Результат интеллектуальной деятельности: СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЕГМЕНТНЫХ ФИЛЬТРУЮЩИХ СТЕРЖНЕЙ
Вид РИД
Изобретение
Задачей изобретения является способ изготовления многосегментных фильтрующих стержней для сигарет, используя автоматическое управление воспроизводимостью длины стержня.
В табачной промышленности имеется потребность в многосегментных фильтрах, используемых для изготовления сигарет, которые составлены из по меньшей мере двух видов сегментов, изготовленных из различных материалов, такие сегменты могут быть мягкими, заполненными, например, нетканой тканью, бумагой, ацетатом целлюлозы, или твердыми, заполненными гранулированными или порошковыми элементами, или полыми цилиндрами. Последовательность элементов, образованная на группирующей ленте, перемещается на форматирующую ленту, где ее обертывают в бумажную обертку, и образовавшийся штранг соответственно разделяют на фильтрующие стержни посредством режущей головки, причем разрезание осуществляют по центру большего сегмента. В течение дополнительных производственных операций полученные стержни вставляются в сигареты непосредственно или после повторного разрезания также в середине большего сегмента. Известно, что длина особых сегментов фильтра и их конструкция в штранге могут изменяться в пределах допуска, причем допуск длины фильтрующего стержня регулируется до конечной постоянной длины изготовленных сигарет. При значительной скорости перемещения штранга, достигающей 500 м/мин, управление моментом разрезания необходимо, чтобы поддерживать длину фильтрующего стержня, учитывая указанные допуски, причем фильтрующие стержни отслеживаются непрерывно. Из описания британского патента № GB 854.470 известен способ механического выбора момента разрезания фильтрового штранга, составленного из двух различных сегментов фильтра, чтобы получать фильтрующие стержни одинаковой длины. Для этого устройство имеет один общий приводной двигатель, который посредством множества шестеренок приводит в действие особые узлы, механически тесно связанные друг с другом и зависимые от системы, управляющей общим приводом. Ускорение или задержка момента разрезания, чтобы сегменты фильтра всегда разрезались в середине, образуя стержни фильтра одинаковой длины в соответствии с допуском, становятся возможными благодаря дифференциалу, установленному в системе передачи мощности между барабаном, подающим сегменты на форматирующую ленту, и режущей головкой. Другой способ регулирования момента разрезания элементов сигаретного штранга, содержащего сегменты фильтра и табачный стержень, чтобы получать сигареты с фильтром определенной длины в соответствии с допуском, был представлен в описании опубликованной заявки США 2001/0001390. Сегменты фильтра и табачные стержни, которые предварительно помещаются в бумажную обертку посредством червячного барабана, дополнительно перемещаются по направлению к форматирующему элементу, где происходит обертывание стержня бумажной оберткой. В то же время в области форматирующего элемента положение сегментов и стержней записывается посредством узла, создающего их изображение, содержащего стробоскоп и дисплей, от которых полученное изображение передается на компьютер. В нем записанное изображение сравнивается с исходным изображением, введенным ранее в память компьютера. В зависимости от результатов сравнения возможно перемещение режущей головки вдоль стенки параллельно сигаретному штрангу. В случае превышения допуска отрезанные сигареты забраковываются. В дополнение, изобретение схематически показывает устройство для управления и разрезания штранга на готовые продукты или браковки дефектных продуктов. В современных машинах табачной промышленности, в частности для изготовления сигарет и/или фильтров, используется отдельный серводвигатель для привода каждого узла машины, при этом все серводвигатели соединены общим виртуальным электронным валом, соединенным с системой управления. Решения, касающиеся управления точкой разрезания штранга, представленные в известном уровне техники, не могут быть применены к таким современным машинам.
Согласно изобретению, способ изготовления многосегментных фильтрующих стержней, используемых в табачной промышленности для сигарет, причем различные сегменты, размещенные в подходящем порядке на группирующей ленте, перемещают посредством подающего узла на форматирующую ленту, на которой их обертывают в бумажную обертку, образуя фильтровый штранг, и далее разделяются на фильтрующие стержни определенной длины посредством режущей головки, и положение каждого сегмента в штранге на форматирующей ленте проверяется посредством датчика, расположенного между подающим узлом и режущей головкой, причем подающий узел, режущую головку и форматирующую головку приводят отдельными серводвигателями, соединенными общим виртуальным электронным валом, соединенным с системой управления, состоит в том, что перед началом изготовления информацию, касающуюся разрезаемого сегмента, длины фильтрующего стержня, порядка сегментов в стержне, и постоянное расстояние между подающим узлом и режущей головкой вводят в систему управления, после чего система управления вычисляет базовое статическое электронное отношение между приводными системами серводвигателей подающего узла и режущей головки, учитывая приводную систему серводвигателя форматирующей ленты. После начала изготовления система управления предварительно вычисляет момент разрезания, необходимый для получения подходящей длины фильтрующего стержня, и сравнивает его с базовым статическим отношением, вычисленным ранее, после чего она осуществляет постепенное регулирование момента разрезания относительно вычисленного базового статического отношения и определяет усредненную точку разрезания фильтрового штранга, учитывая информацию о фактических размерах сегментов и их фактическом позиционировании в штранге, передаваемую от датчика. В течение изготовления многосегментных фильтрующих стержней усредненную точку разрезания сравнивают с помощью системы управления с моментом разрезания и чтобы сохранить допуск фильтрующего стержня, динамически корректируют, учитывая информацию о сегментах, передаваемую в настоящее время от датчика. Управление моментом разрезания и корректировка усредненной точки разрезания происходят посредством регулирования электронных систем приводов серводвигателей подающего узла и режущей головки с постоянным положением режущей головки. В случае изменения длины изготавливаемых стержней фильтра режущую головку регулируют. Использование способа согласно изобретению обеспечивает уменьшение времени, необходимого для регулирования машины для новой длины фильтрующего стержня, которое было ограничено временем, необходимым для усреднения измерений и изменения момента разрезания режущей головки так, чтобы отрегулировать момент разрезания до ожидаемой точки. В дополнение, потери материала ограничены только периодом работы машины от момента начала до регулирования момента разрезания фильтрующего стержня.
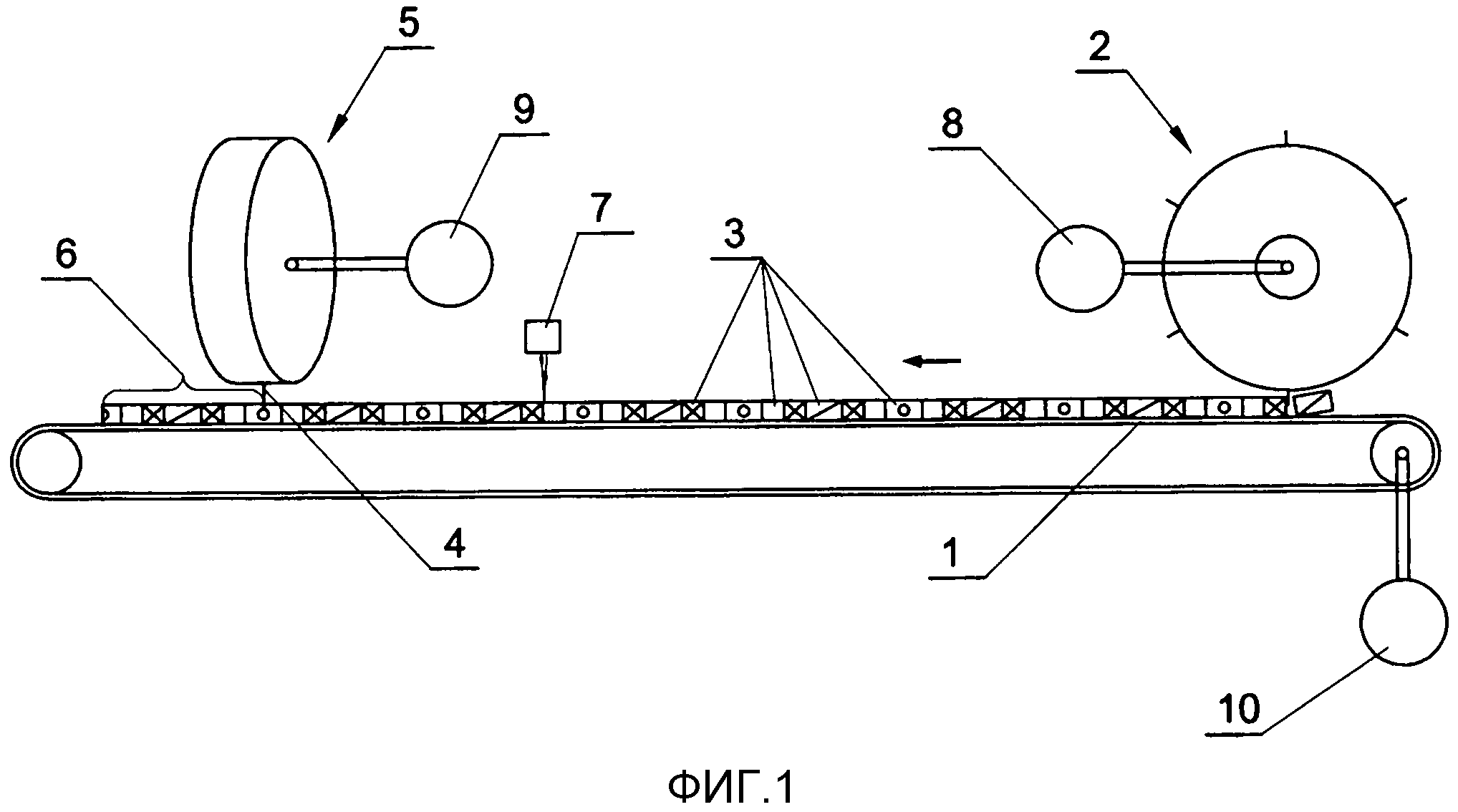
Для лучшего понимания задача изобретения проиллюстрирована в варианте выполнения на фиг.1, которая показывает в схематическом виде фрагмент машины для изготовления многосегментных фильтрующих стержней.
Фиг.1 представляет фрагмент машины, показывающий форматирующую ленту 1, на которой перемещаются посредством подающего узла 2 различные сегменты 3, размещенные ранее соответственным образом на не показанной группирующей ленте. На форматирующей ленте 1 сегменты 3 обертываются в бумажную обертку и запечатываются, образуя фильтровый штранг, который разрезается резаком 4 режущей головки 5 на равные стержни 6 фильтра двойной длины, причем разрезание происходит в середине большего сегмента 3. Стержни 6 фильтра, подготовленные таким образом, перемещаются для дополнительной обработки, чтобы получать фильтр определенной длины, который в дальнейшем соединяется с табачным стержнем так, что образуется сигарета. В области форматирующей ленты 1 между подающим узлом 2 и режущей головкой 5 расположен датчик 7, проверяющий положение и параметры сегментов 3 в штранге, с постоянным расстоянием между подающим узлом 2 и режущей головкой 5. Подающий узел 2 приводится серводвигателем 8, режущая головка 5 приводится серводвигателем 9, а форматирующая лента 1 приводится серводвигателем 10, причем все серводвигатели 8, 9, 10 соединены общим виртуальным электронным валом, соединенным с общей системой управления машины, не показанной на чертеже. В случае изменения описания стержня 6 фильтра, вызванного, например, изменением одного из сегментов 3 или последовательности размещения сегментов 3 в стержне 6, которое включает изменение длины изготавливаемого стержня 6, машина выключается, и режущая головка 5 регулируется регулированием ее на новую длину стержня 6, и вводится информация, касающаяся разрезаемого сегмента 3, длины стержня 6 фильтра, последовательности сегментов 3 в стержне, при этом сохраняя постоянное расстояние между подающим узлом 2 и режущей головкой 5, после чего система управления вычисляет базовое статическое электронное отношение между системой привода серводвигателя 8 подающего узла 2 и системой привода серводвигателя 9 режущей головки 5, учитывая приводную систему серводвигателя 10 форматирующей ленты 1. После запуска машины происходит корректирующая обработка, во время которой система управления предварительно вычисляет момент разрезания, чтобы получать подходящую длину стержня 6 фильтра, и сравнивает его с базовым статическим отношением, вычисленным ранее, после чего она осуществляет постепенное регулирование момента разрезания до вычисленного базового отношения, и определяется усредненная точка разрезания фильтрового штранга, учитывая информацию о фактических размерах сегментов 3 и их фактическом позиционировании в штранге, передаваемую от датчика 7. Управление моментом разрезания и корректировка усредненной точки разрезания происходят посредством регулирования электронных систем приводов серводвигателя 8 подающего узла 2 и серводвигателя 9 режущей головки 5 с ее постоянным положением и постоянным расстоянием между подающим узлом 2 и режущей головкой 5, причем корректировка точки разрезания осуществляется ускорением или задержкой момента разрезания режущей головки 5. Стержни 6 фильтра, изготовленные во время корректирующей обработки, бракуются как дефектные продукты, но этот этап работы машины является очень коротким. В течение процесса изготовления стержней 6 фильтра усредненная точка разрезания постоянно сравнивается с помощью системы управления с моментом разрезания, определенным после регулирования, и, чтобы поддерживать допуск длины стержня 6, динамически корректируется, учитывая информацию о сегментах 3, передаваемую в настоящее время от датчика 7.
Устройство для накопления и транспортировки удлиненных стержнеобразных элементов
Устройство для разгрузки загруженных стержнеобразными элементами секционных кассет, используемых в табачной промышленности
Одноразовый инъектор с, по меньшей мере, одним тяговым крюком
Способ верификации и улучшения расположения стержнеобразных изделий в кассетах или промежуточных магазинах, и устройство, позволяющее верифицировать и улучшать расположение стержнеобразных изделий и выравнивать их переднюю поверхность в кассетах или промежуточных магазинах
Способ снятия электростатических зарядов с лотков, используемых для транспортировки стержнеобразных элементов, лоток, защищенный от негативного воздействия электростатического поля, и устройство для разгрузки лотков, заполненных стержнеобразными элементами с одновременным снятием электрстатических зарядов
Способ установки взаимного расположения сегментов фильтра на несущем элементе группирующего блока в процессе изготовления многосегментных фильтров
Способ компенсации временного отсутствия сегментов фильтра на технологической линии по изготовлению многосегментных фильтров и устройство, обеспечивающее возможность компенсации временного отсутствия сегментов фильтра на технологической линии по изготовлению многосегментных фильтров
Одноразовый инъектор с высокой инъекционной надежностью
Клапанный блок для заполнения угловых транспортных каналов массовым потоком стержнеобразных изделий
Способ и устройство для вскрытия сигарет, образующих сигаретные отходы
Устройство для накопления и транспортировки удлиненных стержнеобразных элементов
Устройство для разгрузки загруженных стержнеобразными элементами секционных кассет, используемых в табачной промышленности
Способ верификации и улучшения расположения стержнеобразных изделий в кассетах или промежуточных магазинах, и устройство, позволяющее верифицировать и улучшать расположение стержнеобразных изделий и выравнивать их переднюю поверхность в кассетах или промежуточных магазинах
Способ снятия электростатических зарядов с лотков, используемых для транспортировки стержнеобразных элементов, лоток, защищенный от негативного воздействия электростатического поля, и устройство для разгрузки лотков, заполненных стержнеобразными элементами с одновременным снятием электрстатических зарядов
Способ установки взаимного расположения сегментов фильтра на несущем элементе группирующего блока в процессе изготовления многосегментных фильтров
Способ компенсации временного отсутствия сегментов фильтра на технологической линии по изготовлению многосегментных фильтров и устройство, обеспечивающее возможность компенсации временного отсутствия сегментов фильтра на технологической линии по изготовлению многосегментных фильтров
Клапанный блок для заполнения угловых транспортных каналов массовым потоком стержнеобразных изделий
Способ и устройство для вскрытия сигарет, образующих сигаретные отходы
Электрический пресс для сжатия резаного наполнителя
Устройство для заполнения полости, заполняющая станция и способ заполнения полости

