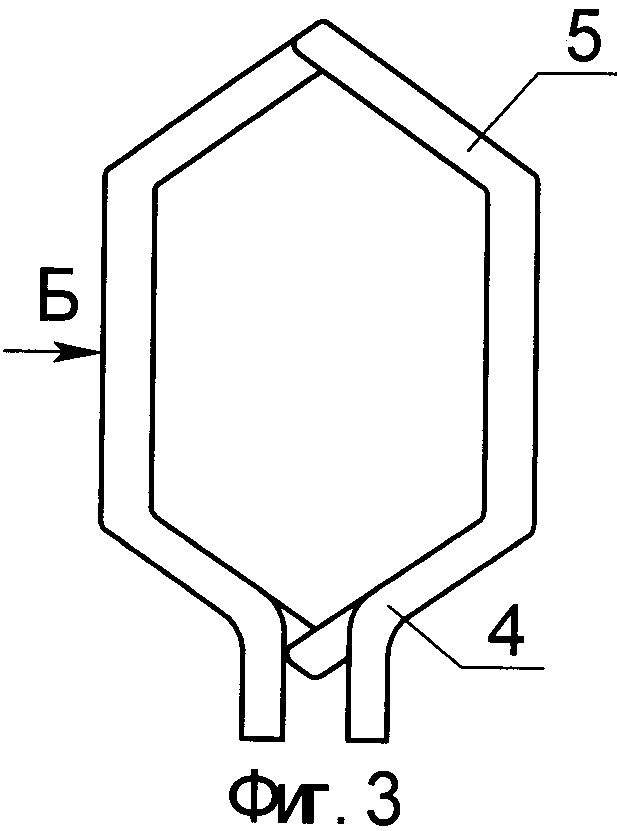
на фиг.3 - прошедшая растяжку и отформованная катушка с укороченным шагом;
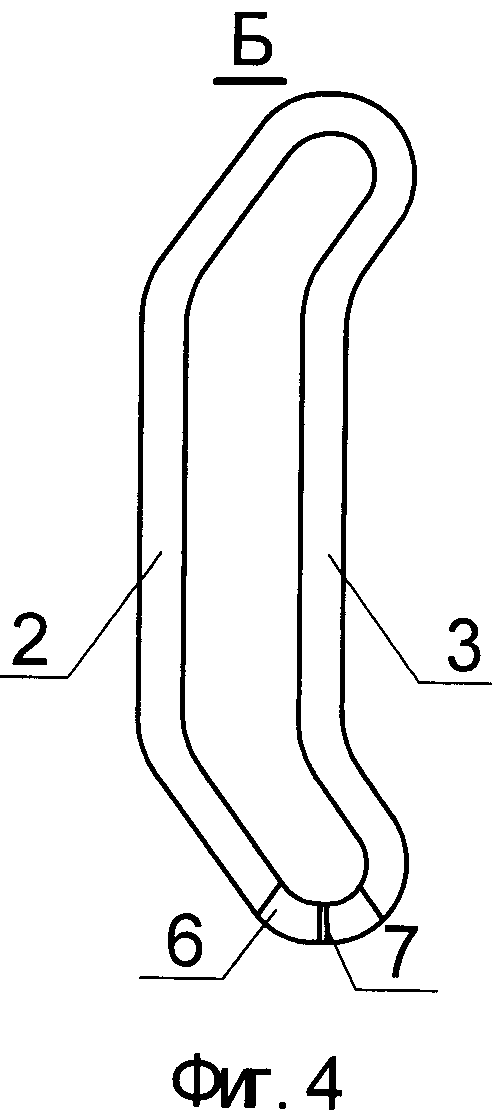
на фиг.4 - вид Б на фиг.3;
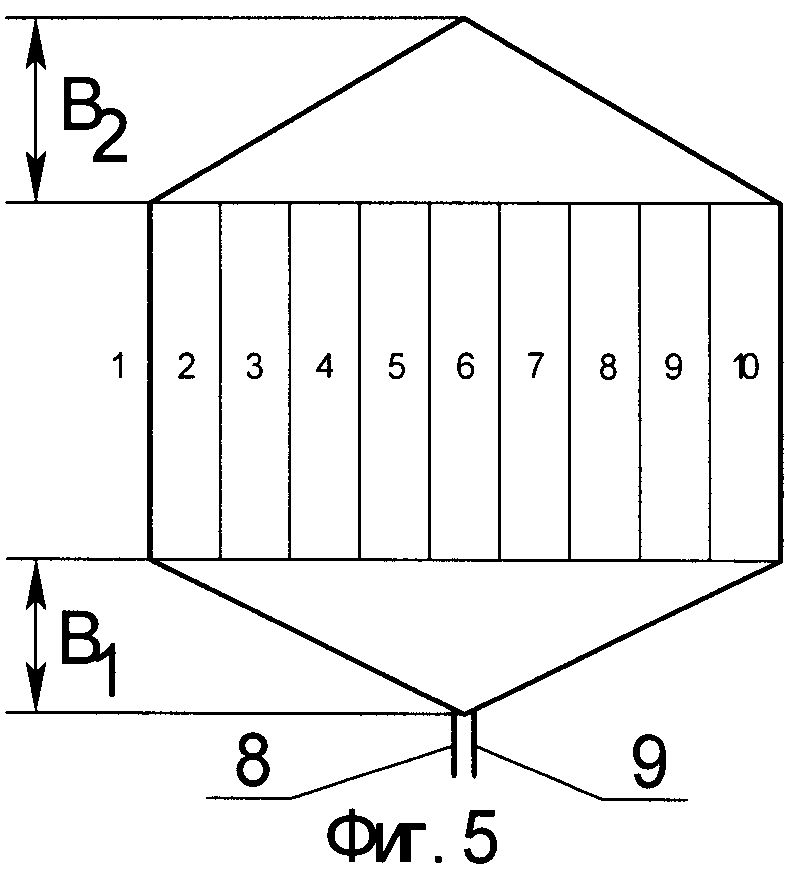
на фиг.5 - схематично изображена катушка с укороченным шагом 1-10;
на фиг.6 - участок схемы обмотки после растяжки катушки на расчетный шаг 1-11.
На чертежах обозначены: изолированный элементарный проводник 1, нижняя пазовая часть катушки 2, верхняя пазовая часть катушки 3, сторона выводов катушки 4, сторона, противоположная выводам 5, головка катушки 6 с разрезом 7, вывод нижней части катушки 8, вывод верхней части катушки 9, B1 и B2 - вылеты лобовых частей на сторонах выводов и противоположной соответственно, №1-№13 - номера пазов на схемах обмотки статора.
Катушка проектируется как многовитковая с числом витков, равным числу элементарных проводников в витке одновитковой катушки. При определении средней длины витка, размеров вылетов лобовых частей и других параметров катушки учитывается то, что лобовые части катушки должны быть спроектированы исходя из шага обмотки на один паз меньше расчетного, при этом вылет лобовой части B2 со стороны, противоположной выводам, должен быть больше вылета B1 и соответствовать вылету катушки с расчетным шагом.
Изготовление катушки на всех операциях осуществляется на универсальном оборудовании, предназначенном для изготовления многовитковых катушек. Первоначально на намоточном станке из провода 1 (фиг.2) изготавливается заготовка катушки (фиг.1). Затем на универсальном станке производится растяжка и формовка заготовки (фиг.3, 4), при этом обеспечиваются размеры катушки по шагу на один паз меньше расчетного и соответствующие вылеты лобовых частей B1 и B2 (фиг.5). На изолировочном станке в пазовых и до середины лобовых частей и далее вручную наносится корпусная изоляция катушки. Корпусная изоляция на головку 6 (фиг.4) со стороны выводов не наносится, этот участок стягивается самоклеящейся лентой, например скотчем, для предотвращения перемещения проводников при выполнения реза 7 (фиг.4) катушки.
Разрезка головки 6 может быть выполнена, например, при помощи шлифовальной машинки с отрезным кругом.
После разрезки катушка из многовитковой становится одновитковой.
От места разреза элементарные проводники катушки очищаются от витковой изоляции на длине, необходимой для выполнения соединения с соседними катушками.
При укладке обмотки в сердечник статора первоначально в соответствии со схемой (фиг.5) в паз №1 помещается нижняя пазовая часть 2 (фиг.4) катушки, затем катушка вручную растягивается в лобовой части со стороны противоположной выводам 5 (фиг.3) до расчетного паза №11 и укладывается в него (фиг.6). При этом благодаря увеличенному вылету лобовой части 5 после укладки катушки обеспечивается расчетный зазор между лобовыми частями соседних катушек, необходимый для беспрепятственной укладки обмотки и обеспечения эффективной вентиляции лобовых частей.
Одновременно с перемещением при растяжке верхней пазовой части 3 (фиг.4) катушки на один межпазовый промежуток на эту же величину перемещается вывод верхней части катушки 9 (фиг.5), который при этом оказывается напротив вывода нижней части 8 (фиг.5) следующей катушки, с которым он должен быть соединен в соответствии со схемой (фиг.6).
Дальнейшие операции изготовления обмотки являются традиционными.
Использование по предлагаемому способу современного универсального оборудования, предназначенного для изготовления многовитковых катушек статоров электрических машин переменного тока, позволяет исключить затраты на специализированное оборудование для изготовления одновитковых катушек, снижает трудоемкость изготовления одновитковых катушек за счет уменьшения количества промежуточных операций.
Предлагаемый способ изготовления одновитковой жесткой шаблонной петлевой катушки двухслойной обмотки статора применен в НПО «ЭЛСИБ» ОАО при ремонте с заменой обмотки статора трехфазного синхронного генератора типа СГД 1250-1500 УЗ мощностью 1000 кВт на напряжение 400В и подтвердил свою эффективность.
Способ изготовления одновитковой жесткой шаблонной петлевой катушки двухслойной обмотки статора, виток которой состоит из нескольких элементарных проводников, изолированных друг от друга, отличающийся тем, что катушку изготавливают на универсальном оборудовании, предназначенном для изготовления многовитковых жестких шаблонных петлевых катушек двухслойной обмотки статора, включающем в себя намоточный станок, станок для растяжки и формовки заготовки, изолировочный станок, при этом заготовку катушки выполняют неразрезной с числом витков в катушке, равным количеству элементарных проводников в витке одновитковой катушки, катушке придают форму и размеры, соответствующие многовитковой катушке двухслойной обмотки с шагом по пазам, укороченным на один паз по сравнению с расчетным, вылет лобовой части со стороны выводов катушки выполняют соответствующим катушке с укороченным шагом, а со стороны, противоположной выводам, соответствующим катушке с расчетным шагом, корпусную изоляцию наносят до головки катушки со стороны выводов, на неизолированном участке проводники скрепляют самоклеящейся лентой, катушку разрезают по головке со стороны выводов, от места разреза элементарные проводники катушки очищают от витковой изоляции на длине, необходимой для выполнения соединения с соседними катушками обмотки, при укладке обмотки нижнюю пазовую часть катушки помещают в паз сердечника статора в соответствии со схемой обмотки, затем катушку растягивают в лобовой части на стороне, противоположной выводам, до соответствующего расчетному шагу паза, в который и укладывают верхнюю пазовую часть катушки.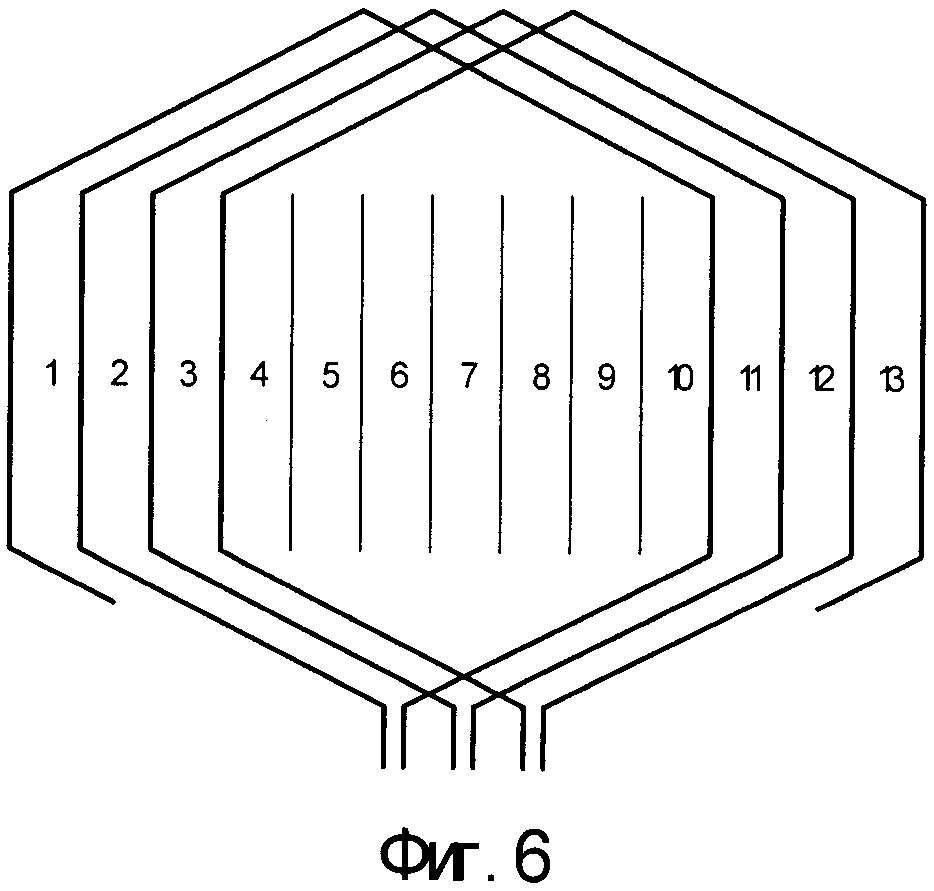
Ротор (якорь) электрической машины (варианты)
Неявнополюсный ротор синхронной электрической машины
Способ нагрузки синхронных машин
Способ определения средней температуры короткозамкнутой обмотки асинхронного двигателя
Якорь электрической машины
Ротор асинхронного двигателя
Устройство для крепления шихтованного сердечника в корпусе статора электрической машины
Ротор (якорь) электрической машины (варианты)
Неявнополюсный ротор синхронной электрической машины
Способ нагрузки синхронных машин
Способ определения средней температуры короткозамкнутой обмотки асинхронного двигателя

