Результат интеллектуальной деятельности: СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛОМАТРИЧНОГО КОМПОЗИЦИОННОГО МАТЕРИАЛА
Вид РИД
Изобретение
Изобретение относится к порошковой металлургии, в частности к области производства материалов конструкционного и функционального назначения, применяемых в атомном машиностроении для эффективной нейтронной защиты, а также при разработке авиакосмической техники.
Известны современные методы литья и порошковой металлургии, применяемые для получения алюмоматричных композитов, армированных дисперсными частицами тугоплавких соединений, в том числе карбида бора - В4С. К ним относятся метод инфильтрации расплава алюминия через пористый каркас из армирующего порошка; получение композиционного порошка методом механохимического синтеза (механического легирования) с последующим динамическим компактированием его на магнитно-импульсных прессах и др. (Кондратенко А.Н., Голубкова Т.А. Перспективные технологии получения и области применения наноструктурных металломатричных композитов (Обзор) // Журнал «Конструкции из композиционных материалов». 2009. №1. С.24-28).
Однако высокотехнологичные способы изготовления композитов отличаются повышенной трудоемкостью, требуют разработки конструктивно сложного специализированного оборудования и малопригодны для масштабного производства. В этой связи не теряют актуальности исследования, направленные на изучение возможности применения традиционного и высокопроизводительного способа прокатки для получения листового композиционного материала.
Известен способ, в соответствии с которым изготавливают металломатричный композиционный материал (Пат. заявка США № 20090214886 А1, МПК B22F 7/04; В32В 15/02. Опубл. 27.08. 2009). Согласно основному варианту рассматриваемого способа металломатричный композиционный материал производится путем смешивания гранулированного алюминиевого порошка и керамического порошка, обладающего функцией нейтронного поглощения, в частности карбида бора (В4С). Порошковая смесь упаковывается в полую плоскую металлическую, например стальную, оболочку с одновременным увеличением плотности упаковки порошковой смеси с помощью вибрации, после чего герметично закрывается, нагревается и подвергается горячей прокатке. Содержание карбида бора в порошковой смеси составляет 30%. Оболочка может состоять из двух и более металлических слоев: из стали (в том числе нержавеющей), алюминия и др.
Общими для известного и заявленного способов являются следующие операции: приготовление смеси порошка карбида бора и гранулированного порошка алюминия, загрузка порошковой смеси в металлическую, например стальную, оболочку, уплотнение порошковой смеси, закрытие оболочки, нагрев и ее горячая прокатка.
В известном способе можно отметить следующие недостатки. Способ не гарантирует достижения требуемого высокого уровня качества композиционного материала, поскольку при его изготовлении не обеспечивается надежное компактирование порошковой смеси, а также возможно появление зон с отсутствием сварки металлических слоев композита с порошковой прослойкой. Причина заключается в том, что операции компактирования порошковой смеси и соединения (плакирования) ее с металлическими пластинами в способе совмещены в одном этапе горячей прокатки, в то время как эти операции требуют разных температурно-деформационных условий и уровней давлений. При использовании стальной оболочки на границе между порошковой смесью и сталью образуются хрупкие интерметаллиды, препятствующие соединению оболочки и смеси порошков, что приводит к общему снижению прочности композита. Рассматриваемый способ предлагает использование армирующего порошка карбида бора с размерами частиц только микронного диапазона. В то же время известно, что применение наночастиц карбида бора в составе алюмоматричного композита позволяет значительно повысить нейтронозащитные свойства композиционного материала.
Наиболее близким по технической сути к заявляемому является способ получения листового боралюминиевого композита (Патент РФ №2465094 МПК B22F 3/14. Опубл. 27.10.2012 г.). Способ включает приготовление порошковой смеси из наноразмерного порошка карбида бора, высокодисперсного порошка алюминия и гранулированного порошка алюминия, размещение ее в оболочке из алюминийсодержащего материала, уплотнение, нагрев и горячую прокатку полученной заготовки не менее чем в два прохода при одинаковой температуре. Содержание карбида бора в порошковой смеси составляет не более 25% и по отношению к высокодисперсной фракции алюминиевого порошка составляет не более чем 2:1, а горячую прокатку порошковой смеси в оболочке осуществляют с обжатием не менее 50% в первом проходе и 30-40% во втором, причем для приготовления смеси берут порошки с размерами частиц: карбид бора - не более 0,1 мкм (100 нм); алюминий высокодисперсный - не более 5 мкм и алюминий гранулированный - с размером гранул 50-200 мкм. Оболочку для порошковой смеси изготавливают из листового проката термически упрочняемых алюминиевых сплавов, а толщина ее стенок составляет не менее 30% от толщины слоя порошковой смеси.
Общим для известного и заявленного способов является приготовление смеси наноразмерного порошка карбида бора, высокодисперсного порошка алюминия и гранулированного порошка алюминия, загрузка порошковой смеси в металлическую оболочку, уплотнение порошковой смеси, закрытие оболочки, нагрев и ее горячая прокатка.
Однако известный способ не гарантирует требуемого высокого уровня качества боралюминиевого композита, поскольку по условиям деформации и уровню давлений при использовании алюминиевой оболочки не обеспечивается надежное компактирование порошковой смеси. Способ не предусматривает дальнейшую деформационную обработку полученных заготовок, что снижает его возможности для получения композиционного материала повышенной прочности и трещиностойкости.
Задачей настоящего изобретения является разработка способа получения металломатричного композиционного материала, обладающего эффективной нейтронной защитой и высоким уровнем конструкционных свойств, характеризующихся повышенными значениями прочности и трещиностойкости.
Технический результат изобретения заключается в том, что в результате использования заявленного способа получают качественный металломатричный композиционный материал с повышенными прочностными свойствами и трещиностойкостью. Кроме того, металломатричный композиционный материал обладает более высокой эффективностью защиты от тепловых нейтронов.
Поставленная задача достигается тем, что в способе получения металломатричного композита, включающем приготовление смеси наноразмерного порошка карбида бора (В4С), высокодисперсного порошка алюминия в виде алюминиевой пудры и гранулированного порошка алюминия, загрузку порошковой смеси в стальную оболочку, уплотнение порошковой смеси, закрытие оболочки, нагрев и ее горячую прокатку, перед загрузкой порошковой смеси в оболочку ее внутреннюю поверхность покрывают составом, препятствующим соединению оболочки с порошковой смесью. Прокатку порошковой смеси в оболочке осуществляют при температуре 590-610°С с обжатием порошковой смеси не менее 60% и оболочки не более 20%. После горячей прокатки из оболочки извлекают компактированную заготовку алюмоматричного композита, армированного частицами В4С, разрезают ее не менее чем на две части, и формируют слоистый пакет для последующей горячей прокатки. В слоистом пакете части полученной компактированной заготовки размещают между листовыми заготовками из алюминиевых сплавов и прослойками из технически чистого алюминия. При этом толщина прослойки из алюминия не превышает 10% от толщины слоя из алюминиевого сплава. Прослойки из алюминия выполняют функцию соединения основных слоев и являются вязким барьером для распространения трещин. Горячую прокатку пакета осуществляют при температуре 400-430°С и обжатии не менее 50%. Порошковую смесь готовят с содержанием наноразмерного порошка карбида бора не более 30% (мас.), высокодисперсного порошка алюминия в виде алюминиевой пудры - не более 15% (мас.) и остальное - гранулированный порошок алюминия. Для приготовления порошковой смеси выбирают порошки с размерами частиц: карбида бора - в наноразмерном 10-100 нм диапазоне; алюминиевой пудры в виде пластинок, толщина которых не более 0,5 мкм; алюминия - с размером гранул 50-200 мкм. В слоистом композите используют листовые заготовки из алюминиевых сплавов, упрочняемых деформацией, например, системы А1-Mg. В этом случае для деформационного упрочнения слоистого композита на завершающем этапе его подвергают холодной прокатке с обжатием не более 20%.
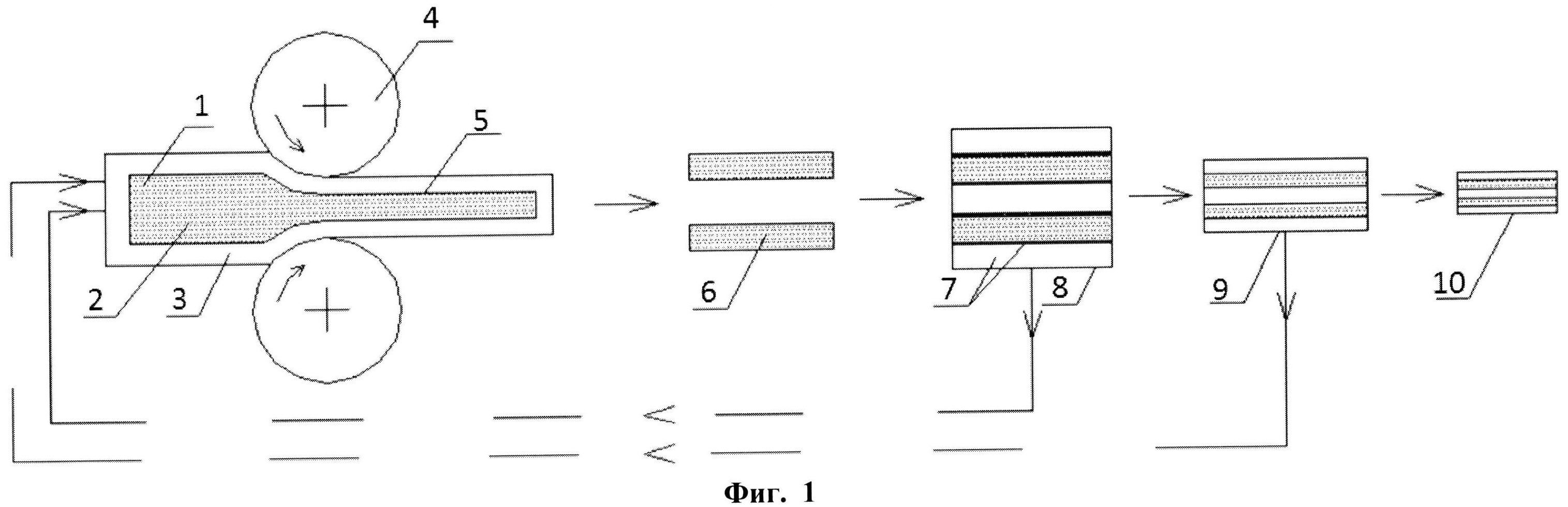
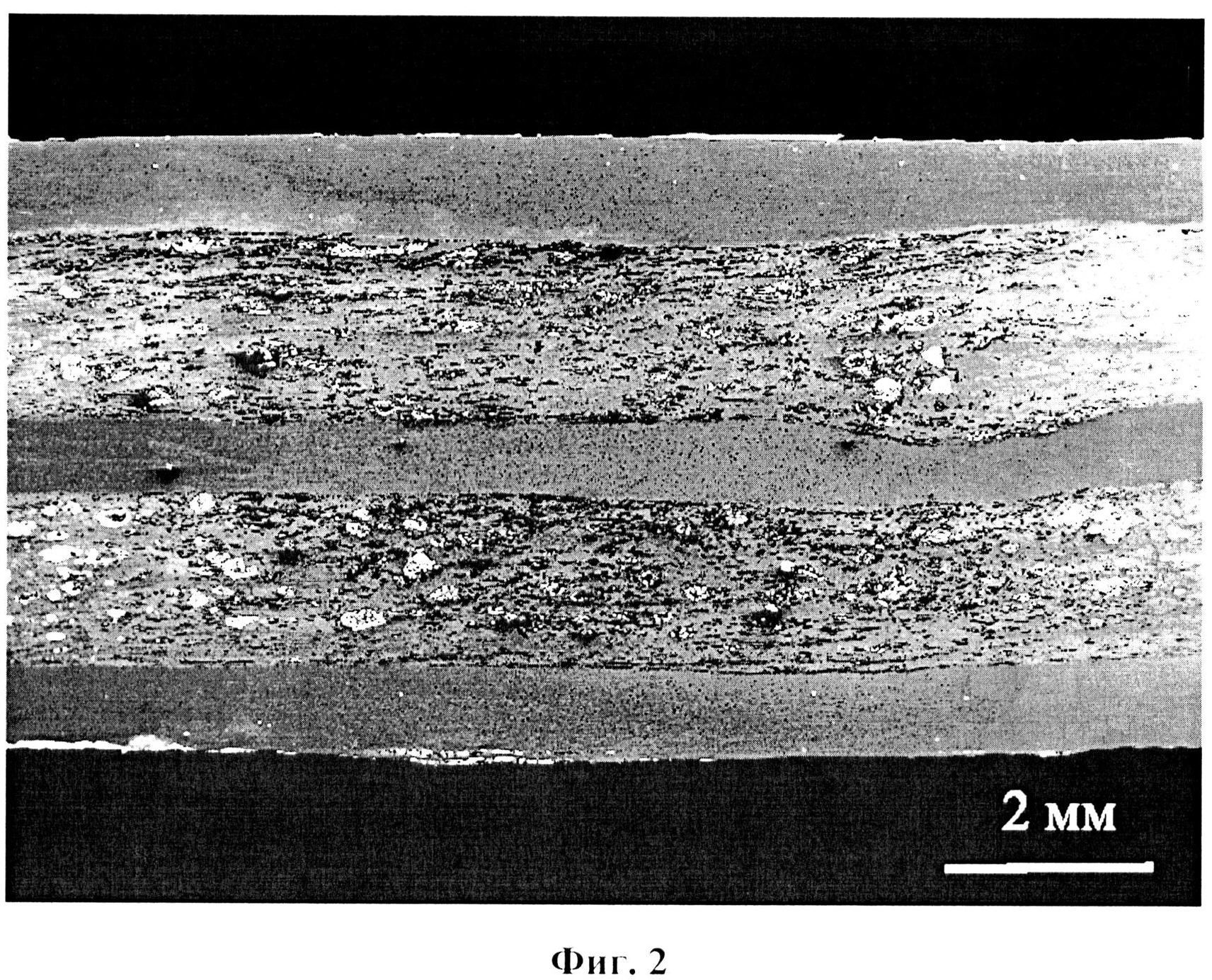
Способ поясняется графическими материалами, где на фиг.1 представлена одна из возможных технологических схем для реализации заявленного способа; на фиг.2 - фото поперечного сечения полученного металломатричного композиционного материала, выполненное на сканирующем электронном микроскопе TESCAN VEGA II XMU.
Для получения металломатричного композиционного материала предварительно готовят порошковую смесь, содержащую порошок 1 (фиг.1) карбида бора (В4С), покрытый алюминиевой пудрой (на фиг.1 не показана), и гранулированный алюминиевый порошок 2. Порошковую смесь 1, 2 загружают в замкнутую стальную оболочку 3, внутренняя поверхность которой покрыта составом, препятствующим соединению с ней порошковой смеси. Нагретую стальную оболочку 3, наполненную смесью 1, 2, обжимают валками 4 прокатного стана. После прокатки из оболочки извлекают компактированную заготовку 5, представляющую собой алюмоматричный композит, армированный частицами карбида бора. Полученную заготовку 5 разрезают не менее чем на две части 6. Из частей 6 заготовки 5 и листовых заготовок из алюминия и алюминиевых сплавов 7 формируют слоистый пакет 8 для последующей горячей прокатки, получают горячей прокаткой готовый металломатричный композиционный материал 9; композит 10, упрочненный деформацией при холодной прокатке.
Способ осуществляется следующим образом. Приготовили механическим смешиванием порошковую смесь из порошка В4С с размерами частиц 10-100 нм, алюминиевой пудры в форме пластинок толщиной менее 0,5 мкм и гранулированного алюминиевого порошка ПА-1 с размером гранул 200 мкм. Наноструктурированный порошок В4С синтезирован в ФГУП «УНИХИМ с 03» (г.Екатеринбург). Алюминиевая пудра и алюминиевый порошок ПА-1 выпускаются промышленностью по ГОСТ 5494, 6058. Содержание карбида бора в смеси составило 30% мас. Оболочку для порошковой смеси изготовили из листовой стали 20 толщиной 2,5 мм. Внутреннюю поверхность оболочки покрыли составом на основе графита марки ЭЛПВ, ТУ 6-08-314-74 для предотвращения сварки алюминиевого порошка со стальной оболочкой.
Порошковую смесь засыпали в стальную оболочку, уплотнили вибрацией. Толщина полученной оболочки в целом составила 19 мм, при этом толщина порошковой смеси - 14 мм. Замкнутую оболочку с уплотненным порошком нагрели в печи до 610°С. Произвели прокатку по маршруту 19,0→15,3→11,2→8,8 мм с нагревом оболочки с порошком между проходами до 610°С. Прокатку осуществляли на прокатном стане ДУО с диаметром валков 255 мм, длиной бочки 200 мм и скоростью прокатки 0,01-0,05 м/с.
Обжатие пакетной сборки при прокатке составило 54%, при этом порошка - 65%, оболочки - 20%. Вскрыли стальную оболочку, извлекли компактированную заготовку - алюмоматричный композит, армированный частицами В4С, - и разрезали на две части. Далее сформировали слоистый пакет для последующей горячей прокатки, содержащий два слоя полученной компактированной заготовки с толщиной каждого слоя по 4,2 мм, слои алюминиевого сплава марки АМг3 (ГОСТ 4784) системы Al-Mg, упрочняемого деформацией, толщиной по 1,4 мм и прослойки между ними из технически чистого алюминия АД0 (ГОСТ 4784) толщиной по 0,05 мм. Конструкция пакета: АМг3+АД0+КЗ+АД0+АМг3+АД0+К3+АД0+АМг3. В сформированном пакете прослойки из алюминия соединяют основные слои и служат вязким барьером для распространения трещин. Толщина пакета 13,0 мм. Произвели нагрев пакетной сборки до 430°С и осуществили прокатку по маршруту: 13,0→11,0→6,4→6,1 мм. Между проходами производили нагрев пакета до 430°С. Величина обжатия - 53%. Получили слоистый металломатричный композит. На завершающем этапе композит подвергли холодной прокатке с обжатием 15%. В результате получили прочный металломатричный композиционный материал.
В таблице приведены значения механических свойств образцов металломатричного композиционного материала (Аl/В4С), полученного по заявленному способу. Для сравнения представлены также значения механических свойств исходных материалов: сплава АМг3 и алюминия марки АД0 (ГОСТ 4784), используемых при получении композита. Приведены значения механических свойств: σB - предела прочности, σT - предела текучести, δ - относительного удлинения, ψ - относительного сужения. Значения соответствуют средним результатам двух испытаний плоских образцов на растяжение. Как видно из таблицы, полученный по заявленному способу металломатричный композиционный материал характеризуется повышенным уровнем прочностных свойств.
|
Параметры способа определены в процессе выполнения экспериментов и исследования свойств композита. Применение оболочки из стали позволило повысить уровень воздействующих на порошковую смесь давлений и гарантировать надежное компактирование порошковой смеси. Опытным путем выбран разделительный состав на графитовой основе для предотвращения сварки порошковой смеси и внутренней поверхности стальной оболочки. За счет применения алюминиевой пудры в виде пластинок толщиной 0,5 мкм обеспечено обволакивание ею твердых частиц В4С для последующей сварки с порошком алюминия. В способе реализовано преимущественное деформирование порошковой смеси по сравнению с оболочкой, которое обеспечивается выбранными температурно-деформационными условиями. Значения технологических параметров в своей совокупности создают условия для компактирования порошковой смеси в процессе горячей прокатки и получения монолитного алюмоматричного композиционного материала, армированного частицами В4С. Слоистая конструкция композита обеспечивает повышенную прочность. Наличие границ раздела слоев и пластичных прослоек из алюминия, тормозящих развитие трещины, повышает трещиностойкость композиционного материала. При этом толщина прослойки из алюминия выбрана по условию обеспечения повышенной трещиностойкости при сохранении высокой прочности композита. Повышение эффективности защиты от тепловых нейтронов обеспечивается за счет формирования двух и более слоев в слоистом композите, содержащих наноразмерные частицы карбида бора.
Способ получения теплостойкого покрытия
Способ изготовления заготовок из титана
Способ неразрушающего контроля изделий
Твердосмазочная композиция
Способ ультразвуковой упрочняющей обработки деталей
Мехатронная система управления движением быстроходной гусеничной машины
Аналого-цифровой преобразователь интегрирующего типа для измерения малых электрических сигналов
Способ получения упрочненного никельхромборкремниевого покрытия на металлических деталях
Способ получения теплостойкого покрытия
Способ изготовления заготовок из титана
Способ неразрушающего контроля изделий
Твердосмазочная композиция
Способ ультразвуковой упрочняющей обработки деталей
Мехатронная система управления движением быстроходной гусеничной машины
Способ ковки длинномерных заготовок
Способ получения листового боралюминиевого композита

