Результат интеллектуальной деятельности: КОНСТРУКЦИЯ ГОРЛОВИНЫ НАПОРНОГО РЕЗЕРВУАРА
Вид РИД
Изобретение
Изобретение касается напорного резервуара (т.е. резервуара высокого давления) для хранения жидких и газообразных сред, включающего в себя пластмассовый внутренний резервуар, снабженный по меньшей мере одним, не соединенным с ним за одно целое горловым элементом, который расположен на горловине резервуара в области отверстия резервуара, а также по меньшей мере частично охватывающей внутренний пластмассовый резервуар и горловой элемент опорной оболочкой, при этом горловой элемент снабжен средствами для приема соединительной арматуры.
Такой напорный резервуар известен, например, из DE 2152123. Описанный там напорный резервуар состоит из обладающего устойчивой формой вращательно-симметричного, газонепроницаемого, цилиндрического в своей средней области внутреннего резервуара, снабженного двумя коаксиально установленными снаружи на основании этого внутреннего резервуара полюсными элементами или, соответственно, горловыми элементами и намотанной на внутренний резервуар, включая полюсные элементы, ламинированного из бесконечных нитей и отвержденного полимерного материала наружной оболочки, которая образует опорную оболочку для внутреннего резервуара. Полюсные элементы или, соответственно, горловые элементы служат для плотного присоединения арматуры, например, клапана.
Такого рода напорные резервуары для газа могут, например, быть рассчитаны на давления газа от 30 бар до 700 бар, при этом, как известно, собственно пластмассовые внутренние резервуары не обладают необходимой устойчивостью в отношении давления, так как многие полимерные материалы под высоким давлением становятся текучими. Поэтому известно, что напорные резервуары для газа вышеназванного рода снабжаются опорной оболочкой. Опорная оболочка состоит обычно из пропитанных синтетической смолой нитей, которые намотаны вокруг внутреннего резервуара из полимерного материала. Внутренний пластмассовый резервуар часто также принято называть вкладышем. Полюсные элементы в литературе называются как горловыми элементами, так и так называемыми куполами или же соединительными элементами. Они состоят, как правило, из металла и снабжены внутренней резьбой, служащей для крепления арматуры в виде клапана или тому подобного. У напорных резервуаров это необходимо как с точки зрения устойчивости, так и с точки зрения герметичности.
Напорный резервуар вышеназванного рода известен, например, из EP 0753700 B1. Этот напорный резервуар снабжен двумя находящимися в области горловины отверстиями, в которых расположено по одному закрывающему и уплотняющему это отверстие горловому элементу, при этом горловые элементы в обращенной к напорному резервуару концевой области снабжены закраиной в форме усеченного конуса, который с внутренней стороны окружен вкладышем, а с наружной стороны - опорной оболочкой.
Почти у всех известных напорных резервуаров вышеназванного рода уплотнение внутреннего резервуара или, соответственно, пластмассового внутреннего резервуара относительно горлового элемента или, соответственно, в области горловины играет решающую роль для того, чтобы эти резервуары выполняли требования к получению допуска, касающиеся утечек, например, при контрольном давлении, равном 450 бар.
У напорного резервуара в соответствии с DE 2152123 предусмотрено, что стенка внутреннего резервуара всегда переходит в являющуюся частью их формы, направленную в осевом направлении наружу и, например, полую цилиндрическую горловину резервуара, а установленный полюсный элемент/горловой элемент, своим внутренним контуром прилегая к наружному контуру внутреннего резервуара в переходной области между дном (основанием) резервуара, отверстием и горловиной резервуара, выполнен так, что фланцевая, прилегающая ко дну часть переходит в являющуюся частью формы полую цилиндрическую горловину полюсного элемента, чья охватывающая горловину резервуара внутренняя стенка, направленная наружу, конусообразно расширяется, и к ней плотно и с силовым замыканием прижата стенка резервуара, испытывающая направленную радиально наружу деформацию, посредством коаксиально привернутого к горловине полюсного элемента, имеющего соответствующую конусообразную форму соединительного элемента. Благодаря этой системе можно считать, что горловина резервуара между горловиной полюсного элемента и соединительным элементом с использованием промежуточного средства уплотнения зажата так, что соединение достаточно уплотнено. Для этой системы требуется составной полюсный элемент/горловой элемент, и она является относительно трудоемкой в монтаже.
У напорного резервуара по EP 753700 B1 предусмотрено уплотнение области горловины вкладыша, с одной стороны, с помощью уплотнительного кольца относительно уступа горлового элемента, а с другой стороны, уплотнение посредством уплотнительной шайбы между торцевой поверхностью горлового участка вкладыша и взаимодействующей с ней упорной поверхностью горлового элемента.
Этот вид уплотнения является, в частности, критичным в той области, где торцевая поверхность горловины пластмассового внутреннего резервуара прилегает через промежуточное уплотнительное кольцо к горловому элементу.
В частности, тогда, когда внутренний резервуар или, соотв., пластмассовый внутренний резервуар изготавливается методом экструзионно-выдувного формования, такое уплотнение может быть проблематичным.
Аналогичные напорные резервуары известны, например, из EP 2 000 734 A2, из US 6,230,922 B1, из DE 10 2006 057 422 B3, а также из DE 196 31 546 C1.
Поэтому в основу изобретения положена задача, предложить напорный резервуар вышеназванного рода, у которого посредством относительно простых конструктивных мер достигается эффективное уплотнение.
Эта задача решается с помощью напорного резервуара для хранения жидких и газообразных сред, включающего в себя пластмассовый внутренний резервуар, снабженный по меньшей мере одним не соединенным с ним за одно целое горловым элементом, который расположен на горловине резервуара в области отверстия резервуара, а также по меньшей мере частично охватывающей внутренний пластмассовый резервуар и горловой элемент опорной оболочкой, при этом горловой элемент снабжен средствами для приема соединительной арматуры, при этом напорный резервуар, предлагаемый изобретением, отличается по меньшей мере одной вставкой, которая образует по меньшей мере часть горловины резервуара и которая обеспечивает плотную посадку для арматуры, подлежащей вставке в горловой элемент.
Благодаря этому возможно уплотнение арматуры непосредственно относительно вставки, так что трудоемкие меры по уплотнению пластмассового внутреннего резервуара относительно горлового элемента, соответственно, горлового элемента относительно пластмассового внутреннего резервуара не требуются.
Вставка включает в себя втулкообразную цилиндрическую часть, которая образует со стенкой пластмассового внутреннего резервуара втянутую внутрь него горловину резервуара.
Вставка может, например, включать в себя втулкообразную цилиндрическую часть, которая погружается в отверстие резервуара и предпочтительно пронизывает его.
В одном из особенно предпочтительных вариантов напорного резервуара, предлагаемого изобретением, предусмотрено, что втулкообразная цилиндрическая часть вставки погружается в заполняемый объем пластмассового внутреннего резервуара настолько, что внутреннее давление резервуара снаружи действует на вставку так, что уплотнение арматуры внутри вставки усиливается за счет внутреннего давления резервуара.
Альтернативно может быть предусмотрено, что вставка включает в себя втулкообразную цилиндрическую часть, которая расположена коаксиально к отверстию резервуара и на одной прямой с ним.
В одном из вариантов напорного резервуара в соответствии с изобретением предусмотрено, что вставка снабжена закраиной, которая приварена и/или приклеена к стенке пластмассового внутреннего резервуара. В этом предпочтительном варианте напорного резервуара вставка установлена с наружной стороны пластмассового внутреннего резервуара. Альтернативно вставка может быть установлена на пластмассовом внутреннем резервуаре изнутри. Но могут быть также предусмотрены оба варианта. Вставка может быть, например, введена при экструзионно-выдувном формовании пластмассового внутреннего резервуара. Возможно также последующее введение при соответствующем выборе размеров отверстия резервуара.
Особенно предпочтительно, если стенка пластмассового внутреннего резервуара в области отверстия резервуара конусообразно втянута, а закраина вставки выполнена комплементарно к ней (стенке).
Чтобы облегчить центрирование горлового элемента пластмассового внутреннего резервуара перед установкой опорной оболочки, может быть предусмотрено, что вставка соединена с горловым элементом с геометрическим замыканием. Это также способствует повышению устойчивости узла, состоящего из горлового элемента, пластмассового внутреннего резервуара и опорной оболочки, при возможной поперечной нагрузке на арматуру.
Предпочтительно вставка состоит из отлитого под давлением полимерного материала, который может изготавливаться с относительно небольшими производственными допусками и, таким образом, обеспечивает особенно хорошее уплотнение и/или посадку. Альтернативно вставка может быть изготовлена методом экструзии труб с последующим расширением. Вставка может также быть выполнена в виде полученного методом экструзионно-выдувного формования конструктивного элемента, прошедшего обработку поверхности. Наконец, вставка может быть выполнена в виде любой пластмассовой детали, которая прошла обработку резанием.
Целесообразно, если пластмассовый внутренний резервуар получен методом экструзионно-выдувного формования. Как известно, при экструзионно-выдувном формовании могут возникать отклонения толщины стенок, обусловленные изготовлением. Комбинация отлитой под давлением вставки с полученным методом экструзионно-выдувного формования пластмассовым внутренним резервуаром является особенно предпочтительной потому, что благодаря отлитой под давлением вставки создаются посадочные и уплотнительные поверхности, соответствующие требуемым заданным размерам.
Особенно целесообразно, если вставка состоит из материала, совместимого в смысле свариваемости с пластмассовым внутренним резервуаром. При сваривании вставки или, соответственно, закраины вставки со стенкой пластмассового внутреннего резервуара в этой области достигается достаточная плотность.
Горловой элемент состоит предпочтительно из металла, впрочем, он может также состоять из относительно ударно-вязкого и обладающего устойчивой формой полимерного материала, который пригоден для приема соединительной резьбы соединительной арматуры.
Для вкладыша или, соответственно, для пластмассового внутреннего резервуара возможны все обычные имеющиеся в продаже свариваемые термопласты, такие как HDPE (полиэтилен высокой плотности), PP (полипропилен), PUR (полиуретан), POM (полиоксиметилен), TPE (термоэластопласты), полиэстер и пр.
Пластмассовый внутренний резервуар может, например, иметь многослойную конструкцию, включающую в себя барьерные слои для сокращения проницаемости для углеводородов и/или кислорода, и/или водорода.
Соединительная арматура, например, в виде соединительного клапана может быть, например, уплотнена цилиндрическим соединительным патрубком посредством одного или нескольких круглых кольцевых уплотнений во вставке или, соответственно, во втулкообразной цилиндрической части вставки.
Ниже изобретение поясняется с помощью одного из примеров осуществления, изображенного на чертежах.
Показано:
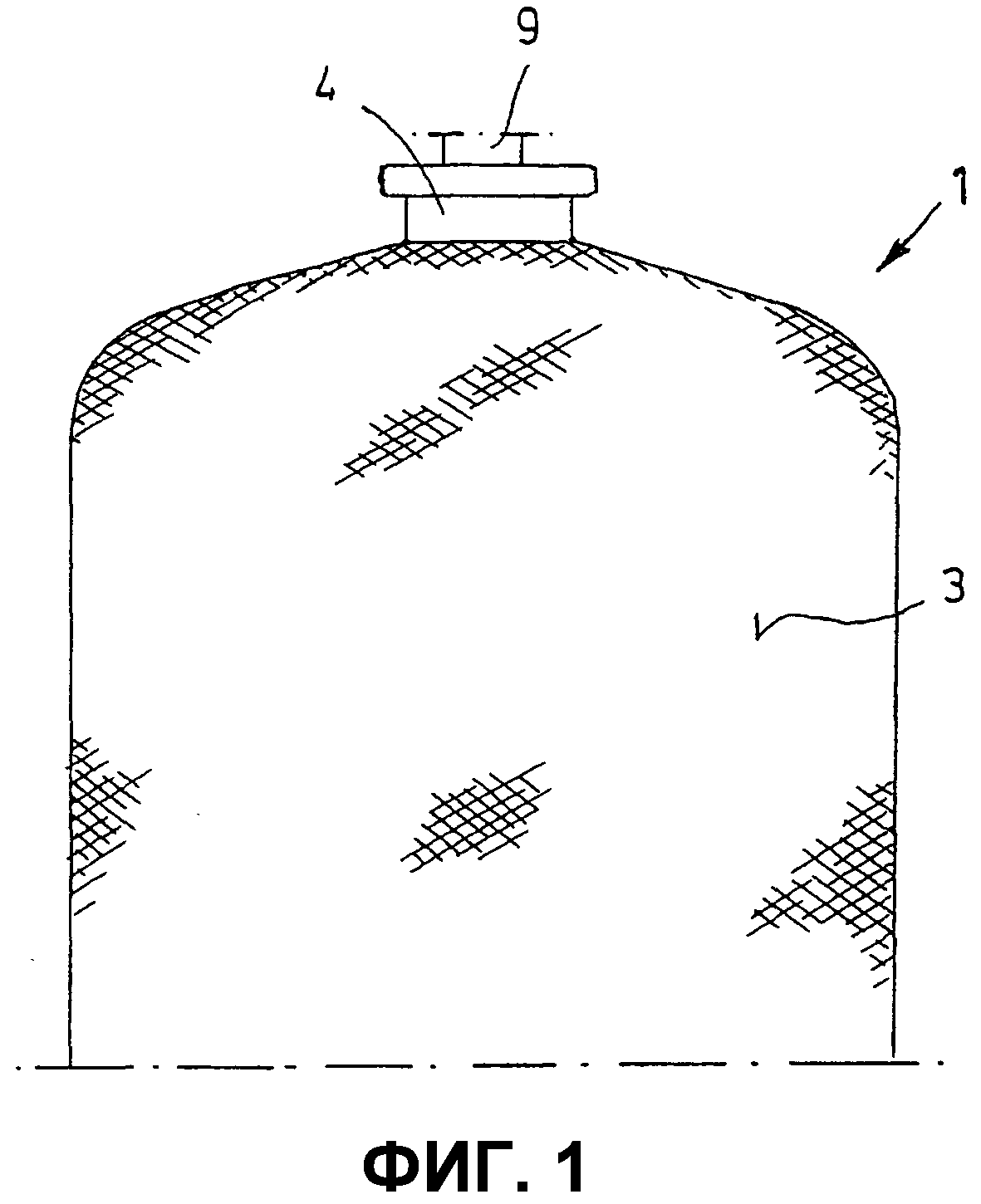
фиг.1: частичный вид напорного резервуара, предлагаемого изобретением,
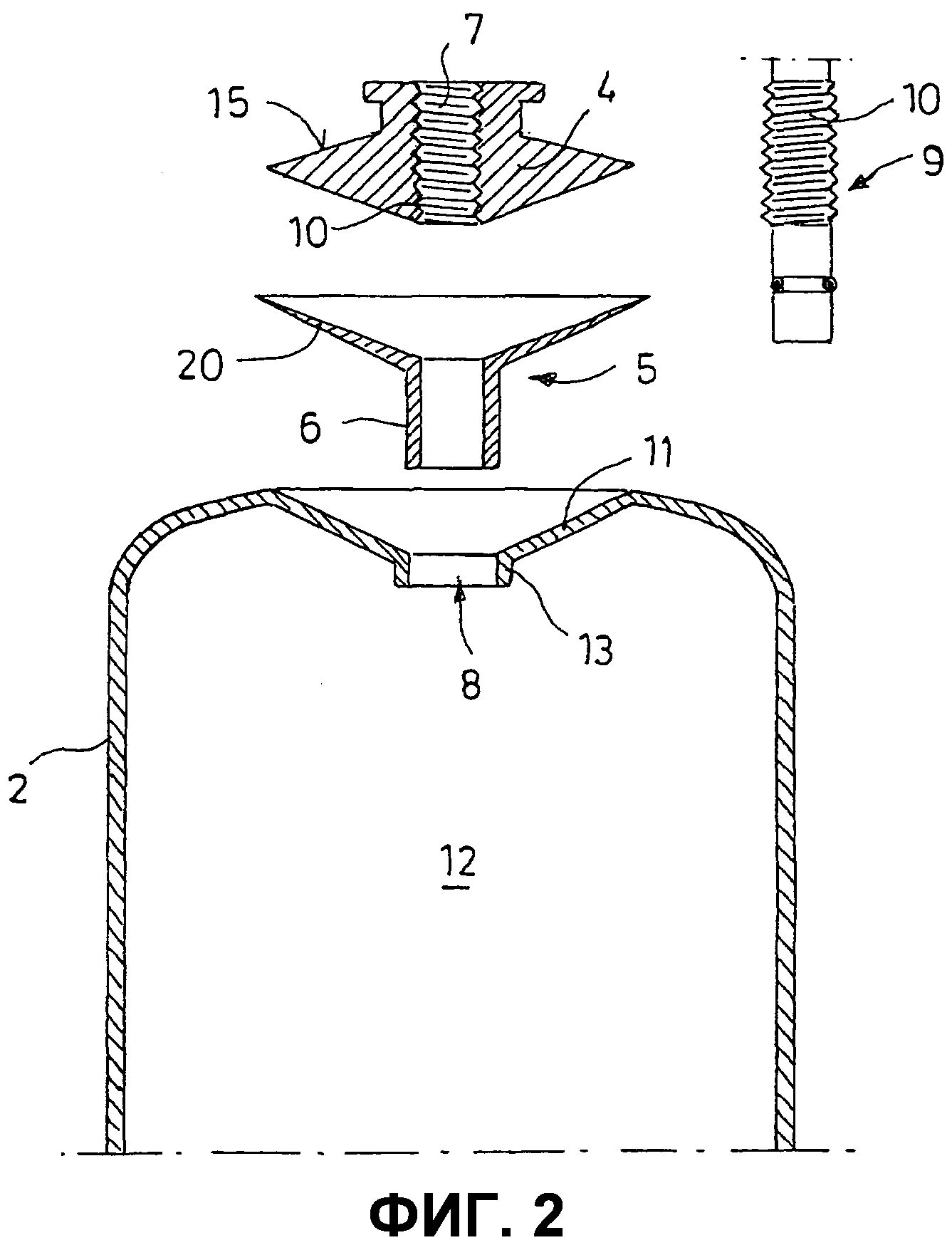
фиг.2: продольное сечение напорного резервуара, показанного на фиг.1, без охватывающей его опорной оболочки, в покомпонентном изображении,
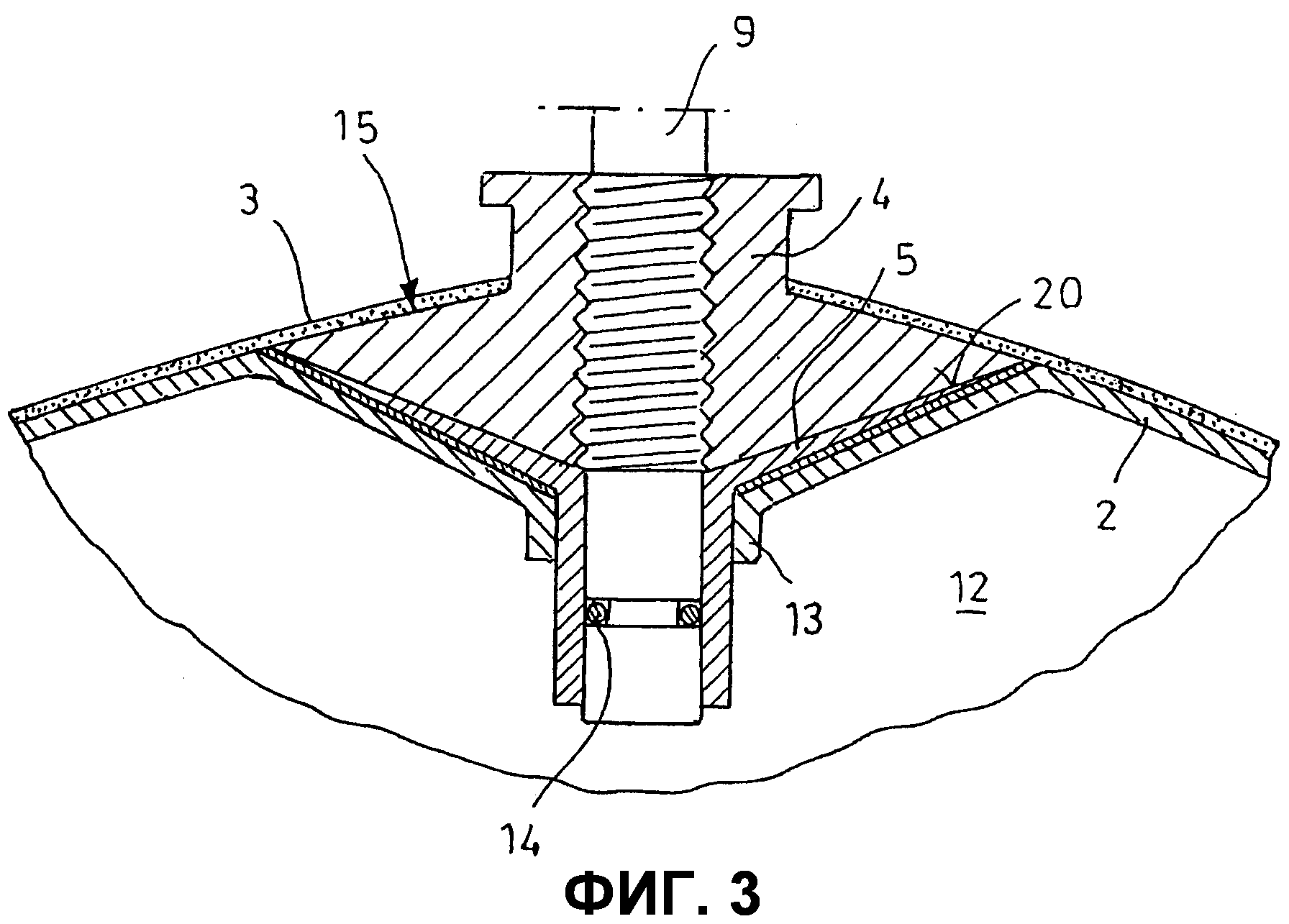
фиг.3: увеличенный вид сечения напорного резервуара, предлагаемого изобретением, в области присоединения арматуры по первому примеру осуществления,
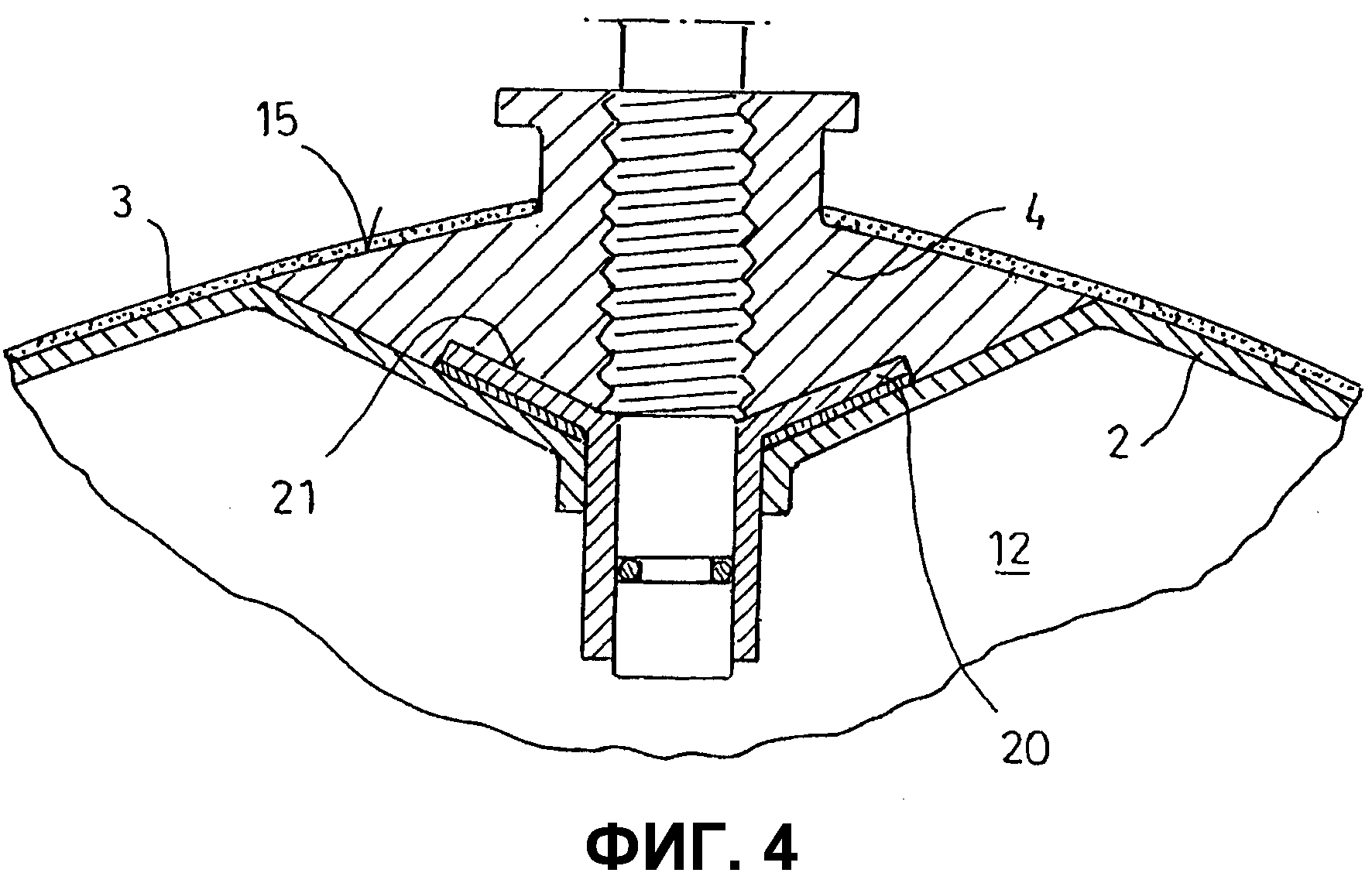
фиг.4: второй пример осуществления напорного резервуара, предлагаемого изобретением, при этом вид сечения соответствует виду, показанному на фиг.3,
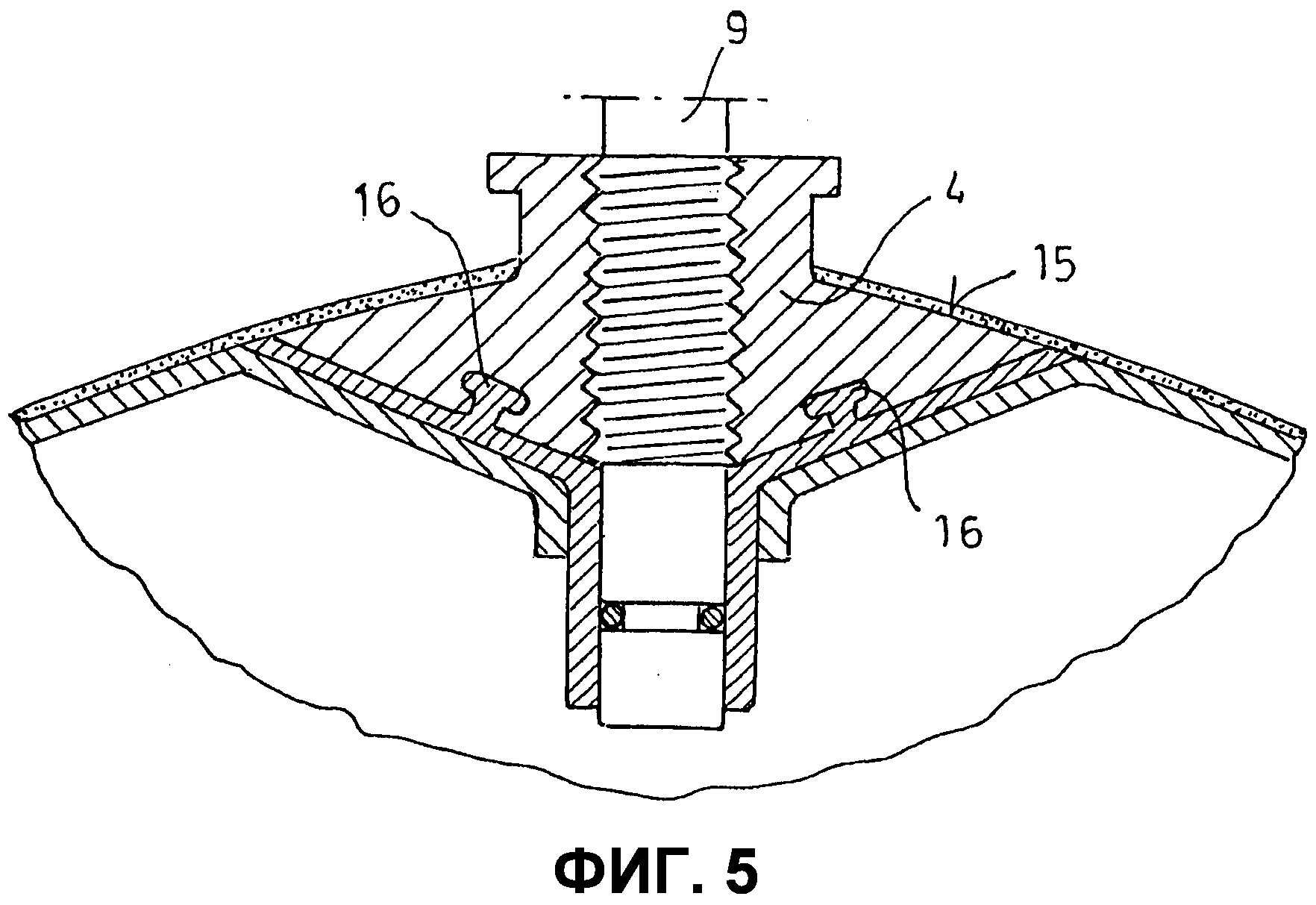
фиг.5: третий пример осуществления напорного резервуара, предлагаемого изобретением, при этом вид сечения соответствует виду, показанному на фиг.3 и 4,
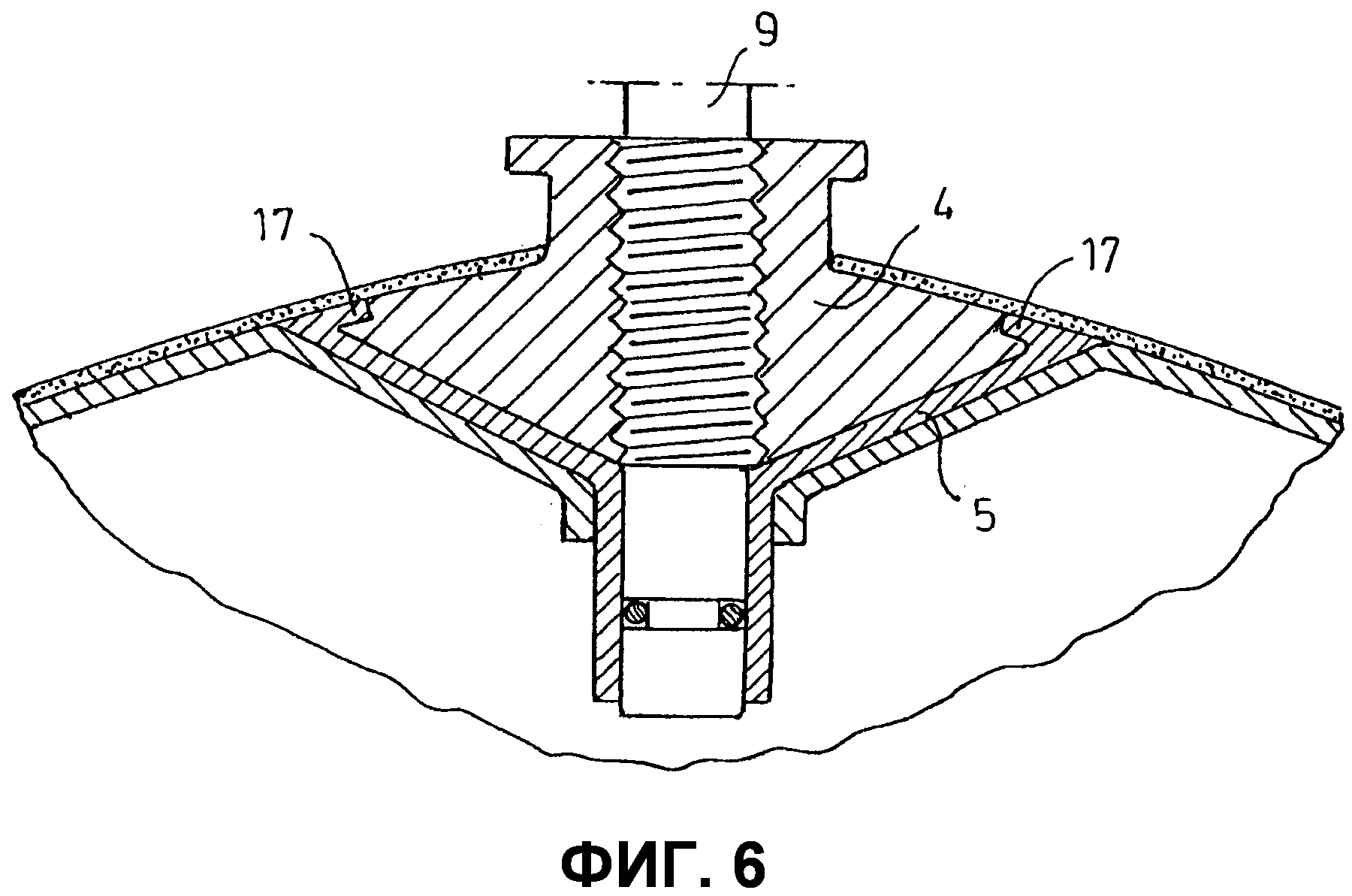
фиг.6: четвертый пример осуществления напорного резервуара, предлагаемого изобретением, и
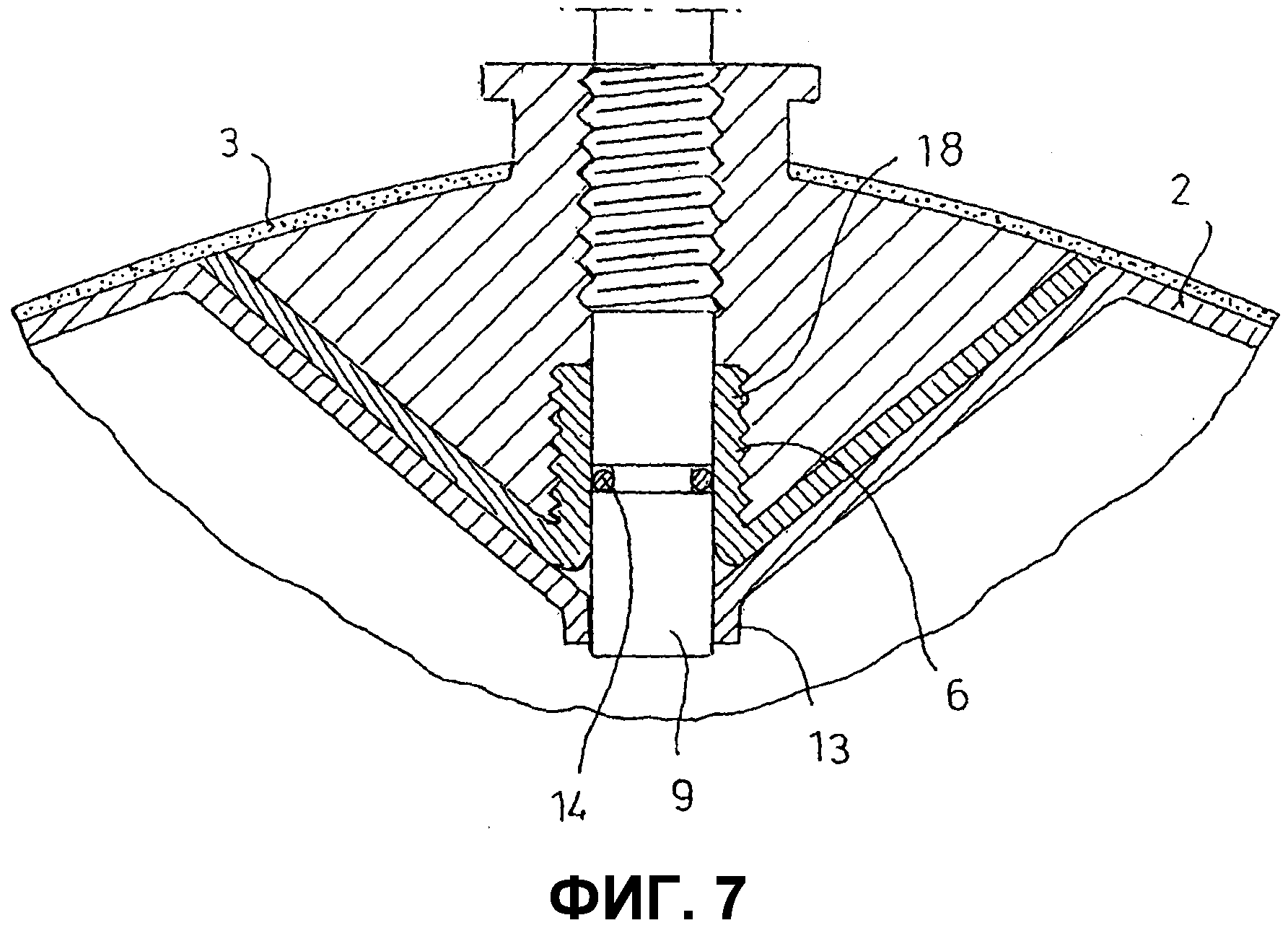
фиг.7: пятый пример осуществления напорного резервуара, предлагаемого изобретением,
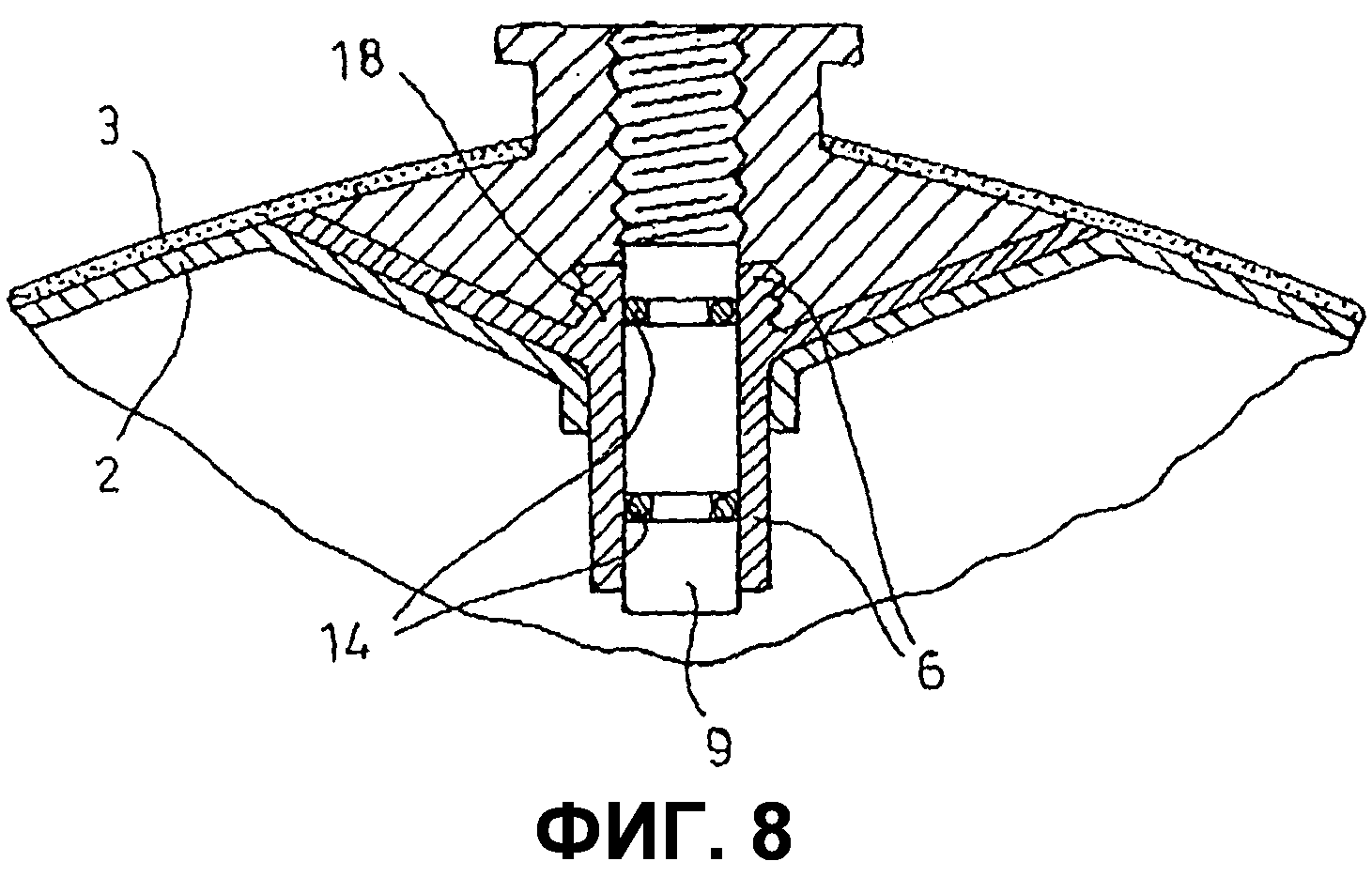
фиг.8: шестой пример осуществления напорного резервуара, предлагаемого изобретением.
Изображенный на фиг.1 напорный резервуар 1 включает в себя предпочтительно полученный методом экструзионно-выдувного формования пластмассовый внутренний резервуар 2, который окружен опорной оболочкой 3 из волоконного усиления, причем это волоконное усиление введено в матрицу из синтетических смол.
Хотя пластмассовый внутренний резервуар 2 в соответствии с предпочтительным примером осуществления был получен методом экструзионно-выдувного формования, он мог быть также получен методом термоформования или методом ротационного спекания (Slush-Molding - формование полых изделий заливкой и медленным вращением формы). В качестве материалов для пластмассового внутреннего резервуара 2 возможны полиэтилен, полипропилен, полиэстер, полиуретан, POM (полиоксиметилен), TPE (термоэластопласты) или тому подобные.
Опорная оболочка может состоять из углеродных волокон, арамидных нитей, стеклянных нитей или тому подобных. Изготовление опорной оболочки осуществляется предпочтительно путем обматывания пластмассового внутреннего резервуара 2 пропитанными смолой волокнами/нитями. Этот процесс известен сам по себе.
В целях более простого изображения опорная оболочка 3 показана только на некоторых из фигур.
Как это, в частности, видно на фиг.2, напорный резервуар 1, предлагаемый изобретением, включает в себя упомянутый ранее пластмассовый внутренний резервуар 2, горловой элемент 4, который предпочтительно выполнен из металла, и расположенную между горловым элементом 4 и пластмассовым внутренним резервуаром 2 вставку 5. Вставка 5 включает в себя втулкообразную цилиндрическую часть 6, которая установлена коаксиально с резьбовым отверстием 7 в горловом элементе 4 и отверстии 8 резервуара в пластмассовом внутреннем резервуаре 2.
Горловой элемент 4, вставка 5 и отверстие 8 резервуара образуют горловину резервуара, которая служит для приема соединительной арматуры 9. Простоты ради изображена только часть соединительной арматуры 9, а именно та часть, которая помещается в резьбовое отверстие 7 горлового элемента 4 и цилиндрическую часть 6 вставки 5. Для этого в горловом элементе 4, с одной стороны, и на соединительной арматуре 9, с другой стороны, предусмотрены комплементарные друг другу крепежные резьбы 10.
Иначе чем у так называемых композитных резервуаров или напорных резервуаров согласно уровню техники стенки 11 пластмассового внутреннего резервуара 2 в области отверстия 8 резервуара конусообразно втянуты и образуют вдавленный во внутреннюю область 12 резервуара патрубок 13.
Вставка 5, которая предпочтительно также состоит из термопластичного полимерного материала, также выполнена конусообразно и снабжена закраиной 20, выполненной соответственно контуру стенки 11 пластмассового внутреннего резервуара 2 в области отверстия 8 резервуара.
В примерах осуществления напорного резервуара, изображенных на фиг.2-6, предусмотрено, что цилиндрическая часть 6 вставки 5 в смонтированном состоянии пронизывает отверстие 8 резервуара и выступает во внутреннюю область 12 резервуара.
Вставка 5 и стенка 11 пластмассового внутреннего резервуара 2 в области закраины 20 предпочтительно приварены друг к другу, так что разделительная поверхность между вставкой 5 и стенкой 11 пластмассового внутреннего резервуара 2 является соответственно газонепроницаемой. Для этого предусмотрено, что вставка 5 состоит из материала, совместимого в смысле свариваемости с пластмассовым внутренним резервуаром 2. Если вставка 5 состоит из полимерного материала, который не способен свариваться со стенкой 11 пластмассового внутреннего резервуара 2, то она может быть, например, приклеена к стенке 11.
Горловой элемент 4, вставка 5 и отверстие 8 резервуара центрированы друг относительно друга так, что в образуемое при этом отверстие может герметично вставляться соединительная арматура 9 или, соответственно, трубчатый элемент соединительной арматуры 9. При этом втулкообразная цилиндрическая часть 6 вставки 5 обеспечивает во внутренней области ограниченного ею отверстия плотную посадку для уплотнительного средства 14 соединительной арматуры 9. В настоящем случае предусмотрено круглое кольцевое уплотнение, которое известным образом установлено в пазу трубчатого продолжения соединительной арматуры 9. Для улучшения уплотнительного действия может быть предусмотрено, чтобы трубчатое продолжение соединительной арматуры 9 было снабжено несколькими расположенными на расстоянии друг от друга пазами с установленными в каждом из них круглыми кольцевыми уплотнениями.
В примере осуществления напорного резервуара 1, показанном на фиг.2-6, предусмотрено, что цилиндрическая часть 6 вставки 5 так выступает во внутреннюю область 12 резервуара и имеет такие размеры, что происходит уплотнение с соединительной арматурой 9 в погружающейся во внутреннюю область 12 резервуара области цилиндрической части 6 вставки 5. Благодаря этому предпочтительным образом достигается самоусиливающееся уплотнение при нагрузке внутренним давлением напорного резервуара 1. Создающееся в напорном резервуаре 1 давление действует радиально на цилиндрическую часть 6 вставки 5 и при этом особенно предпочтительным образом способствует уплотнению напорного резервуара 1.
Для монтажа напорного резервуара 1 вставка 5 вклеивается и/или приваривается в конусообразно втянутую область стенки 11 пластмассового внутреннего резервуара. Затем устанавливается и центрируется горловой элемент 4. На видах сечений, изображенных на фиг.3 и 4, соответственно между вставкой 5 и конусообразно втянутой областью стенки 11 пластмассового внутреннего резервуара условно изображен слой клея/слой адгезива, который более подробно не обозначен.
Фиксация горлового элемента 4 осуществляется посредством наматывания волокон опорной оболочки 3, которое осуществляется под острым углом относительно продольной оси напорного резервуара 1 так, что плечевая область 15 горлового элемента 4 охватывается опорной оболочкой 3.
Чтобы при монтаже по меньшей мере частично центрировать горловой элемент 4, этот элемент может временно фиксироваться с помощью своего рода калибра во вставке 5 и горловом элементе 4.
В показанном на фиг.4 варианте напорного резервуара закраина 20 вставки 5 с целью центрирования относительно горлового элемента 4 вставлена в выемку 21 горлового элемента 4.
По одному из альтернативных вариантов осуществления напорного резервуара 1, показанному на фиг.5, предусмотрено, что горловой элемент 4 посредством соединителей 16 в форме ласточкина хвоста с геометрическим замыканием соединен со вставкой 5. Для этого в обращенной от плечевой области 15 поверхности горлового элемента 4 могут быть предусмотрены имеющие форму сегмента круга пазы с профилем в форме ласточкина хвоста, в которые входят соответствующие участки профиля вставки 5.
Вставка 5 может либо быть отформованной на горловом элементе 4, либо соединители 16 в форме ласточкина хвоста установлены подобно байонетному затвору, так что горловой элемент 4 может вводиться в зацепление со вставкой 5 путем вращательного движения.
Другой вариант напорного резервуара 1 изображен на фиг.6. По этому варианту вставка 5 на своем обращенном от цилиндрической части краю снабжена окружной закраиной 17, которая охватывает плечевую область 15 горлового элемента 4.
Другой вариант напорного резервуара 1, предлагаемого изобретением, изображен на фиг.7. Цилиндрическая часть 6 вставки 5 втянута или, соответственно, вдавлена относительно обращенной к горловому элементу 4 поверхности вставки 5 и снабжена резьбой 18, которая взаимодействует с внутренней резьбой 19 горлового элемента 4. При этом расположении цилиндрическая часть 6 вставки 5 не пронизывает отверстие 8 резервуара, напротив, она ориентирована коаксиально и находится на одной прямой с отверстием 8 резервуара.
В варианте напорного резервуара 1, предлагаемого изобретением, изображенном на фиг.8, цилиндрическая часть 6 вставки выполнена сплошной таким образом, что она полностью пронизывает как горловой элемент 4, так и отверстие 8 резервуара, и выступает в заполняемый объем напорного резервуара 1. В области вставки 5, пронизывающей горловой элемент 4, она снабжена резьбой 18 на своем наружном периметре. Соединительная арматура 9 внутри вставки 5 уплотнена посредством двух находящихся в осевом направлении на расстоянии друг от друга уплотняющих средств 14 относительно внутренней стенки вставки 5. Это могут быть, например, два находящихся на расстоянии друг от друга круглых кольцевых уплотнения.
Список ссылочных позиций
1 Напорный резервуар
2 Пластмассовый внутренний резервуар
3 Опорная оболочка
4 Горловой элемент
5 Вставка
6 Цилиндрическая часть
7 Резьбовое отверстие
8 Отверстие резервуара
9 Соединительная арматура
10 Крепежная резьба
11 Стенка
12 Внутренняя область резервуара
13 Патрубок
14 Уплотняющее средство
15 Плечевая область горлового элемента
16 Соединитель в форме ласточкина хвоста
17 Закраина
18 Резьба
19 Внутренняя резьба
20 Закраина
Способ изготовления пластикового изделия и форма для формования с раздувом
Способ изготовления пластмассового изделия, а также раздувная форма для осуществления этого способа
Способ изготовления пластмассового изделия, а также деталь формы для формования с раздувом
Способ изготовления пластикового изделия и форма для формования с раздувом
Способ изготовления пластмассового изделия, а также раздувная форма для осуществления этого способа
Способ изготовления пластмассового изделия, а также деталь формы для формования с раздувом

