Результат интеллектуальной деятельности: СПОСОБ ФРИКЦИОННОЙ СВАРКИ С ПЕРЕМЕШИВАНИЕМ НА ОПОРНОМ РОЛИКЕ С ПРОФИЛЬНОЙ КАНАВКОЙ
Вид РИД
Изобретение
Изобретение относится к сварке, а именно к способу фрикционной сварки с перемешиванием.
Из патентной литературы известен способ фрикционной сварки с перемешиванием на опорном ролике с профильной канавкой, заключающийся в формировании корня сварного шва в свариваемых встык заготовках посредством вращающегося сварочного инструмента (патент США №5769306, кл. B23K 20/12, 1998 г.).
При формировании сварного шва на ролике с канавкой в корне шва могут образовываться дефекты в виде непровара, микротрещин, несплошностей, а также повышенное занижения сварного шва и не исключена возможность внедрения сварочного инструмента в опорную поверхность ролика.
Задачей данного изобретения является устранение указанных недостатков, повышение качества сварного соединения, а также расширение технических средств при проведении сварки.
Техническим результатом предлагаемого способа является полное проплавление свариваемых встык заготовок по толщине, уменьшение занижения сварного шва, повышение прочности сварного соединения, качества сварки и исключение вероятности внедрения сварочного инструмента в опорную поверхность ролика.
Поставленный технический результат достигается тем, что в способе фрикционной сварки с перемешиванием на опорном ролике с профильной канавкой, заключающемся в формировании корня сварного шва в свариваемых встык заготовках, при котором согласно изобретению в корневую зону в процессе сварки непрерывно подают присадочный материал, соответствующий форме профильной канавки ролика, с возможностью погружения торца рабочего стержня в присадочный материал и совместного обжатия кромок свариваемых заготовок и части присадочного материала в зоне сварки сварочным инструментом.
Рассматриваемый способ поясняется чертежами, где на фиг.1 показан пример выполнения способа сварки, на фиг.2 - устройство для непрерывной подачи присадочного материала, а на фиг.3 - геометрические параметры сварных швов сравниваемых вариантов способов сварки.
Предлагаемый способ фрикционной сварки с перемешиванием на опорном ролике с профильной канавкой заключается в формировании корня сварного шва в свариваемых встык заготовках 1, 2, при котором в корневую зону в процессе сварки непрерывно подают присадочный материал 3, соответствующий форме профильной канавки 4 ролика 5, с возможностью погружения торца рабочего стержня 6 в присадочный материал 3 и совместного обжатия кромок свариваемых заготовок 1, 2 и части присадочного материала 3 в зоне сварки сварочным инструментом 7.
Работает данный способ следующим образом. После сборки свариваемых заготовок 1,2 на опорном ролике 5 присадочный материал 3 заводится в профильную канавку 4 опорного ролика 5. Инструмент 7 внедряется в стык заготовок 1, 2 создавая при этом необходимое сварочное давление. Загрузка L рабочего стержня 6 при этом составляет величину:
L=δмат+0,2-0,5δпр.мат,
где δмат - толщина свариваемого материала
δпр.мат - толщина присадочного материала
Перемещение свариваемых заготовок и присадочного материала происходит за счет их принудительной подачи вдоль линии стыка или привода вращения опорного ролика с заданной скоростью.
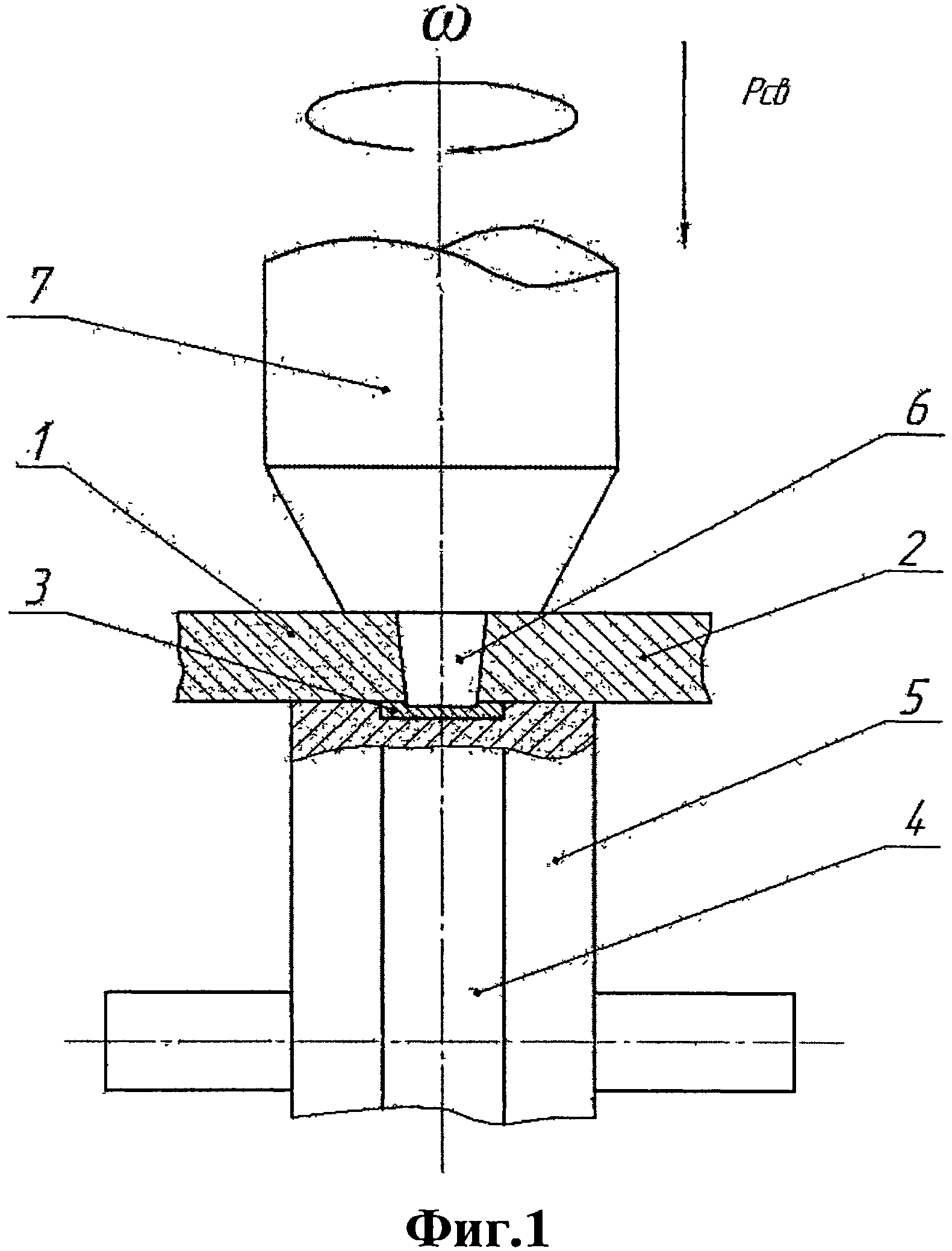
Данный способ может быть осуществлен на примере устройства для непрерывной подачи присадочного материала, включающего в себя корпус 8, кассету 9 с присадочным материалом 3, прижимные ролики 10, 11, направляющий мундштук 12. При необходимости после сварки присадочный материал может быть удален, а процесс подачи автоматизирован.
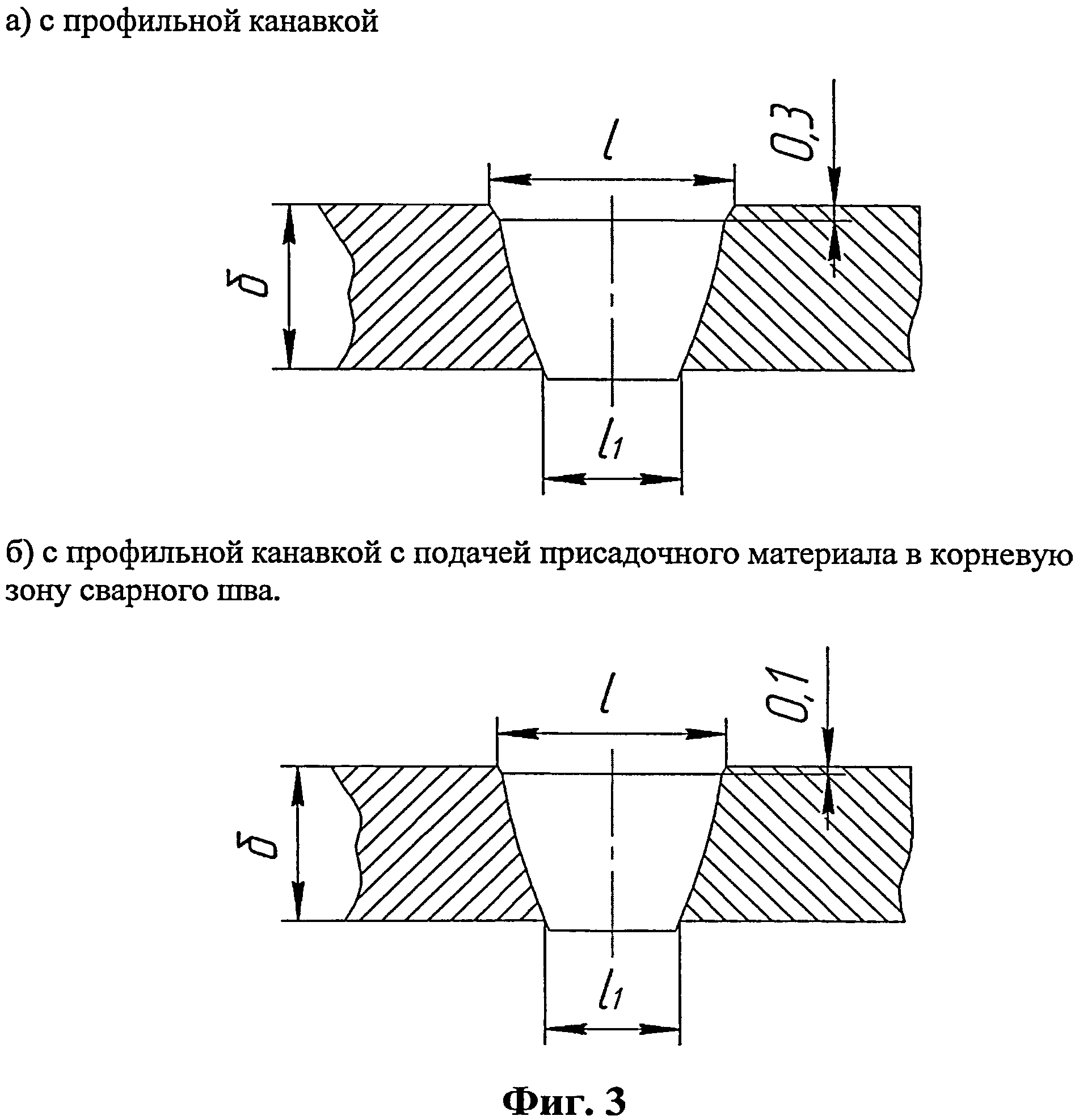
Сравнительная характеристика геометрических параметров сварных швов рассматриваемых вариантов характеризует уменьшение занижения сварного шва с 0,3 до 0,1 мм, вследствие чего увеличивается рассчетное сечение сварного шва и соответственно повышается прочность сварного соединения.
Благодаря такому выполнению способа достигается поставленный технический результат в виде полного проплавления свариваемых заготовок по толщине, уменьшения занижения сварного шва, повышения прочности сварного соединения, качества сварки и исключения вероятности внедрения сварочного инструмента в опорную поверхность ролика.
Способ фрикционной сварки с перемешиванием, включающий размещение стыка свариваемых заготовок на опорном ролике с профильной канавкой и получение сварного соединения путем перемещения рабочего стержня сварочного инструмента с формированием корня сварного шва, отличающийся тем, что в процессе получения сварного соединения в профильную канавку ролика непрерывно подают присадочный материал, соответствующий форме профильной канавки, а рабочий стержень сварочного инструмента перемещают с возможностью погружения его торца в упомянутый присадочный материал, при этом осуществляют совместное обжатие сварочным инструментом кромок свариваемых заготовок и части присадочного материала в зоне сварки.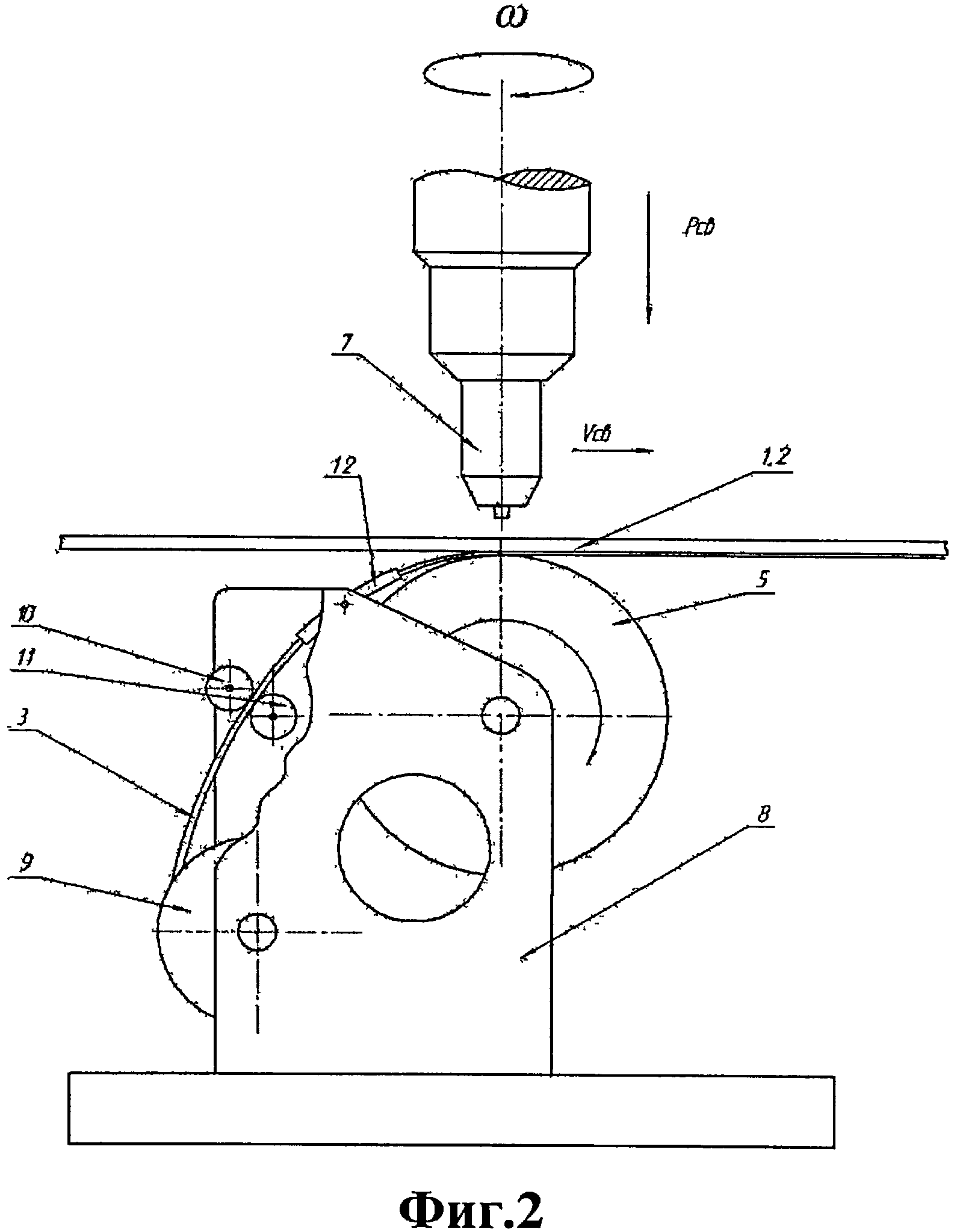
Блок электроразъемов летательного аппарата
Переносной герметичный контейнер
Устройство для сварки трением с перемешиванием полых трубчатых изделий
Сопловой аппарат активной турбины
Способ получения восстановительного газа
Способ фрикционной сварки цилиндрических заготовок
Бортовая цифроаналоговая адаптивная система управления движением летательного аппарата по крену
Адаптивная система управления высотой полета летательного аппарата
Устройство для сварки трением с перемешиванием полых трубчатых изделий
Способ формирования сигнала управления боковым движением летательного аппарата и устройство для его осуществления

