Результат интеллектуальной деятельности: СПИРАЛЬНОЕ СВЕРЛО С КРИВОЛИНЕЙНЫМИ РЕЖУЩИМИ КРОМКАМИ
Вид РИД
Изобретение
Изобретение относится к области инструментальной промышленности, в частности к спиральным сверлам, предназначенным для сверления отверстий в труднообрабатываемых материалах и сплавах (например, чугун, жаропрочная сталь).
Из уровня техники известно спиральное сверло с постоянным передним углом, режущие кромки которого выполняют криволинейными (Авторское свидетельство СССР №49722, B23B 51/02, 1936 г.).
Недостатком известного технического решения является неравномерный износ точек режущих кромок спирального сверла, обусловленный изменением скорости резания вдоль режущей кромки и приводящий к снижению стойкости спирального сверла.
Наиболее близким техническим решением к предлагаемому изобретению является сверло, режущие кромки которого в плоскости, перпендикулярной оси вращения, выполнены в виде спиралевидной кривой, отношение длины любого участка которой к величине соответствующей площади, описываемой сверлом при вращении, является постоянной величиной (Авторское свидетельство СССР №715238, B23B 51/02, 1980 г.).
Недостатком известного технического решения также является неравномерный износ точек режущих кромок спирального сверла, обусловленный изменением скорости резания вдоль режущей кромки и приводящий к снижению стойкости спирального сверла.
Техническая задача изобретения заключается в повышении стойкости спирального сверла за счет выравнивания проекции вектора скорости резания точек режущей кромки на нормаль к проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла.
Поставленная задача решается посредством того, что в спиральном сверле с криволинейными режущими кромками, согласно изобретению режущая кромка в проекции на плоскость, перпендикулярной оси вращения сверла, определяется уравнением:
 ,
,
где µ (рад) - полярный угол текущей точки проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла, отсчитываемый от начальной точки проекции в направлении, обратном вращению сверла при обработке;
r - радиус окружности, которой принадлежит текущая точка проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;
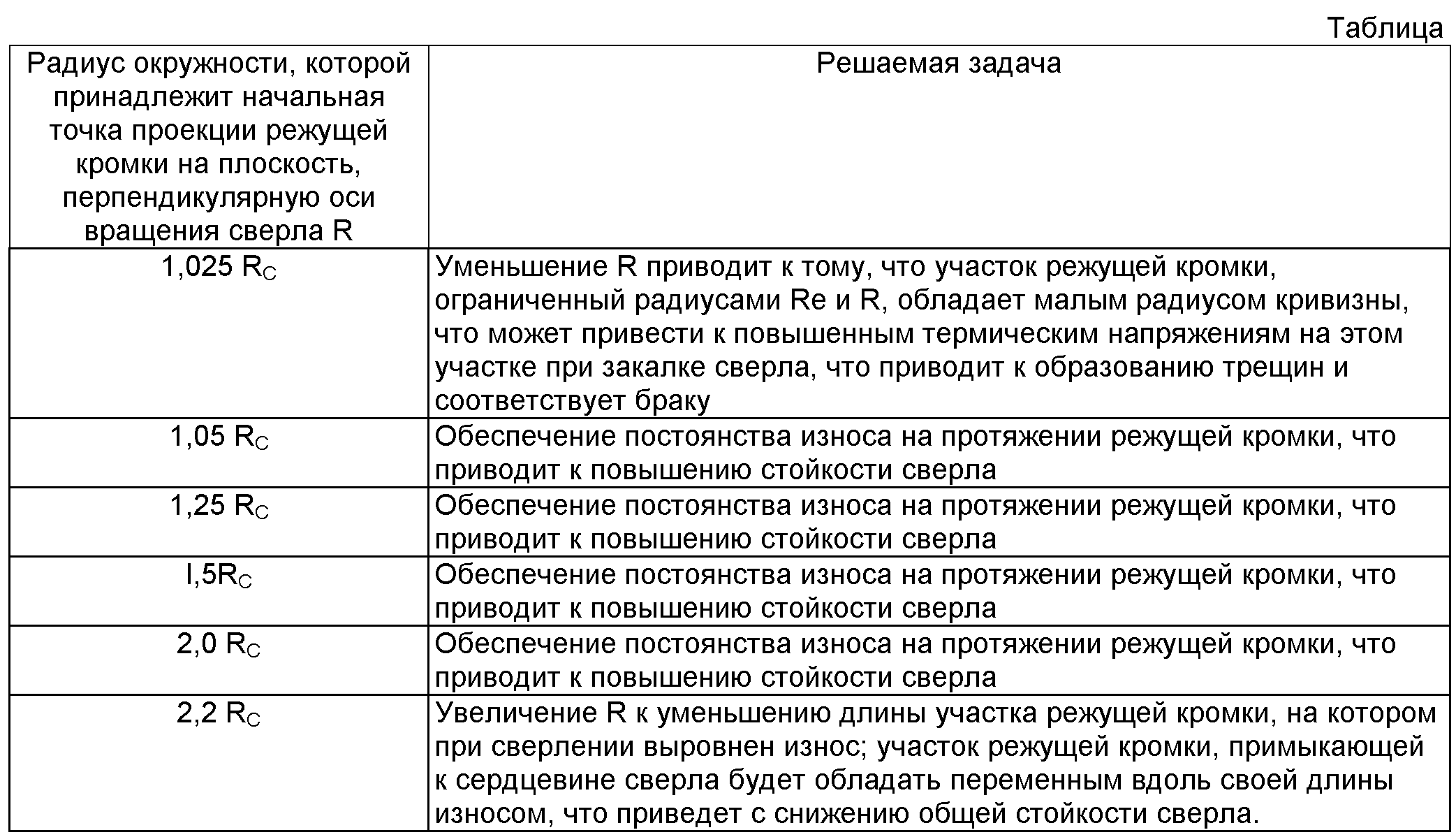
R=(1,05-2)RC - радиус окружности, которой принадлежит начальная точка проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;
RC - радиус сердцевины спирального сверла.
Сущность изобретения поясняется чертежами, где:
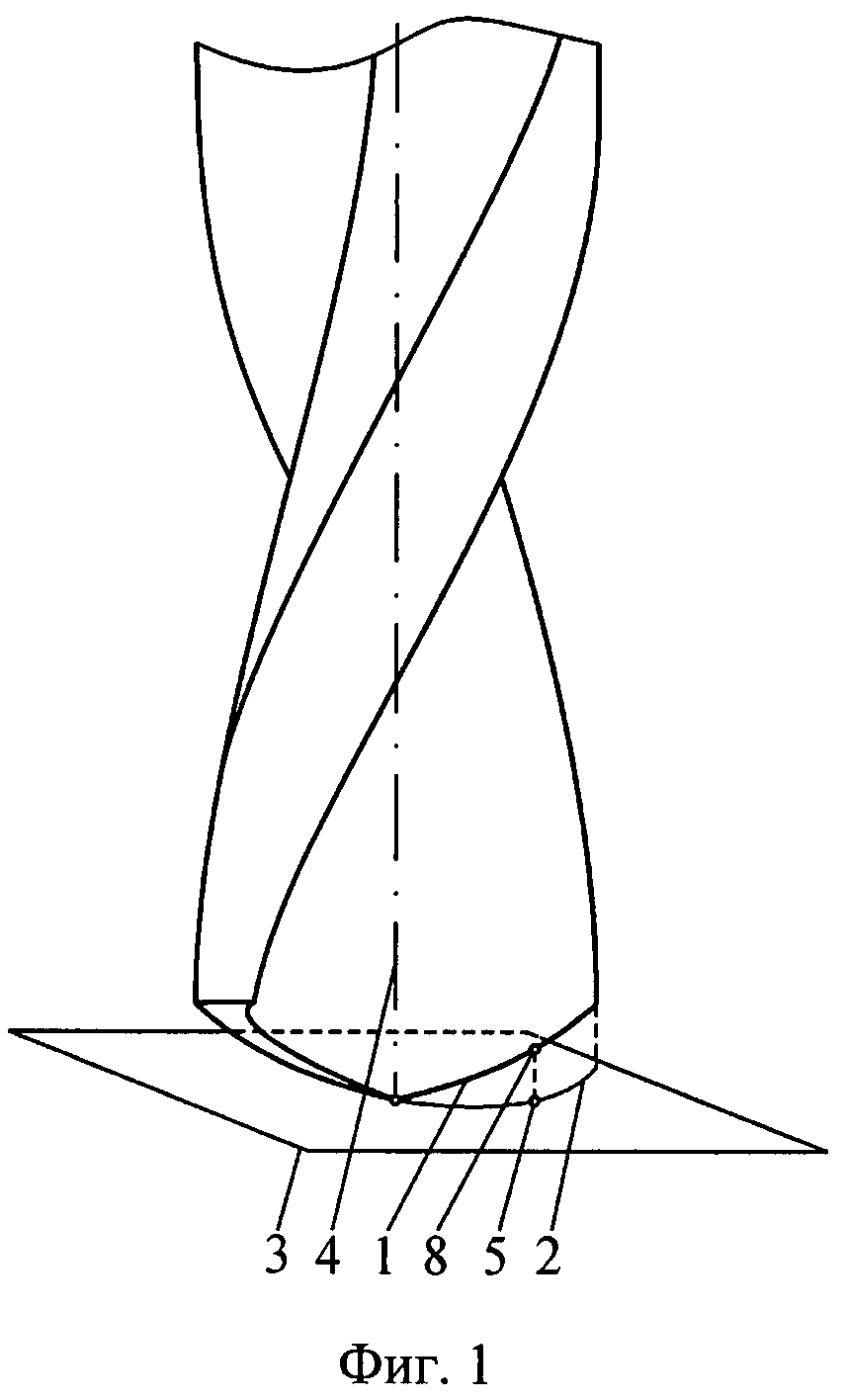
- на фиг.1 - вид заявленного спирального сверла в изометрии;
- на фиг.2 - проекция сверла на плоскость, перпендикулярную его оси вращения;
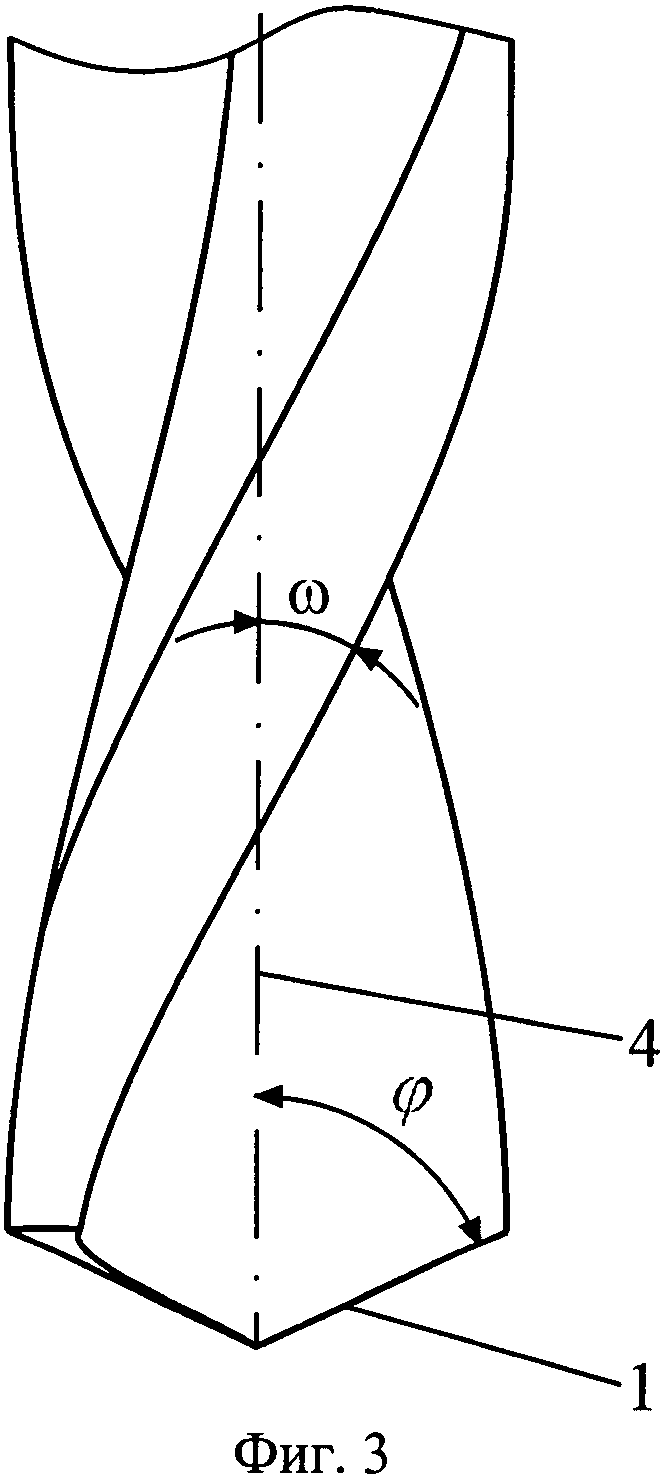
- на фиг.3 - проекция сверла на плоскость, параллельную его оси вращения, где соответственно изображены:
1 - режущая кромка;
2 - проекция режущей кромки на плоскость, перпендикулярную оси вращения сверла;
3 - плоскость, перпендикулярная оси вращения сверла;
4 - оси вращения сверла;
5 - текущая точка проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;
6 - начальная точка проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;
7 - вектор скорости резания в текущей точке режущей кромки;
8 - текущая точка режущей кромки;
9 - проекция вектора скорости резания в текущей точке режущей кромки на нормаль к проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;
10 - нормаль к проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;
11 - проекция вектора скорости резания в текущей точке режущей кромки на касательную прямую к проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;
12 - касательная прямая к проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;
Заявленное спиральное сверло содержит режущую кромку 1, проекция 2 которой на плоскость 3, перпендикулярную оси 4 вращения сверла, определяется уравнением:
 ,
,
где µ (рад) - полярный угол текущей точки 5 проекции 2 режущей кромки 1 на плоскость 3, перпендикулярную оси 4 вращения сверла, отсчитываемый от начальной точки 6 проекции 2 в направлении, обратном вращению сверла при обработке;
r - радиус окружности, которой принадлежит текущая точка 5 проекции 2 режущей кромки 1 на плоскость 3, перпендикулярную оси 4 вращения сверла;
R=(1,05-2)RC - радиус окружности, которой принадлежит начальная точка 6 проекции 2 режущей кромки 1 на плоскость 3, перпендикулярную оси 4 вращения сверла;
RC - радиус сердцевины спирального сверла.
Режущая кромка 1 принадлежит поверхности вращения прямой, наклоненной в оси вращения сверла 4 на угол, равный главному углу сверла в плане φ, относительно оси, совпадающей с осью вращения сверла 4. Передние и задние поверхности сверла выполняются путем заточки сверла с образованием переднего угла γ и заднего угла α. Винтовая канавка сверла наклонена к оси вращения сверла 4 под углом ω.
На производственной площадке ГОУ ФГБОУ ВПО МГТУ «СТАНКИН» прошли испытания предложенной конструкции, а именно спирального сверла диаметром 30 мм, радиусом сердцевины RC=3 мм, длиной режущей части 70 мм, предназначенного для обработки отверстий глубиной 50 мм в заготовках из серого чугуна марки СЧ30.
Режущая кромка 1 сверла была выполнена таким образом, что ее проекция 2 на плоскость 3, перпендикулярную оси 4 вращения сверла, определялась уравнением:
 ,
,
где µ (рад) - полярный угол текущей точки С проекции 2 режущей кромки 1 на плоскость 3, перпендикулярную оси 4 вращения сверла, отсчитываемый от начальной точки 6 проекции 2 в направлении, обратном вращению сверла при обработке;
r - радиус окружности, которой принадлежит текущая точка 5 проекции 2 режущей кромки 1 на плоскость 3, перпендикулярную оси 4 вращения сверла.
Режущая кромка 1 принадлежала поверхности вращения прямой, наклоненной в оси вращения сверла 4 на угол, равный главному углу сверла в плане φ=59°, относительно оси, совпадающей с осью вращения сверла 4. Передние и задние поверхности сверла выполнялись путем заточки сверла с образованием переднего угла γ=10° и заднего угла α=12°. Винтовая канавка сверла была наклонена к оси вращения сверла 4 под углом ω=30°.
Вектор скорости резания 7 в текущей точке 8 режущей кромки 1 отложим от проекции точки 8 на плоскость 3 - точки 5 и разложим на две составляющие - проекцию 9 вектора скорости резания 7 на нормаль 10 к проекции 2 и проекцию 11 вектора скорости резания 7 на касательную прямую 10 к проекции 2.
В процессе сверления износ текущей точки 8 режущей кромки 1 сверла определялся в основном проекцией 9 вектора скорости резания 6 на нормаль 9 к проекции 2, т.к. вторая составляющая вектора скорости резания 7 - проекция 11 вектора скорости резания 7 на касательную прямую 12 к проекции 2 в процессе сверления соответствовала перемещению участка режущей кромки 1 в точке 8 вдоль самого себя, что не приводило к снятию припуска и к износу режущей кромки 1 в точке 8.
Благодаря указанной геометрии режущей кромки 1, проекция 9 вектора скорости резания 7 на нормаль 10 к проекции 2 в ее текущей точке 5 была постоянна и составляла 0,4 v, где v (м/мин) - заданная режимами скорость сверления, следовательно, износ точек режущей кромки 1 был постоянен. Режущая кромка 1 не содержала участка или участков с повышенным износом по сравнению с остальными участками. Наличие участков режущей кромки 1 с повышенным износом и определяет малую стойкость известного спирального сверла, которая составляла 50 мин. Стойкость заявленного спирального сверла определялась износом всех участков режущей кромки 1 и составляла 75 мин, что превышает в 1,5 раза стойкость известного по прототипу спирального сверла.
Таким образом, заявленная совокупность существенных признаков, изложенная в формуле изобретения, позволяет повысить стойкость спирального сверла в 1,5 раза по сравнению с известным спиральным сверлом.
Существенность заявленных в формуле изобретения интервалов подтверждена в Таблице.
Анализ заявленного технического решения на соответствие условиям патентоспособности показал, что указанные в независимом пункте формулы признаки являются существенными и взаимосвязаны между собой с образованием устойчивой совокупности неизвестной на дату приоритета из уровня техники необходимых признаков, достаточной для получения требуемого синергетического (сверхсуммарного) технического результата.
Свойства, регламентированные в заявленном изобретении отдельными признаками, общеизвестны из уровня техники и не требуют дополнительных пояснений.
Таким образом, вышеизложенные сведения свидетельствуют о выполнении при использовании заявленного технического решения следующей совокупности условий:
- объект, воплощающий заявленное техническое решение, при его осуществлении предназначен для использования в области инструментальной промышленности, касается изготовления спиральных сверл, предназначенным для обработки отверстий в труднообрабатываемых материалах и сплавах;
- для заявленного объекта в том виде, как он охарактеризован в независимом пункте формулы изобретения, подтверждена возможность его осуществления с помощью вышеописанных в материалах заявки известных из уровня техники на дату приоритета средств и методов;
- объект, воплощающий заявленное техническое решение, при его осуществлении способен обеспечить достижение усматриваемого заявителем технического результата.
Следовательно, заявленный объект соответствуют требованиям условиям патентоспособности «новизна», «изобретательский уровень» и «промышленная применимость» по действующему законодательству.
Спиральное сверло с криволинейными режущими кромками, предназначенное для обработки отверстий в заготовках из чугуна, отличающееся тем, что режущая кромка выполнена из условия обеспечения постоянства износа ее точек при обработке упомянутых отверстий, при этом ее проекция на плоскость, перпендикулярную оси вращения сверла, определяется уравнением: ,где µ (рад) - полярный угол текущей точки проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла, отсчитываемый от начальной точки проекции в направлении, обратном вращению сверла при обработке;r - радиус окружности, которой принадлежит текущая точка проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;R=(1,05-2)R - радиус окружности, которой принадлежит начальная точка проекции режущей кромки на плоскость, перпендикулярную оси вращения сверла;R - радиус сердцевины спирального сверла.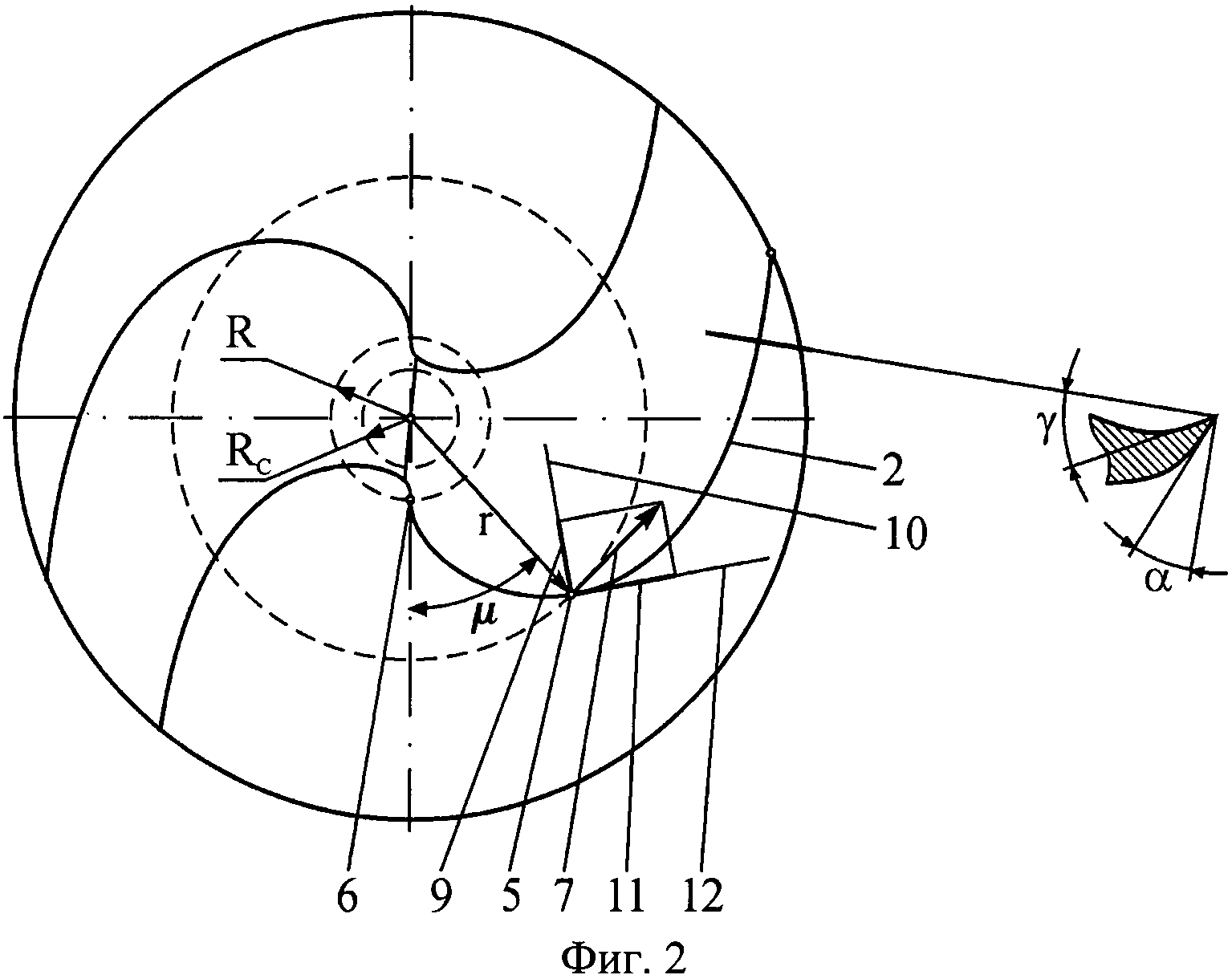
Устройство для изготовления изделий из композиционных порошкообразных материалов
Способ изготовления фасонного резца
Способ изготовления режущих керамических пластин из нитридной керамики
Способ определения шероховатости поверхности
Способ заточки сверл
Способ подачи армирующих волокон для технологических линий непрерывного изготовления изделий из полимерных композиционных материалов
Устройство для получения изображения микрорельефа объекта
Способ получения фасонных кольцевых изделий
Способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением
Способ резки пластичных металлов высокопрочной нитью
Способ изготовления фасонного резца
Способ изготовления режущих керамических пластин из нитридной керамики
Способ определения шероховатости поверхности
Способ заточки сверл
Способ подачи армирующих волокон для технологических линий непрерывного изготовления изделий из полимерных композиционных материалов
Устройство для получения изображения микрорельефа объекта
Способ получения фасонных кольцевых изделий
Способ автоматической компенсации тепловых смещений шпинделя металлорежущего станка с числовым программным управлением
Способ резки пластичных металлов высокопрочной нитью
Захватное устройство

