Результат интеллектуальной деятельности: СПОСОБЫ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ НА ПОВЕРХНОСТЬ И УСТРОЙСТВА ДЛЯ ИХ ПРИМЕНЕНИЯ
Вид РИД
Изобретение
Предпосылки создания изобретения
Существует множество ситуаций, когда желательно нанести изображение на поверхность. Например, владелец механического транспортного средства может пожелать нанести на его внешнюю поверхность логотип, художественное изображение, рекламу, лозунг или другую информацию. К технологиям нанесения изображений на внешнюю поверхность механического транспортного средства относится наложение самоклеящейся аппликации или пленки, обвертывание транспортного средства тисненой или текстурированной оболочкой и произвольное раскрашивание транспортного средства. Для нанесения изображения допускается пескоструйная обработка или химическое травление таких поверхностей, как стекло, металл без покрытия и других.
Каждая из этих технологий, несмотря на практическое применений, страдает от ряда неотъемлемых ограничений. Например, накладываемые аппликации или пленки могут быть ненадежными, тускнеть с течением времени или могут оказаться нестойкими к регулярной мойке транспортного средства или к изменениям температуры в широком диапазоне. Удаление аппликации или пленки может повредить поверхность под ними. Обертывание транспортного средства предназначено для нанесения изображения на крупный сегмент поверхности транспортного средства и менее пригодно для украшения небольшой зоны.
Произвольное раскрашивание дорого и наилучшим образом выполняется опытным профессионалом, и самостоятельное выполнение этой операции рядовыми владельцами может оказаться неудобным.
Перечисленные выше технологии обеспечивают нанесение изображения в основном на плоскость, совпадающую с остальной поверхностью транспортного средства, а не изображения, углубленного относительно окружающей его поверхности транспортного средства. Формирование углубленного изображения возможно с помощью пескоструйной обработки, химического травления и других эрозионных технологий, однако их применение может быть затруднено и ограничено ввиду их агрессивного изменения поверхности, которая ими обрабатывается.
Сущность изобретения
В одной реализации заявляется устройство для нанесения изображения на окрашенную внешнюю поверхность механического транспортного средства. Устройство состоит из маски, накладываемой с последующим съемом на наружный прозрачный слой окрашенной внешней поверхности механического транспортного средства, в маске имеется маскированный сегмент и открытый сегмент, совместно определяющие изображение, наносимое на поверхность, абразива, которым можно снять часть наружного прозрачного слоя для формирования изображения с матовым участком и незачищенным участком, и одного или более материалов, которые можно использовать для создания наружного прозрачного слоя, выглядящего глянцевым на матовом участке изображения и не отличающимся от глянцевого вида прозрачного слоя незащищенного участка изображения.
Заявляется также способ нанесения изображения на окрашенную внешнюю поверхность механического транспортного средства. Способ заключается в накладывании маски на наружный прозрачный слой окрашенной внешней поверхности, в маске имеется маскированная часть, покрывающая сегмент прозрачного слоя, и открытая часть, оставляющая открытой участок прозрачного слоя, маскированный и открытый сегменты совместно определяют изображение, в зачистке открытой части прозрачного слоя для обеспечения матовой поверхности и в удалении маски для открывания изображения с матовым участком и с незачищенным участком. Прозрачному слою в зоне матового участка изображения можно придать глянцевый вид, не отличающийся от глянцевого вида поверхности прозрачного слоя незачищенного участка изображения, не прибегая к окраске поверхности механического транспортного средства.
В некоторых реализациях присутствует плавный переход между матовой поверхностью участка изображения и незачищенным участком изображения. В отдельных реализациях матовый участок изображения углублен относительно незачищенного участка изображения.
В некоторых реализациях прозрачный слой матового участка изображения обрабатывается для обеспечения глянцевого вида, не отличающегося от глянцевого вида поверхности прозрачного слоя незачищенного участка изображения без окраски поверхности механического транспортного средства. В некоторых реализациях после обработки прозрачного слоя матового участка изображения невозможно невооруженным глазом распознать контур ранее нанесенного изображения. В других реализациях после обработки прозрачного слоя матового участка изображения на изображении может возникнуть углубленный и приподнятый участок.
В некоторых реализациях после обработки прозрачного слоя матового участка изображения можно отметить одно или более из следующих явлений: прозрачный слой может быть глянцевым; невооруженным глазом невозможно обнаружить царапины прозрачного слоя; или прозрачный слой может приобрести структуру «апельсиновой корки».
Краткое описание чертежей
Подробное описание можно проанализировать в гораздо большем объеме, обращаясь к следующим рисункам (не ограничиваясь ими):
ФИГ.1 - вид сверху одной реализации маски, которая может использоваться для нанесения изображения на поверхность, при этом предварительная маска частично не показана для более подробного показа подстилающей поверхности;
ФИГ.2 - сечение, обозначенное как 2-2 на ФИГ.1;
ФИГ.3 - вид сверху другой реализации маски, которая может использоваться для нанесения изображения на поверхность, при этом предварительная маска частично не показана для более подробного показа подстилающей поверхности;
ФИГ.4 - сечение, обозначенное как 4-4 на ФИГ.3;
ФИГ.5А - частичный упрощенный вид сверху изображения, нанесенного на поверхность первым описанным здесь способом с использованием маски ФИГ.1 и 2;
ФИГ.5В - частичный упрощенный вид сверху изображения, нанесенного на поверхность первым описанным здесь способом с использованием маски ФИГ.3 и 4;
ФИГ.6А - частичный упрощенный изометрический вид изображения, нанесенного на поверхность вторым описанным здесь способом с использованием маски ФИГ.1 и 2;
ФИГ.6В - частичный упрощенный изометрический вид изображения, нанесенного на поверхность вторым описанным здесь способом с использованием маски ФИГ.3 и 4;
ФИГ.7 - сечение части одной реализации абразива, который может использоваться для нанесения изображения на поверхность, согласно настоящей заявке.
ФИГ.8 - сечение части другой реализации абразива, который может использоваться для нанесения изображения на поверхность, согласно настоящей заявке.
ФИГ.9 - сечение части еще одной реализации абразива, который может использоваться для нанесения изображения на поверхность, согласно настоящей заявке.
Подробное описание изобретения
В настоящей заявке и в заявках, используемых качестве ссылок, любая позиция, упоминаемая в единственном числе, может также трактоваться как множество таких позиций, если иное очевидно не следует из контекста. Так, например, упомянутый по ходу изложения «компонент» может трактоваться как один или несколько компонентов и их известных эквивалентов. Кроме того, единственное или множественное число, выражения «как минимум один (одно, одна)» и «один (одно, одна) и более» используются как синонимы. Выражение «как минимум один (одно, одна)» подразумевает все числа от одного и более (например, как минимум 2, как минимум 4, как минимум 6, как минимум 8, как минимум 10, как минимум 25, как минимум 50, как минимум 100 и т.д.). Диапазоны, перечисляемые по границам, включают в себя как сами границы, так и все числа внутри диапазона (например, диапазон «от 1 до 10» включает в себя значения 1; 1,4; 1,9; 2,33; 5,75; 9,98; 10 и т.п.). Помимо прочего, термин «и/или» означает один или все перечисленные элементы или сочетания двух любых или более перечисленных элементов. Термин «включает в себя» и его сочетания не имеет ограничительного значения там, где эти термины сопровождаются описанием.
Изобретение относится в широком смысле к способам нанесения изображения на поверхность и устройствам для применения таких способов. В одной реализации изобретения заявляются способы нанесения изображения на окрашенную внешнюю поверхность механического транспортного средства (например, автомобиля, грузовика, мотоцикла и т.д.) и устройства для применения таких способов.
Заявляемые способы и устройства используются, в частности, для нанесения изображения на окрашенную внешнюю поверхность механических транспортных средств. Как правило, к этим поверхностям относятся металлические или пластмассовые панели с грунтовкой, цветным или пигментированным базовым слоем поверх слоя грунтовки и наружным защитным прозрачным слоем (т.е. не пигментированным или слегка пигментированным) или слоем верхнего покрытия. Обычно он называется как базовое покрытие/верхнее покрытие или базовое покрытие/прозрачный слой. Широко распространенные защитные прозрачные слои состоят из акриловых, уретановых или уретан-акриловых смол, которые могут быть дополнительно модифицированы включением керамических частиц размером менее 100 нанометров для улучшения твердости и стойкости к царапинам покрытия.
В некоторых реализациях для дополнительной защиты поверхности механического транспортного средства может использоваться пленка защиты краски, например, прозрачная (т.е. не пигментированная или слегка пигментированная) уретановая пленка толщиной от 150 до 300 мкм с клеевым слоем толщиной от 50 до 75 мкм, нанесенным на одну сторону такой пленки, и прозрачным слоем с противоположной стороны пленки.
В других реализациях для украшения и дополнительной защиты поверхности механического транспортного средства может использоваться обертывающая пленка, например, прозрачная (т.е. не пигментированная или слегка пигментированная) виниловая пленка толщиной около 50 мкм, с клеевым слоем толщиной около 25 мкм, нанесенным на одну сторону такой пленки и тисненым или графическим слоем на противоположной стороне такой пленки (например, автомобильные оберточные пленки серии 3М™ Scotchcal™ Gloss Overlaminate, 3М™ Scotchcal™ Luster Overlaminate или 3М™ Scotchcal™ Matte Overlaminate производства компании 3М Company, St. Paul, Minnesota, США).
В настоящей заявке упоминаются окрашенные внешние поверхности, встречающиеся в автомобилях, под ними подразумеваются панели с базовым покрытием/верхним покрытием или базовым покрытием/прозрачным слоем, как вариант - с дополнительной пленкой защиты краски или автомобильной оберточной пленкой поверх, упоминается также наружный прозрачный слой, под которым подразумевается самый наружный слой окрашенной внешней поверхности (реализованный в виде верхнего или прозрачного покрытия панели, в виде слоя прозрачного покрытия дополнительной защитной пленки краски или слоя прозрачного покрытия автомобильной оберточной пленки, покрывающей панель).
В одной реализации устройство для нанесения изображения на окрашенную внешнюю поверхность механического транспортного средства включает в себя маску, накладываемую с последующим съемом на наружный прозрачный слой и абразивного материала, с помощью которого возможно удаление сегмента наружного прозрачного слоя. В маске имеется маскированный сегмент и открытый сегмент, совместно определяющие изображение, наносимое на окрашенную внешнюю поверхность механического транспортного средства. Как будет более подробно изложено ниже, маска накладывается на окрашенную внешнюю поверхность, и прозрачный слой зачищается в зоне маски для формирования изображения с матовым участком и незачищенным участком. Устройство дополнительно включает в себя один или более материалов, которые можно использовать для создания наружного прозрачного слоя, выглядящего глянцевым на матовом участке изображения и не отличающегося от глянцевого вида прозрачного слоя незащищенного участка изображения.
Маски и изображения, которые можно создать с их помощью
На фиг. с 1 по 4 показаны две реализации маски 10, которые можно использовать для реализации заявляемых способов и которые могут быть включены в состав устройств для осуществления таких способов. Одна реализация представлена на ФИГ.1 и 2, другая реализация представлена на ФИГ.3 и 4.
Согласно одному способу, маска, представленная на ФИГ.1 и 2, может быть использована для нанесения изображения 12А (представляющего собой букву «А») на поверхность, такую как окрашенная наружная поверхность 14 механического транспортного средства, представленная на ФИГ.5А. Таким же способом маска 10, представленная на ФИГ.3 и 4, может быть использована для нанесения изображения 12В (представляющего собой букву «А») на поверхность, такую как окрашенная наружная поверхность 14 механического транспортного средства, представленная на ФИГ.5В.
Каждое из изображений 12А и 12В включает собой матовый участок 16 и явно отличающийся смежный участок 18. (Для удобства можно считать и называть изображения 12А и 12В изображениями с матовой поверхностью.) Матовый участок 16 соответствует открытому сегменту маски 10 и возникает вследствие зачистки поверхности, на которую накладывается маска. Участок 18 соответствует маскированному сегменту маски 10 и представляет собой исходную поверхность. В этом контексте термин «исходная» поверхность относится к сегменту поверхности изображения 12А или 12В, смежному с матовым участком 16 и незачищенному в процессе нанесения изображения 12А и 12В на поверхность.
Матовый участок 16 может выглядеть мутным, непрозрачным, молочно-белым или потертым.
На ФИГ.5А и 5В изображения 12А и 12В нанесены на окрашенную внешнюю поверхность 14 механического транспортного средства. Таким образом, матовый участок 16 образуется зачисткой прозрачного слоя окрашенной внешней поверхности механического транспортного средства, а участок 18 создается исходной, обычно глянцевой, окрашенной внешней поверхностью (т.е. это обычно глянцевый участок). В этом контексте термин «исходная» поверхность относится к сегменту поверхности изображения 12А или 12В, смежному с матовым участком 16 и незачищенному в процессе нанесения изображения 12А и 12В на поверхность 14. Несмотря на зачистку поверхности механического транспортного средства имеется плавный переход от поверхности матового участка 16 к поверхности смежного глянцевого участка. Например, пользователь, проводя пальцем по матовому участку 16 и смежному участку 18 не должен, в предпочтительных реализациях, обнаружить границу двух участков.
Наиболее предпочтительно, как будет пояснено ниже, матовый участок 16 может быть удален с восстановлением прозрачного слоя на этом участке с тем, чтобы глянцевый вид поверхности не отличался от смежного, незачищенного участка 18 без покраски поверхности механического транспортного средства.
По другому способу маска, показанная на ФИГ.1 и 2, может также использоваться для нанесения изображения 13А (представляющего собой букву «А») на такую поверхность, как наружная окрашенная поверхность 14 механического транспортного средства, показанная на ФИГ.6А. Таким же способом маска 10, показанная на ФИГ.3 и 4, может также использоваться для нанесения изображения 13В (представляющего собой букву «А») на такую поверхность, как наружная окрашенная поверхность 14 механического транспортного средства, показанная на ФИГ.6В.
Каждый из рисунков 13А и 13В содержит углубленный участок 15 и смежный участок 17, приподнятый относительно углубленного участка 15. (Для удобства можно считать и называть изображения 13А и 13В углубленными изображениями.) Углубленный участок 15 соответствует открытому сегменту маски 10 и формируется зачисткой поверхности, на которую накладывается маска.
Приподнятый участок 17 соответствует маскированному сегменту маски 10 и формируется исходной поверхностью. В этом контексте термин «исходная» поверхность относится к сегменту поверхности изображения 13А или 13В, смежному с углубленным участком 15 и незачищенному в процессе нанесения изображения 13А и 13В на поверхность.
На ФИГ.6А и 6В углубленные изображения 13А и 13В созданы на наружной окрашенной поверхности 14 механического транспортного средства. Таким образом, углубленный участок 15 создается зачисткой прозрачного слоя наружная окрашенная поверхности механического транспортного средства, а приподнятый участок 17 создается исходной, обычно глянцевой, окрашенной внешней поверхностью (т.е. это обычно глянцевый участок).
В этом контексте термин «исходная» поверхность относится к сегменту прозрачного слоя, смежному с углубленным участком 15 и незачищенному в процессе создания углубленного изображения 13А или углубленного изображения 13В на поверхности 14. Видимая кромка, выступ, порог или полка определяют границу между углубленным участком 15 и приподнятым участком 17. В некоторых реализациях пользователь, проводя пальцем по углубленным и приподнятым участкам, в состоянии обнаружить границу участков.
Поскольку углубленный участок создается зачисткой прозрачного слоя, изначально он матовый. Однако, как поясняется ниже более подробно, в результате дополнительной обработки или покрытия прозрачным слоем матового или углубленного участка он восстанавливается с тем, чтобы глянцевый вид поверхности не отличался от смежного, незачищенного и приподнятого участка без покраски поверхности механического транспортного средства.
Маска 10
Теперь обратимся к ФИГ. с 1 по 4, будет приведено более подробное описание маски 10. Для двух реализаций маски 10, показанных на ФИГ. с 1 по 4 используются аналогичные номера позиций, поскольку две реализации включают в себя те же самые компоненты, полное описание которых будет приведено ниже. Маска 10 включает в себя маскирующий слой 19, состоящий из маскирующей пленки 20 с первой и второй противоположными основными поверхностями 22 и 24 и самоклеящийся слой 26, расположенный на одной из противоположных поверхностей маскирующей пленки 20 (поверхность 24 на ФИГ. с 1 по 4). Желательно выбирать маскирующий слой 19, обладающий несколькими предпочтительными свойствами.
Например, желательна такая стойкость маскирующего слоя к абразивной обработке, чтобы маска продолжала защищать расположенную под ней окрашенную внешнюю поверхность механического транспортного средства, когда прозрачный слой открытого участка будет зачищен. В некоторых реализациях маскирующий слой должен быть достаточно согласующимся и не эластичным до такой степени, чтобы легко повторять сложные контуры, расположенные в различных плоскостях, обычно встречающиеся в механических транспортных средствах. При растяжении в процессе применения с целью подгонки к объемной форме маскирующий слой должен сохранять подразумеваемую трехмерную форму. Маскирующий слой должен также быть гибким и обладать разрывным усилием, позволяющим огибать острые углы и кромки, обычно встречающиеся в механических транспортных средствах, без разрыва.
В некоторых реализациях желательна возможность простого и чистого удаления маскирующего слоя с поверхности после нанесения изображения на нее без остатков клеящего состава, которое необходимо затем удалять и без необходимости делить маскирующий слой на несколько частей.
В некоторых реализациях желательно выбрать такой самоклеящийся состав, который сохраняет адекватную адгезию с окрашенной внешней поверхностью механического транспортного средства даже под воздействие пара или влаги в ситуации, когда прозрачный слой увлажняется в процессе зачистки.
Маскирующая пленка 20 может быть изготовлена из самых различных материалов, например полимерных пленок, металлизированных полимерных пленок, металлической фольги, бумаги и тканого материала. Предпочтительно изготовлять маскирующую пленку 20 из полимерных материалов и пленок, используемых для графики механического транспортного средства или для аппликаций, или в процессе произвольного раскрашивания механического транспортного средства для задания зоны раскрашивания. К числу подходящих полимерных пленок относятся, например, виниловые, поливинил-хлоридные, пластифицированные поливинил-хлоридные, полиуретановые, полиэтиленовые, полипропиленовые, фтор-каучуковые, политетрафторэтиленовые, полиэфирные, полимидные, ацетат-целлюлозные, этил-целлюлозные и подобные.
Предпочтительная толщина маскирующего слоя 20 составляет от 25 до 75 мкм.
Самоклеящийся слой 26 может быть также выбран из разнообразных материалов, и, в общем, подходят самоклеящиеся составы, используемые для маскирующих автомобильных лент. К классам самоклеящихся составов, пригодных для использования в настоящей заявке, относятся клейкие каучуковые вещества (например, клейкий природный каучук), олефины (например, поли-d-олефины, такие как полиэтилен, полипропилен, полибутилен, полигексен и полиоктен), силиконы, полисопрен, поибутадиен, полиутретаны, стирен-изопрен-стирен и стирен-бутадиен-стирен блочные сополимеры, этилен винил ацетат и другие эластомеры. Также пригодны в качестве самоклеящихся составов клейкие или неклейкие акриловые клеи, такие как сополимеры алкил акрилата или алкил метакрилат с наличием, например, алкиловой группы, содержащей от 4 до 18 (или от 4 до 12) углеродных атомов, такой, например, как n-бутил акрилат, 2-этилгексилакрилат, изононил акрилат, октадецил акрилат и подобные, а также усиленный мономер, такой как акриловая кислота, метакриловая кислота, итаконовая кислота, изоборнил акрилат, N,N-диметилакриламид, N-винил капролактам, N-винил пирролидон и подобные. Дополнительно, самоклеящиеся составы могут обладать поперечными молекулярными связями для улучшения когезии и других свойств клея.
Самоклеящийся состав может дополнительно включать в себя одну или более присадок, таких, например, как инициаторы, наполнители, пластикаторы, усилители клейкости, агенты цепной передачи, агенты усиления волокнистости, тканые и нетканые материалы, вспенивающие агенты, антиоксиданты, стабилизаторы, ингибиторы горения, агенты улучшения вязкости, красящие агенты и их смеси.
Толщина саомоклеящегося слоя может значительно зависеть от прикладной задачи, обычно она находится в диапазоне от 10 до 50 мкм. Общая толщина маскирующего слоя 19 составляет, как правило, от 35 до 125 мкм.
Маска 10 дополнительно включает в себя съемную прокладку 28 для защиты самоклеящегося слоя 26 до момента наложения пользователем маскирующего слоя 19 на поверхность, куда будет наноситься изображение.
Для изготовления съемной прокладки 28 могут подойти самые разнообразные материалы, в основном, для этой цели годятся съемные прокладки и промежуточные прокладки, используемые для графики и аппликаций механических транспортных средств. Съемная прокладка 28 должна находиться в теснейшем контакте с самоклеящимся слоем 26, а затем она должна быть удалена без повреждения самоклеящегося слоя. Съемная прокладка 28 обычно представляет собой пленку (из такого материала, как полиэтилен, полипропилен или полиэтилен терефталат) или бумагу с нанесенным силиконовым или фторсиликоновым съемным покрытием. Поверхность съемной прокладки 28, прижатой к самоклеящемуся слою 26, может быть гладкой. Как альтернативный вариант, в ней может присутствовать сеть микроструктурных каналов, служащих каналами выпуска воздуха самоклеящегося слоя 26, когда маскирующий слой 19 ламинируется к съемной прокладке.
В маске 10 также имеется съемная предварительная маска 30, прикрепленная к основной поверхности маскирующей пленки 20, которая находится напротив основной поверхности с нанесенным самоклеящимся слоем 26 (т.е. основная поверхность 22 на ФИГ. с 1 по 4). Конструкция предварительной маски 30 аналогична маскирующему слою 19 и состоит из верхнего листа 32 и самоклеящегося слоя 34, нанесенного на одну из основных поверхностей верхнего листа. В общем, перечисленные выше материалы, как пригодные для использования в качестве маскирующей пленки 20, могут быть использованы для верхнего листа 32, хотя полимерные пленки особо предпочтительны ввиду своей прозрачности или полупрозрачности, что может способствовать наложению маскирующего слоя 19 на поверхность для нанесения изображения. Перечисленные выше материалы, как пригодные для использования в качестве самоклеящегося слоя 26, могут использоваться для самоклеящегося слоя 34, хотя материал для самоклеящегося слоя 34 выбирается так, чтобы его адгезия к маскирующей пленке 20 и к поверхности, на которую будет накладываться маскирующий слой 19, была меньше адгезии самоклеящегося слоя 26 к поверхности, на которую будет накладываться маскирующий слой 19.
Маска 10 может поставляться в собранном виде. Маскирующий слой 19 может быть сформирован любым общеизвестным способом изготовления самоклеящихся предметов. Например, самоклеящийся слой 26 можно непосредственно наносить с помощью воды или органического растворителя на маскирующую пленку 20, или можно наносить в виде горячего расплава на маскирующую пленку 20. Покрытие можно наносить ножевым устройством, устройством Мейера, экструзионным штампом и т.д., в зависимости от самоклеящегося материала. В качестве альтернативного варианта, самоклеящийся слой можно наносить любыми из этих технологий на промежуточную прокладку, высушенную на воздухе или в низкотемпературной печи, а затем заламинировать на маскирующую пленку 20 воздействием тепла и/или прижима, как требуется для обеспечения хорошего сцепления. Такой подход особенно полезен, когда поверхность самоклеящегося материала, который будет наноситься на поверхность, будет содержать каналы выпуска воздуха, поскольку эти каналы могут быть встроены в промежуточную прокладку и нанесены на самоклеящийся слой. В некоторых ситуациях, с целью улучшения адгезии самоклеящегося слоя маскирующая пленка 20 может быть предварительно обработана до покрытия с использованием, например, коронного разряда, плазменного разряда, воздействием пламени, электронным облучением, ультрафиолетовым облучением, кислотным травлением или химической грунтовкой.
Как только маскирующий слой 19 подготовлен, его можно ламинировать на съемную прокладку 28. Если отрытый слой самоклеящегося материала не снабжен заранее каналами выпуска воздуха, в съемном слое 28 могут присутствовать эти структуры (при желании), таким образом, они могут быть нанесены на самоклеящийся слой 26. К имеющимся в продаже материалам, которые могут быть использованы для маскирующего слоя 19, относятся графические пленки Controltac™ и Controltac™ Plus компании 3М Company, St. Paul, Minnesota, U.S.A., включающие в себя удаляемый самоклеящийся состав, в частности, включающий самоклеящийся состав марки Comply™ с каналами выпуска воздуха.
Поскольку маска 10 была отдельно рассмотрена со ссылками на ФИГ. с 1 по 4, для маски 10 могут быть использованы другие конструкции в зависимости от наносимого изображения и навыков пользователя. Например, для очерчивания определенных изображений можно воспользоваться маскирующими лентами, традиционно используемыми для окраски механических транспортных средств. Такие маскирующие ленты могут состоять из основы, изготовленной из винила или другой полимерной пленки, крепированной бумаги или подобного материала, со слоем самоклеящегося материала (подобного описанном выше) на одной стороне основы и формовочной обработкой другой стороны для облегчения намотки маскирующей ленты в рулон и размотки ее для применения. В продаже имеются маскирующие ленты, пригодные к использованию в качестве маски настоящей заявки, среди них Scotch™ Performance Masking Tape 233+ или 3М™ Vinyl Tape 471+ компании 3М Company, St. Paul, Minnesota, U.S.A.
Затем маскированные и открытые сегменты маски 10 создаются в соответствии с изображением, наносимым на поверхность (например, окрашенная внешняя поверхность механического транспортного средства). В зависимости от пожеланий дизайнера или пользователя имеется возможность создания самых разнообразных изображений с матовым участком 16 и явно отличающимся смежным участком 18 (например, матовый участок изображения, если изображение наносится на окрашенную внешнюю поверхность механического транспортного средства), или углубленным участком 15 и явно отличающимся смежным приподнятым участком 17 (каждый из которых может быть глянцевым участком, если изображение наносится на окрашенную внешнюю поверхность механического транспортного средства). Под изображением подразумевается логотип, графика, буквы, числа, слова, символы, фигуры произвольной формы или любое их сочетание. Участки наносимого изображения, которые планируется сделать матовыми, и участки, которые планируется сделать глянцевыми или имеющими иное явное отличие от смежного матового участка, или участки наносимого изображения, которые планируется сделать углубленными или приподнятыми в зависимости от пожеланий дизайнера или пользователя.
После окончательного выбора создаваемого изображения вырезается маскирующий слой 19 по выбранному изображению и удаляется сегмент маскирующего слоя. Удаляемый сегмент маскирующего слоя 19 создает открытый сегмент маски 10, который, в свою очередь, создаст углубленный участок 15 или матовый участок 16 нанесенного изображения. Не удаляемый сегмент маскирующего слоя 19 создает маскирующий сегмент маски 10, который, в свою очередь, создаст приподнятый участок 17 или глянцевый (или явно отличающийся смежный) участок 18 нанесенного изображения. Маскирующий слой 19 можно вырезать ножом или бритвой, или штампом, или лазером, воспользовавшись, например, автоматическим или программируемым режущим инструментом.
После удаления ненужного сегмента маскирующего слоя 19 предварительная маска ламинируется на основную поверхность 22 маскирующей пленки 20 для полного сбора маски. (Предварительную маску можно изготовить по любой производственной технологии, описанной в связи с маскирующим слоем 19.)
Наложение маски на поверхность
С этого момента пользователь может начать процесс нанесения желаемого изображения на украшаемую поверхность. После выбора поверхности, которую желательно украсить изображением, поверхность следует тщательно очистить, чтобы удалить скопившуюся грязь, сажу, пыль и подобные загрязнения. Например, если намечено украсить окрашенную внешнюю поверхность механического транспортного средства, такую поверхность готовят промывкой водным раствором моющего средства или автомобильного шампуня, разведенного по рекомендациям изготовителя, затем промывают чистой водой и высушивают.
Затем на чистую и сухую поверхность накладывают маскирующий слой 19. Съемная прокладка 28 удаляется, открывая таким образом самоклеящийся слой 26. Маскирующий слой 19 вместе с предварительной маской 30 располагают на поверхности так, чтобы он соответствовал положению изображения. Определенные самоклеящиеся материалы (например, графические пленки торговых марок Controltac™ и Controltac™ Plus компании 3М Company) позволяют двигать маскирующий слой 19 по поверхности до тех пор, пока не будет достигнуто желаемое положение. Как только маскирующий слой 19 размещен на поверхности соответствующим образом, его прижимают к поверхности так, что самоклеящийся слой 26 образует прочную, но съемную связь с поверхностью. Эта операция осуществляется протяжкой шпателя, резинового ролика или аналогичного приспособления по предварительной маске 30. Использование самоклеящегося слоя с каналами выпуска воздуха позволит избежать пузырей, морщин или складок маскирующего слоя. В качестве альтернативного варианта, съемную прокладку 28 можно удалить не полностью, так чтобы частично открыть самоклеящийся слой 26. В этом случае маскирующий слой 19 можно накладывать на поверхность по приведенному выше описанию, одновременно удаляя остаток съемной прокладки 28 плавным непрерывным движением.
Затем предварительную маску 30 следует удалить, оторвав от маскирующего слоя 19 и от поверхности, намеченной для украшения изображением. Если выбранный самоклеящийся слой 34 обладает меньшей адгезией к маскирующей пленке 20 и украшаемой поверхности, чем самоклеящийся слой 26 к этой же поверхности, то предварительную маску 30 легко удалить без воздействия на маскирующий слой 19. Удалением предварительной маски 30 задаются маскированные и немаскированные сегменты украшаемой поверхности, и пользователь очистит немаскированные сегменты этой поверхности для создания изображения (например, изображение 12А, изображение 12В, изображение 13А, изображение 13В), представленного маской 10.
Если маска 10 представляет собой маскирующую ленту, эти части маскирующей ленты разматываются из рулона, отрезаются по желаемому размеру и форме, располагаются на украшаемой поверхности так, чтобы задать желаемое изображение, и прижимаются к поверхности так, чтобы самоклеящийся слой образовал прочную, но съемную связь с поверхностью. Таким образом на украшаемой поверхности задаются маскированные и немаскированные участки, и пользователь может очистить немаскированные участки, чтобы создать изображение, представленное маской.
Абразивы для очистки немаскированного участка поверхности
Разнообразные абразивы можно использовать для очистки немаскированного участка поверхности с тем, чтобы сформировать изображение, представленное маской 10. На ФИГ. с 7 по 9 представлены абразивы, состоящие, как правило, из абразивного слоя 36, закрепленного на гибкой основе 38. Абразивный слой 36 состоит из абразивных частиц 40, закрепленных или рассеянных в связующем материале. Ниже приводится описание подходящих примеров гибкой основы 38 и абразивных частиц 40.
В одной реализации, один пример которой приведен на ФИГ.7, абразивный слой 36, содержащий абразивные частицы 40, закреплен в первом связующем материале, образующей смоле или образующем покрытии 42, покрытом вторым связующим материалом, формовочной смолой или формовочным покрытием 44, и дополнительным третьим связующим материалом, суперформовочной смолой или суперформовочным покрытием 46 поверх формовочного покрытия 44. Формовочное покрытие 42 может содержать клейкую или отвержденную смолу и необходимые смолы, включая акрилат, уретан, эпоксиды, полиэфиры и т.д., а также их смеси. Формовочное покрытие 44 накладывается поверх абразивных частиц 40 и образующего покрытия 42. Формовочное покрытие может также содержать клейкие или отвержденные смолоподобные клеящие материалы и подходящие примеры, включая фенольные, аминопластичные, уретановые, акрилатно уретановые, эпоксидные, акрилатно эпоксидные, изоциануратные, акрилатно изоциануратные, этиленненасыщенные, мочевиноформальдегидные, бис-малеимидные и флюорен-модифицированные эпоксидные смолы, а также их смеси. Как образующие, так и формовочные покрытия могут дополнительно содержать различные необязательные присадки, такие как наполнители, улучшители шлифования, волокна, смазочные материалы, увлажняющие агенты, поверхностно-активные, пигменты, анипенящиеся агенты, красители, вяжущие агенты, пластикаторы и взвешивающие агенты. Дополнительное суперформовочное покрытие 46 может быть добавлено для предотвращения или сокращения абразивного шлама (сошлифованного материала) между абразивными частицами, к приемлемым материалам для такого покрытия относятся металлические соли жирных кислот, мочевино-формальдегиды, парафины, минеральные масла, силаны с перекрестными связями, силиконы с перекрестными связями, фторсодержащие соединения и их сочетания.
Образующее покрытие может быть приготовлено смешиванием его компонентов, нанесением в качестве грунта на основу 38 посредством, например, накатки, распыления, шаблона, разравнивания ножом и тому подобными способами, и облучения электронным лучом, видимым светом, ультрафиолетовым излучением или другим подходящим излучением с продолжительностью и интенсивностью, достаточными для полимеризации или отверждения грунта связующей смолы. Абразивные частицы 40 можно наносить вплоть до достаточного отверждения грунта первой связующей смолы, то есть пока не прекратится прилипание частиц, например, насыпным покрытием, электростатическим покрытием или магнитным покрытием. Формовочное покрытие 44 может быть затем нанесено поверх абразивных частиц и образующего покрытия 42 в виде текучей жидкости путем накатки, распыления, глубокой печати или налива, после чего подвергнуто отверждению путем сушки, нагрева или облучения пучком электронов, видимым светом или ультрафиолетовой энергией. Суперформовочное покрытие 46 можно наносить и отверждать аналогичным способом.
В другой реализации, один пример которой показан на ФИГ.8, абразивный слой 36 содержит абразивные частицы 40, рассеянные в связующем материале 48; как правило, частицы существенно равномерно распределены по связующему материалу. В качестве примеров подходящих связующих материалов можно привести органические смолы, которые полимеризуются или отверждаются под воздействием тепла или излучения (например, электронным пучком, ультрафиолетовым излучением или видимым светом), такие как фенольные, мочевиноформальдегидные, малеимидно формальдегидные, акрилатно уретановые, акрилатно эпоксидные, этиленненасыщенные, этиленненасыщенные смолы и подобные. К исходным компонентам, которые возможно вводить вместе со связующей смолой, относятся улучшители шлифования, волокна, наполнители, тиксотропные агенты, увлажняющие агенты, пигменты, красители, смазочные агенты, антистатические агенты, пластикаторы, вяжущие агенты, взвешивающие агенты и подобные вещества. Как правило, абразивный слой 36 наносится на гибкую основу 38 путем приготовления суспензии, содержащей абразивные частицы, грунт для связующей смолы и дополнительные присадки, затем суспензия наносится на основу накаткой, гравированным цилиндром, распылением, промежуточным покрытием, вакуумной штамповкой или штампованным покрытием, а затем суспензия подвергается воздействию подходящего излучения с продолжительностью и интенсивностью, достаточными для полимеризации или отверждения грунта связующей смолы.
В другой реализации, один пример которой показан на ФИГ.9, абразивный слой 36 представляет собой структурированный абразивный слой, содержащий абразивные композиты 50 прецизионной формы, в которых абразивные частицы распределены по связующему материалу 52. Структурированным абразивным слоем (называемым иногда формованным абразивным слоем) называется абразивный слой, состоящий из абразивных частиц, распределенных в связующем материале, причем структура поверхности такого абразивного слоя отличается от поверхности обычных покрытых абразивов (показанных, например, на ФИГ.7 и 8), но вместо этого на поверхности такого абразива имеются приподнятые и углубленные сегменты, которые могут располагаться в произвольном порядке. Прецизионно-формованные абразивные композиты отличаются относительно гладкими сторонами, связанными и объединенными четко оформленными кромками явной длины с явными конечными точками, определенными пересечениями разных сторон. Прецизионно-формованные абразивные композиты могут быть объемными, что выражается как минимум одним приподнятым элементом или одним углубленным элементом открытой поверхности структурированного абразивного слоя. К используемым формам относятся, например, кубические, призматические, пирамидальные (например, с квадратным или многоугольным основанием), усеченные пирамидальные, конические, кусочно-конические, «палатка» и «гребень».
В этом контексте термины «связанные» и «связь» относится к открытым поверхностям и кромкам каждого композита, которые разграничивают и определяют фактическую пространственную форму каждого абразивного композита. Эти связи без труда заметны и различимы при исследовании среза абразивного объекта под сканирующим электронным микроскопом.
Связи разделяют и позволяют отличить один прецизионно-формованный абразивный композит от другого даже в случае взаимного соприкосновения композитов по общей границе на их основании. Для сравнения, кромки абразивного композита, не относящегося к прецизионно-формованным, сформированы нечетко.
К грунтам связующего материала, которые можно отверждать для формирования связок структурированных абразивов, относятся, например, смолы, отверждаемые под воздействием тепла и излучения, такие как фенольные смолы, аминопластные смолы, мочевино-формальдегидные смолы, меламино-формальдегидные смолы, уретановые смолы, полиакрилаты, алкидные смолы, эпоксидные смолы, изоциануратные смолы, аллиловые смолы, фурановые смолы, эфиры циановой кислоты, полиимиды и их смеси. Грунты связующего материала могут дополнительно содержать реактивные растворители, мономеры, способствующие адгезии, фотоинициаторы, улучшители шлифования, наполнители, увлажняющие агенты, химически выводимые агенты, поверхностно-активные вещества, пигменты, вяжущие агенты, красители, рецепторы энергии, стеклянные пузырьки или бусины, надувные пузырьки, полимерные частицы, твердые или жидкие парафины, калиевый фторборат, стеарат лития, криолит, полиуретановые частицы или полисилоксановая камедь.
Слои структурированных абразивов можно изготовить осаждением суспензии на основу (дополнительно по шаблону через трафарет или способом глубокой печати), или контактом с суспензией путем заливки, частично полимеризации грунта связки в суспензии (например, облучением электронным пучком, ультрафиолетовым излучением, видимым светом и т.д.) для перевода по меньшей мере поверхности суспензии в пластичное, но не текучее состояние, тиснение шаблоном частично полимеризованной суспензии и затем дополнительной полимеризацией частично полимеризованной суспензии. Суспензией можно непосредственно покрыть производственный инструмент, на котором имеются прецизионно-формованные полости, а затем совместить с гибкой основой, или покрыть суспензией гибкую основу и совместить с производственным инструментом. При таком подходе суспензия затем, как правило, застывает или затверждается в полостях производственного инструмента. В качестве альтернативного варианта покрытие суспензией может производиться через трафарет, соприкасающийся с основой, при этом суспензия дополнительно полимеризуется в отверстиях трафарета, формируя множество формованных абразивных композитов, в основном соответствующих форме отверстий трафарета.
Абразивные частицы 40, используемые в любой из нескольких описанных здесь реализаций, можно в общем разделить на два класса: природные абразивы и искусственные абразивы. Примерами используемых природных абразивов являются алмаз, алмазный шпат, корунд, гранат, жерновой камень, кремень, кварц, песчаник, халцедон, флинт, кварцит, кремнезем, полевой шпат, оксид алюминия природного дробления, пемза и тальк. Примерами используемых искусственных абразивов являются бороуглерод, эльбор, плавленый глинозем, керамический электрокорунд, оксид алюминия после тепловой обработки, плавленый циркониевый электрокорунд, стекло, стеклокерамика, карборунд, оксиды железа, карбид тантала, хром, оксид церия, оксид олова, карбид титана, диборид титана, синтетический алмаз, двуокись марганца, оксид циркония, золь-гелевые керамические материалы на основе глинозема, нитрид кремния и их агломераты.
Как правило, размер абразивных частиц составляет как минимум от 0,1 до 1500 мкм или до 1300 мкм. В некоторых реализациях размер абразивных частиц находится в диапазоне градаций JIS от 800 (14 мкм по 50% медианной точке) до 4000 (3 мкм по 50% медианной точке) или даже до 6000 (2 мкм 50% медианной точке) включительно. Исходя из показателя зернистости абразива по требованиям Европейской федерации производителей абразивов (FEPA) или по шкале ISO можно использовать абразивы как минимум Р500, например, Р500, Р1000, Р1200, Р3000, Р4000 или Р6000, а также промежуточных типоразмеров.
В каждой реализации абразивный слой 36 крепится к гибкой основе 38, подходящими примерами которой могут служить бумага, ткань, нетканый материал, полимерные пленки (например, полиэфир, полипропилен, полиэтилен, винил и т.д.), причем на пленки может наноситься грунт, и пены. Допускается обработка основы для придания ей герметичности и/или модификации некоторых ее физических свойств. На подложке также допускается наличие механизма крепления (например, самоклеящегося слоя, части крючка и петли крепежного механизма, выступающей резьбовой детали системы зацепления) с обратной стороны с тем, чтобы прикрепить абразив к опорной накладке.
Особо предпочтительны основы из вспененного материала, а именно из упругой или сжимаемой пены, объем которой может уменьшиться как минимум на 10 процентов под воздействием механической силы без значительного разрушения или сплавления пены. В общем, любая гибкая, упругая пена с наличием как минимум одной поверхности для закрепления абразивного слоя подходит для этой цели. Предпочтителен вспененный материал, сформованный листами с наличием как минимум одной плоской поверхности.
К числу используемых вспененных материалов относятся эластичные пены, такие, например, как хлоропрен-каучуковые пены, этилен/пропилен-каучуковые пены, бутил-каучуковые пены, полибутадиен-каучуковые пены, полиизопреновые пены, EPDM-полимерные пены, полиуретановые пены, этилен-винил ацетатные пены, неопреновые пены и стирен/бутадиеновые сополимерные пены. К числу используемых вспененных материалов относятся также термопластичные пены, такие, например, как полиэтиленовые пены, полибутиленовые пены, полистиреновые пены, полиамидные пены, полиэфирные пены и пластифицированные поливинил-хлоридные пены. Структура вспененного слоя может быть с открытыми или с закрытыми капсулами, хотя, как правило, для абразивного изделия, предназначенного для совместного применения с жидкостями предпочтительна структура с открытыми капсулами, обладающая достаточной пористостью для проникновения жидкости. К конкретным примерам используемых вспененных материалов с открытыми капсулами относятся полиуретановые пены, поставляемые в продажу компанией «pinta foamtec, inc.,» Minneapolis, Minnesota, U.S.A. под торговыми названиями «R-200U» и «R-600U».
Толщина вспененной основы находится обычно в диапазоне от 1 до 50 миллиметров, хотя допустимо использование основы другой толщины. Как правило, объемная плотность пены, определяемая по методике ASTM D-3574, превышает 0,03 грамма на кубический сантиметр (2 фунта на кубический фут), однако допускается использование пены более низкой плотности. В некоторых реализациях объемная плотность вспененного слоя составляет от 003 до 0,10 грамм на кубический сантиметр (1,8-6 фунтов на кубический фут). Относительное удлинение вспененного материала может находиться в диапазоне от 85 до 150% (то есть разность длины растянутого и не растянутого участка, поделенная на длину не растянутого участка и затем умноженная на 100, составляет от 85 до 150%).
Особо применимы слои структурированных абразивов, а именно, в сочетании с гибкой основой из вспененного материала. К пригодным для этой цели, имеющимся в продаже абразивам относятся, например, семейство изделий 3М™ Trizact™, поставляемых в продажу компанией М Company, Saint Paul, Minnesota, U.S.A., такие изделия, как 3М™ Trizact™, 3М™ Trizact™ Hookit™ и 3M™ Trizact™ Hookit™ II с использованием абразивов класса от Р1000 до Р3000.
Нанесение желаемого изображения на поверхность
Немаскированный сегмент украшаемой поверхности (соответствующий открытому сегменту маски 10) зачищается (зашкуривается) с помощью подходящего абразива из числа описанных выше. Поверхность допускается зачищать вручную (т.е. используя шлифовальный брусок из вспененного материала). В качестве альтернативного варианта, поверхность допускается зачищать с помощью шлифовальной машинки, наблюдая за тем, чтобы не сошлифовать насквозь маскирующий слой 19 или не оторвать его от поверхности. Абразив можно закрепить непосредственно на шлифовальной машинке или воспользоваться промежуточной прокладкой и/или задней прокладкой, к которой крепится абразив посредством, например, крючка и петли, или другими приспособлениями. Допускается применение планетарных, произвольно-планетарных (двойного действия) или вращающихся шлифовальных машинок.
Хотя поверхность можно зачищать влажным или сухим способом, предпочтительная влажная зачистка, особенно окрашенной внешней поверхности механического транспортного средства.
Нанесение матового изображения на поверхность
При нанесении матового изображения на поверхность следует равномерно зачистить все немаскированные сегменты поверхности плавным, равномерным, непрерывным давлением при одновременном непрерывном движении инструмента для достижения наилучших результатов.
В процессе зачистки будет удален тонкий слой поверхности, и следует избегать чрезмерной (т.е. излишне глубокой) зачистки.
При нанесении матового изображения (например, изображение 12А или 12В) на окрашенную внешнюю поверхность механического транспортного средства путем зачистки прозрачного слоя следует избегать чрезмерной зачистки, внимательно наблюдая за поверхностью механического транспортного средства и прекращая зачистку по достижении равномерной матовости поверхности зачищаемой зоны. То есть, зачищаемая поверхность должна выглядеть равномерно тусклой (по сравнению со смежной, обычно глянцевой, поверхностью прозрачного слоя), туманной, молочно-белой или потертой. Как правило, требуется удалить не более 00,1 или 0,1 мкм прозрачного слоя для нанесения матового изображения до 3 или до 5 мкм. Длительность зачистки поверхности для получения требуемого вида будет зависеть от давления на инструмент в процессе зачистки, от исходного состояния поверхности и от типоразмера и зернистости абразивных частиц абразивного слоя (то есть от их грубости или тонкости). Чем грубее используемый абразив, тем меньше потребуется времени на зачистку поверхности. Например, при использовании абразива типоразмера Р3000 потребуется от 5 до 10 секунд на зачистку немаскированной зоны окрашенной внешней поверхности механического транспортного средства площадью около 18 квадратных дюймов (около 116 квадратных сантиметров). При использовании абразива типоразмера Р3000 потребуется примерно три возвратно-поступательных прохода по немаскированной зоне, чтобы снять достаточно материала с прозрачного слоя. При использовании абразива типоразмера Р1000 зачистка такой же немаскированной зоны поверхности механического транспортного средства потребует менее 5 секунд.
В общем, зону площадью около 18 квадратных дюймов можно зачистить за 45 секунд и скорее, или за 30 секунд и скорее, или за 10 секунд и скорее, или за 5 секунд и скорее в зависимости от упомянутых выше факторов. Как правило, предпочтительнее пользоваться тонкими абразивами, а не грубыми, поскольку тонкие абразивы позволяют допускать небольшие ошибки и легче в управлении, а более длительная зачистка снижает вероятность чрезмерного сошлифовывания поверхности. В этом смысле предпочтительнее пользоваться абразивами диапазонов от Р1000 до Р6000 или от Р1000 до Р30000, особенно если это структурированные абразивы на основе из вспененного материала.
После зачистки поверхности можно удалить маскирующий слой, оторвав его от поверхности, к которой он прикреплен. Желательно удалять маскирующий слой одним непрерывным движением, не разрывая или не разрезая его. Затем следует протереть дочиста зачищенную зону, устраняя остатки клея или скопившуюся грязь и остатки абразива.
На поверхности должно проявится изображение, аналогичное показанному на ФИГ.5А или 5В с матовым участком 16 в зоне, соответствующей открытому сегменту маски, и явно отличающимся незачищенным участком 18 в зоне, соответствующей маскированному сегменту маски.
Если поверхность представляет собой окрашенную внешнюю поверхность механического транспортного средства, незачищенный участок 18, как правило, глянцевый (с глянцевой отделкой), соответствующий исходной глянцевой окрашенной внешней поверхности механического транспортного средства. Несмотря на зачистку поверхности механического транспортного средства имеется плавный переход между матовым участком 16 (т.е. зачищенной зоной) и смежным глянцевым участком (т.е. незачищенной зоной). Например, в предпочтительных реализациях, пользователь, проводя пальцем по зачищенной и незачищенной зоне, не должен почувствовать, основываясь только на тактильном ощущении, границу между зачищенной и незачищенной зоной.
Если пользователь недоволен результатом после осмотра изображения, например, вследствие неверного расположения изображения на поверхности или потому, что оно не понравилось пользователю, матовый участок изображения можно удалить, восстановив внешний прозрачный слой глянцевого вида, не отличающийся от незачищенного участка, с помощью общепринятых технологий лакокрасочного покрытия механического транспортного средства, но без необходимости перекрашивания поверхности; эта процедура рассматривается ниже. Глянцевый вид поверхности внешнего прозрачного слоя ранее матового участка не будет отличаться от глянцевого вида прозрачного слоя незачищенного участка изображения. Совпадение вида поверхности означает, что глянец внешнего прозрачного слоя на ранее матовом участке аналогичен и не отличается от глянца прозрачного слоя незачищенного участка изображения. Это может иногда относиться к неотличимому глянцевому виду поверхности.
Таким образом, будет обеспечен прозрачный слой окрашенной внешней поверхности механического транспортного средства с поверхностью глянцевого вида, не отличающегося от обычно глянцевого вида поверхности прозрачного слоя незачищенного участка (т.е. глянец внешнего прозрачного слоя двух участков аналогичен или неотличим), но без необходимости перекрашивания поверхности механического транспортного средства. В некоторых реализациях это означает отсутствие видимых царапин ранее матового участка и/или невозможность обнаружения контура ранее нанесенного изображения. В других реализациях это означает, что текстура поверхности прозрачного слоя ранее матового участка может казаться «апельсиновой коркой», совпадающей с текстурой смежного незачищенного участка.
Аналогичным образом, пользователь может удалить изображение, намного позже его нанесения, например, если у пользователя пропало желание дальнейшей демонстрации этого изображения. После удаления ранее нанесенного изображения можно сохранить вид восстановленной поверхности или нанести другое изображение на поверхность при помощи описанных здесь технологий.
Следующее изображение может быть аналогичным предыдущему или отличаться от него.
Нанесение углубленных изображений на поверхность
При нанесении углубленного изображения на поверхность следует равномерно зачистить все немаскированные сегменты поверхности плавным, равномерным, непрерывным давлением при одновременном непрерывном движении инструмента для достижения наилучших результатов. При нанесении углубленного изображения (например, изображение 13А или изображение 13В) на окрашенную внешнюю поверхность механического транспортного средства зачисткой прозрачного слоя допускается углубленное зашкуривание поверхности по сравнению с матовым изображением на той же поверхности), однако по-прежнему следует избегать чрезмерного зашкуривания (т.е. настолько глубокой зачистки, когда прозрачный слой оказывается прошлифованным насквозь или когда его толщина сокращается настолько, что не удается защитить должным образом находящийся ниже слой).
При зачистке прозрачного слоя окрашенной внешней поверхности механического транспортного средства для нанесения углубленного изображения можно избежать чрезмерного зашкуривания, внимательно наблюдая за поверхностью механического транспортного средства и прекращая зачистку по достижении равномерной матовости поверхности зачищаемой зоны (т.е. зачищаемая поверхность должна выглядеть равномерно тусклой (по сравнению со смежной, обычно глянцевой, поверхностью прозрачного слоя), туманной, молочно-белой или потертой), и за проявлением оконтуривания углубленного участка изображения (т.е. это возможно заметить на глаз или определить касанием пальцев), или по достижении уверенности в том, что поверхность зачищена достаточно для создания углубленного участка.
В общем, достаточно удалить прозрачный слой настолько, чтобы создать видимую границу готового изображения (т.е. изображения, возникающего в результате дополнительных оформительских операций, создающих вид прозрачного слоя углубленного участка изображения, неотличимый от вида прозрачного слоя приподнятого участка изображения). Фактический объем удаляемого прозрачного слоя для создания видимой кромки зависит частично от перехода между углубленными и приподнятыми участками изображения. Более плавный переход обусловливает менее различимые границы, и для повышения различимости границы можно удалить дополнительный объем прозрачного слоя.
Руководствуясь этими указаниями при нанесении углубленного изображения на окрашенную внешнюю поверхность механического транспортного средства, допустимо удалять примерно 0,1 мкм или до 10 мкм прозрачного слоя, оставляя все же около 50% или больше исходной толщины прозрачного слоя. Затраты времени на зачистку поверхности под нанесение углубленного изображения будут различными в зависимости от давления на инструмент в процессе зачистки, исходного состояния поверхности и от типоразмера и зернистости абразивных частиц абразивного слоя (то есть от их грубости или тонкости).
Как и при нанесении матового изображения, чем грубее абразивы, тем меньше продолжительность зачистки поверхности. Например, при использовании абразива типоразмера Р3000 потребуется от 15 до 90 секунд на зачистку немаскированной зоны окрашенной внешней поверхности механического транспортного средства площадью около 18 квадратных дюймов (около 116 квадратных сантиметров). При использовании абразива типоразмера Р3000 потребуется около 30 возвратно-поступательных прохода по немаскированной зоне, чтобы снять достаточно материала с прозрачного слоя. При использовании абразива типоразмера Р1000 зачистка такой же немаскированной зоне поверхности механического транспортного средства потребует от 5 до 30 секунд. При использовании абразива типоразмера Р1000 потребуется около 10 возвратно-поступательных проходов по немаскированной зоне, чтобы снять достаточно материала с прозрачного слоя.
В общем, зону площадью около 18 квадратных дюймов можно зачистить за 5 секунд и скорее, или за 30 секунд и скорее, или за 60 секунд и скорее, или за 120 секунд и скорее в зависимости от упомянутых выше факторов. Как правило, предпочтительнее пользоваться тонкими абразивами, а не грубыми, поскольку тонкие абразивы позволяют допускать небольшие ошибки и легче в управлении, а более длительная зачистка снижает вероятность чрезмерного сошлифовывания поверхности. В этом смысле предпочтительнее пользоваться абразивами диапазонов от Р1000 до Р3000, особенно если это структурированные абразивы на основе из вспененного материала.
После зачистки поверхности можно удалить маскирующий слой, оторвав его от поверхности, к которой он прикреплен. Желательно удалять маскирующий слой одним непрерывным движением, не разрывая или не разрезая его. Затем следует протереть дочиста зачищенную зону, устраняя остатки клея или скопившуюся грязь и остатки абразива.
На поверхности может появиться углубленное изображение с углубленным участком в зоне, соответствующей открытому сегменту маски, и смежный, приподнятый участок, соответствующий маскированному сегменту маски (хотя углубленный участок может стать более заметным после дополнительной обработки, изложенной ниже).
На окрашенной внешней поверхности механического транспортного средства приподнятый участок обычно выглядит глянцевым, что соответствует исходному глянцевому виду окрашенной внешней поверхности механического транспортного средства. Однако на этом этапе углубленный участок выглядит матовым (т.е. мутным, непрозрачным, молочно-белым или потертым). Как правило, углубленный участок будет подвергаться дальнейшей обработке для удаления матовости и обеспечения совпадения вида поверхности глянцевого внешнего прозрачного слоя с видом поверхности приподнятого участка, сохраняя его при этом углубленным участком изображения. Согласно приведенному ниже описанию эта операция может быть выполнена с помощью общепринятых технологий лакокрасочного покрытия механического транспортного средства, но без необходимости перекрашивания поверхности механического транспортного средства.
В зоне предыдущего матового вида глянцевая поверхность внешнего прозрачного слоя будет совпадать с глянцевым видом внешнего прозрачного слоя на смежном незачищенном и приподнятом участке. Совпадение вида поверхности означает, что глянец внешнего прозрачного слоя на ранее матовом участке аналогичен и не отличается от глянца прозрачного слоя незачищенного участка изображения. Это может иногда относиться к неотличимому глянцевому виду поверхности.
Таким образом, будет обеспечен прозрачный слой окрашенной внешней поверхности механического транспортного средства с поверхностью глянцевого вида, не отличающегося от обычно глянцевого вида поверхности прозрачного слоя незачищенного и приподнятого участка (т.е. глянец внешнего прозрачного слоя в зоне предыдущего матового вида и в незачищенной зоне аналогичен или неотличим), но без необходимости перекрашивания поверхности механического транспортного средства. В некоторых реализациях это означает отсутствие видимых царапин в прозрачном слое приподнятого участка изображения. В других реализациях это означает, что текстура поверхности прозрачного слоя приподнятого участка может казаться «апельсиновой коркой», совпадающей с текстурой прозрачного участка незачищенного и приподнятого участка. Видимая кромка, выступ, порог или полка определяют границу между углубленным участком и приподнятым участком.
Общепринятые технологии окраски механического транспортного средства
Как упоминалось выше, общепринятыми технологиями окраски механического транспортного средства можно воспользоваться для удаления матового изображения и восстановления прозрачного слоя (т.е. обеспечить вид поверхности прозрачного слоя, совпадающий с видом поверхности прозрачного слоя смежного незачищенного участка), но без перекрашивания внешней поверхности механического транспортного средства. Итак, согласно изложенному выше, этими технологиями можно воспользоваться для дополнительной обработки углубленного изображения с целью удаления исходного матового вида и восстановления поверхности углубленного участка (т.е. обеспечения совпадения вида поверхности углубленного участка с видом поверхности незачищенного и приподнятого участка, сохраняя его при этом углубленным участком), но без перекрашивания поверхности механического транспортного средства, по приведенному ниже описанию. Как говорилось выше, совпадение вида поверхности означает, что глянец внешнего прозрачного слоя на матовом участке аналогичен и не отличается от глянца внешнего прозрачного слоя
незачищенного участка изображения.
Одна технология окраски механического транспортного средства включает в себя такую последовательность операций: (1) дополнительное зашкуривание поверхности механического транспортного средства в зоне матового участка или исходного матового вида углубленного участка; (2) необязательное устранение царапин от зачистки; (3) заглаживание; (4) полировка механического транспортного средства; и (5) необязательное устранение любых следов кругового перемещения инструмента.
Если изображение было нанесено на окрашенную внешнюю поверхность механического транспортного средства с помощью относительно грубого абразива (например, гораздо грубее абразива Р3000), то может оказаться полезным исходное и дополнительное влажное зашкуривание поверхности механического транспортного средства в зоне изображения абразивом Р1500 или аналогичным, особенно подходящим для зашкуривания прозрачного слоя механического транспортного средства, таким, например, как 3М™ Trizact™ Hookit™ Clearcoat Sanding Disc или 3M™ Trizact™ Hookit™ II Clearcoat Sanding Disc, которые поставляются в продажу компанией 3М Company, St. Paul, Minnesota, U.S.A. Для совмещения текстуры и контура зашкуриваемой зоны с соседними зонами поверхности механического транспортного средства может оказаться полезной мягкая промежуточная пластина. Если изображение было нанесено на окрашенную внешнюю поверхность механического транспортного средства с помощью относительно тонкозернистого абразива, то возможно исключить этап исходного зашкуривания.
После зашкуривания поверхности механического транспортного средства на матовом участке или исходного матового углубленного участка (или, если это определено, данный необязательный этап можно пропустить) можно удалить или исправить любые царапины от абразива, обнаруженные на изображении (возникшие или от исходного нанесения изображения, или от исходного зашкуривания, или от того и от другого). Этот этап также относится к необязательным и зависит от величины любых царапин.
Этот этап может быть выполнен, например, влажным зашкуриванием поверхности механического транспортного средства в матовой зоне или на углубленном участке абразивом Р3000 или аналогичным, особо подходящим для исправления царапин прозрачного слоя механического транспортного средства. К примерам такого абразива можно отнести 3М™ Trizact™ Hookit™ Foam Disc и 3М™ Trizact™ Hookit™ II Foam Disc, которые поставляются в продажу компанией 3М Company. Как и на этапе исходного зашкуривания, для совмещения текстуры и контура зашкуриваемой зоны с соседними зонами поверхности механического транспортного средства может оказаться полезной мягкая промежуточная пластина.
На этапе заглаживания можно удалить любые царапины от абразива, оставшиеся после завершения предыдущего этапа исправления царапин (если таковой выполнялся). В качестве альтернативы, этап заглаживания может быть первым. Например, поверхность механического транспортного средства на матовом или углубленном участке может быть отполирована полирующей мастикой, которая традиционно используется для полировки поверхностей механического транспортного средства, например, 3М™ Perfect-It™ Rubbing Compound, поставляемая в продажу компанией 3М Company. Полирующую мастику возможно применять посредством традиционных полировальных технологий, например, ротационной полировальной машинкой с электроприводом, вращающейся со скоростью 1200-2000 об/мин и оснащенной соответствующей полировочной накладкой из шерсти, пены или других материалов.
Примерами таких накладок являются 3М™ Perfect-It™ Wool Compounding Pad, 3М™ Perfect-It™ Low Linting Wool Compounding Pad и 3М™ Perfect-It™ Foam Compounding Pad, поставляемые в продажу компанией 3М Company.
Только что рассмотренный этап заглаживания может привести (и обычно приводит) к появлению следов кругового перемещения инструмента на поверхности механического транспортного средства. Их можно удалить механической полировкой поверхности механического транспортного средства в зоне матового вида или на углубленном участке соответствующим полировочным средством, традиционно используемым для полировки поверхностей механического транспортного средства (например, М™ Perfect-It™ Machine Polish, поставляемым в продажу компанией 3М Company). Полировочное средство возможно применять посредством традиционных полировальных технологий, например, ротационной полировальной машинкой с электроприводом, вращающейся со скоростью 1200-2000 об/мин и оснащенной соответствующей полировочной накладкой (например, 3М Perfect-It Foam Polish Pad, поставляемой в продажу компанией 3М Company), и слегка-средне нажимая на поверхность механического транспортного средства. Поверхность можно дополнительно улучшить протиркой специальной салфеткой, например, 3М™ Perfect-It™ detail cloth (желтая), поставляемой в продажу компанией 3М Company.
Любые остаточные тонкие следы кругового перемещения инструмента можно удалить дополнительной операцией полировки поверхности механического транспортного средства в матовой зоне или на углубленном участке соответствующим тонким или сверхтонким полировочным средством, традиционно используемым для полировки поверхностей механического транспортного средства, например, 3М™ Perfect-It™ Ultrafine Machine Polish, поставляемого в продажу компанией 3М Company. Тонкое полировочное средство возможно применять посредством традиционных полировальных технологий. Например, ротационной полировальной машинкой с электроприводом, вращающейся со скоростью 1200-2000 об/мин и оснащенной соответствующей полировочной накладкой (например, 3М™ Perfect-It™ Ultrafine Foam Polishing Pad, поставляемой в продажу компанией 3М Company) и слегка-средне нажимая на поверхность механического транспортного средства. Поверхность можно дополнительно улучшить протиркой специальной салфеткой, например, 33М™ Perfect-It™ detail cloth (синяя), поставляемой в продажу компанией 3М Company.
Независимо от того, были ли зона предварительно нанесенного матового изображения или исходный матовый вид углубленного участка углубленного изображения приемлемо восстановлены или их вид сделан неотличимым от вида поверхности смежной незачищенной зоны, это, как правило, определяется визуальным осмотром обработанной поверхности и сравнением ее с поверхностью незачищенной зоны.
Применительно к окрашенной внешней поверхности механического транспортного средства на обработанном прозрачном слое, в некоторых реализациях, не должно быть царапин, заметных невооруженным глазом. В других реализациях текстура поверхности типа «апельсиновая корка» прозрачного слоя обработанной зоны не должна отличаться от текстуры поверхности типа «апельсиновая корка» прозрачного слоя незачищенной зоны. В других реализациях на обработанном прозрачном слое не должно быть царапин, заметных невооруженным глазом, и текстура поверхности типа «апельсиновая корка» не должна отличаться от текстуры поверхности типа «апельсиновая корка» смежной, незачищенной зоны. При удалении матового изображения контур предыдущего нанесенного изображения не должен обнаруживаться невооруженным глазом. При дополнительной обработке углубленного изображения должна присутствовать видимая граница, отделяющая углубленный участок от приподнятого участка.
Примеры
Изобретение станет более понятным после обращения к следующим примерам. В примерах используются следующие сокращения:
см: сантиметры
кПа: килопаскали
mil: 0,001 дюйм
мм: миллиметры
psi: фунты на квадратный дюйм
мкм: микрометры
Название «маскирующая пленка» относится к покрытой самоклеящимся слоем, непрозрачной белой трафаретной пленке с отогнутой съемной прокладкой, на одной стороне пленки имеется поверхность, воспринимающая изображение, другая сторона покрыта самоклеящимся составом, поставляемым в продажу компанией 3М Company, St. Paul, Minnesota, U.S.A. под торговым названием «CONTROLTAC GRAPHIC FILM WITH COMPLY V3 ADHESIVE IJ180-CV3-10».
Название «автомобильная маскирующая лента» относится к Scotch™ Performance Masking Tape 233+, поставляемой в продажу компанией 3М Company.
Название «предварительная маска» относится к двухсторонней клейкой промежуточной ленте на съемной прокладке, на одну сторону ленты нанесен подвижный клейкий состав, на противоположную сторону ленты нанесен несмещаемый клейкий состав, лента поставляется в продажу компанией 3М Company под торговым названием «REMOVEABLE REPOSITIONABLE ТАРЕ 9415РС».
Название «испытательная пластина» относится к испытательной пластине из холоднокатаной углеродистой стали марки RK8148 СС, размерами 18 на 24 дюйма при толщине 32 mil (45,7 на 609,6 см при толщине 0,8 мм), окрашенной в черный цвет типа «270АВ921 ВС», с прозрачным покрытием, приобретенной в компании ACT Laboratories, Inc., Hillsdale, Michigan, U.S.A., которая является макетом типовой окрашенной внешней поверхности механического транспортного средства.
Название «пленка защиты краски» относится к уретановой пленке с самоклеящимся составом на основной поверхности и прозрачным слоем на противоположной основной поверхности, общей толщиной около 8 mil (203,2 мкм), поставляемой в продажу компанией 3М Company под торговым названием «SCOTCHGARD PAINT PROTECTION FILM, PART No. 84812».
Название «абразивный вспененный диск Р1000» относится к абразивному диску диаметром 3 дюйма (7,6 см) со вспененной основой и слоем структурированного абразива типоразмера Р1000, поставляемого в продажу компанией 3М Company под торговым названием «TRIZACT BLENDING DISC, PART No. 02091».
Название «абразивный пленочный диск Р1200» относится к абразивному диску диаметром 3 дюйма (7,6 см) с пленочной основой и слоем абразива типоразмера Р1200, поставляемого в продажу компанией 3М Company под торговым названием «HOOKIT FINE FINISHING FILM DISC, PART No. 00908».
Название «абразивный пленочный диск Р1500» относится к абразивному диску диаметром 3 дюйма (7,6 см) с пленочной основой и слоем структурированного абразива типоразмера Р1500, поставляемого в продажу компанией 3М Company под торговым названием «TRIZACT CLEARCOAT SANDING DISC, PART No. 0208».
Название «абразивный вспененный диск Р3000-3» относится к абразивному диску диаметром 3 дюйма (7,6 см) со вспененной основой и слоем структурированного абразива типоразмера Р3000, поставляемого в продажу компанией 3М Company под торговым названием «TRIZACT FOAM DISC, PART No. 02087».
Название «абразивный вспененный диск Р3000-6» относится к абразивному диску диаметром 6 дюймов (15,2 см) со вспененной основой и слоем структурированного абразива типоразмера Р3000, поставляемого в продажу компанией 3М Company под торговым названием «TRIZACT FOAM DISC, PART No. 02085».
Название «3-дюймовая промежуточная пластина» относится к промежуточной пластине из вспененного материала диаметром 3 дюйма (7,6 см), поставляемой в продажу компанией 3М Company под торговым названием «HOOKIT SOFT INTERFACE PAD, PART No. 05771».
Название «6-дюймовая промежуточная пластина» относится к промежуточной пластине из вспененного материала диаметром 6 дюймов (15,2 см), поставляемой в продажу компанией 3М Company под торговым названием «HOOKIT SOFT INTERFACE PAD, PART No. 05777».
Название «3-дюймовая опорная пластина» относится к опорной пластине диаметром 3 дюйма (7,6 см), поставляемой в продажу компанией Chicago Pneumatic, Rock Hill, South Carolina, U.S.A., каталожный № 8940158330.
Название «6-дюймовая опорная пластина» относится к опорной пластине диаметром 6 дюймов (15,2 см), поставляемой в продажу компанией 3М Company под торговым названием «CLEAN SAND PAINTER'S BACKUP PAD, PART No. 05551».
Название «8-дюймовая опорная пластина» относится к опорной пластине диаметром 8 дюймов (20,3 см), поставляемой в продажу компанией 3М Company под торговым названием «CLEAN SAND PAINTER'S BACKUP PAD, PART No. 05718».
Название «пластина заглаживания» относится к пластине заглаживания из вспененного материала диаметром 8 дюймов (20,3 см), поставляемой в продажу компанией 3М Company под торговым названием «PERFECT-IT FOAM COMPOUNDING PAD, PART No. 05723».
Название «полировочная пластина» относится к полировочной пластине из вспененного материала диаметром 8 дюймов (20,3 см), поставляемой в продажу компанией 3М Company под торговым названием «PERFECT-IT FOAM POLISHING PAD, PART No. 0573 8».
Название «полировочная мастика» относится к полировочной мастике «PERFECT-IT RUBBING COMPOUND, PART No. 06085», поставляемой в продажу компанией 3М Company.
Название «машинная полировка» относится к мастике тонкой полировки, поставляемой в продажу компанией 3М Company под торговым названием «PERFECT-IT MACHINE POLISH, PART No. 06064».
Название «микроволоконная салфетка» относится к специальной салфетке «3М™ PERFECT-IT™ DETAIL CLOTH NO 06017», поставляемой в продажу компанией 3М Company.
Подготовка и наложение маски - способ А
Была подготовлена маска, пригодная для нанесения изображения на окрашенную внешнюю поверхность механического транспортного средства. Изображение в форме набора язычков пламени размером приблизительно 15 на 20 см. Маска была приготовлена вырезанием секции размером 30 на 30 см маскирующей пленки с помощью бритвенного лезвия. Затем было изготовлено изображение в форме набора язычков пламени путем вырезания маскирующей пленки с помощью бритвенного лезвия и удалением сегментов маскирующей пленки для создания в маске маскированных и открытых участков, набор язычков пламени был представлен открытым участком. После чего на поверхность маскирующей пленки, воспринимающей изображение, была наложена подвижная секция предварительной маски размером примерно 25 на 25 см. Отогнутая съемная прокладка, связанная с маскирующей пленкой, была удалена, и открывшийся в результате клеящийся лицевой слой маски был крепко прижат к поверхности прозрачного слоя испытательной пластины. Затем была удалена предварительная маска и связанная с ней съемная прокладка с тем, чтобы открыть маскирующий слой с набором язычков пламени.
Подготовка и наложение маски - способ В
Была подготовлена маска, пригодная для нанесения изображения на окрашенную внешнюю поверхность механического транспортного средства. Секции автомобильной маскирующей ленты были крепко прижаты к поверхности прозрачного слоя испытательной пластины, образуя прямоугольник размером 3 на 6 дюймов (7,6 на 15,2 см), маскирующей лентой задана рамка наружной границы прямоугольника.
Пример 1
Маска была подготовлена и наложена на поверхность прозрачного слоя испытательной пластины в соответствии с пунктом «Подготовка и наложение маски - способ А». Вспененный абразивный диск Р3000-3 был прикреплен к 3-дюймовой промежуточной пластине и 3-дюймовой опорной пластине и собран на произвольно-планетарной шлифовальной машинке модели «CP7200S MINI RANDOM ORBITAL SANDER», поставляемой в продажу компанией Chicago Pneumatic, Rock Hill, South Carolina, U.S.A. Поверхность прозрачного слоя испытательной пластины была слегка сбрызнута водой в открытых зонах маскирующего слоя, а затем подвергнута равномерному влажному шлифованию в три прохода под давлением 40 psi (275,8 кПа) общей продолжительностью около 10 секунд. Затем маскирующий слой был удален, чтобы открыть отчетливо различимый матовый участок в форме набора язычков пламени, окруженный глянцевым участком, представляющим собой исходный прозрачный слой испытательной пластины. После чего была продемонстрирована возможность удаления матового участка и восстановления прозрачного слоя для обеспечения совпадения вида прозрачного слоя с видом поверхности глянцевого прозрачного слоя незачищенного участка посредством общепринятых технологий окраски механического транспортного средства, но без перекрашивания механического транспортного средства.
Пластина заглаживания была прикреплена к 8-дюймовой опорной пластине и собрана на шлифовальной машинке «DW849», поставляемой в продажу компанией DeWalt Industrial Tool Company, Baltimore, Maryland, U.S.A. Затем испытательная пластина была отполирована полирующей мастикой в течение примерно одной минуты. 8-дюймовая вспененная полировочная пластина была прикреплена к 8-дюймовой опорной пластине и с помощью шлифовальной машинки испытательная пластина была отполирована машинной полировкой в течение приблизительно одной минуты для удаления следов кругового перемещения инструмента. Наконец, испытательная пластина была сбрызнута 50% (по весу) водным раствором изопропилового спирта и вручную протерта микроволоконной салфеткой.
Глянцевый вид поверхности прозрачного слоя в зоне предыдущего матового участка испытательной пластины был проверен визуально и найден не отличающимся от глянцевого вида поверхности прозрачного слоя смежного незачищенного участка изображения. Отмечено отсутствие видимых царапин, незаметность контура предыдущего изображения и проявления текстуры поверхности типа «апельсиновая корка».
Был восстановлен исходный глянцевый вид зоны испытательной панели, на которую было нанесено изображение.
Пример 2
Маска была подготовлена и наложена на поверхность прозрачного слоя испытательной пластины в соответствии с пунктом «Подготовка и наложение маски - способ В». Затем была повторена процедура примера 1, за исключением использования другой маски и создания изображения путем влажного зашкуривания испытательной пластины в открытой зоне маски (т.е. зоны внутри прямоугольной рамки) в течение приблизительно 5 секунд (вместо 10 секунд). Был создан отчетливый матовый участок прямоугольной формы размером 3 на 6 дюймов (7,6 на 15,2 см), окруженный глянцевым участком исходного прозрачного слоя испытательной пластины.
Следуя процедуре примера 1, матовый участок изображения был успешно удален, и глянцевый вид прозрачного слоя этого участка совпал с глянцевым видом прозрачного слоя смежного незачищенного участка. Отмечено отсутствие видимых царапин, незаметность контура предыдущего изображения и проявления текстуры поверхности типа «апельсиновая корка».
Пример 3
Была повторена процедура, относящаяся к примеру 2, за исключением создания изображения путем влажного зашкуривания испытательной пластины в открытой зоне маски абразивным пленочным диском Р1500 вместо абразивного вспененного диска Р3000-3. После удаления маски открылся отчетливый матовый прямоугольный участок, окруженный глянцевым участком исходного прозрачного слоя испытательной пластины.
Следуя процедуре примера 1, матовый участок изображения был успешно удален посредством общепринятой технологии окраски механического транспортного средства, описанной в примере 1, за исключением того, что перед этапом заглаживания были удалены царапины следующим образом: Вспененный абразивный диск Р3000-6 был прикреплен к 6-дюймовой промежуточной пластине и 6-дюймовой опорной пластине и собран на произвольно-планетарной шлифовальной машинке модели «2,000 RPM, 8 MM, RANDOM ORBITAL SANDER», поставляемой в продажу компанией 3М Company. Испытательная пластина была слегка сбрызнута водой, а затем подвергнута равномерному влажному шлифованию в три прохода под давлением 40 psi (275,8 кПа) общей продолжительностью около 45 секунд для исправления царапин от частиц абразива, оставшихся на матовом участке изображения.
Был произведен визуальный осмотр зоны испытательной пластины, куда было нанесено предыдущее изображение. Глянцевый вид поверхности прозрачного слоя не отличался от глянцевого вида поверхности смежного незачищенного участка предыдущего изображения. Отмечено отсутствие видимых царапин, незаметность контура предыдущего изображения, поверхность испытательной пластины была глянцевой, но с некоторым проявлением текстуры поверхности типа «апельсиновая корка».
Пример 4
Была повторена процедура, относящаяся к примеру 3, за исключением создания изображения путем влажного зашкуривания испытательной пластины в открытой зоне маски на протяжении 30 секунд вместо 5 секунд. После удаления маски открылся отчетливый матовый прямоугольный участок, окруженный глянцевым участком исходного прозрачного слоя испытательной пластины.
Матовый участок был обработан посредством общепринятой технологии окраски механического транспортного средства, описанной в примере 3, затем был произведен визуальный осмотр испытательной пластины. Углубленный участок изображения отделен от приподнятого участка изображения видимой границей.
Глянцевый вид прозрачного слоя двух участков полностью совпадал. Прозрачный слой был глянцевым, видимые царапины отсутствовали: наблюдалось некоторое отсутствие текстуры поверхности типа «апельсиновая корка».
Пример 5
Была повторена процедура, относящаяся к примеру 4, за исключением создания изображения путем влажного зашкуривания испытательной пластины в открытой зоне маски абразивным пленочным диском Р1200 вместо абразивного вспененного диска Р1500. После удаления маски открылся отчетливый матовый прямоугольный участок, окруженный глянцевым участком исходного прозрачного слоя испытательной пластины.
Матовый участок был обработан посредством общепринятой технологии окраски механического транспортного средства, описанной в примере 3, затем был произведен визуальный осмотр испытательной пластины. Углубленный участок изображения отделен от приподнятого участка изображения видимой границей. Глянцевый вид прозрачного слоя двух участков полностью совпадал. Прозрачный слой был глянцевым, видимые царапины отсутствовали: наблюдалось некоторое отсутствие текстуры поверхности типа «апельсиновая корка».
Пример 6
Была повторена процедура, относящаяся к примеру 2, за исключением того, что испытательная пластина была прикрыта пленкой защиты краски до наложения маски и создания изображения. Испытательная пластина и обе стороны секции пленки защиты краски размером 12 на 19 дюймов (30,48 на 48,26 см) были сбрызнуты 50% водным раствором изопропилового спирта. Затем пленка защиты краски была наложена самоклеящейся поверхностью на прозрачный слой испытательной пластины, по пленке защиты краски провели скребком для удаления воздушных пузырей и для создания прочного соединения с испытательной пластиной. Пленка защиты краски была высушена на воздухе.
Следуя процедуре, описанной в примере 2, маска была собрана на прозрачном слое пленки защиты краски (вместо прозрачного слоя испытательной пластины), изображение было создано на прозрачном слое пленки защиты краски (вместо прозрачного слоя испытательной пластины). После удаления маски открылся отчетливый матовый участок в форме прямоугольника, окруженный глянцевым участком исходного прозрачного слоя пленки защиты краски. Следуя процедуре примера 1, матовый участок изображения был успешно удален, и глянцевый вид прозрачного слоя этого участка совпал с глянцевым видом прозрачного слоя смежного незачищенного участка. Отмечено отсутствие видимых царапин, незаметность контура предыдущего изображения и проявления текстуры поверхности типа «апельсиновая корка».
Пример 7
Была повторена процедура, относящаяся к примеру 6, за исключением создания изображения путем влажного зашкуривания прозрачного слоя пленки защиты краски открытой зоны маски на протяжении 30 секунд, а не 5 секунд. После удаления маски открылся отчетливый матовый участок в форме прямоугольника, окруженный глянцевым участком исходного прозрачного слоя пленки защиты краски. Следуя процедуре примера 1, матовый участок изображения был успешно удален и глянцевый вид поверхности прозрачного слоя этого участка не отличался от глянцевого вида поверхности смежного незачищенного участка изображения. Отмечено отсутствие видимых царапин, незаметность контура предыдущего изображения и проявления текстуры поверхности типа «апельсиновая корка».
Пример 8
Была повторена процедура, относящаяся к примеру 6, за исключением создания изображения путем влажного зашкуривания прозрачного слоя пленки защиты краски открытой зоны маски абразивным вспененным диском Р1000 вместо абразивного вспененного диска Р3000-3. После удаления маски открылся отчетливый матовый участок в форме прямоугольника, окруженный глянцевым участком исходного прозрачного слоя пленки защиты краски. Следуя процедуре примера 3, матовый участок предыдущего изображения был успешно удален и произведена визуальная проверка этой зоны пленки защиты краски. Отмечено отсутствие видимых царапин, незаметность контура предыдущего изображения и проявления текстуры поверхности типа «апельсиновая корка». Глянцевый вид
прозрачного слоя предыдущего матового участка совпал с глянцевым видом поверхности прозрачного слоя незачищенного участка.
Пример 9
Маска была подготовлена и наложена на поверхность прозрачного слоя испытательной пластины в соответствии с пунктом «Подготовка и наложение маски - способ В». Затем была повторена процедура примера 1, за исключением использования другой маски и создания изображения путем влажного зашкуривания испытательной пластины в открытой зоне маски (т.е. зоны внутри прямоугольной рамки) абразивным вспененным диском Р1000 вместо абразивного вспененного диска Р3000-3 в течение приблизительно 5 секунд (вместо 10 секунд). После удаления маски открылся отчетливый матовый прямоугольный участок, окруженный глянцевым участком исходного прозрачного слоя испытательной пластины.
Матовый участок был обработан посредством общепринятой технологии окраски механического транспортного средства, описанной в примере 3, затем был произведен визуальный осмотр испытательной пластины. Углубленный участок изображения отделен от приподнятого участка изображения видимой границей.
Глянцевый вид прозрачного слоя двух участков полностью совпадал. Прозрачный слой был глянцевым, видимые царапины отсутствовали: наблюдалось некоторое отсутствие текстуры поверхности типа «апельсиновая корка».
Пример 10
Была повторена процедура, относящаяся к примеру 9, за исключением создания изображения путем влажного зашкуривания испытательной пластины в открытой зоне маски на протяжении 30 секунд вместо 5 секунд.
После удаления маски открылся отчетливый матовый прямоугольный участок (соответствующий углубленному участку углубленного изображения), окруженный глянцевым участком исходного прозрачного слоя испытательной пластины.
Матовый участок был обработан посредством общепринятой технологии окраски механического транспортного средства, описанной в примере 3, затем был произведен визуальный осмотр испытательной пластины. Углубленный участок изображения отделен от приподнятого участка изображения видимой границей. Глянцевый вид прозрачного слоя двух участков полностью совпадал. Прозрачный слой был глянцевым, видимые царапины отсутствовали: наблюдалось некоторое отсутствие текстуры поверхности типа «апельсиновая корка».
Несмотря на описание изобретения применительно к нанесению изображения на окрашенную внешнюю поверхность механического транспортного средства, это лишь иллюстрация, но не ограничение. Способы нанесения изображения на поверхность и устройства для их применения могут полностью применяться на самых различных поверхностях, которые позволяют производить зачистку при наличии маски с целью создания зачищенного участка (например, матового участка), соответствующего открытому сегменту маски и смежного незачищенного участка, соответствующего маскированному сегменту маски, причем зачищенный участок явно отличается от незачищенного участка. Эти способы можно применять к другим поверхностям, включая стекло, непокрытый металл, пластмассу, кожу, стекловолокно, желеобразные покрытия, корабельные поверхности и т.д.
Аналогично, возможность обработки матового участка и обеспечение неотличимости его поверхности от поверхности смежного незачищенного участка изображения были описаны применительно к окрашенной внешней поверхности механического транспортного средства. Однако это лишь иллюстрация, но не ограничение, и такие способы возможно применять на различных участках других поверхностей, таких, как стекло, непокрытый металл, пластмасса, кожа, стекловолокно, желеобразные покрытия, корабельные поверхности и т.д.
Были рассмотрены иллюстративные реализации способа нанесения изображения на поверхность и устройства для их применения и сделаны ссылки на возможные варианты. В настоящую заявку могут быть внесены различные модификации и изменения без отступления от сферы рассмотрения и духа настоящей заявки, причем следует иметь в виду, что настоящее изобретение не ограничивается приведенными здесь иллюстративными реализациями. Предпочтительно, изобретение ограничивается только приведенными ниже пунктами и их эквивалентами.
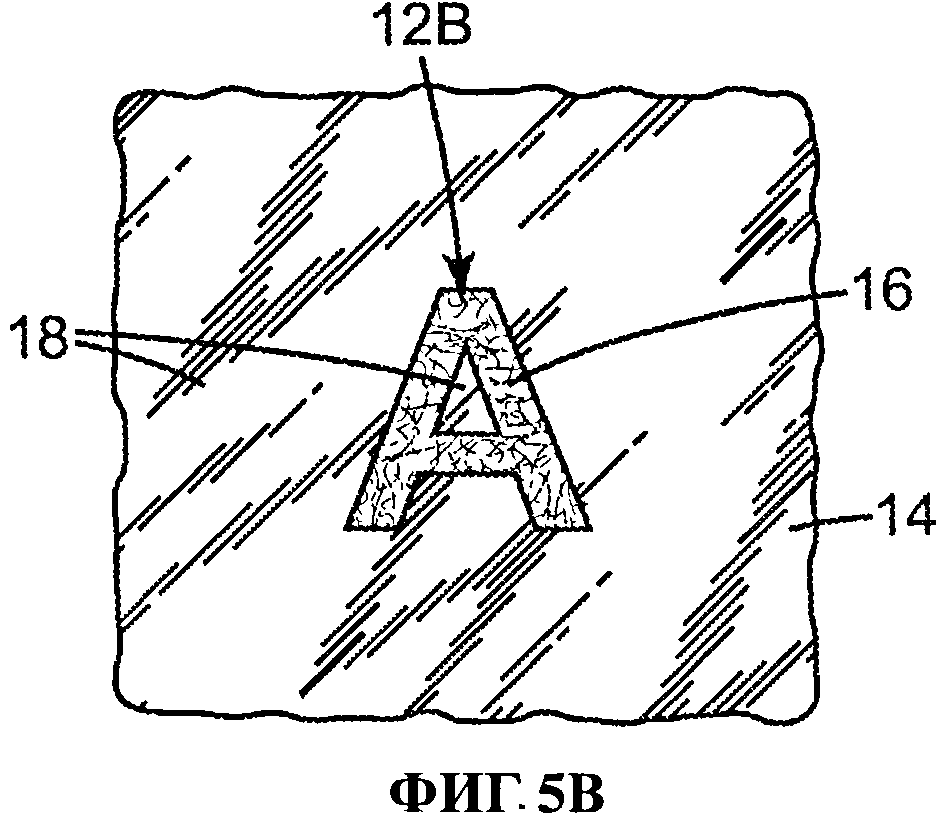
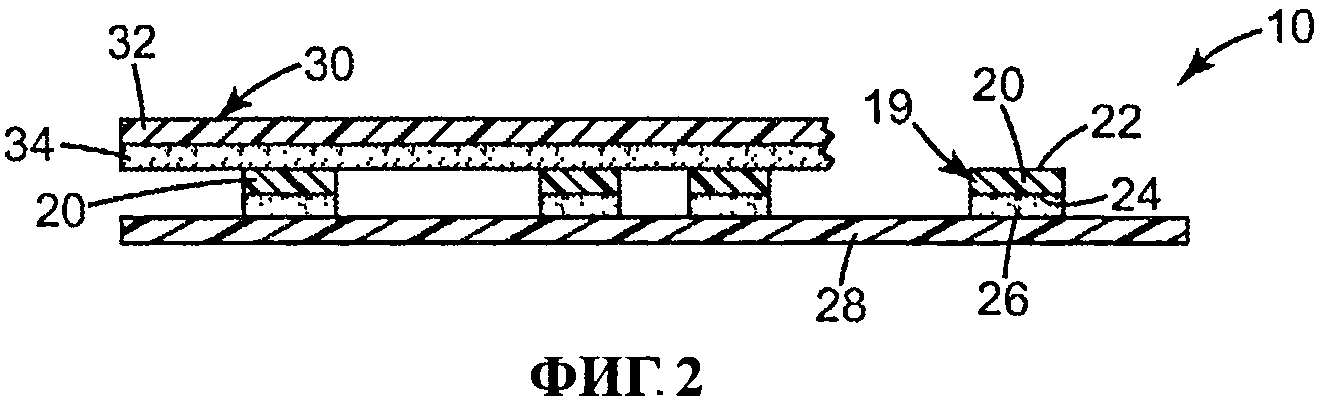
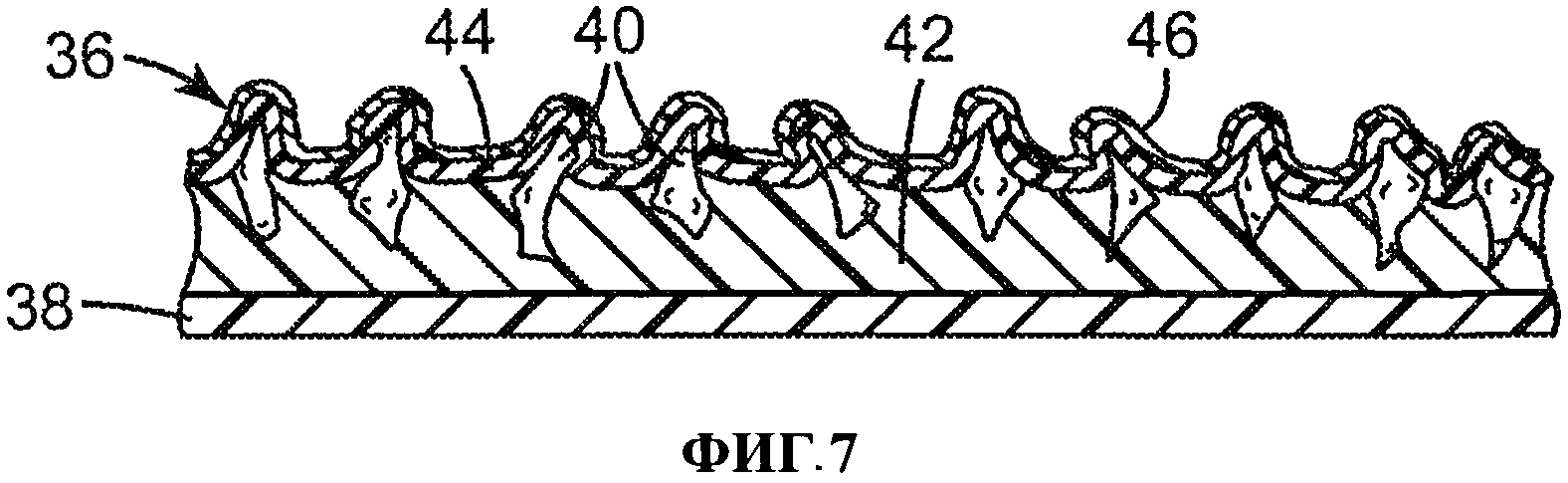
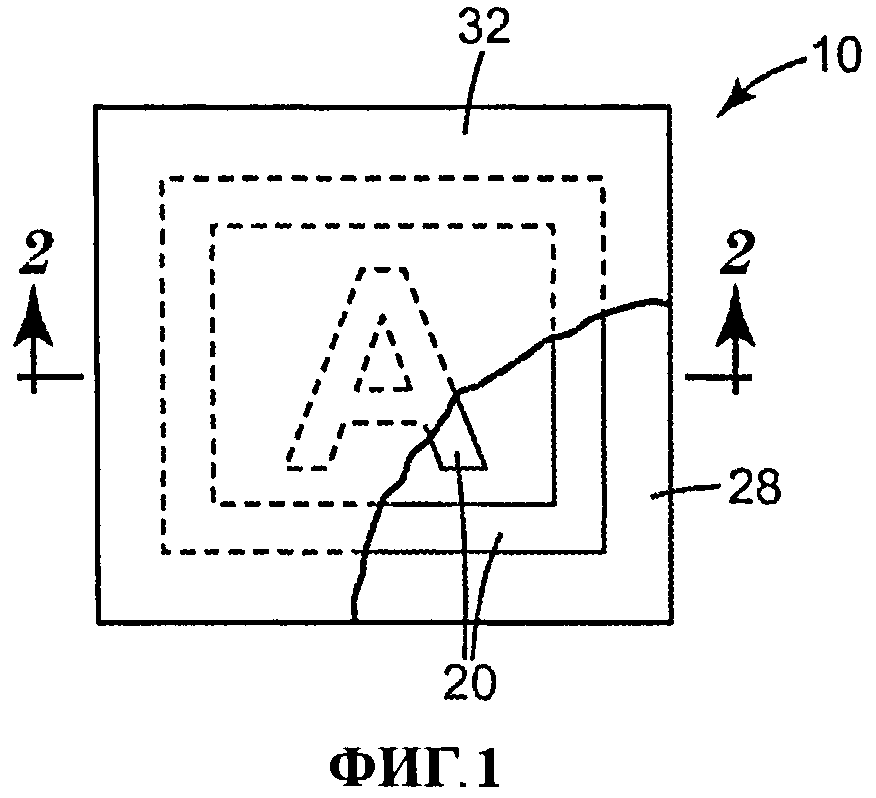
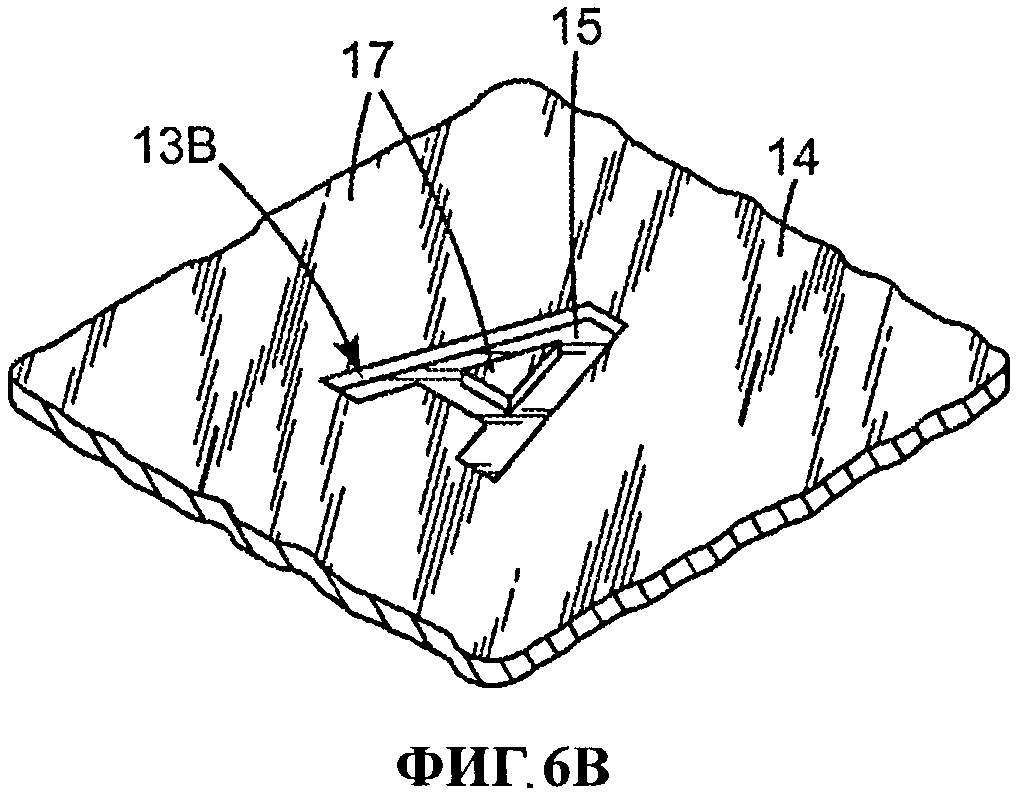
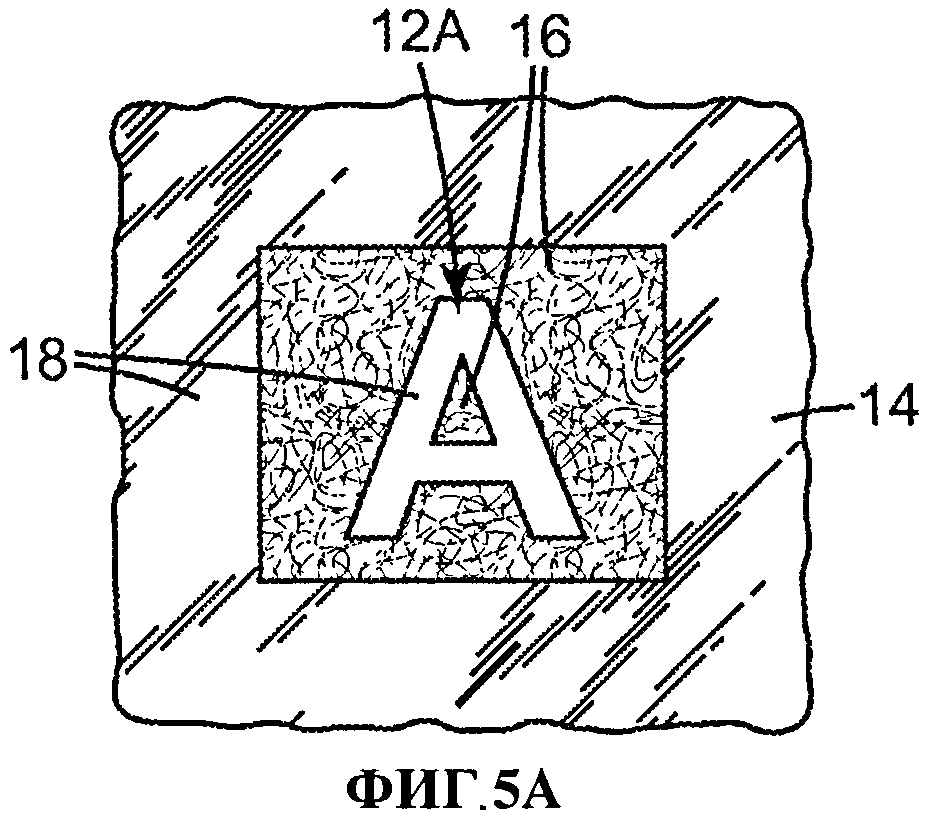
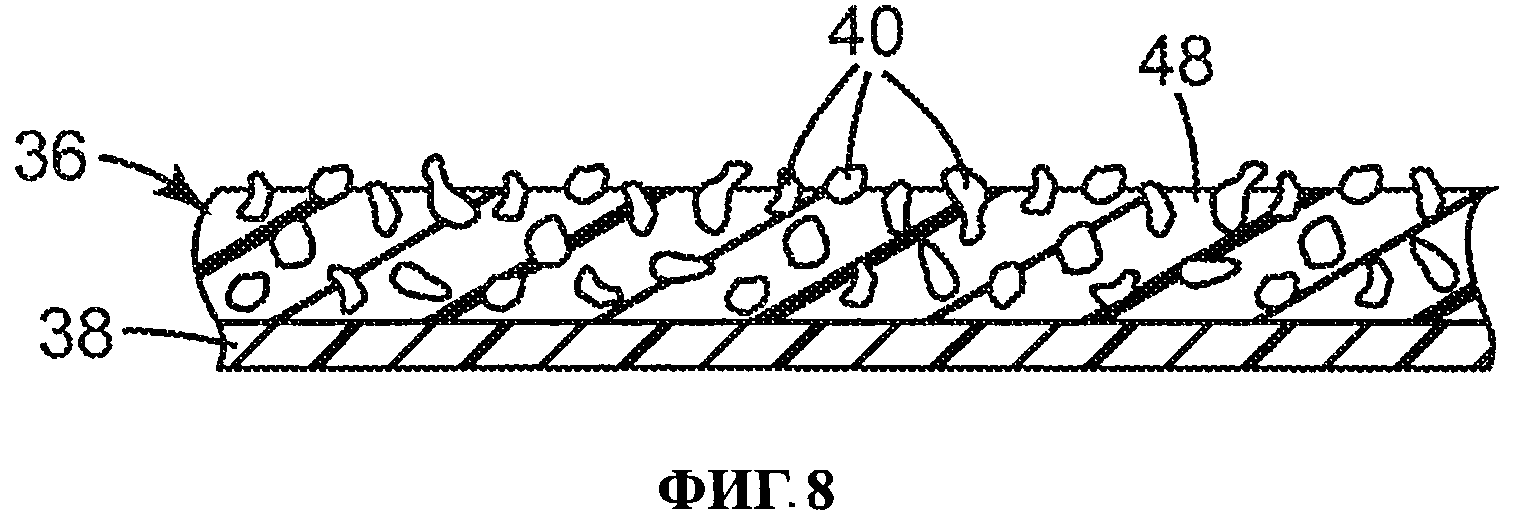
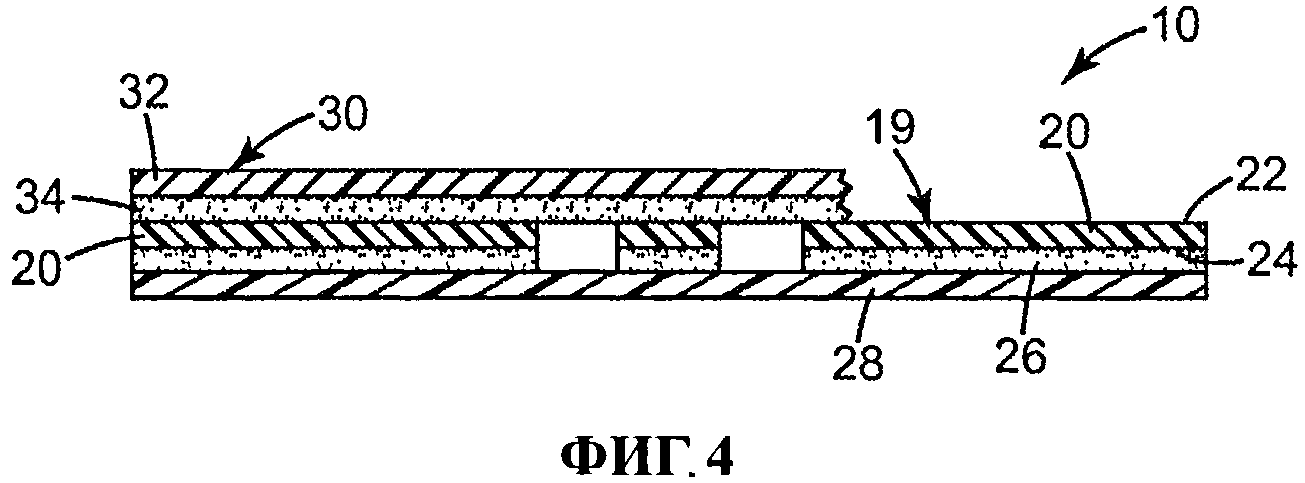
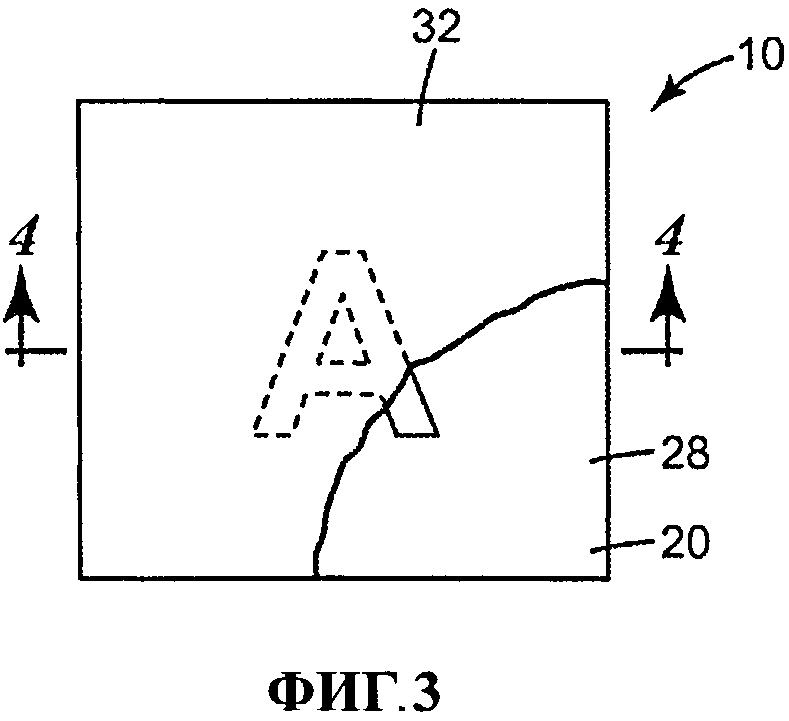
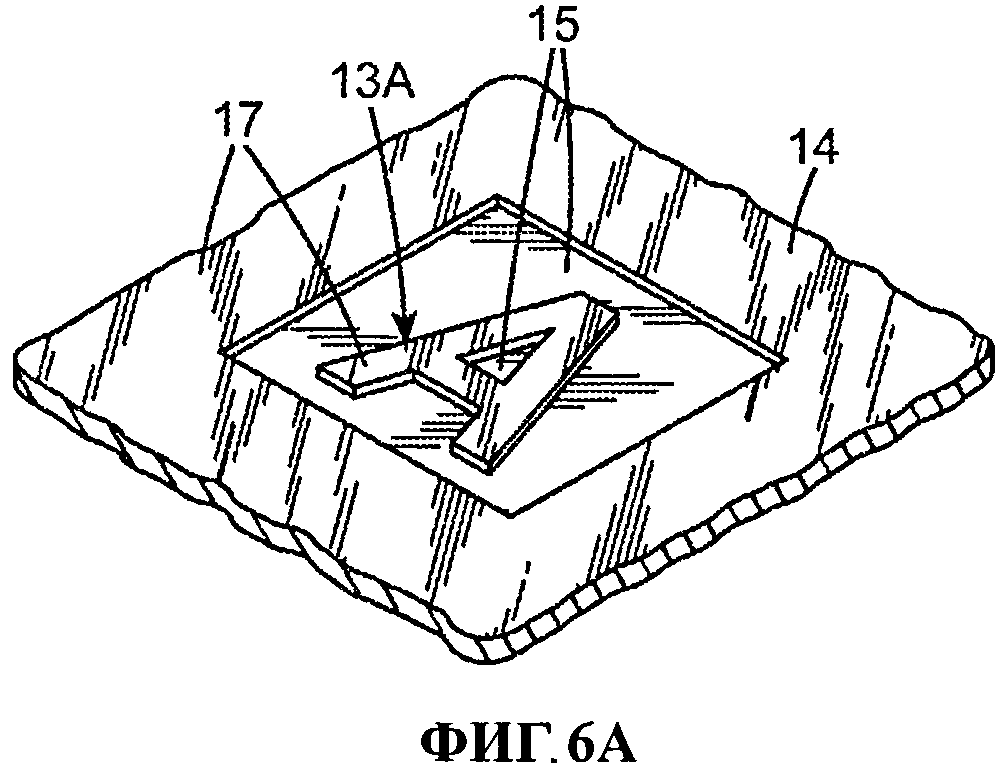
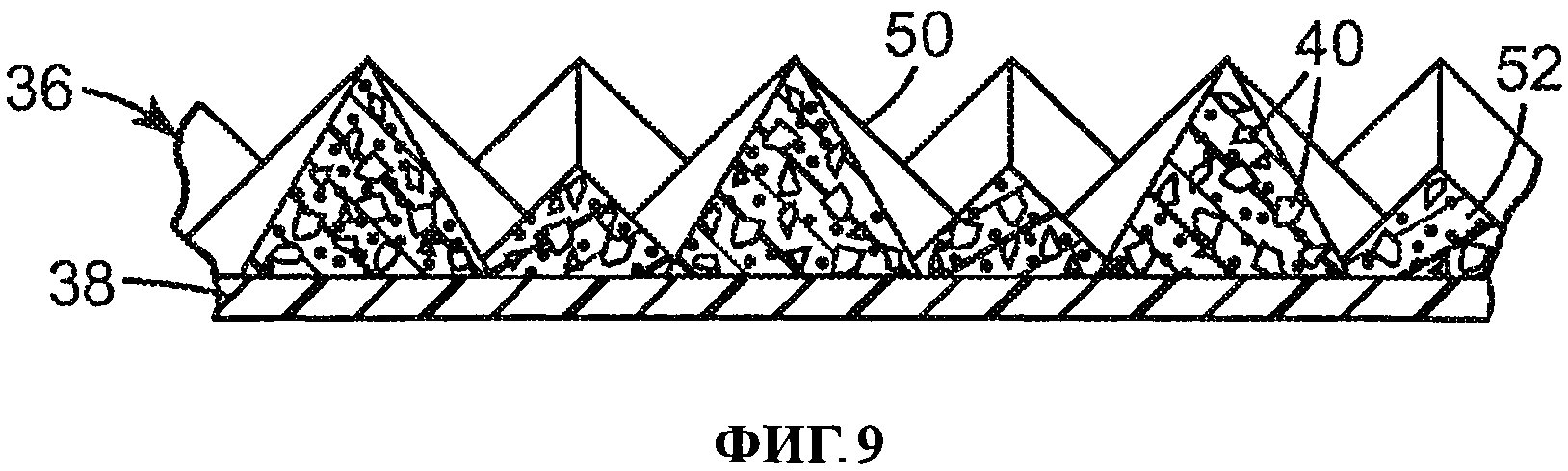
Защитная лента полимерной пленки с внутренней воздушной прослойкой полостного типа
Абразивные изделия, инструменты возвратно-поступательного вращения, способы
Структурированный абразивный материал с верхним слоем и способ его изготовления и использования
Изделия и способы нанесения маскировочного покрытия на основу или защиты основы
Фасонные абразивные частицы с канавками
Ворсовая салфетка для полировки
Покрытие на основе двуокиси кремния для повышенной гидрофильности
Микроперфорированная полимерная пленка и способы ее изготовления и применения
Смешивание и подача через диспенсер многокомпонетных отверждаемых материалов
Абразивное изделие, имеющее линию пониженного сопротивления
Защитная лента полимерной пленки с внутренней воздушной прослойкой полостного типа
Абразивные изделия, инструменты возвратно-поступательного вращения, способы
Структурированный абразивный материал с верхним слоем и способ его изготовления и использования
Изделия и способы нанесения маскировочного покрытия на основу или защиты основы
Фасонные абразивные частицы с канавками
Ворсовая салфетка для полировки
Покрытие на основе двуокиси кремния для повышенной гидрофильности
Микроперфорированная полимерная пленка и способы ее изготовления и применения
Смешивание и подача через диспенсер многокомпонетных отверждаемых материалов
Абразивное изделие, имеющее линию пониженного сопротивления

